CN103406242A - 感应加热浸漆方法 - Google Patents
感应加热浸漆方法 Download PDFInfo
- Publication number
- CN103406242A CN103406242A CN2013103446645A CN201310344664A CN103406242A CN 103406242 A CN103406242 A CN 103406242A CN 2013103446645 A CN2013103446645 A CN 2013103446645A CN 201310344664 A CN201310344664 A CN 201310344664A CN 103406242 A CN103406242 A CN 103406242A
- Authority
- CN
- China
- Prior art keywords
- workpiece
- heating
- induction coil
- paint
- frequency
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000006698 induction Effects 0.000 title claims abstract description 51
- 238000010438 heat treatment Methods 0.000 title claims abstract description 45
- 238000007598 dipping method Methods 0.000 title claims abstract description 25
- 239000003973 paint Substances 0.000 claims abstract description 50
- 238000000034 method Methods 0.000 claims description 23
- 239000004922 lacquer Substances 0.000 claims 2
- 238000005259 measurement Methods 0.000 claims 2
- 230000000694 effects Effects 0.000 abstract description 8
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 238000005470 impregnation Methods 0.000 description 4
- 239000002966 varnish Substances 0.000 description 4
- 238000004321 preservation Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000011011 black crystal Substances 0.000 description 1
- 230000005674 electromagnetic induction Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- General Induction Heating (AREA)
Abstract
本发明涉及一种感应加热浸漆方法,包括以下步骤:预热:用通入频率为80~100KHZ交流电的感应线圈把工件加热到70~120℃;浸漆:把预热后的工件放入漆槽中,使其表面浸上一层漆;凝胶:用通入频率为80~100KHZ交流电的感应线圈把浸了漆的工件加热到110~125℃,之后保温15~25分钟;固化:用通入频率为80~100KHZ交流电的感应线圈把凝胶后的工件加热到150~170℃,之后保温30~50分钟。本发明不但大大提高了生产效率,而且取得了良好的浸漆效果。
Description
技术领域
本发明属于对物体表面进行浸漆处理的技术领域,尤其涉及一种利用感应加热来进行浸漆的方法。
背景技术
汽车起动机电枢和汽车发电机转子、定子的绝缘都是通过在其表面浸上一层绝缘漆来实现。浸漆前,通常要把工件加热,浸漆后还要继续加热,使漆凝固。现有的方法通常是采用烘箱来加热,加热速度慢,生产效率底。
感应加热是利用电磁感应原理,把工件放在交变磁场中,使工件内部产生感应电流,形成涡流,迅速加热工件表面。感应加热多数用于工业金属零件表面淬火、金属熔炼、棒料透热、刀具焊接等多个领域,能达到表面迅速加热,甚至透热融化的效果。
本申请人创造性地把感应加热方法应用到汽车发电机转子、定子的浸绝缘漆技术中,提出了一种感应加热浸漆机,其结构请参见中国实用新型专利ZL201120137608.0。经过大量的试验表明,浸漆的效果跟许多工艺条件直接密切相关,例如感应线圈通入的交流电的频率、浸漆前的加热温度、浸漆后的加热温度、保温时间等。因此,提出一种浸漆效果好的感应加热浸漆方法非常有必要。
发明内容
本发明的目的在于,提供一种感应加热浸漆方法,以提高工件表面浸漆的效果和生产效率。
为了实现上述目的,本发明提出的感应加热浸漆方法包括以下步骤:
预热:用通入频率为80~100KHZ交流电的感应线圈把工件加热到70~120℃;
浸漆:把预热后的工件放入漆槽中,使其表面浸上一层漆;
凝胶:用通入频率为80~100KHZ交流电的感应线圈把浸了漆的工件加热到110~125℃,之后保温15~25分钟;
固化:用通入频率为80~100KHZ交流电的感应线圈把凝胶后的工件加热到150~170℃,之后保温30~50分钟。
本发明采用感应线圈来加热工件,能把工件的表面温度迅速升高,交流电的频率、各个步骤中的加热温度、保温时间是通过大量的试验总结得到,与现有的浸漆方法相比,本发明不但大大提高了生产效率,而且取得了良好的浸漆效果。
附图说明
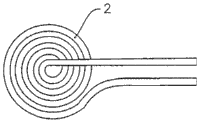
图1为感应线圈俯视图。
下面结合附图对本发明作详细描述。
具体实施方式
本发明感应加热浸漆方法包括预热、浸漆、凝胶和固化四个步骤。预热:把工件放置在感应线圈一侧或感应线圈中,往感应线圈中通入频率为80~100KHZ的交流电,在交变磁场作用下,工件迅速升温,直到把工件加热到70~120℃,90~100℃为最佳温度范围。预热的目的在于使工件去潮,达到干燥,便于后续胶凝阶段绝缘油漆的快速渗透。大量试验表明,把工件加热到70~120℃后再浸漆,不但能取得满意的效果,而且为后续的各个步骤打好基础并留下充裕的空间。浸漆:把预热后的工件放入漆槽中,使其表面浸上一层绝缘漆。凝胶:把浸了漆的工件放置在感应线圈一侧或感应线圈中,往感应线圈中通入频率为80~100KHZ的交流电,把浸了漆的工件加热到110~125℃,120℃为最佳加热温度,之后保温15~25分钟。凝胶过程为工件表面的漆层由液态变为固态的过渡过程,因为感应线圈加热的是工件,漆层是通过工件热传导加热,先用感应线圈把工件快速升温,之后保温一定时间,使漆层受热均匀且充分,为后续固化步骤做好准备。若工件加热温度过低,不但凝胶慢而且会影响后面的固化过程;若温度过高,加热过快,会造成漆层里面部分快速升温,热气无法排出而在漆层中形成气泡,不但影响了漆层的表面质量,而且使漆层附着不牢靠,容易脱落。固化:把凝胶后的工件放置在感应线圈一侧或感应线圈中,往感应线圈通入频率为80~100KHZ的交流电,把工件迅速加热到150~170℃,160℃为最佳温度,之后保温30~50分钟,40分钟为最佳保温时间。固化为漆层变为固态的过程,感应线圈把工件快速加热到需要温度,使漆层瞬间凝固,之后保温一段时间,使漆层完全固化并被烘干。
在整个过程中,工件以35~40转/分钟的速度自转。因为在线圈的交变磁场中,不同位置的磁场强度不一样,放置在磁场中的工件不同部位的感应电流强度也不一样。因此,工件保持一定速度自转,可使整个工件的表面受热更加均匀。若工件自转太快,工件表面上的漆会被离心力甩出来;若自转太慢,工件表面上的漆又会因为重力作用滴下来。35~40转/分钟的自转速度能保证工件表面上的漆既不会甩出也不会滴下,在该自转速度下,浸漆10~25秒,可使工件表面浸上一层厚度适中且均匀的绝缘漆。
感应线圈加热速度快,用于快速加热,效果非常显著,能大大地提高生产效率,但是,由于其价格昂贵,若持续长时间地使用,会造成器件损坏并加速器件老化,从而增加成本。在本发明中,需要快速加热时,用感应线圈来加热,而在凝胶和固化步骤中的保温过程,采用黑晶管加热。黑晶管比感应线圈价格低很多,保温效果很好。本发明在提高生产效率的同时,很好的兼顾控制了生产成本。
在凝胶和固化步骤中,用远红外温度传感器测量工件的表面温度,达到需要的温度时,停止用感应线圈加热。用传感器来检测温度,可提高加工过程的精确化和自动化。
在预热步骤中,先用一个通入频率为80~100KHZ交流电的感应线圈加热工件25~40秒,然后再用另一个通入频率为80~100KHZ交流电的感应线圈加热,用远红外温度传感器测量工件的表面温度,测到的工件表面温度达到70~120℃时,停止加热。因为工件很难一开始就能加热到70~120℃,所以先用第一个感应线圈加热一定时间,用时间来控制,接着再用第二个感应线圈加热,这时再用温度传感器来检测工件表面温度,实现精确化控制,同时避免了一个感应线圈长时间持续工作。
参见图1,感应线圈2呈平板状,线圈在轴线方向厚度很薄,而在垂直于轴线方向的横向线圈一圈一圈地叠加,线圈上、下部的交变磁场强度都很大,加热时把工件放置在线圈的上部或下部一侧。把感应线圈设计成平板状,在满足对工件的感应加热的同时,为工件的移动和自转留出了足够的空间,便于实现整个过程的自动化。
Claims (7)
1.一种感应加热浸漆方法,其特征在于,包括以下步骤:
预热:用通入频率为80~100KHZ交流电的感应线圈把工件加热到70~120℃;
浸漆:把预热后的工件放入漆槽中,使其表面浸上一层漆;
凝胶:用通入频率为80~100KHZ交流电的感应线圈把浸了漆的工件加热到110~125℃,之后保温15~25分钟;
固化:用通入频率为80~100KHZ交流电的感应线圈把凝胶后的工件加热到150~170℃,之后保温30~50分钟。
2.根据权利要求1所述的感应加热浸漆方法,其特征在于,工件以35~40转/分钟的速度自转。
3.根据权利要求2所述的感应加热浸漆方法,其特征在于,浸漆时间为10~25秒。
4.根据权利要求1所述的感应加热浸漆方法,其特征在于,在所述凝胶和固化步骤中的保温过程,采用黑晶管加热。
5.根据权利要求4所述的感应加热浸漆方法,其特征在于,在所述凝胶和固化步骤中,用远红外温度传感器测量工件的表面温度,达到需要的温度时,停止用感应线圈加热。
6.根据权利要求4所述的感应加热浸漆方法,其特征在于,在所述预热步骤中,先用一个通入频率为80~100KHZ交流电的感应线圈加热工件25~40秒,然后再用另一个通入频率为80~100KHZ交流电的感应线圈加热,用远红外温度传感器测量工件的表面温度,测到的工件表面温度达到70~120℃时,停止加热。
7.根据权利要求1-6任一项所述的感应加热浸漆方法,其特征在于,所述感应线圈呈平板状,加热时工件放置在感应线圈一侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310344664.5A CN103406242B (zh) | 2013-08-09 | 2013-08-09 | 感应加热浸漆方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310344664.5A CN103406242B (zh) | 2013-08-09 | 2013-08-09 | 感应加热浸漆方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103406242A true CN103406242A (zh) | 2013-11-27 |
| CN103406242B CN103406242B (zh) | 2016-05-04 |
Family
ID=49599310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310344664.5A Expired - Fee Related CN103406242B (zh) | 2013-08-09 | 2013-08-09 | 感应加热浸漆方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103406242B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113131698A (zh) * | 2020-01-16 | 2021-07-16 | 上海电驱动股份有限公司 | 一种电机定子浸漆方法及装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB981596A (en) * | 1960-05-09 | 1965-01-27 | Polymer Corp | Method and apparatus for coating articles by fluidized bed coating process |
| JPS5491835A (en) * | 1977-12-29 | 1979-07-20 | Koito Mfg Co Ltd | Method and device for heating reflector |
| CN1248184A (zh) * | 1997-01-07 | 2000-03-22 | 耐乐克扣件有限公司 | 对外螺纹物件的头部/轴杆接合部施涂涂层的方法和装置 |
| EP1046429A2 (en) * | 1999-04-23 | 2000-10-25 | Nylok Fastener Corporation | Powder feed apparatus and process for the application of a thermoplastic resin onto a fastener |
| CN1348839A (zh) * | 2000-06-29 | 2002-05-15 | 材料科学有限公司 | 涂布基片的方法和相应的设备 |
| CN1430103A (zh) * | 2001-12-28 | 2003-07-16 | 佳能株式会社 | 圆筒状构件的制造方法和制造装置 |
| CN1997605A (zh) * | 2004-07-01 | 2007-07-11 | 日本山村硝子株式会社 | 具有经焙烧的润滑脱模剂层的成形用模具的制造方法 |
-
2013
- 2013-08-09 CN CN201310344664.5A patent/CN103406242B/zh not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB981596A (en) * | 1960-05-09 | 1965-01-27 | Polymer Corp | Method and apparatus for coating articles by fluidized bed coating process |
| JPS5491835A (en) * | 1977-12-29 | 1979-07-20 | Koito Mfg Co Ltd | Method and device for heating reflector |
| CN1248184A (zh) * | 1997-01-07 | 2000-03-22 | 耐乐克扣件有限公司 | 对外螺纹物件的头部/轴杆接合部施涂涂层的方法和装置 |
| EP1046429A2 (en) * | 1999-04-23 | 2000-10-25 | Nylok Fastener Corporation | Powder feed apparatus and process for the application of a thermoplastic resin onto a fastener |
| CN1348839A (zh) * | 2000-06-29 | 2002-05-15 | 材料科学有限公司 | 涂布基片的方法和相应的设备 |
| CN1430103A (zh) * | 2001-12-28 | 2003-07-16 | 佳能株式会社 | 圆筒状构件的制造方法和制造装置 |
| CN1997605A (zh) * | 2004-07-01 | 2007-07-11 | 日本山村硝子株式会社 | 具有经焙烧的润滑脱模剂层的成形用模具的制造方法 |
Non-Patent Citations (1)
| Title |
|---|
| 寇杰: "《油气逛到腐蚀与防护》", 31 August 2008, article "熔结环氧涂层涂覆工艺", pages: 217 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113131698A (zh) * | 2020-01-16 | 2021-07-16 | 上海电驱动股份有限公司 | 一种电机定子浸漆方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103406242B (zh) | 2016-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101602748B1 (ko) | 전기적 강판의 표면에 매우 두꺼운 절연 피막을 형성하는 방법 | |
| CN103924060A (zh) | 一种轴承组件加工残余应力控制磁处理方法 | |
| KR101557632B1 (ko) | 차량용 스프링 도장 방법 | |
| CN103406242B (zh) | 感应加热浸漆方法 | |
| CN107398522A (zh) | 控制电镦预制坯晶粒匀细化的方法及电磁补热式电镦装置 | |
| CN107947505A (zh) | 电机定子浸漆工艺 | |
| CN111446048A (zh) | 一种漆包线漆膜固化方法 | |
| CN203406754U (zh) | 电机散嵌绕组定子滴漆装置 | |
| CN203578127U (zh) | 烘道式连续真空浸漆设备 | |
| CN103323311A (zh) | 一种瓷支柱绝缘子人工裂纹缺陷制造方法 | |
| CN102570743A (zh) | 电机定子的绝缘方法 | |
| CN111276307B (zh) | 一种电阻器制造方法及电阻器 | |
| CN108311351A (zh) | 磁环或铁芯环粉末涂装方法 | |
| CN206796478U (zh) | 一种注塑机机筒的加热控制装置 | |
| CN109038985A (zh) | 一种电机定子浸漆及固化的方法 | |
| CN103212520A (zh) | 达克罗溶液浸涂、甩干一体化装置 | |
| CN105866161A (zh) | 一种塑料齿条抗热性能观测装置 | |
| JP2011110464A (ja) | 粉体塗装装置および粉体塗装方法 | |
| JP4752789B2 (ja) | 高周波焼入装置及び高周波焼入方法 | |
| CA2908140A1 (en) | Method for providing features to a pipe surface | |
| CN104924505A (zh) | 温差补偿系统及利用该系统的温差补偿方法 | |
| CN106026568A (zh) | 一种洗衣机电机线圈浸漆工艺 | |
| CN107617537A (zh) | 一种树脂浸渍固化装置 | |
| CN202705417U (zh) | 一种通用动力机曲轴键槽淬火装置 | |
| CN105896851A (zh) | 一种电机定子浸漆工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20160504 Termination date: 20210809 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |