CN103878605A - 飞机蒙皮零件自动钻铆成型定位装置 - Google Patents
飞机蒙皮零件自动钻铆成型定位装置 Download PDFInfo
- Publication number
- CN103878605A CN103878605A CN201410070249.XA CN201410070249A CN103878605A CN 103878605 A CN103878605 A CN 103878605A CN 201410070249 A CN201410070249 A CN 201410070249A CN 103878605 A CN103878605 A CN 103878605A
- Authority
- CN
- China
- Prior art keywords
- riveting
- automatic drilling
- forming
- skin part
- aircraft skin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005553 drilling Methods 0.000 title claims abstract description 38
- 238000000465 moulding Methods 0.000 claims description 33
- 238000010923 batch production Methods 0.000 abstract description 6
- 238000005516 engineering process Methods 0.000 abstract description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000003044 adaptive effect Effects 0.000 abstract 1
- 238000000034 method Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Automatic Assembly (AREA)
Abstract
为解决现有技术飞机蒙皮零件自动钻铆成型定位技术存在的需要准备多套工装夹具和影响产品的批量生产效率等问题,本发明提出一种飞机蒙皮零件自动钻铆成型定位装置,采用数控托架系统的工作托框对飞机蒙皮零件进行成型、定位和固定;所述工作托框包括两根端梁、两根纵梁、弧形支撑板和支撑螺杆;端梁和纵梁构成四方形工作托框架,且纵梁可以在端梁上平移和固定;在纵梁水平面内设有直线导轨;在弧形支撑板的径向设置支撑螺杆,在支撑螺杆的端头设置有万向滚球。本发明的有益技术效果是适应不同曲面、不同结构尺寸的飞机蒙皮零件在数控托架系统的成型和定位,其通用性较强,有效地提高了飞机蒙皮零件的装配铆接质量和生产效率。
Description
技术领域
本发明涉及到飞机蒙皮零件自动钻铆成型定位技术,特别涉及到一种飞机蒙皮零件自动钻铆成型定位装置。
背景技术
飞机蒙皮零件自动钻铆装配系统包括自动钻铆机和数控托架系统两部分,数控化托架系统用来进行装配零件的定位、夹持;自动钻铆机用来完成制孔、铆接和紧固件安装等。由于飞机蒙皮零件为薄壁零件,其特点是刚性差,自己不能成型,外形结构完全由工装夹具来保证,所述工装夹具即为产品框。由于飞机蒙皮零件的曲度、大小和尺寸不完全相同,产品框的支撑弧形曲度、结构和尺寸也不相同,所以每一种飞机蒙皮零件的装配铆接都有自己专用的产品框,即一种产品一种工装夹具。通常,在进行飞机蒙皮零件的自动钻铆装配时,需要将飞机蒙皮零件固定在产品框上,再将装有蒙皮零件的产品框安装在数控托架系统的工作托框上,然后,进行飞机蒙皮零件的自动钻铆装配。显然,现有技术飞机蒙皮零件自动钻铆成型定位技术存在着需要准备多套工装夹具,装配蒙皮零件用的辅助时间较长和影响产品的批量生产效率等问题。
发明内容
为解决现有技术飞机蒙皮零件自动钻铆成型定位技术存在的需要准备多套工装夹具,装配蒙皮零件用的辅助时间较长和影响产品的批量生产效率等问题,本发明提出一种飞机蒙皮零件自动钻铆成型定位装置。本发明飞机蒙皮零件自动钻铆成型定位装置采用数控托架系统的工作托框对飞机蒙皮零件进行成型、定位和固定;所述工作托框包括两根端梁、两根纵梁、弧形支撑板和支撑螺杆;端梁和纵梁构成四方形工作托框架,且纵梁可以在端梁上平移和固定;在纵梁水平面内设有直线导轨用于安装弧形支撑板;在弧形支撑板的径向设置支撑螺杆且伸出弧形支撑板的长度可调,在支撑螺杆的端头设置有万向滚球;在四方形工作托框架的长边设置有X方向定位销,短边设置有Y方向定位销。
进一步的,本发明飞机蒙皮零件自动钻铆成型定位装置弧形支撑板的数量为二根或二根以上,且在纵梁上的间距可调。
进一步的,本发明飞机蒙皮零件自动钻铆成型定位装置支撑螺杆的数量为二根或二根以上,且在弧形支撑板上的间距可调。
本发明飞机蒙皮零件自动钻铆成型定位装置的有益技术效果是适应不同曲面、不同结构尺寸的飞机蒙皮零件在数控托架系统的成型和定位,其通用性较强,减少了工装夹具的数量和批量生产的准备时间,有效地提高了飞机蒙皮零件的装配铆接质量和生产效率。
附图说明
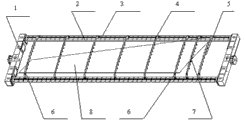
附图1是本发明飞机蒙皮零件自动钻铆成型定位装置的三维示意图;
附图2是本发明飞机蒙皮零件自动钻铆成型定位装置的正视示意图;
附图3是本发明飞机蒙皮零件自动钻铆成型定位装置实施例三维示意图。
下面结合附图和具体实施方式对本发明飞机蒙皮零件自动钻铆成型定位装置作进一步的说明。
具体实施方式
附图1是本发明飞机蒙皮零件自动钻铆成型定位装置的三维示意图,附图2是本发明飞机蒙皮零件自动钻铆成型定位装置的正视示意图,附图3是本发明飞机蒙皮零件自动钻铆成型定位装置实施例三维示意图,图中,l为端梁,2为纵梁,3为直线导轨,4为弧形支撑板,5为支撑螺杆,6为X方向定位销,7为Y方向定位销,8为飞机蒙皮零件。由图可知,本发明飞机蒙皮零件自动钻铆成型定位装置采用数控托架系统的工作托框对飞机蒙皮零件进行成型、定位和固定;所述工作托框包括两根端梁1、两根纵梁2、弧形支撑板4和支撑螺杆5;端梁1和纵梁2构成四方形工作托框架,且纵梁2可以在端梁1上平移和固定;在纵梁2水平面内设有直线导轨3用于安装弧形支撑板4;在弧形支撑板5的径向设置支撑螺杆5且伸出弧形支撑板4的长度可调,在支撑螺杆5的端头设置有万向滚球;在四方形工作托框架的长边设置有X方向定位销6,短边设置有Y方向定位销7。本发明飞机蒙皮零件自动钻铆成型定位装置没有采用先将飞机蒙皮零件固定在产品框上,再将装有蒙皮零件的产品框安装在数控托架系统的工作托框上,而是直接采用数控托架系统对工作托框对飞机蒙皮零件进行成型、定位和固定,极大的简化了操作流程,减少了工装夹具的数量和批量生产的准备时间,有效地提高了飞机蒙皮零件的装配铆接质量和生产效率。而纵梁可以在端梁上平移和固定,即可以调整工作托框的宽度,使得本发明飞机蒙皮零件自动钻铆成型定位装置能够方便的适应不同规格尺寸的飞机蒙皮零件,其通用性较强。本发明飞机蒙皮零件自动钻铆成型定位装置在纵梁水平面内设直线导轨用于安装弧形支撑板,在弧形支撑板的径向设置支撑螺杆且伸出弧形支撑板的长度可调,在支撑螺杆的端头设置有万向滚球,并且,弧形支撑板的数量为二根或二根以上,且在纵梁上的间距可调,支撑螺杆的数量为二根或二根以上,且在弧形支撑板上的间距可调,由此,可以通过弧形支撑板在纵向上的分布选择和支撑螺杆在横向上的分布选择,以及支撑螺杆伸出弧形支撑板的长度调节,使得由支撑螺杆端头的万向滚球形成的各个点形成一个满足飞机蒙皮零件曲度要求的曲面,并可根据各种零件曲度的不同对各个万向滚球所形成的曲面的曲度进行调整,使其适应不同曲面曲度的飞机蒙皮零件的成型要求,使得一副工装能够同时满足各种尺寸要求和各种技术要求的飞机蒙皮零件成型和固定的需求。另外,本发明飞机蒙皮零件自动钻铆成型定位装置在四方形工作托框架的长边设置有X方向定位销,作为飞机蒙皮零件一条边的限位,短边设置有Y方向定位销,限制飞机蒙皮零件的另一条边,以此实现曲面飞机蒙皮零在数控托架系统的定位。
显然,本发明飞机蒙皮零件自动钻铆成型定位装置的有益技术效果是适应不同曲面、不同结构尺寸的飞机蒙皮零件在数控托架系统的成型和定位,其通用性较强,减少了工装夹具的数量和批量生产的准备时间,有效地提高了飞机蒙皮零件的装配铆接质量和生产效率。
Claims (3)
1.一种飞机蒙皮零件自动钻铆成型定位装置,其特征在于:采用数控托架系统的工作托框对飞机蒙皮零件进行成型、定位和固定;所述工作托框包括两根端梁、两根纵梁、弧形支撑板和支撑螺杆;端梁和纵梁构成四方形工作托框架,且纵梁可以在端梁上平移和固定;在纵梁水平面内设有直线导轨用于安装弧形支撑板;在弧形支撑板的径向设置支撑螺杆且伸出弧形支撑板的长度可调,在支撑螺杆的端头设置有万向滚球;在四方形工作托框架的长边设置有X方向定位销,短边设置有Y方向定位销。
2.根据权利要求1所述飞机蒙皮零件自动钻铆成型定位装置,其特征在于:弧形支撑板的数量为二根或二根以上,且在纵梁上的间距可调。
3.根据权利要求1所述飞机蒙皮零件自动钻铆成型定位装置,其特征在于:支撑螺杆的数量为二根或二根以上,且在弧形支撑板上的间距可调。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410070249.XA CN103878605A (zh) | 2014-02-28 | 2014-02-28 | 飞机蒙皮零件自动钻铆成型定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410070249.XA CN103878605A (zh) | 2014-02-28 | 2014-02-28 | 飞机蒙皮零件自动钻铆成型定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103878605A true CN103878605A (zh) | 2014-06-25 |
Family
ID=50947896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410070249.XA Pending CN103878605A (zh) | 2014-02-28 | 2014-02-28 | 飞机蒙皮零件自动钻铆成型定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103878605A (zh) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384864A (zh) * | 2014-11-24 | 2015-03-04 | 首都航天机械公司 | 一种半封闭鸟笼型薄壁箱间壳段钻铆方法 |
| CN104400086A (zh) * | 2014-10-10 | 2015-03-11 | 南京航空航天大学 | 飞机蒙皮镜像铣削方法及装备 |
| CN104991516A (zh) * | 2015-06-25 | 2015-10-21 | 江苏恒力组合机床有限公司 | 自由曲面薄壁零件的定位装置及其方法 |
| CN105182799A (zh) * | 2015-09-24 | 2015-12-23 | 成都飞机工业(集团)有限责任公司 | 一种飞机薄壁曲面蒙皮自动钻铆的编程方法 |
| CN106184389A (zh) * | 2016-07-08 | 2016-12-07 | 江苏陆地方舟新能源电动汽车有限公司 | 一种客车侧蒙皮支撑调节结构 |
| CN106514343A (zh) * | 2016-12-14 | 2017-03-22 | 中航飞机股份有限公司西安飞机分公司 | 一种飞机壁板自动制孔铆接定位工装及定位方法 |
| CN106808384A (zh) * | 2015-11-27 | 2017-06-09 | 成都飞机工业(集团)有限责任公司 | 一种大型带锯齿边蒙皮定位装置及其定位方法 |
| CN107498326A (zh) * | 2017-07-04 | 2017-12-22 | 西安飞机工业(集团)有限责任公司 | 一种用于自动钻铆机的柔性工装及定位方法 |
| FR3062589A1 (fr) * | 2017-02-09 | 2018-08-10 | Cybermeca | Dispositif pour le maintien d'un panneau et installation correspondante |
| CN108436156A (zh) * | 2018-03-02 | 2018-08-24 | 沈阳飞机工业(集团)有限公司 | 一种五坐标机床蒙皮铣切快速固定方法 |
| CN109398490A (zh) * | 2018-10-23 | 2019-03-01 | 江苏陆地方舟新能源车辆股份有限公司 | 一种客车侧边结构件 |
| CN110948254A (zh) * | 2019-11-22 | 2020-04-03 | 西安飞机工业(集团)有限责任公司 | 一种自动钻铆托架多站位单曲面型面定位方法 |
| CN114871799A (zh) * | 2022-05-18 | 2022-08-09 | 中航沈飞民用飞机有限责任公司 | 一种面向自动钻铆模块化柔性工装 |
| CN115647869A (zh) * | 2022-11-16 | 2023-01-31 | 中航沈飞民用飞机有限责任公司 | 一种用于小型薄板类零件定位制孔的辅助夹紧工具 |
| US11866201B2 (en) | 2022-05-03 | 2024-01-09 | The Boeing Company | Method and apparatus for the application of frame to fuselage pull-up force via fuselage skin waterline tensioning |
| CN118060999A (zh) * | 2024-03-21 | 2024-05-24 | 成都飞机工业(集团)有限责任公司 | 一种飞机复合材料壁板的装夹装置 |
| CN118204458A (zh) * | 2024-05-20 | 2024-06-18 | 中航成飞民用飞机有限责任公司 | 客改货飞机壁板组件的快速总装平台 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0593127A1 (en) * | 1992-10-13 | 1994-04-20 | The Boeing Company | Panel and fuselage assembly |
| US20050263950A1 (en) * | 2004-02-10 | 2005-12-01 | Jean-Christophe Hamann | Process and device for localized gripping and holding of a thin, flexible panel, in particular having a complex shape |
| CN101817146A (zh) * | 2010-04-30 | 2010-09-01 | 成都飞机工业(集团)有限责任公司 | 分离式全自动钻铆托架系统 |
| CN102248389A (zh) * | 2011-03-24 | 2011-11-23 | 西北工业大学 | 壁板自动钻铆装配多点柔性定位方法及其工装 |
| CN102554660A (zh) * | 2012-01-17 | 2012-07-11 | 清华大学 | 飞机蒙皮的柔性加工系统 |
| CN102566439A (zh) * | 2011-12-27 | 2012-07-11 | 中航沈飞民用飞机有限责任公司 | 一种用于数控托架的空间定位计算方法 |
| US20130019446A1 (en) * | 2011-07-21 | 2013-01-24 | Spirit Aerosystems, Inc. | System and method for assembling aircraft components |
-
2014
- 2014-02-28 CN CN201410070249.XA patent/CN103878605A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0593127A1 (en) * | 1992-10-13 | 1994-04-20 | The Boeing Company | Panel and fuselage assembly |
| US20050263950A1 (en) * | 2004-02-10 | 2005-12-01 | Jean-Christophe Hamann | Process and device for localized gripping and holding of a thin, flexible panel, in particular having a complex shape |
| CN101817146A (zh) * | 2010-04-30 | 2010-09-01 | 成都飞机工业(集团)有限责任公司 | 分离式全自动钻铆托架系统 |
| CN102248389A (zh) * | 2011-03-24 | 2011-11-23 | 西北工业大学 | 壁板自动钻铆装配多点柔性定位方法及其工装 |
| US20130019446A1 (en) * | 2011-07-21 | 2013-01-24 | Spirit Aerosystems, Inc. | System and method for assembling aircraft components |
| CN102566439A (zh) * | 2011-12-27 | 2012-07-11 | 中航沈飞民用飞机有限责任公司 | 一种用于数控托架的空间定位计算方法 |
| CN102554660A (zh) * | 2012-01-17 | 2012-07-11 | 清华大学 | 飞机蒙皮的柔性加工系统 |
Non-Patent Citations (1)
| Title |
|---|
| 吴志鹏 等: "自动钻铆托架围框横梁的优化设计", 《机械制造》, vol. 48, no. 552, 31 August 2010 (2010-08-31), pages 17 - 19 * |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104400086A (zh) * | 2014-10-10 | 2015-03-11 | 南京航空航天大学 | 飞机蒙皮镜像铣削方法及装备 |
| CN104384864B (zh) * | 2014-11-24 | 2015-08-12 | 首都航天机械公司 | 一种半封闭鸟笼型薄壁箱间壳段钻铆方法 |
| CN104384864A (zh) * | 2014-11-24 | 2015-03-04 | 首都航天机械公司 | 一种半封闭鸟笼型薄壁箱间壳段钻铆方法 |
| CN104991516B (zh) * | 2015-06-25 | 2018-07-13 | 温州大学激光与光电智能制造研究院 | 自由曲面薄壁零件的定位装置及其方法 |
| CN104991516A (zh) * | 2015-06-25 | 2015-10-21 | 江苏恒力组合机床有限公司 | 自由曲面薄壁零件的定位装置及其方法 |
| CN105182799A (zh) * | 2015-09-24 | 2015-12-23 | 成都飞机工业(集团)有限责任公司 | 一种飞机薄壁曲面蒙皮自动钻铆的编程方法 |
| CN106808384A (zh) * | 2015-11-27 | 2017-06-09 | 成都飞机工业(集团)有限责任公司 | 一种大型带锯齿边蒙皮定位装置及其定位方法 |
| CN106184389A (zh) * | 2016-07-08 | 2016-12-07 | 江苏陆地方舟新能源电动汽车有限公司 | 一种客车侧蒙皮支撑调节结构 |
| CN106514343A (zh) * | 2016-12-14 | 2017-03-22 | 中航飞机股份有限公司西安飞机分公司 | 一种飞机壁板自动制孔铆接定位工装及定位方法 |
| FR3062589A1 (fr) * | 2017-02-09 | 2018-08-10 | Cybermeca | Dispositif pour le maintien d'un panneau et installation correspondante |
| WO2018146406A1 (fr) * | 2017-02-09 | 2018-08-16 | Cybermeca | Dispositif de maintien d'un panneau |
| CN107498326A (zh) * | 2017-07-04 | 2017-12-22 | 西安飞机工业(集团)有限责任公司 | 一种用于自动钻铆机的柔性工装及定位方法 |
| CN108436156A (zh) * | 2018-03-02 | 2018-08-24 | 沈阳飞机工业(集团)有限公司 | 一种五坐标机床蒙皮铣切快速固定方法 |
| CN109398490A (zh) * | 2018-10-23 | 2019-03-01 | 江苏陆地方舟新能源车辆股份有限公司 | 一种客车侧边结构件 |
| CN110948254A (zh) * | 2019-11-22 | 2020-04-03 | 西安飞机工业(集团)有限责任公司 | 一种自动钻铆托架多站位单曲面型面定位方法 |
| CN110948254B (zh) * | 2019-11-22 | 2021-05-07 | 西安飞机工业(集团)有限责任公司 | 一种自动钻铆托架多站位单曲面型面定位方法 |
| US11866201B2 (en) | 2022-05-03 | 2024-01-09 | The Boeing Company | Method and apparatus for the application of frame to fuselage pull-up force via fuselage skin waterline tensioning |
| US12337996B2 (en) | 2022-05-03 | 2025-06-24 | The Boeing Company | Method and apparatus for the application of frame to fuselage pull-up force via fuselage skin waterline tensioning |
| CN114871799A (zh) * | 2022-05-18 | 2022-08-09 | 中航沈飞民用飞机有限责任公司 | 一种面向自动钻铆模块化柔性工装 |
| CN115647869A (zh) * | 2022-11-16 | 2023-01-31 | 中航沈飞民用飞机有限责任公司 | 一种用于小型薄板类零件定位制孔的辅助夹紧工具 |
| CN115647869B (zh) * | 2022-11-16 | 2025-06-27 | 中航沈飞民用飞机有限责任公司 | 一种用于小型薄板类零件定位制孔的辅助夹紧工具 |
| CN118060999A (zh) * | 2024-03-21 | 2024-05-24 | 成都飞机工业(集团)有限责任公司 | 一种飞机复合材料壁板的装夹装置 |
| CN118204458A (zh) * | 2024-05-20 | 2024-06-18 | 中航成飞民用飞机有限责任公司 | 客改货飞机壁板组件的快速总装平台 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103878605A (zh) | 飞机蒙皮零件自动钻铆成型定位装置 | |
| CN204321682U (zh) | 多轴攻牙机用双面攻牙夹具 | |
| CN103302609A (zh) | 用于翼类前缘蒙皮修边的夹持工装 | |
| CN104438498A (zh) | 手动弯管机 | |
| CN104002993A (zh) | 一种对飞机壳体装配的柔性装置及其装配方法 | |
| CN202015809U (zh) | 一种全自动铆接装置 | |
| CN102728716A (zh) | 一种管坯整形模块 | |
| CN104646896A (zh) | 一种可调试框架结构件焊接定位装置 | |
| CN104923601A (zh) | 一种汽车配件生产用全自动冲压装置 | |
| CN105171649A (zh) | 一种可调节打标机用工件夹具 | |
| CN104858271A (zh) | 一种管件折弯装置 | |
| CN104191216A (zh) | 一种设备装配系统及设备装配方法 | |
| CN205147166U (zh) | 一种用于笔记本天线弯曲成型的治具 | |
| CN205415492U (zh) | 刹车胶管与接头的扣压装置 | |
| CN104354021A (zh) | 一种自动夹紧仪表盘横梁钻孔的定位架 | |
| CN204748096U (zh) | 一种锁紧机构螺旋面加工装置 | |
| CN209503625U (zh) | 板材夹装用机械手的夹装头 | |
| CN204867145U (zh) | 一种全自动冲压装置用移料机构 | |
| CN113102679A (zh) | 一种用于飞机壁板定位的柔性定位框架 | |
| CN204487567U (zh) | 立式机械抓手 | |
| CN104014972B (zh) | 内支撑式定位点固焊装置 | |
| CN103692180A (zh) | 活接装配机活接大头上料装置 | |
| CN105642948B (zh) | 飞机外场维护精加工镗孔设备 | |
| CN212194307U (zh) | 一种用于合成石成型机的成型治具 | |
| CN204248429U (zh) | 工装通用夹紧装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140625 |