CN113547110A - 一种烘烤炉自动控制系统 - Google Patents
一种烘烤炉自动控制系统 Download PDFInfo
- Publication number
- CN113547110A CN113547110A CN202110732884.XA CN202110732884A CN113547110A CN 113547110 A CN113547110 A CN 113547110A CN 202110732884 A CN202110732884 A CN 202110732884A CN 113547110 A CN113547110 A CN 113547110A
- Authority
- CN
- China
- Prior art keywords
- module
- control
- combustion
- gas
- combustion air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/005—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like with heating or cooling means
- B22D41/01—Heating means
- B22D41/015—Heating means with external heating, i.e. the heat source not being a part of the ladle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Abstract
本发明公开了一种烘烤炉自动控制系统,包括炉体和电控柜,炉体与电控柜之间还设置有连接回路,连接回路包括端盖升降动力单元、助燃空气供给与控制单元、燃气供给与控制单元、燃烧工况控制和实时监测单元以及压力检测单元,端盖升降动力单元包括驱动组件以及用于控制和驱动端盖升降的驱动控制模块,电控柜内设置有PLC控制器,驱动控制模块、助燃空气监测模块、燃气供给控制模块、烘烤模块、压力检测模块和温度检测模块均集成设置在PLC控制器内,电控柜内还设置有连接PLC控制器的电源模块,本设备通过PLC控制器对烘烤炉进行多项指标的检测和数据信号反馈,实现了本烘烤炉的智能化作业,直观的参数数据显示和智能化控制,提高了该设备的安全性和实用性。
Description
技术领域
本发明属于烘烤炉技术领域,尤其涉及一种烘烤炉自动控制系统。
背景技术
传统的冶金用烘烤炉结构庞大,整体作业,一旦出现设备故障,就要对设备整体进行检修,检修工程巨大,耗费了极大的人工成本和时间成本,而且传统的冶金钢包用烘烤炉基本全部是采用人工手动开关闸阀操作的方式进行的,这种方式费时费力,而且存在极大的安全隐患,无法实现合理有效的对助燃空气管路和燃气管路的智能化自动通断,也无法对助燃空气管路和燃气管路进行实时性智能化调节流量,进一步讲,传统的冶金烘烤炉罐盖沉重,不便于打开不利于钢包起吊,设备作业期间运行不够平稳,故障率高、不便于维修,同时各设备管路的压力检测、开关结构以及温度检测等数据无法直观呈现,非常不便于操作人员的数据记录和查看,也无法实现智能化的对烘烤炉进行操作,存在一定程度的操作执行滞后性,也就存在了较大的安全隐患。
发明内容
本发明的目的在于提供一种烘烤炉自动控制系统以解决上述存在的问题,本设备通过PLC控制器对烘烤炉进行多项指标的检测和数据信号反馈,实现了本烘烤炉的智能化作业方式,省时省力,直观的参数数据显示和智能化控制,进而大大提高了该设备的安全性和实用性。
本发明采用的技术方案如下:
一种烘烤炉自动控制系统,包括炉体和电控柜,在所述炉体与所述电控柜之间还设置有连接回路,所述连接回路包括端盖升降动力单元、助燃空气供给与控制单元、燃气供给与控制单元、燃烧工况控制和实时监测单元以及压力检测单元,所述端盖升降动力单元包括设置在炉体上的驱动组件以及用于控制和驱动端盖升降的驱动控制模块,所述驱动组件包括设置在所述炉体上端的端盖、用于固定连接所述端盖进行升降的曲柄摇臂、贯穿所述曲柄摇臂末端且垂直设置的转轴以及与所述转轴相连的电机,所述电机与所述驱动控制模块电性连接;
所述助燃空气供给与控制单元包括连接安装在所述炉体内的助燃空气结构以及用于监测助燃空气供给、流量调节以及数据信号反馈和控制的助燃空气监测模块,其中所述助燃空气结构包括通向所述炉体内的助燃空气管路、设置在所述助燃空气管路上的高压风机以及安装在所述助燃空气管路上的第一电磁调节阀,所述高压风机、第一电磁调节阀分别与所述助燃空气监测模块电性连接;
所述燃气供给与控制单元包括通向所述炉体内的燃气供给组件以及用于监测燃气供给、流量调节以及数据信号反馈和控制的燃气供给控制模块,其中所述燃气供给组件包括设置在所述炉体内的燃气管路、设置在所述燃气管路上的燃气过滤器、设置在所述燃气管路上且处于所述燃气过滤器的左侧的气动快速切断阀、设置在所述气动快速切断阀左侧的第二电磁调节阀以及设置在所述燃气管路上的排污阀,所述燃气供给控制模块分别与所述燃气过滤器、气动快速切断阀、第二电磁调节阀电性连接;
所述燃烧工况控制和实时监测单元包括设置在所述炉体内的燃烧室、设置在所述燃烧室内且用于监测燃烧火焰的UV检测器以及用于检测燃烧室内燃烧情况和控制不同燃烧模式的烘烤模块,且所述UV检测器与所述气动快速切断阀相连,所述压力检测单元包括用于检测燃气管路压力和用于检测助燃空气管路压力的压力检测传感器以及用于监测燃气供给压力、助燃空气供给压力以及数据信号反馈和控制的压力检测模块,所述压力检测传感器与所述压力检测模块电性连接,在所述炉体内还设置有温度检测器与所述温度检测器电性连接并进行反馈实时信号的温度检测模块,所述温度检测器与所述温度检测模块电性连接;
所述电控柜内设置有PLC控制器,且所述驱动控制模块、助燃空气监测模块、燃气供给控制模块、烘烤模块、压力检测模块和温度检测模块均集成设置在所述PLC控制器内,在所述电控柜内还设置有连接PLC控制器的电源模块。
优选的,所述电机的输出端还连接有减速机,在所述减速机与所述转轴之间还设置有液压抱闸,且所述减速机与所述液压抱闸分别与所述PLC控制器电性连接。
优选的,所述烘烤模块包括常规烘烤模式、快速升温模式和小火保温模式,且所述烘烤模块分别与所述第一电磁调节阀以及所述第二电磁调节阀电性连接。
进一步优选的,在所述助燃空气管路、燃气管路上均设置有用于备用的手动开关闸阀和手动调节阀。
优选的,所述燃烧工况控制和实时监测单元、压力检测单元均还设置有声光报警器,所述声光报警器与所述PLC控制器电性连接。
优选的,所述电控柜采用防爆电控柜,且所述电控柜的外表面设置有绝缘保护层。
进一步优选的,在所述电控柜的表面还设置有与所述PLC控制器相连的触控显示屏。
进一步优选的,所述电控柜内的电源模块包括380V交流电源、与所述交流电源相连的稳压电源以及与所述稳压电源相连的隔离电源。
优选的,在所述炉体的燃烧室还通过支架设置有电子点火枪,所述电子点火枪与所述PLC控制器电性连接。
优选的,所述温度检测器包括测温热电偶以及与所述测温热电偶相连的补偿导线。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明中,设置端盖升降动力单元:由电动机、减速机和液压抱闸等组成,这些部件为烘烤系统提供动力,带动曲柄摇臂旋转,使得端盖开启自如,最大倾角可达85°,利于钢包起吊,该结构安全可靠、运行平稳,并大大节省了空间、减少故障、便于维修,这些部件全部设在远离火源的区域,经久耐用,在转轴附近安装有机械和电气结构的限位块,确保设备运行安全,设置电子点火枪安装在炉体内,可自动点燃大火,在每次烘烤时,不需要人工点火,自动引燃,具有安全、便捷、省时的优点;
2、本发明中,设置助燃空气供给与控制单元,由高压风机、电磁调节阀、手动调节阀等组成,根据风机的特性与阀类的自动调节,来满足钢包预热的升温烘烤,通过智能化自动控制和备用的手动操作控制,实现了该部结构的智能化控制,通过设置燃气过滤器、手动开关闸阀、压力检测传感器、气动快速切断阀、电磁调节阀、排污阀等结构,快速切断阀在电网掉线、燃气压力低或波动范围大等意外情况时自动切断燃气供给,燃气过滤器可以过滤掉燃气中的水分和杂质,以保证燃气持续稳定的燃烧;
3、本发明中,通过设置燃烧工况控制和实时监测单元,对燃烧工况进行实时监测,当UV检测器监测不到火焰时,传递信号给气动快速切断阀,设备自动切断燃气供给,进行氮气吹扫,并发出声光报警,通过设置检测燃气管路压力和用于检测助燃空气管路压力的压力检测传感器,压力检测传感器的压力数值可以在触控显示屏上直观显示燃气和助燃空气的实时压力,在压力过低或波动过大时发出声光报警,并切断相应的控制阀门,设置由测温热电偶、补偿导线等组成的结构,实现全过程动态测控烘烤炉的温度,并进行直观的显示,并根据烘烤炉内的温度实时调整燃气和空气的输送量;
4、本发明中,根据电气、仪表和机械用电,合理选择380V交流电源的供电容量,设置隔离电源和稳压电源,保证电气、仪表、机械的正常工作对线路,并对回路进行短路和过载保护;通过现场一次仪表采集及反馈信号,设置PLC控制器集成结构,驱动控制模块,用于控制和驱动端盖升降;助燃空气监测模块,用于监测助燃空气供给、流量调节以及数据信号反馈和控制;燃气供给控制模块,用于监测燃气供给、流量调节以及数据信号反馈和控制;烘烤模块,用于检测燃烧室内燃烧情况和控制不同燃烧模式,系统内部根据要求分别设置不同的烘烤曲线,每种曲线分别对应不同的加热需求,如常规烘烤、快速升温、小火保温等,操作时只要选取对应的加热模式然后启动程序开始按钮即可,当烘烤程序运行结束时系统会自动将火焰调节至小火保温状态,直至启动程序结束按钮,以实现有效降低劳动强度和减少无序烘烤燃气的浪费;
5、本发明中,由电控柜实施对烘烤状态以及机械设备的不同控制,达到烘烤预期目的,操作人员在触控显示屏上可以选择自动控制模式,可选择调用不同烘烤曲线,可设置、修改各种工艺参数和实时显示,可显示、查询烘烤温度等历史曲线,可根据耐火材料的烘烤要求灵活输入烘烤温度曲线,根据需要从触摸屏画面调取不同的烘烤曲线,控制系统根据烘烤温度的实时反馈,精确控制空燃比,实时调节燃气和助燃风的流量,减少燃气消耗,减少氮氧化物排放,做到智能化烘烤,一键操作,烘烤时,只需按下“一键烘烤”按钮,烘烤器便开始自动运行,进行烘烤,系统能根据实际情况自动调整运行参数,自动调整空燃比,整个过程无需人工操作,改变了过去依靠眼睛观察和经验判断来烘烤的状况,有效降低了燃气的消耗量,改善了操作环境,结合智能化空燃比控制技术,精确控制燃气消耗量,精确控制助燃风的吸入量和参与量,从源头上减少燃气消耗30%以上,降低烟气排放温度,减少氮氧化物和废气的排放量,实现节能环保。
附图说明
图1为本发明的整体结构示意图;
图2为本发明的助燃空气结构放大图;
图3为本发明的燃气供给组件结构放大图;
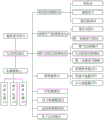
图4为本发明的PLC控制器的连接流程框图。
图中标记:1-炉体,2-电控柜,3-连接回路,4-端盖升降动力单元,41-驱动组件,42-驱动控制模块,43-端盖,44-曲柄摇臂,45-转轴,46-电机,47-减速机,48-液压抱闸,5-助燃空气供给与控制单元,51-助燃空气结构,52-助燃空气监测模块,53-助燃空气管路,54-高压风机,55-第一电磁调节阀,6-燃气供给与控制单元,61-燃气供给组件,62-燃气供给控制模块,63-燃气管路,64-燃气过滤器,65-气动快速切断阀,66-第二电磁调节阀,67-排污阀,7-燃烧工况控制和实时监测单元,71-燃烧室,72-UV检测器,73-烘烤模块,74-常规烘烤模式,75-快速升温模式,76-小火保温模式,8-压力检测单元,81-压力检测传感器,82-压力检测模块,9-温度检测器,91-温度检测模块,10-PLC控制器,11-电源模块,111-交流电源,112-稳压电源,113-隔离电源,12-手动开关闸阀,13-手动调节阀,14-绝缘保护层,15-触控显示屏,16-电子点火枪。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。
结合图1-图4所示;
一种烘烤炉自动控制系统,包括炉体1和电控柜2,在炉体1与电控柜2之间还设置有连接回路3,连接回路3包括端盖升降动力单元4、助燃空气供给与控制单元5、燃气供给与控制单元6、燃烧工况控制和实时监测单元7以及压力检测单元8,端盖升降动力单元4包括设置在炉体1上的驱动组件41以及用于控制和驱动端盖43升降的驱动控制模块42,驱动组件41包括设置在炉体1上端的端盖43、用于固定连接端盖43进行升降的曲柄摇臂44、贯穿曲柄摇臂44末端且垂直设置的转轴45以及与转轴45相连的电机46,电机46与驱动控制模块42电性连接,电机46的输出端还连接有减速机47,在减速机47与转轴45之间还设置有液压抱闸48,且减速机47与液压抱闸48分别与PLC控制器10电性连接。
设置端盖升降动力单元:由电动机、减速机和液压抱闸等组成,这些部件为烘烤系统提供动力,电机等动力装置固定安装在底座上,转轴上设置齿轮一,曲柄摇臂一端内设齿轮二,齿轮一与齿轮二啮合传动,带动曲柄摇臂旋转,使得端盖开启自如,最大倾角可达85°,利于钢包起吊,该结构安全可靠、运行平稳,并大大节省了空间、减少故障、便于维修,这些部件全部设在远离火源的区域,经久耐用,在转轴附近安装有机械和电气结构的限位块,确保设备运行安全。
助燃空气供给与控制单元5包括连接安装在炉体1内的助燃空气结构51以及用于监测助燃空气供给、流量调节以及数据信号反馈和控制的助燃空气监测模块52,其中助燃空气结构51包括通向炉体1内的助燃空气管路53、设置在助燃空气管路53上的高压风机54以及安装在助燃空气管路53上的第一电磁调节阀55,高压风机54、第一电磁调节阀55分别与助燃空气监测模块52电性连接,设置助燃空气供给与控制单元,由高压风机、电磁调节阀、手动调节阀等组成,根据风机的特性与阀类的自动调节,来满足钢包预热的升温烘烤,通过智能化自动控制和备用的手动操作控制,实现了该部结构的智能化控制,通过设置燃气过滤器、手动开关闸阀、压力检测传感器、气动快速切断阀、电磁调节阀、排污阀等结构,快速切断阀在电网掉线、燃气压力低或波动范围大等意外情况时自动切断燃气供给,燃气过滤器可以过滤掉燃气中的水分和杂质,以保证燃气持续稳定的燃烧。
燃气供给与控制单元6包括通向炉体1内的燃气供给组件61以及用于监测燃气供给、流量调节以及数据信号反馈和控制的燃气供给控制模块62,其中燃气供给组件61包括设置在炉体1内的燃气管路63、设置在燃气管路63上的燃气过滤器64、设置在燃气管路63上且处于燃气过滤器64的左侧的气动快速切断阀65、设置在气动快速切断阀65左侧的第二电磁调节阀66以及设置在燃气管路63上的排污阀67,燃气供给控制模块62分别与燃气过滤器64、气动快速切断阀65、第二电磁调节阀66电性连接,在助燃空气管路53、燃气管路63上均设置有用于备用的手动开关闸阀12和手动调节阀13。
通过设置燃烧工况控制和实时监测单元,对燃烧工况进行实时监测,当UV检测器监测不到火焰时,传递信号给气动快速切断阀,设备自动切断燃气供给,进行氮气吹扫,并发出声光报警,通过设置检测燃气管路压力和用于检测助燃空气管路压力的压力检测传感器,压力检测传感器的压力数值可以在触控显示屏上直观显示燃气和助燃空气的实时压力,在压力过低或波动过大时发出声光报警,并切断相应的控制阀门,设置由测温热电偶、补偿导线等组成的结构,实现全过程动态测控烘烤炉的温度,并进行直观的显示,并根据烘烤炉内的温度实时调整燃气和空气的输送量。
燃烧工况控制和实时监测单元7包括设置在炉体1内的燃烧室71、设置在燃烧室71内且用于监测燃烧火焰的UV检测器72以及用于检测燃烧室71内燃烧情况和控制不同燃烧模式的烘烤模块73,且UV检测器72与气动快速切断阀65相连,在炉体1的燃烧室71还通过支架设置有电子点火枪16,电子点火枪16与PLC控制器10电性连接,设置电子点火枪安装在炉体内,可自动点燃大火,在每次烘烤时,不需要人工点火,自动引燃,具有安全、便捷、省时的优点,烘烤模块73包括常规烘烤模式74、快速升温模式75和小火保温模式76,且烘烤模块73分别与第一电磁调节阀55以及第二电磁调节阀66电性连接。
根据电气、仪表和机械用电,合理选择380V交流电源的供电容量,设置隔离电源和稳压电源,保证电气、仪表、机械的正常工作对线路,并对回路进行短路和过载保护;通过现场一次仪表采集及反馈信号,设置PLC控制器集成结构,驱动控制模块,用于控制和驱动端盖升降;助燃空气监测模块,用于监测助燃空气供给、流量调节以及数据信号反馈和控制;燃气供给控制模块,用于监测燃气供给、流量调节以及数据信号反馈和控制;烘烤模块,用于检测燃烧室内燃烧情况和控制不同燃烧模式,系统内部根据要求分别设置不同的烘烤曲线,每种曲线分别对应不同的加热需求,如常规烘烤、快速升温、小火保温等,操作时只要选取对应的加热模式然后启动程序开始按钮即可,当烘烤程序运行结束时系统会自动将火焰调节至小火保温状态,直至启动程序结束按钮,以实现有效降低劳动强度和减少无序烘烤燃气的浪费。
压力检测单元8包括用于检测燃气管路63压力和用于检测助燃空气管路53压力的压力检测传感器81以及用于监测燃气供给压力、助燃空气供给压力以及数据信号反馈和控制的压力检测模块82,压力检测传感器81与压力检测模块82电性连接,在炉体1内还设置有温度检测器9与温度检测器9电性连接并进行反馈实时信号的温度检测模块91,温度检测器9与温度检测模块91电性连接;温度检测器9包括测温热电偶以及与测温热电偶相连的补偿导线,燃烧工况控制和实时监测单元7、压力检测单元8均还设置有声光报警器,声光报警器与PLC控制器10电性连接。
电控柜2内设置有PLC控制器10,且驱动控制模块42、助燃空气监测模块52、燃气供给控制模块62、烘烤模块73、压力检测模块82和温度检测模块91均集成设置在PLC控制器10内,在电控柜2内还设置有连接PLC控制器10的电源模块11,电控柜2采用防爆电控柜2,且电控柜2的外表面设置有绝缘保护层14,在电控柜2的表面还设置有与PLC控制器10相连的触控显示屏15,电控柜2内的电源模块11包括380V交流电源111、与交流电源111相连的稳压电源112以及与稳压电源112相连的隔离电源113。
由电控柜实施对烘烤状态以及机械设备的不同控制,达到烘烤预期目的,操作人员在触控显示屏上可以选择自动控制模式,可选择调用不同烘烤曲线,可设置、修改各种工艺参数和实时显示,可显示、查询烘烤温度等历史曲线,可根据耐火材料的烘烤要求灵活输入烘烤温度曲线,根据需要从触摸屏画面调取不同的烘烤曲线,控制系统根据烘烤温度的实时反馈,精确控制空燃比,实时调节燃气和助燃风的流量,减少燃气消耗,减少氮氧化物排放,做到智能化烘烤,一键操作,烘烤时,只需按下“一键烘烤”按钮,烘烤器便开始自动运行,进行烘烤,系统能根据实际情况自动调整运行参数,自动调整空燃比,整个过程无需人工操作,改变了过去依靠眼睛观察和经验判断来烘烤的状况,有效降低了燃气的消耗量,改善了操作环境,结合智能化空燃比控制技术,精确控制燃气消耗量,精确控制助燃风的吸入量和参与量,从源头上减少燃气消耗30%以上,降低烟气排放温度,减少氮氧化物和废气的排放量,实现节能环保。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种烘烤炉自动控制系统,其特征在于:包括炉体(1)和电控柜(2),在所述炉体(1)与所述电控柜(2)之间还设置有连接回路(3),所述连接回路(3)包括端盖升降动力单元(4)、助燃空气供给与控制单元(5)、燃气供给与控制单元(6)、燃烧工况控制和实时监测单元(7)以及压力检测单元(8),所述端盖升降动力单元(4)包括设置在炉体(1)上的驱动组件(41)以及用于控制和驱动端盖(43)升降的驱动控制模块(42),所述驱动组件(41)包括设置在所述炉体(1)上端的端盖(43)、用于固定连接所述端盖(43)进行升降的曲柄摇臂(44)、贯穿所述曲柄摇臂(44)末端且垂直设置的转轴(45)以及与所述转轴(45)相连的电机(46),所述电机(46)与所述驱动控制模块(42)电性连接;
所述助燃空气供给与控制单元(5)包括连接安装在所述炉体(1)内的助燃空气结构(51)以及用于监测助燃空气供给、流量调节以及数据信号反馈和控制的助燃空气监测模块(52),其中所述助燃空气结构(51)包括通向所述炉体(1)内的助燃空气管路(53)、设置在所述助燃空气管路(53)上的高压风机(54)以及安装在所述助燃空气管路(53)上的第一电磁调节阀(55),所述高压风机(54)、第一电磁调节阀(55)分别与所述助燃空气监测模块(52)电性连接;
所述燃气供给与控制单元(6)包括通向所述炉体(1)内的燃气供给组件(61)以及用于监测燃气供给、流量调节以及数据信号反馈和控制的燃气供给控制模块(62),其中所述燃气供给组件(61)包括设置在所述炉体(1)内的燃气管路(63)、设置在所述燃气管路(63)上的燃气过滤器(64)、设置在所述燃气管路(63)上且处于所述燃气过滤器(64)的左侧的气动快速切断阀(65)、设置在所述气动快速切断阀(65)左侧的第二电磁调节阀(66)以及设置在所述燃气管路(63)上的排污阀(67),所述燃气供给控制模块(62)分别与所述燃气过滤器(64)、气动快速切断阀(65)、第二电磁调节阀(66)电性连接;
所述燃烧工况控制和实时监测单元(7)包括设置在所述炉体(1)内的燃烧室(71)、设置在所述燃烧室(71)内且用于监测燃烧火焰的UV检测器(72)以及用于检测燃烧室(71)内燃烧情况和控制不同燃烧模式的烘烤模块(73),且所述UV检测器(72)与所述气动快速切断阀(65)相连,所述压力检测单元(8)包括用于检测燃气管路(63)压力和用于检测助燃空气管路(53)压力的压力检测传感器(81)以及用于监测燃气供给压力、助燃空气供给压力以及数据信号反馈和控制的压力检测模块(82),所述压力检测传感器(81)与所述压力检测模块(82)电性连接,在所述炉体(1)内还设置有温度检测器(9)与所述温度检测器(9)电性连接并进行反馈实时信号的温度检测模块(91),所述温度检测器(9)与所述温度检测模块(91)电性连接;
所述电控柜(2)内设置有PLC控制器(10),且所述驱动控制模块(42)、助燃空气监测模块(52)、燃气供给控制模块(62)、烘烤模块(73)、压力检测模块(82)和温度检测模块(91)均集成设置在所述PLC控制器(10)内,在所述电控柜(2)内还设置有连接PLC控制器(10)的电源模块(11)。
2.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:所述电机(46)的输出端还连接有减速机(47),在所述减速机(47)与所述转轴(45)之间还设置有液压抱闸(48),且所述减速机(47)与所述液压抱闸(48)分别与所述PLC控制器(10)电性连接。
3.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:所述烘烤模块(73)包括常规烘烤模式(74)、快速升温模式(75)和小火保温模式(76),且所述烘烤模块(73)分别与所述第一电磁调节阀(55)以及第二电磁调节阀(66)电性连接。
4.根据权利要求3所述的一种烘烤炉自动控制系统,其特征在于:在所述助燃空气管路(53)、燃气管路(63)上均设置有用于备用的手动开关闸阀(12)和手动调节阀(13)。
5.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:所述燃烧工况控制和实时监测单元(7)、压力检测单元(8)均还设置有声光报警器,所述声光报警器与所述PLC控制器(10)电性连接。
6.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:所述电控柜(2)采用防爆电控柜(2),且所述电控柜(2)的外表面设置有绝缘保护层(14)。
7.根据权利要求6所述的一种烘烤炉自动控制系统,其特征在于:在所述电控柜(2)的表面还设置有与所述PLC控制器(10)相连的触控显示屏(15)。
8.根据权利要求7所述的一种烘烤炉自动控制系统,其特征在于:所述电控柜(2)内的电源模块(11)包括380V交流电源(111)、与所述交流电源(111)相连的稳压电源(112)以及与所述稳压电源(112)相连的隔离电源(113)。
9.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:在所述炉体(1)的燃烧室(71)还通过支架设置有电子点火枪(16),所述电子点火枪(16)与所述PLC控制器(10)电性连接。
10.根据权利要求1所述的一种烘烤炉自动控制系统,其特征在于:所述温度检测器(9)包括测温热电偶以及与所述测温热电偶相连的补偿导线。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110732884.XA CN113547110B (zh) | 2021-06-29 | 2021-06-29 | 一种烘烤炉自动控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110732884.XA CN113547110B (zh) | 2021-06-29 | 2021-06-29 | 一种烘烤炉自动控制系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113547110A true CN113547110A (zh) | 2021-10-26 |
| CN113547110B CN113547110B (zh) | 2023-12-05 |
Family
ID=78131109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110732884.XA Active CN113547110B (zh) | 2021-06-29 | 2021-06-29 | 一种烘烤炉自动控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113547110B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116197388A (zh) * | 2023-01-17 | 2023-06-02 | 安徽工业大学 | 一种钢包智能烘烤系统及工艺 |
| WO2023215928A1 (de) * | 2022-05-10 | 2023-11-16 | Fill Gesellschaft M.B.H. | Vorheizstation zum vorheizen einer schmelzetransportvorrichtung |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES1056724U (es) * | 2004-01-30 | 2004-05-01 | Fagor, S. Coop. | Control de un quemador de gas en un horno de coccion. |
| WO2010101171A1 (ja) * | 2009-03-03 | 2010-09-10 | Miyatani Kazuo | 木質系バルク燃料用燃焼炉とその燃焼制御方法、その燃焼炉を用いた温風発生装置及び木質系バルク燃料用燃焼炉の排煙利用方法 |
| US20110269085A1 (en) * | 2004-03-23 | 2011-11-03 | Wiker John H | Conveyor oven apparatus and method |
| CN102444910A (zh) * | 2011-12-31 | 2012-05-09 | 杭州杭真真空工程技术有限公司 | 一种燃烧控制系统 |
| CN202393191U (zh) * | 2011-12-15 | 2012-08-22 | 陕西方园冶金设备有限公司 | 一种合金烘烤装置 |
| JP2018030137A (ja) * | 2016-08-22 | 2018-03-01 | 特殊電極株式会社 | 取鍋予熱装置および取鍋予熱方法 |
| CN107913998A (zh) * | 2016-08-31 | 2018-04-17 | 浙江华顺炉业有限公司 | 一种钢包烘烤装置及其控制系统 |
| CN111468709A (zh) * | 2020-05-11 | 2020-07-31 | 北京君合悦科技发展有限公司 | 一种钢包烘烤器自动烘烤系统和方法 |
| CN111561699A (zh) * | 2020-06-17 | 2020-08-21 | 上海震泓环保科技有限公司 | 一种高效精准智能型的耐火材料烘烤系统 |
-
2021
- 2021-06-29 CN CN202110732884.XA patent/CN113547110B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES1056724U (es) * | 2004-01-30 | 2004-05-01 | Fagor, S. Coop. | Control de un quemador de gas en un horno de coccion. |
| US20110269085A1 (en) * | 2004-03-23 | 2011-11-03 | Wiker John H | Conveyor oven apparatus and method |
| WO2010101171A1 (ja) * | 2009-03-03 | 2010-09-10 | Miyatani Kazuo | 木質系バルク燃料用燃焼炉とその燃焼制御方法、その燃焼炉を用いた温風発生装置及び木質系バルク燃料用燃焼炉の排煙利用方法 |
| CN202393191U (zh) * | 2011-12-15 | 2012-08-22 | 陕西方园冶金设备有限公司 | 一种合金烘烤装置 |
| CN102444910A (zh) * | 2011-12-31 | 2012-05-09 | 杭州杭真真空工程技术有限公司 | 一种燃烧控制系统 |
| JP2018030137A (ja) * | 2016-08-22 | 2018-03-01 | 特殊電極株式会社 | 取鍋予熱装置および取鍋予熱方法 |
| CN107913998A (zh) * | 2016-08-31 | 2018-04-17 | 浙江华顺炉业有限公司 | 一种钢包烘烤装置及其控制系统 |
| CN111468709A (zh) * | 2020-05-11 | 2020-07-31 | 北京君合悦科技发展有限公司 | 一种钢包烘烤器自动烘烤系统和方法 |
| CN111561699A (zh) * | 2020-06-17 | 2020-08-21 | 上海震泓环保科技有限公司 | 一种高效精准智能型的耐火材料烘烤系统 |
Non-Patent Citations (1)
| Title |
|---|
| 张吉美;叶婷;王辉;: "蓄热式钢包烘烤装置自动控制系统的应用", 冶金自动化, no. 01 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023215928A1 (de) * | 2022-05-10 | 2023-11-16 | Fill Gesellschaft M.B.H. | Vorheizstation zum vorheizen einer schmelzetransportvorrichtung |
| CN116197388A (zh) * | 2023-01-17 | 2023-06-02 | 安徽工业大学 | 一种钢包智能烘烤系统及工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113547110B (zh) | 2023-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102721288B (zh) | 一种加热炉高效智能化控制方法 | |
| CN113547110A (zh) | 一种烘烤炉自动控制系统 | |
| CN104534505A (zh) | 一种燃烧节能安全控制系统及方法 | |
| CN206269594U (zh) | 一种烧结机点火炉燃烧自动控制装置 | |
| CN107062314A (zh) | 一种新型智能燃气灶装置 | |
| CN204630407U (zh) | 温度控制装置及加热炉系统 | |
| CN202024361U (zh) | 一种自动监测点火控制器 | |
| CN203431941U (zh) | 一种燃气灶供风控制装置 | |
| CN203454218U (zh) | 智能燃气灶 | |
| CN203343425U (zh) | 一种铁水包快速烘烤装置 | |
| CN110594749A (zh) | 一种危险废弃物等离子气化工艺控制系统 | |
| CN214321805U (zh) | Kcl-1f烤包器熄火联控装置 | |
| CN205980355U (zh) | 一种热水机的自动化控制系统 | |
| CN215084437U (zh) | 一种排烟管道的灭火装置 | |
| CN214017163U (zh) | 一种具有电加热和天然气加热的烘烤箱 | |
| CN210802089U (zh) | 一种双燃气烧嘴控制器 | |
| CN219398834U (zh) | 一种氧化炉灭火系统 | |
| CN104215084A (zh) | 单面双排双蓄热式镁还原炉自动控制系统 | |
| CN209310048U (zh) | 一种炉灶的点火控制装置 | |
| CN114877383A (zh) | 智慧蓝牙控制燃气灶 | |
| CN213714000U (zh) | 一种智能型烧嘴控制装置 | |
| CN121575175A (zh) | 一种热风炉自动实时监测烘炉装置 | |
| CN108007183A (zh) | 一种能连续工作的催化剂加热专用设备 | |
| CN108919739B (zh) | 工业电炉控制系统 | |
| CN208205078U (zh) | 商厨智能管理终端 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |