DE102011002575A1 - Verpackungsvorrichtung - Google Patents
Verpackungsvorrichtung Download PDFInfo
- Publication number
- DE102011002575A1 DE102011002575A1 DE102011002575A DE102011002575A DE102011002575A1 DE 102011002575 A1 DE102011002575 A1 DE 102011002575A1 DE 102011002575 A DE102011002575 A DE 102011002575A DE 102011002575 A DE102011002575 A DE 102011002575A DE 102011002575 A1 DE102011002575 A1 DE 102011002575A1
- Authority
- DE
- Germany
- Prior art keywords
- packaging
- place
- products
- loading station
- feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 133
- 230000032258 transport Effects 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000010354 integration Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- BUHVIAUBTBOHAG-FOYDDCNASA-N (2r,3r,4s,5r)-2-[6-[[2-(3,5-dimethoxyphenyl)-2-(2-methylphenyl)ethyl]amino]purin-9-yl]-5-(hydroxymethyl)oxolane-3,4-diol Chemical compound COC1=CC(OC)=CC(C(CNC=2C=3N=CN(C=3N=CN=2)[C@H]2[C@@H]([C@H](O)[C@@H](CO)O2)O)C=2C(=CC=CC=2)C)=C1 BUHVIAUBTBOHAG-FOYDDCNASA-N 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/08—Packaging groups of articles, the articles being individually gripped or guided for transfer to the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/36—Arranging and feeding articles in groups by grippers
- B65B35/38—Arranging and feeding articles in groups by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/44—Arranging and feeding articles in groups by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/48—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using reciprocating or oscillating pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/105—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/106—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/001—Arrangements to enable adjustments related to the product to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/003—Arrangements to enable adjustments related to the packaging material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/005—Adjustable conveying means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/04—Machines constructed with readily-detachable units or assemblies, e.g. to facilitate maintenance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Container Filling Or Packaging Operations (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Die Erfindung betrifft eine modular aufgebaute Verpackungsvorrichtung, umfassend: eine Verpackungszuführung zum Zuführen von leeren Verpackungen, eine Produktzuführung zum Zuführen von Produkten, eine Beladestation, in welcher die Produkte in die leere Verpackung gepackt werden, um ein Verpackungsgebinde bereitzustellen, und einen Kartonauslauf, welcher das Verpackungsgebinde abführt.
Description
- Stand der Technik
- Die vorliegende Erfindung betrifft eine Verpackungsvorrichtung zum Verpacken von Stückgut insbesondere im Bereich von Verpackungsmaschinen.
- Verpackungsvorrichtungen des Standes der Technik arbeiten im Allgemeinen mit einer Transportkette, die Verpackungen oder Trays durch die Vorrichtung transportieren. Hieraus resultieren ein aufwendiger Aufbau sowie ein großer Platzbedarf. Ferner besitzen die Vorrichtungen keinen modularen Aufbau, der eine einfache, rasche und flexible Umrüstung auf verschiedene Verpackungsgrößen und Verpackungsarten, z. B. mit unterschiedlichen Rangierungen und Lagenbildern der Produkte in der Verpackung, ermöglicht. Somit müssen für unterschiedliche Anwendungen jeweils speziell konstruierte Verpackungsvorrichtungen mit erheblichem Zeit- und Kostenaufwand aufgebaut werden. Aus der
DE 37 20638 A1 ist eine aufwändige Vorrichtung zum Befüllen von Kartons bekannt, bei der in Trays eingestellte Tuben verpackt werden. - Offenbarung der Erfindung
- Die erfindungsgemäße Verpackungsvorrichtung mit den Merkmalen des Anspruchs 1 weist demgegenüber den Vorteil auf, dass diese mehrere modular angeordnete Einzelbaugruppen mit wenigen Funktionen aufweist, wodurch ein sehr robuster, einfacher und kostengünstiger Aufbau erreicht wird. Durch den modularen Aufbau ermöglicht die erfindungsgemäße Verpackungsvorrichtung die Anpassung an eine Vielzahl von Rangierungen und Lagebildern, z. B. von Produkten mit unterschiedlichen Beutelformen, und ermöglicht ferner eine flexible Erweiterung auf andere Verpackungsarten. Hierdurch ist der Einsatz insbesondere bei der Verpackung von Kissenbeuteln, Doy-Style-Packungen und Standbodenpackungen in allen gängigen Kartons oder Trays möglich. Dies wird erfindungsgemäß dadurch erreicht, dass die modular aufgebaute Verpackungsvorrichtung eine Verpackungszuführung zum Zuführen von leeren Verpackungen, eine Produktzuführung zum Zuführen von Produkten und eine Beladestation aufweist, in welcher die Produkte in die leere Verpackung gepackt werden, um ein Verpackungsgebinde bereitzustellen. Ferner ist ein Kartonauslauf vorgesehen, welcher das Verpackungsgebinde abführt. Durch den strukturierten Aufbau in einzelne Modulbereiche wird ferner eine kleine Grundfläche mit kleinen Verfahrwegen zur Beladung erreicht. Somit können kleinere und energieeffizientere Antriebe zum Einsatz kommen.
- Die Unteransprüche zeigen bevorzugte Weiterbildungen der Erfindung.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung weist die Beladestation einen ersten Platz und einem zweiten Platz auf, wobei die Produkte am zweiten Platz in die leere Verpackung gepackt werden.
- Vorzugsweise sind der erste und der zweite Platz der Beladestation in Reihe auf einer Achse angeordnet. Ferner ist eine Axialschubeinheit vorgesehen, welche an der am ersten Platz positionierten Verpackung angreift, um das am zweiten Platz befindliche Verpackungsgebinde mittels eines Axialschubs auf den Kartonauslauf zu schieben. Da sich die Verpackungen gegenseitig weiterschieben, bis sie den Kartonauslauf erreichen, ist eine Transportkette nicht erforderlich. Zudem ermöglicht die einfach und kostengünstig aufgebaute Beladestation kontinuierliche Verpackungsschritte mit kurzen Taktzeiten.
- Weiterhin bevorzugt umfasst die Verpackungsvorrichtung eine erste Querschubeinheit, welche die leere Verpackung von der Verpackungszuführung auf den ersten Platz der Beladestation schiebt. Hierdurch wird eine einfache und betriebssichere Beschickung der Beladestation erreicht. Das geringe Eigengewicht der Verpackung sowie der niedrige Reibungswiderstand beim horizontalen Verschieben ermöglichen zudem den Einsatz von kleinen, kostengünstigen Antriebsmotoren für die erste Querschubeinheit.
- In weiterer vorteilhafter Ausgestaltung der Erfindung umfasst die Beladestation eine Kippeinrichtung, welche die Verpackung vorzugsweise um 90° kippt. Hierdurch ist eine horizontale Beladung der Verpackung ohne vertikale Verfahrwege einfacher und schneller durchführbar. Ferner kann ohne eine Umrüstung der Verpackungsvorrichtung wahlweise eine gewünschte horizontale oder vertikale Beladung der Verpackung erfolgen.
- Weiterhin bevorzugt umfasst die Kippeinrichtung einen Abstützbereich, wobei eine Seite der Verpackung am Abstützbereich anliegt. Der Abstützbereich gewährleistet einen betriebssicheren Halt der Verpackung beim horizontalen Beladungsvorgang in der gekippten Stellung. Ferner wird hierdurch eine zuverlässige Führung des Verpackungsgebindes beim Schieben in der nicht bzw. zurück gekippten Stellung zum Kartonauslauf erreicht.
- Weiterhin bevorzugt umfasst die Verpackungsvorrichtung eine zweite Querschubeinheit, welche die Produkte in eine leere Verpackung am zweiten Platz der Beladestation schiebt. Hierdurch kann mit minimiertem Bauaufwand und sehr kurzer Schubdistanz eine horizontale Beladung der Verpackung realisiert werden.
- In weiterer vorteilhafter Ausgestaltung der Erfindung umfasst die Verpackungsvorrichtung eine Rütteleinrichtung zum Rütteln des Verpackungsgebindes. Hierdurch wird eine Verdichtung der in der Verpackung befindlichen Produkte, insbesondere bei Beuteln, zur Erhöhung des Füllgrads erreicht. Die Rütteleinrichtung ist vorzugsweise in die Beladestation integriert und hierbei vorzugsweise unter dem zweiten Platz der Beladestation angeordnet.
- Weiterhin bevorzugt sind die Verpackungszuführung und die Produktzuführung parallel zueinander angeordnet und der Kartonauslauf vorzugsweise parallel zur Verpackungszuführung und Produktzuführung angeordnet. Hierdurch wird eine optimierte Linieneinbindung mit einer minimierten Grundfläche der gesamten Verpackungsvorrichtung erreicht.
- Weiterhin bevorzugt umfasst die zweite Querschubeinheit einen Bevorratungsplatz, an welchem mehrere Produkte zwischengelagert werden, wobei die zweite Querschubeinheit die zwischengelagerten Produkte gemeinsam in die Verpackung am zweiten Platz der Beladestation schiebt. Speziell erforderliche Rangierungen und/oder Lagebilder bei bestimmten Produkten können somit bereits am Bevorratungsplatz vor dem Einschub in die Verpackung hergestellt werden. Je nach Lagenbild können hierfür Linearsauger, Greifer, Stapelkasten und Schieber eingesetzt werden, über die alle gängigen Rangierungen und Beladungen darstellbar sind.
- In weiterer vorteilhafter Ausgestaltung der Erfindung umfasst die Verpackungszuführung eine Formatverstelleinheit, um eine Umstellung auf andere Verpackungsformate bzw. Kartongrößen zu ermöglichen. Hiermit ist eine einfache, zeit- und kosteneffiziente Umstellung bzw. Justierung auf andere Verpackungsformate möglich. Zudem kann der Einbau von ggf. erforderlichen Formatwechselteilen im Wesentlichen werkzeuglos erfolgen.
- Zeichnung
- Nachfolgend werden Ausführungsbeispiele der Erfindung unter Bezugnahme auf die begleitende Zeichnung im Detail beschrieben. In der Zeichnung ist:
-
1 eine schematische Perspektivansicht einer Verpackungsvorrichtung gemäß einem ersten Ausführungsbeispiel der Erfindung, -
2 eine schematische Draufsicht der Vorrichtung von1 -
3 eine perspektivische Ansicht einer Beladestation der Vorrichtung von1 , -
4 eine Draufsicht auf die Verpackungsvorrichtung von1 mit verändertem Verpackungsformat, -
5 eine perspektivische Teilansicht der Verpackungsvorrichtung gemäß einem zweiten Ausführungsbeispiel der Erfindung, -
6 eine schematische Perspektivansicht der Verpackungsvorrichtung gemäß einem dritten Ausführungsbeispiel der Erfindung, -
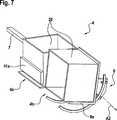
7 eine perspektivische Ansicht einer Kippeinrichtung der Verpackungsvorrichtung von5 in gekippter Stellung, -
8 eine perspektivische Ansicht der Kippeinrichtung von6 in nicht gekippter Stellung, -
9 eine perspektivische Teilansicht der Verpackungsvorrichtung gemäß einem vierten Ausführungsbeispiel der Erfindung, und -
10 perspektivische Teilansicht der Verpackungsvorrichtung gemäß einem fünften Ausführungsbeispiel der Erfindung. - Ausführungsformen der Erfindung
- Nachfolgend wird unter Bezugnahme auf
1 bis4 eine modular aufgebaute Verpackungsvorrichtung gemäß einem ersten bevorzugten Ausführungsbeispiel der Erfindung im Detail beschrieben. -
1 zeigt eine schematische Perspektivansicht einer Verpackungsvorrichtung1 gemäß dem ersten Ausführungsbeispiel der Erfindung. Die Verpackungsvorrichtung1 umfasst eine Verpackungszuführung2 , eine Produktzuführung3 , eine Beladestation4 und einen Kartonauslauf5 . Mittels der Verpackungszuführung2 werden geöffnete, leere Verpackungen20 über ein Transportband2a in einer ersten Achsenrichtung A1 zu einer axial am Ende der Verpackungszuführung2 angeordneten ersten Querschubeinheit8 transportiert. Die Verpackungen20 werden hierbei auf dem Transportband2a über linke und rechte Führungsschienen24a ,24b geführt. An der Verpackungszuführung2 ist ferner eine Formatverstelleinheit22 vorgesehen, die mittels Spindeln23 eine Verstellung der Führungsschiene24a senkrecht zur ersten Achsenrichtung A1 entsprechend der Breite der Verpackung20 ermöglicht. Mittels einer weiteren Spindel26 erfolgt eine Verstellung eines Anschlags25 der ersten Querschubeinheit8 entgegen der ersten Achsenrichtung A1. Wenn die Verpackung20 den Anschlag25 in der ersten Querschubeinheit8 erreicht hat, wird der Vorschub der Verpackungszuführung2 unterbrochen. Ein Schubelement8a der ersten Querschubeinheit8 schiebt danach die Verpackung20 in einer vierten Achsenrichtung A4 bis zu einem Anschlagelement41 auf einen ersten Platz4a der parallel zur ersten Achsenrichtung A1 angeordneten Beladestation4 . - Die parallel zur Verpackungszuführung
2 angeordnete Transporteinheit3 transportiert jeweils fünf in einem Tray33 aufgenommene Produkte30 , hier beispielhaft in Form von Kissenbeuteln dargestellt, in einer dritten Achsenrichtung A3 zu einer Entnahmeposition35 . Eine Saugeinrichtung32 entnimmt die Produkte30 aus dem Tray33 und belädt damit in einer fünften Achsenrichtung A5 die auf einem zweiten Platz4b der Beladungstation4 positionierte Verpackung20 entsprechend einem vorgegebenen Belademuster. Hierbei erfolgt die Beladung mit einer Fallhöhe „Null”, d. h. ohne Abwerfen der Produkte in die Verpackung. - Nach dem Beladen schiebt eine Axialschubeinheit
7 die leere Verpackung20 in einer zweiten Achsenrichtung A2 vom ersten Platz4a weiter, die demzufolge die beladene Verpackung20 als Verpackungsgebinde21 vom zweiten Platz4b der Beladestation4 auf den Kartonauslauf5 zum Abtransport weiterschiebt. Wie aus2 ersichtlich, sind der erste Platz4a und der zweite Platz4b der Beladestation4 und der Kartonsauslauf5 in Reihe auf einer Achse bzw. in der zweiten Achsenrichtung A2 angeordnet. Die in2 dargestellte Draufsicht der Verpackungsvorrichtung1 dient der detaillierten Veranschaulichung der Anordnungsbeziehung der einzelnen Module mit den im Wesentlichen horizontalen Transportbewegungen der Verpackungen20 und der Produkte30 . Hierbei sei angemerkt, dass in2 die Saugeinrichtung32 zur besseren Übersichtlichkeit nicht vollständig dargestellt ist. - Wie aus
3 ersichtlich, ist unter dem zweiten Platz4b der Beladestation4 eine Rütteleinrichtung12 zum Rütteln der Verpackung20 während dem Beladen vorgesehen. Hierdurch erfolgen eine Verdichtung der Produkte30 in der Verpackung20 sowie eine Homogenisierung der Lagen, die den Füllgrad erhöht. -
4 zeigt die Verpackungsvorrichtung von1 mit verändertem Verpackungsformat, wobei die Führungsschiene24a mittels der Spindeln23 der Formatverstelleinheit22 senkrecht zur ersten Achsenrichtung A1 auf die geringere Breite der Verpackung20 und mittels der Spindel26 entgegen der ersten Achsenrichtung A1 auf die geringere Länge der Verpackung20 verstellt sind. Bei der Formatumstellung kann der Austausch des Schubelements8a werkzeuglos erfolgen und die Saugeinheit32 mittels eines austauschbaren Formatteils ersetzt werden. Hierbei sei angemerkt, dass die Axialschubeinheit7 für alle Formate identisch beibehalten werden kann und die Hübe der ersten Querschubeinheit8 sowie der Axialschubeinheit7 für alle Formate gleich sind. - Nachfolgend wird mit Bezug auf
5 eine Verpackungsvorrichtung gemäß einem zweiten bevorzugten Ausführungsbeispiel der Erfindung detailliert beschrieben. Gleiche oder funktional gleiche Bauteile sind hier mit denselben Bezugszeichen wie im ersten Ausführungsbeispiel bezeichnet. - Im Gegensatz zum zuvor beschriebenen ersten Ausführungsbeispiel weist die Verpackungsvorrichtung
1 des zweiten Ausführungsbeispiels eine Greifeinrichtung34 anstelle der der im ersten Ausführungsbeispiel verwendeten Saugeinrichtung32 auf. Die Greifeinrichtung34 greift die von der Produktzuführung3 in Trays31 stehend der Entnahmeposition35 zugeführten Produkte30 , hier beispielhaft in Form von Doy-Style-Packungen dargestellt, und positioniert diese stehend in die Verpackung20 . - Wie aus
5 ersichtlich, kann die erfindungsgemäße Verpackungsvorrichtung1 lediglich durch eine Anpassung des Moduls der Produktzuführung3 samt den eingesetzten Trays31 sowie der Greifeinrichtung34 auf einfache Weise auf die veränderte Produktform und deren Lage und Rangierung in der Verpackung20 umgestellt werden. Die anderen Module der Verpackungsvorrichtung1 können unverändert beibehalten werden. Neben den sehr kurzen Rüstzeiten ist hierbei auch die unverändert kleine Grundfläche für die Linieneinbindung von besonderem Vorteil. - Nachfolgend wird mit Bezug auf die
6 bis8 eine Verpackungsvorrichtung gemäß einem dritten bevorzugten Ausführungsbeispiel der Erfindung detailliert beschrieben. Gleiche oder funktional gleiche Bauteile sind hier mit denselben Bezugszeichen wie im ersten Ausführungsbeispiel bezeichnet. - Die Verpackungsvorrichtung gemäß dem dritten Ausführungsbeispiel weist im Wesentlichen die gleiche Anordnung wie die des ersten Ausführungsbeispiels auf. Im Unterschied zum ersten Ausführungsbeispiel umfasst die Verpackungsvorrichtung
1 des dritten Ausführungsbeispiels jedoch eine zweite Querschubeinheit10 mit einem Bevorratungsplatz10a , in den die Produkte30 (Kissenbeutel bzw. Doy-Style-Packungen) mittels der Saugeinrichtung32 gestapelt eingebracht bzw. zwischengelagert werden. Ferner ist eine Kippeinrichtung9 vorgesehen, die am zweiten Platz4b der Beladungsstation4 vorgesehen ist. Wie detailliert aus7 und8 ersichtlich, kann die auf dem zweiten Platz4b der Beladungsstation4 positionierte leere Verpackung20 mittels der Kippeinrichtung9 in Bezug auf die zweite Achsenrichtung A2 entgegen dem Uhrzeigersinn um 90° gekippt werden, sodass die Öffnung der Verpackung20 im Wesentlichen horizontal positioniert ist. In dieser gekippten Stellung schiebt die zweite Querschubeinheit10 die am Bevorratungsplatz10a zwischengelagerten (gestapelten) Produkte30 horizontal in die Verpackung20 ein. Danach wird die Kippeinrichtung9 zum Weitertransport der Verpackung wieder in die in8 dargestellte nicht gekippte Stellung gebracht. Die Kippeinrichtung9 weist ferner einen senkrecht zur Bodenfläche der Verpackung20 angeordneten Abstützbereich9a auf, an welchem eine Seite der Verpackung20 anliegt und bei der Kippbewegung abgestützt wird. In der nicht gekippten Stellung dient der Abstützbereich9a im Bereich des zweiten Platzes4b zusammen mit einem hier verkürzt ausgeführten Anschlagelement41a im Bereich des ersten Platzes4a der Beladungsstation4 als Führung für die Verschiebung der Verpackungen20 mittels der Axialschubeinheit7 . - Mittels der durch die zweite Querschubeinheit
10 und die Kippeinrichtung9 erweiterten Beladungsstation4 können somit Verpackungsgebinde21 mit vertikal beladenen Kissenbeuteln bzw. Doy-Style-Packungen hergestellt werden. Hierbei können die die im ersten Ausführungsbeispiel verwendeten restlichen Module unverändert beibehalten werden. Ferner sind die Transfer- bzw. Verfahrwege der Saugeinrichtung32 hierbei wesentlich einfacher und kürzer als die der Greifeinrichtung34 im zweiten Ausführungsbeispiel. Die Umstellung auf die geänderte Lage und Rangierung der Produkte kann mit sehr kurzen Stillstand- bzw. Umrüstzeiten der Anlage und minimalem Personal- und Kostenaufwand durchgeführt werden. - Nachfolgend wird mit Bezug auf
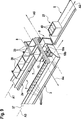
9 eine Verpackungsvorrichtung gemäß einem vierten bevorzugten Ausführungsbeispiel der Erfindung detailliert beschrieben. Gleiche oder funktional gleiche Bauteile sind hier mit denselben Bezugszeichen wie in den vorhergehenden Ausführungsbeispielen bezeichnet. - Bei diesem vierten Ausführungsbeispiel werden von der Produktzuführung
3 stehend zugeführte Produkte40 , in Form von Standbodenpackungen, der hierbei in der dritten Achsenrichtung A3 am Ende der Produktzuführung3 angeordneten zweiten Querschubeinrichtung10 zugeführt. Eine in Transportrichtung bzw. der dritten Achsenrichtung A3 angeordnete Führungsschiene37 richtet die Produkte40 zueinander axial fluchtend aus. Die zweite Querschubeinrichtung10 weist einen Endanschlag10b auf und schiebt jeweils drei Produkte40 in der fünften Achsenrichtung A5 in die gleichermaßen wie im dritten Ausführungsbeispiel gekippte Verpackung20 . Die vollständig beladene Verpackung20 wird dann in die nicht gekippte Stellung zurückgedreht und als Verpackungsgebinde21 mit horizontaler Beladung über den Kartonauslauf5 abtransportiert. Im Gegensatz zu den zuvor beschriebenen Ausführungsbeispielen ist hierbei keine Saugeinrichtung oder Greifeinrichtung erforderlich, sodass kürzere Taktzeiten für die Beladung der Verpackung20 realisiert werden können. - Nachfolgend wird mit Bezug auf
10 eine Verpackungsvorrichtung gemäß einem fünften bevorzugten Ausführungsbeispiel der Erfindung detailliert beschrieben. Gleiche oder funktional gleiche Bauteile sind hier mit denselben Bezugszeichen wie in den vorhergehenden Ausführungsbeispielen bezeichnet, wobei die Produkte ebenfalls Standbodenpackungen sind. - Im Gegensatz zum zuvor beschriebenen vierten Ausführungsbeispiel werden hierbei die von der Produktzuführung
3 liegend zugeführten Produkte40 liegend in die gekippte Verpackung20 gepackt, das Verpackungsgebinde21 zurückgekippt und als Verpackungsgebinde21 mit vertikaler Beladung abtransportiert. Die Verpackungsvorrichtung1 des fünften Ausführungsbeispiels weist hierbei, mit Ausnahme der Breite der Führungsschiene37 , im Wesentlichen die gleiche Anordnung sowie Vorteile wie die des vierten Ausführungsbeispiels auf. Ausgehend vom vierten Ausführungsbeispiel ist daher eine Umstellung des Lagebilds der verpackten Produkte40 ohne nennenswerten Aufwand kurzfristig durchführbar. - Die in den Ausführungsbeispielen beschriebenen erfindungsgemäßen Verpackungsvorrichtungen
1 weisen den Vorteil auf, dass aufgrund des modularen Aufbaus mit wenigen einfachen Funktionen im Wesentlichen alle gängigen Beutel bzw. Produktverpackungen mit jeweils horizontaler als auch vertikaler Rangierung sowie verschiedenen Lagenbildern in alle gängigen Kartons verpackt werden können. Ferner ist eine flexible Formatumstellung sowie eine vereinfachte Erweiterung auf zukünftige Packungsarten und Anwendungen möglich. Durch den Entfall von Transportketten sind zudem kurze Verfahrwege sowie eine geringe erforderliche Grundfläche zur Linieneinbindung realisierbar. - ZITATE ENTHALTEN IN DER BESCHREIBUNG
- Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
- Zitierte Patentliteratur
-
- DE 3720638 A1 [0002]
Claims (11)
- Modular aufgebaute Verpackungsvorrichtung, umfassend: – eine Verpackungszuführung (
2 ) zum Zuführen von leeren Verpackungen (20 ), – eine Produktzuführung (3 ) zum Zuführen von Produkten (30 ,40 ), – eine Beladestation (4 ), in welcher die Produkte (30 ,40 ) in die leere Verpackung (20 ) gepackt werden, um ein Verpackungsgebinde (21 ) bereitzustellen, und – einen Kartonauslauf (5 ), welcher das Verpackungsgebinde (21 ) abführt. - Verpackungsvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Beladestation (
4 ) einen ersten Platz (4a ) und einen zweiten Platz (4b ) aufweist, wobei die Produkte (30 ,40 ) am zweiten Platz (4b ) in die leere Verpackung (20 ) gepackt werden. - Verpackungsvorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass der erste und zweite Platz (
4a ,4b ) der Beladestation (4 ) in Reihe auf einer Achse (A2) angeordnet sind und eine Axialschubeinheit (7 ) vorgesehen ist, welche an der am ersten Platz positionierten Verpackung (20 ) angreift, um das am zweiten Platz (4b ) befindliche Verpackungsgebinde (21 ) mittels eines Axialschubs auf den Kartonauslauf (5 ) zu schieben. - Verpackungsvorrichtung nach Anspruch 2 oder 3, ferner umfassend eine erste Querschubeinheit (
8 ), welche die leere Verpackung (20 ) von der Verpackungszuführung (2 ) auf den ersten Platz (4a ) der Beladestation (4 ) schiebt. - Verpackungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Beladestation (
4 ) eine Kippeinrichtung (9 ) umfasst, und die leere Verpackung (20 ) vorzugsweise um 90° kippt. - Verpackungsvorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Kippeinrichtung (
9 ) einen Abstützbereich (9a ) umfasst, wobei eine Seite der Verpackung (20 ) am Abstützbereich (9a ) anliegt. - Verpackungsvorrichtung nach einem der Ansprüche 2 bis 6, ferner umfassend eine zweite Querschubeinheit (
10 ), welche die Produkte (30 ,40 ) in eine leere Verpackung (20 ) am zweiten Platz (4b ) der Beladestation (4 ) schiebt. - Verpackungsvorrichtung nach einem der vorhergehenden Ansprüche, ferner umfassend eine Rütteleinrichtung (
12 ) zum Rütteln des Verpackungsgebindes (21 ). - Verpackungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verpackungszuführung (
2 ) und die Produktzuführung (3 ) zueinander parallel angeordnet sind und der Kartonauslauf (5 ) vorzugsweise parallel zur Verpackungszuführung (2 ) und Produktzuführung (3 ) angeordnet ist. - Verpackungsvorrichtung nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass die zweite Querschubeinheit (
10 ) einen Bevorratungsplatz (10a ) umfasst, an welchem mehrere Produkte (30 ,40 ) zwischengelagert werden, wobei die zweite Querschubeinheit (10 ) die zwischengelagerten Produkte (30 ,40 ) gemeinsam in die Verpackung (20 ) am zweiten Platz (4b ) der Beladestation (4 ) schiebt. - Verpackungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verpackungszuführung (
2 ) eine Formatverstelleinheit (22 ) umfasst, um eine Umstellung auf andere Verpackungsformate zu ermöglichen.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011002575A DE102011002575A1 (de) | 2011-01-12 | 2011-01-12 | Verpackungsvorrichtung |
| CN201280005157.2A CN103298696B (zh) | 2011-01-12 | 2012-01-03 | 包装装置 |
| BR112013017599A BR112013017599A2 (pt) | 2011-01-12 | 2012-01-03 | dispositivo para empacotamento |
| US13/979,496 US20130283731A1 (en) | 2011-01-12 | 2012-01-03 | Packaging device |
| EP12700061.0A EP2663497B1 (de) | 2011-01-12 | 2012-01-03 | Verpackungsvorrichtung |
| PCT/EP2012/050030 WO2012095332A1 (de) | 2011-01-12 | 2012-01-03 | Verpackungsvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011002575A DE102011002575A1 (de) | 2011-01-12 | 2011-01-12 | Verpackungsvorrichtung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102011002575A1 true DE102011002575A1 (de) | 2012-07-12 |
Family
ID=45463615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102011002575A Withdrawn DE102011002575A1 (de) | 2011-01-12 | 2011-01-12 | Verpackungsvorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130283731A1 (de) |
| EP (1) | EP2663497B1 (de) |
| CN (1) | CN103298696B (de) |
| BR (1) | BR112013017599A2 (de) |
| DE (1) | DE102011002575A1 (de) |
| WO (1) | WO2012095332A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013009229A1 (de) * | 2013-05-31 | 2014-12-04 | Meurer Verpackungssysteme Gmbh | Verpackungsmaschine |
| DE102014221232A1 (de) * | 2014-10-20 | 2016-04-21 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Umgang mit Artikeln |
| CN105523216A (zh) * | 2014-10-20 | 2016-04-27 | 克朗斯股份有限公司 | 用于处理物品的装置和方法 |
| DE102016014333A1 (de) * | 2016-12-02 | 2018-06-07 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Befüllen eines Behälters mit Produkten |
| DE202017104350U1 (de) | 2017-07-20 | 2018-08-22 | Rudholzer Technologien GmbH | Packeinrichtung mit verstellbarer Größe |
| JP2023173670A (ja) * | 2022-05-26 | 2023-12-07 | 株式会社デンソーウェーブ | ロボットアームの制御システム |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8813950B2 (en) * | 2010-05-07 | 2014-08-26 | The Procter & Gamble Company | Automated adjustment system for star wheel |
| WO2013071340A1 (en) * | 2011-11-15 | 2013-05-23 | Adaptapack Pty Limited | A packaging assembly |
| CN103057752B (zh) * | 2012-12-28 | 2015-04-29 | 长沙众能自控科技有限公司 | 长条状舟皿供给装置及供给方法 |
| DE102013105002A1 (de) * | 2013-05-15 | 2014-11-20 | Focke & Co. (Gmbh & Co. Kg) | Verfahren zur Handhabung von Behältern, insbesondere Kartons, für Gruppen von Gegenständen, insbesondere Packungen |
| DE102013212329A1 (de) * | 2013-06-26 | 2014-12-31 | Robert Bosch Gmbh | Verpackung von biegeschlaffen Bauteilen |
| CN105015841A (zh) * | 2014-04-23 | 2015-11-04 | 磊登自动控制有限公司 | 盒装产品包装机 |
| JP6465561B2 (ja) * | 2014-04-24 | 2019-02-06 | 株式会社アイディエス | 容器回収装置及び容器回収装置を用いた尿検査装置 |
| US11059185B2 (en) * | 2014-10-03 | 2021-07-13 | Frito-Lay North America, Inc. | Apparatus and method for transferring a pattern from a universal surface to an ultimate package |
| DE102014221233A1 (de) | 2014-10-20 | 2016-04-21 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Umgang mit Artikeln |
| JP6463147B2 (ja) | 2015-01-23 | 2019-01-30 | 株式会社イシダ | 箱詰め装置 |
| CN106275541B (zh) * | 2015-05-21 | 2019-02-01 | 广州市博仕机电工贸有限公司 | 一种圆柱条状物料层叠装箱机 |
| MX390373B (es) | 2015-05-29 | 2025-03-20 | Graphic Packaging Int Llc | Sistema de embalaje |
| TWI549890B (zh) * | 2015-08-27 | 2016-09-21 | 全利機械股份有限公司 | 成列產品之堆疊裝置 |
| US10759550B2 (en) * | 2015-09-25 | 2020-09-01 | Douglas Machine Inc. | Intermittent case packer assembly and methods |
| KR102664260B1 (ko) * | 2015-12-07 | 2024-05-08 | 프리메탈스 테크놀로지스 유에스에이 엘엘씨 | 코일 진동 시스템 |
| JP6777653B2 (ja) * | 2015-12-25 | 2020-10-28 | 株式会社イシダ | 箱詰め装置 |
| ITUA20163016A1 (it) * | 2016-04-29 | 2017-10-29 | Ilapak Int Sa | Macchina per il confezionamento sottovuoto. |
| JP6792856B2 (ja) * | 2016-07-12 | 2020-12-02 | 株式会社イシダ | 箱詰め装置 |
| IT201600130241A1 (it) * | 2016-12-22 | 2018-06-22 | Gefin Srl | Macchina per l'imballaggio di gabbiette porta tappo |
| CN106697406A (zh) * | 2016-12-27 | 2017-05-24 | 天津电气科学研究院有限公司 | 一种多工位转盘灌装设备 |
| IT201700059046A1 (it) * | 2017-05-30 | 2018-11-30 | Mad Automation Srl | Macchina incartonatrice. |
| CN107284737A (zh) * | 2017-06-09 | 2017-10-24 | 安徽中能电源有限公司 | 蓄电池半自动电池装箱机及装箱方法 |
| DE102017114760A1 (de) * | 2017-07-03 | 2019-01-03 | Sig Technology Ag | Zellentraverse mit Einsatzelementen für eine Füllmaschine |
| CN109835548B (zh) * | 2017-11-27 | 2024-08-27 | 湖南楚天华兴智能装备有限公司 | 物料自动输送装置 |
| JP7180857B2 (ja) * | 2018-02-27 | 2022-11-30 | 株式会社イシダ | 製函・箱詰め・封函装置 |
| CN108910106A (zh) * | 2018-06-28 | 2018-11-30 | 南京华腾汽配有限公司 | 一种汽车零部件包装装置 |
| CN109250169A (zh) * | 2018-08-24 | 2019-01-22 | 安徽麦德发食品有限公司 | 一种方便面装箱机 |
| CN109533462A (zh) * | 2018-11-16 | 2019-03-29 | 贵州雅光电子科技股份有限公司 | 一种二极管引线自动夹料装置及方法 |
| CN109367860B (zh) * | 2018-12-05 | 2021-07-13 | 安徽侬安康食品有限公司 | 一种烘烤饼干冷却分拣包装一体装置 |
| CN109625442A (zh) * | 2018-12-05 | 2019-04-16 | 安徽侬安康食品有限公司 | 一种烘烤饼干分拣用包装盒推送装置 |
| WO2020143918A1 (en) * | 2019-01-10 | 2020-07-16 | Abb Schweiz Ag | Packing cells and methods |
| CN113022913B (zh) * | 2019-12-09 | 2023-03-31 | 中国兵器装备集团自动化研究所 | 一种用于枪弹自动包装线的非连续纸盒的布弹装置和方法 |
| CN111977072A (zh) * | 2020-09-07 | 2020-11-24 | 李维全 | 一种肥皂快速自动包装装置 |
| NL2026455B1 (en) * | 2020-09-11 | 2022-05-12 | Moba Group Bv | A system and method for handling packaging units, and manipulator unit. |
| CN113022957B (zh) * | 2021-02-09 | 2023-05-09 | 廊坊京磁精密材料有限公司 | 侧立码料装盒机构和侧立码料装盒机 |
| US20220306326A1 (en) * | 2021-03-26 | 2022-09-29 | Proseal Uk Limited | Tray positioning and loading system |
| DE102021107944A1 (de) * | 2021-03-30 | 2022-10-06 | Multivac Sepp Haggenmüller Se & Co. Kg | Verfahren zum Einlegen von Produkten in Trays und Beladestation |
| CN113086310A (zh) * | 2021-04-10 | 2021-07-09 | 安徽省无为县曙光羽毛制品有限公司 | 一种制备羽毛球后的入料包装装置 |
| JP2023028584A (ja) * | 2021-08-19 | 2023-03-03 | サンワテクノス株式会社 | 箱詰め装置、箱詰め方法 |
| CN114291318B (zh) * | 2022-01-14 | 2022-11-15 | 无锡同联机电工程有限公司 | 一种全自动连续式开封装一体机 |
| CN114313409B (zh) * | 2022-01-25 | 2022-11-11 | 华格电子(昆山)有限公司 | 一种gdt整列包装机 |
| JP2023136997A (ja) * | 2022-03-17 | 2023-09-29 | 株式会社イシダ | 箱詰装置 |
| CN116022417B (zh) * | 2023-03-30 | 2023-06-06 | 小仙炖霸州食品有限公司 | 一种包装箱码放传送系统 |
| CN116395177A (zh) * | 2023-03-31 | 2023-07-07 | 南通通机股份有限公司 | 一种洗衣皂全自动装箱系统 |
| CN120207678B (zh) * | 2025-05-27 | 2025-08-12 | 四川德合制药有限公司 | 一种药瓶包装贮放容器、打包流水线及打包方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3720638A1 (de) | 1986-07-22 | 1988-01-28 | Hoefliger Harro Verpackung | Verfahren und vorrichtung zum befuellen von umkartons mit in trays eingestellten, gefuellten tuben |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4124967A (en) * | 1977-09-19 | 1978-11-14 | Beer Frederick W | Method and apparatus for placing flexible packages in containers |
| DE3417157C2 (de) * | 1984-05-09 | 1986-06-05 | Max Kettner Verpackungsmaschinenfabrik GmbH & Co KG, 8000 München | Vorrichtung zum Umkippen und Anordnen ankommender Kartons in mehreren Reihen auf einen Förderer |
| JPS6164627A (ja) * | 1984-09-03 | 1986-04-03 | エービー テトラパック | 物品集積装置における集積物品の分割装置 |
| DE3641859A1 (de) * | 1986-12-08 | 1988-06-09 | Ficker Otto Ag | Verfahren zum automatischen verpacken von briefhuellen und versandtaschen in ein behaeltnis und verpackungsautomat insbesondere zum durchfuehren der verfahren |
| US4955175A (en) * | 1989-02-06 | 1990-09-11 | Mobil Oil Corporation | Two-stage box pusher for carton indexer |
| US5386677A (en) * | 1991-08-23 | 1995-02-07 | Seibu Electric & Machinery Co., Ltd. | Goods arrangement method and apparatus |
| US5732536A (en) * | 1996-10-28 | 1998-03-31 | Industrial Technology Research Institute | Tape roll in-series package machine |
| US5778640A (en) * | 1996-11-07 | 1998-07-14 | Blueprint Automation, Inc. | Apparatus and method for packing stand-up pouches into cartons |
| US5794417A (en) * | 1997-01-27 | 1998-08-18 | Philip Morris Incorporated | Versatile case packing device |
| DE19821969A1 (de) * | 1998-05-18 | 1999-11-25 | Focke & Co | Vorrichtung zum Verpacken von Gruppen von (Einzel-)Packungen |
| IT1308987B1 (it) * | 1999-01-29 | 2002-01-15 | Futura Srl | Dispositivo di prelevamento e posizionamento di contenitori inconfezioni |
| US6484475B1 (en) * | 1999-02-02 | 2002-11-26 | Kisters Kayat, Inc. | Modular packaging machine |
| DE10130356A1 (de) * | 2001-06-23 | 2003-01-09 | Wiko Piehler Palettier Und Foe | Vorrichtung und Verfahren zum Beladen von Stückgut in einen Behälter |
| US6792741B1 (en) * | 2003-09-08 | 2004-09-21 | Dominic Theriault | Container packing system |
| JP2005306454A (ja) * | 2004-04-23 | 2005-11-04 | Topack Co Ltd | スティック状分包の多段重積機 |
| ITBO20040347A1 (it) * | 2004-05-31 | 2004-08-31 | Packservice S R L | Macchina incartonatrice semiautomatica |
| CN2734694Y (zh) * | 2004-10-28 | 2005-10-19 | 江阴市华夏包装机械有限公司 | 振荡理箱台 |
| NL1032449C2 (nl) * | 2006-09-06 | 2008-03-07 | Robert Bosch Verpakkingsmachin | Inrichting voor het in een doos verpakken van voorwerpen alsmede een dergelijke werkwijze. |
| CN201132614Y (zh) * | 2007-12-03 | 2008-10-15 | 陈顺利 | 马赛克瓷砖全自动收砖铺贴线 |
| US8336700B2 (en) * | 2009-04-08 | 2012-12-25 | Ima North America, Inc. | Transport system for moving a plurality of containers through a plurality of work stations |
-
2011
- 2011-01-12 DE DE102011002575A patent/DE102011002575A1/de not_active Withdrawn
-
2012
- 2012-01-03 EP EP12700061.0A patent/EP2663497B1/de not_active Not-in-force
- 2012-01-03 US US13/979,496 patent/US20130283731A1/en not_active Abandoned
- 2012-01-03 WO PCT/EP2012/050030 patent/WO2012095332A1/de not_active Ceased
- 2012-01-03 CN CN201280005157.2A patent/CN103298696B/zh not_active Expired - Fee Related
- 2012-01-03 BR BR112013017599A patent/BR112013017599A2/pt not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3720638A1 (de) | 1986-07-22 | 1988-01-28 | Hoefliger Harro Verpackung | Verfahren und vorrichtung zum befuellen von umkartons mit in trays eingestellten, gefuellten tuben |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013009229A1 (de) * | 2013-05-31 | 2014-12-04 | Meurer Verpackungssysteme Gmbh | Verpackungsmaschine |
| US10501215B2 (en) | 2013-05-31 | 2019-12-10 | Illinois Tool Works Inc. | Packaging machine |
| DE102013009229B4 (de) * | 2013-05-31 | 2017-02-23 | Meurer Verpackungssysteme Gmbh | Verpackungsmaschine |
| CN105599965A (zh) * | 2014-10-20 | 2016-05-25 | 克朗斯股份有限公司 | 用于处理物品的装置和方法 |
| EP3012197A3 (de) * | 2014-10-20 | 2016-06-15 | Krones Aktiengesellschaft | Vorrichtung und verfahren zum umgang mit artikeln |
| EP3012199A3 (de) * | 2014-10-20 | 2016-07-06 | Krones Aktiengesellschaft | Vorrichtung und verfahren zum umgang mit artikeln |
| CN105523216A (zh) * | 2014-10-20 | 2016-04-27 | 克朗斯股份有限公司 | 用于处理物品的装置和方法 |
| EP3012197B1 (de) | 2014-10-20 | 2017-08-16 | Krones Aktiengesellschaft | Vorrichtung und verfahren zum umgang mit artikeln |
| CN105523216B (zh) * | 2014-10-20 | 2018-01-09 | 克朗斯股份有限公司 | 用于处理物品的装置和方法 |
| CN105599965B (zh) * | 2014-10-20 | 2018-03-27 | 克朗斯股份有限公司 | 用于处理物品的装置和方法 |
| DE102014221232A1 (de) * | 2014-10-20 | 2016-04-21 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Umgang mit Artikeln |
| DE102016014333A1 (de) * | 2016-12-02 | 2018-06-07 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Befüllen eines Behälters mit Produkten |
| DE202017104350U1 (de) | 2017-07-20 | 2018-08-22 | Rudholzer Technologien GmbH | Packeinrichtung mit verstellbarer Größe |
| JP2023173670A (ja) * | 2022-05-26 | 2023-12-07 | 株式会社デンソーウェーブ | ロボットアームの制御システム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103298696A (zh) | 2013-09-11 |
| US20130283731A1 (en) | 2013-10-31 |
| EP2663497A1 (de) | 2013-11-20 |
| BR112013017599A2 (pt) | 2016-10-18 |
| EP2663497B1 (de) | 2014-11-05 |
| CN103298696B (zh) | 2016-02-10 |
| WO2012095332A1 (de) | 2012-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2663497B1 (de) | Verpackungsvorrichtung | |
| DE2744158A1 (de) | Vorrichtung zum verpacken komprimierbarer artikel, z.b. wegwerfwindeln o.dgl., in kartons | |
| WO2013010697A1 (de) | Anordnung zum bepacken von boxen | |
| DE2022602C3 (de) | Automatische Verpackungsanlage, insbesondere für Zigaretten, mit mehreren Abgabemaschinen, einer Sammelpackmaschine und einem Zwischenspeicher | |
| EP2678227A1 (de) | Vorrichtung und verfahren zum verpacken von gegenständen | |
| DE60201148T2 (de) | Stapelgerät für Päckchen | |
| DE102019102118A1 (de) | Palette zum Transportieren von Abstandshaltern für Zigarettenpackungen | |
| DE69202063T2 (de) | Vorrichtung zum Zählen und Füllen in Beutel von in mehreren Reihen zugeführten Gegenständen. | |
| DE102019102041A1 (de) | Zuführverfahren und -vorrichtung | |
| EP0438714A1 (de) | Verpackungsmaschine mit einer Einrichtung zur Förderung von Verpackungsmaterial in ihrem Bereich | |
| EP0562446B1 (de) | Einrichtung zum Einführen von (Klein-)Packungen, insbesondere Zigaretten-Packungen, in einen Karton | |
| EP0909706B1 (de) | Verfahren und Vorrichtung zur Behandlung flexibler Beutel | |
| EP2404831A1 (de) | Verpackungssystem zum Befüllen eines Sammelbehälters mit Artikeln | |
| DE68925448T2 (de) | Automatische Zufuhr- und Beladevorrichtung für bogenförmige Gegenstände | |
| DE602005004862T2 (de) | Einheit und Verfahren zum Transportieren von in einer Anzahl von aufeinanderliegenden Reihen angeordneten Behältern | |
| DE102012101221B4 (de) | Vorrichtung zum Transport von nicht frei stapelfähigen Verpackungen, insbesondere von Stickpacks, zu einem Transportbehälter | |
| DE102021116653A1 (de) | Verpackungsmagazin für einen Manipulator und Verpackungssystem zum Herstellen von Gebinden | |
| DE4417689A1 (de) | Leerbeutelzuführung für Verpackungsmaschine | |
| EP2596708B1 (de) | Handhabungsanordnung für Transportbehälter für stabförmige Artikel der Tabak verarbeitenden Industrie sowie Verfahren zum Verändern des Füllstandes von Transportbehältern | |
| EP2230181B1 (de) | Maschine und Verfahren zur Gruppierung von Behältnissen | |
| DE29807325U1 (de) | Vorrichtung zum Sammeln und Palettieren von Flaschen | |
| DE69415328T2 (de) | Verfahren zum bilden gestapelter gruppen von gegenständen in verpackungen | |
| EP4452761A1 (de) | Verpackungsvorrichtung und verpackungsverfahren zum überführen von artikeln in umverpackungen | |
| DE102006049828A1 (de) | Vorrichtung zum Verpacken von Gegenständen, insbesondere Blisterstreifen | |
| EP3858769B1 (de) | Einheit und verfahren zum bewegen und sammeln von beuteln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee |