EP0039938A1 - Asymmetrische Falschdralltexturiermaschine - Google Patents
Asymmetrische Falschdralltexturiermaschine Download PDFInfo
- Publication number
- EP0039938A1 EP0039938A1 EP81103597A EP81103597A EP0039938A1 EP 0039938 A1 EP0039938 A1 EP 0039938A1 EP 81103597 A EP81103597 A EP 81103597A EP 81103597 A EP81103597 A EP 81103597A EP 0039938 A1 EP0039938 A1 EP 0039938A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- texturing
- heater
- thread
- threads
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001816 cooling Methods 0.000 claims description 9
- 238000004804 winding Methods 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 241001589086 Bellapiscis medius Species 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 230000008439 repair process Effects 0.000 description 3
- 238000004378 air conditioning Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/0266—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting false-twisting machines
Definitions
- the present invention relates to a draw false-twist texturing machine, in which the need for any Texturierstelle devices such as feed bobbin, feed system, Texturierheizer, cooling zone, twisters, A bzugstradewerk optionally set heater and second Ab zugstradewerk and winder were placed in a novel manner.
- Texturierstelle devices such as feed bobbin, feed system, Texturierheizer, cooling zone, twisters, A bzugstradewerk optionally set heater and second Ab zugstradewerk and winder were placed in a novel manner.
- the length of the machine is determined by the absolutely necessary width of the machine parts, whereby the twist generator driven by a braided belt usually defines the width a texturing point, also called machine division.
- the T according to the invention ex turiernaschine to false-optionally with simultaneous stretching of both multifilament yarns consists how the device according to the prior art of a plurality of adjacent, identical sections, each having about 10 to 30 adjacent working positions.
- this texturing machine is not designed as a mirror image, but rather only has delivery units, texturing heaters and set heaters, which are each arranged in a row.
- the texturing machine according to the invention is constructed asymmetrically with only one operating aisle and only one gate system.
- Such an asymmetrically arranged texturing machine does not require more space than the previously known mirror-image devices, provided that the thread path of the threads in the individual working positions of a section can differ in angle and / or length from that of the neighboring position. These differences are achieved by a slight diagonal pull of the thread runs of the different working positions.
- the threads of the working positions of a section are passed through a common texturing heater and possibly through a common set heater.
- a particularly narrow machine division is possible if the swirl sensors are not in a row as before, but in several rows, possibly also spatially offset from one another.
- the yarn path of the individual working positions is not only exturierheizer in T but also in the cooling zone and from the gate to the first delivery mechanism and exturierheizer from the first delivery mechanism for the T and through this heater and into the cooling zone through pipes for the individual threads.
- These pipelines can, for example, be stainless steel pipes with a small diameter. Tubes with an inner diameter of, for example, 6-10 mm are particularly suitable, which are equipped at their ends, but possibly also at deflection points, with thread guiding devices, for example made of sintered ceramic or the like.
- thread guiding devices for example made of sintered ceramic or the like.
- pipelines for thread guidance can also be used in the later thread run. For example, this is the case for guiding the textured threads from the last delivery plant to winding them up under the work platform.
- the device according to the invention has an asymmetrical structure, the gates 1 and 2 are combined side by side to form a gate system and the delivery mechanisms 3, 4 and 5 each only once available.
- the swirl sensors 8 and 9 are arranged in two rows one below the other and spatially offset.
- the device has only one working platform 10, from which all important parts of the device can be monitored and reached when the device is attached. This applies in particular to the first delivery unit 3, the twist generators 8 and 9, the second delivery unit 4 and the winding units 11-16.
- the mode of operation and the special structure of the device will now be described in more detail with reference to the thread path of some selected working positions.
- the starting material for example multifilament threads 17, are drawn off overhead by stretching cops or as partially stretched thread material by spinning bobbins 18 and guided to the first delivery unit 3 via thread guide devices 19, 20.
- This delivery mechanism normally consists of a continuous shaft 21 and belt drives 22 which can be swiveled in.
- a belt drive 22 which can be swiveled in separately is provided for each working position.
- the threads 17 to be treated are then each guided in separate thread guiding devices. For the sake of clarity, only two of these thread guide devices are shown in FIG. 1, they have the designations 23 and 24.
- These thread guide devices which preferably have the form of thin-walled tubes, then run through the texturing heater 6 and the further distance from the outlet of the texturing heater 6 to to the swirlers 8, 9, this latter distance representing the cooling zone for the threads 17 to be treated in the individual working positions.
- the individual thread guiding devices are expediently provided with pipe connections which lead to suction. With the help of this known measure, it is possible to run through the texturing in the individual pipes to extract 6 vapors.
- These pipe connections 25, 26 usually have valves or flaps which can be closed during the attachment process, for example with suction pistols. These switching elements are not shown in FIG. 1.
- the actual swirl sensors 8, 9 are arranged in two rows one above the other and laterally offset. In the embodiment according to FIG. 1, they are located above the head of the condition man standing on the platform 10.
- Single or multi-disc friction swirlers are preferably provided as swirl transmitters, since only these devices have previously been able to maintain working speeds of 1000 m / min or more.
- the threads run from the twist generators 8, 9 back to a common delivery unit 4, which has the same basic structure as the delivery unit 3 and then, if desired, through a set heater 7 and a further delivery unit 5 to the winding devices 11-16.
- FIG. 1 A section at the point II -.- II through the texturing heater 6 is shown in FIG.
- 18 thread guiding devices in the form of tubes are combined to form a tight bundle.
- the tube bundle is surrounded by a heating chamber 27 to the outside of the jacket 28 is completed.
- the He IZ space 27 may for example be an empty space with D IPHY l - steam or another heating medium is optionally substituted by flows under condensation, but it may also comprise electric heaters or the like.
- To the H eiz- coat body 28 is a heat insulation 29 is arranged, which is dimensioned so that the heat losses are as little as possible in the room.
- the usual Texturierheizern is ex- turierheizer in this T is a device of extremely small surface. The heat transfer to the running threads is possible with the lowest heat loss and the lowest load on the room air conditioning system.
- the course of the threads from the first delivery unit 3 to the texturing heater 6 is shown in FIG. 3 as a supervision for the section A-B according to FIG.
- 18 working positions are included per machine section, ie 18 threads 17 can be processed simultaneously.
- the delivery mechanism 3 is shown with the continuous shaft 21 and with 18 egg drives 22.
- the thread run to the heater 6 is passed through tubes which at the beginning have attachments made of sintered ceramic.
- the tubes 23, 24 run in a star shape in the direction of the inlet to the texturing heater 6.
- the individual tubes 23, 24 can run in one plane, as indicated in FIG. However, it is also conceivable that the tubes, in adaptation to the closely summarized course by the texturing heater 6, leave this level before the inlet.
- the number of working positions per section is usually between 10 and 30 and depends essentially on design features such as the selected thickness of the machine frame and the division, for example, of the winding devices in this machine frame.
- a set of 3 winding devices one above the other are arranged on both sides of the operation.
- a section consists of three such sentences next to each other, i.e. contains 18 working positions. With a different distribution of the winding devices, different numbers of working positions per section are of course possible. It has been shown that the slanting of the threads to the heater as shown in Figure 3, and also the slanting of the heater 6 to the swirlers 8, 9 no impairment in the textile values and e.g. the dyeability of the treated threads results when the number of individual thread guide devices combined by inclined guidance in the texturing heater 6 is limited to approximately 30.
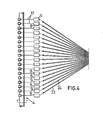
- FIG. 1 The course of the thread within the area CD according to FIG. 1 of the 18 working positions of a section is shown in FIG.
- the tubes, which were combined into a narrow bundle in the texturizing heater 6, are pulled apart in a star shape in the cooling zone and lead to the twist generators 8, 9.
- the numbers 23 and 24 which were selected in FIG. 1 to characterize the thread guiding devices were again chosen .
- the swirl sensors 8, 9 are arranged in two planes, as can be seen from FIG. 1.
- These twist generators for example uniaxial or triaxial friction twist generators, produce the desired twist which runs in the running threads 17 through the cooling zone, the heater and the thread guiding elements 23, 24 back to the delivery unit 3.
- the device according to the invention still has half the number of delivery units, ie only 3 continuous delivery unit shafts are required when using a set heater, compared to 6 shafts of this type.
- Such a measure also leads to a significant reduction in the noise level.
- the use of frequency-controlled single motors also enables the entire machine to be set using pre-programmed data carriers, for example by inserting a punch card.
- a particularly simple design of the swirl drive drives results from Ver Frequency-controlled individual drives are also used here. This measure allows the machine division to be further reduced, that is to say the space required for each working position in a section.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Streck-Falschdraht-Texturiermaschine, bei der die für jede Texturierstelle benötigten Vorrichtungen wie Vorlagespule, Lieferwerk, Texturierheizer, Kühlzone, Drallgeber, Abzugslieferwerk, gegebenenfalls Set-Heizer und zweites Abzugslieferwerk sowie Aufwickelvorrichtung in neuartiger Weise angeordnet wurden.
- Die bisher bekannten Falschdraht-Texturiermaschinen, die im Prinzip alle auch zur gleichzeitigen Verstreckung der Fäden geeignet sind, bestehen aus einer Vielzahl von nebeneinander aufgereihten Texturierstellen, die sich in ihrer Ausrüstung und im Fadenlauf nicht unterscheiden dürfen. Es war zu befürchten, daß bereits geringfügige Unterschiede z.B. im Fadenlauf oder in den Abständen der einzelnen Aggregate zueinander,zu Unterschieden in der Anfärbbarkeit und in den Kräuselwerten der erzeugten Kräuselgarne führen müssen. Es war daher bis zum heutigen Tage ausreichend, den Fadenlauf eines zu texturierenden Fadens oder Garnes zu beschreiben, um die Wirkungsweise der ganzen Maschine von z.B. 200 Texturierstellen zu charakterisieren.
- Das strenge Einhalten konstanter geometrischer Verhältnisse von Texturierstelle zu Texturierstelle ergab zwangsläufig den bisherüblichen Aufbau derartiger Maschinen, der, um eine möglichst große Flächennutzung zu erzielen, zweiseitig erfolgte, d.h. alle Bauteile einer solchen Falschdraht-Texturiermaschine wurden symmetrisch zu einer Mittelebene nach beiden Seiten hin angeordnet. Beispielsweise seien hier die Maschinenanordnungen gemäß DE-AS 26 26 731, Figur 1 und DE-AS 23 52 027, Figur 1 in Verbindung mit Spalte 3 Zeilen 52 ff. genannt. Die spiegelbildliche Ausführung derartiger Maschinen ergab sich zwangsläufig aus der Forderung nach einer möglichst hohen Flächen- und Raumausnutzung. Soll sich die räumliche Anordnung einer Texturierstelle von der anderen nicht unterscheiden, ergibt sich zwangsläufig eine Nebeneinandereihung der einzelnen Texturierstellen mit allen dazugehörigen Maschinenelementen;die Länge der Maschine wird bestimmt durch die unbedingt erforderliche Breite der Maschinenteile, wobei meist der von einem Flechriemen angetriebene Drallgeber die Breite einer Texturierstelle, auch Maschinenteilung genannt, bestimmt.
- Die spiegelbildliche Anordnung der Texturierstellen in Reihenform war naheliegend, da durch diese Anordnung die rotierenden Teile wie Lieferwerke, Drallgeberantriebe und gegebenenfalls Aufwickelvorrichtungen auf einem zentralen Gestell montiert werden konnten und über einen Hauptantrieb über entsprechende Getriebe bewegt werden konnten.
- Ein derartiger Aufbau zeigt jedoch eine Reihe von Nachteilen. Hier sei insbesondere auf die folgenden hingewiesen:
- Ein spiegelbildlicher Aufbau einer Texturiermaschine bedeutet zwei Bedienungsgänge je Maschine, die nicht von einem gemeinsamen Punkt überwacht werden können. Das Bedienungspersonal hat relativ große Wegstrecken zurückzulegen.
- Die Texturierheizer und auch die gegebenenfalls vorhandenen Seboder Fixierheizer erstrecken sich spiegelbildlich auf beiden Seiten der Maschine über die gesamte Maschinenlänge. Sie weisen daher sehr große wärmeabgebende Oberflächen auf. Bei den üblichen Wandstärken der Wärmeisolation führt das zu der bedauerlichen Tatsache, daß nur etwa 2 bis 12 % der zugeführten Heizenergie zur Erwärmung des Fadens dienen, während der Rest durch die üblicherweise vorhandene Klimaanlage vernichtet werden muß.Nach dem Stand der Technik weist jede Maschine 2 Gatterteile auf, die relativ weit voneinander entfernt sind und zu langen Wegstrecken für das Bedienungspersonal führen. Bei Anordnung mehrerer derartiger spiegelbildlich aufgebauter Textu- riermaschinen besteht darüberhinaus die Gefahr der Verwechslung der Zuliefergarne, da dann das Gatterteil einer Maschine neben dem Gatterteil der nächsten Maschine zu stehen komme.
- Es bestand also die Aufgabe, eine Falschdrahttexturiermaschine zu konstruieren, bei der bei gleichem Platzbedarf die gezeigten Nachteile nicht oder nur in stark verringertem Maße zu finden sind und die sich insbesondere durch die folgenden weiteren Eigenschaften auszeichnen sollte.
- Realisierung hoher Arbeitsgeschwindigkeiten bis zu 1000 m pro Minute und mehr niedriger Energiebedarf
- Bedienungsfreundlichkeit durch Kompaktbauweise und kurze Wegstrecken
- niedriger Reparaturaufwand und gute Zugängigkeit aller Maschinenteile.
- Es wurde nun gefunden, daß es bei einer vielstelligen Texturiermaschine überraschenderweise nicht unbedingt erforderlich ist, daß der Fadenlauf bei jeder Arbeitsposition übereinstimmen muß. Es ist vielmehr möglich, den Fadenlauf von Position zu Position leicht zu variieren, ohne daß eine Verschlechterung der Texturierqualität oder der Anfärbegleichmäßigkeit zu befürchten ist. Beispielsweise ist es innerhalb gewisser Grenzen zulässig, die Lauf länge der Fäden und die Winkel der Umlenkungen zwischen erstem Lieferwerk und dem Texturierheizer sowie zwischen dem Texturierheizer und dem Falschdrallgeber zu variieren. Aufgrund dieser überraschenden Ergebnisse war es möglich, eine Texturiermaschine zur Falschdrahttexturierung bzw. zur simultanen Streck-Falschdrahttexturierung zu entwerfen, die die oben aufgezeigten Mängel nicht mehr aufweist. Die erfindungsgemäße Tex- turiernaschine zur Falschdrahttexturierung gegebenenfalls unter gleichzeitiger Verstreckung von multifilen Fäden besteht dabei wie die Vorrichtung gemäß dem Stand der TecHnik aus einer Mehrzahl von nebeneinanderliegenden, gleichartigen Sektionen, die jeweils etwa 10 bis 30 nebeneinanderliegende Arbeitspositionen aufweisen. Im Gegensatz zu dem Stand der Technik ist diese Texturiermaschine jedoch nicht spiegelbildlich ausgeführt, sondern sie weist nur Lieferwerke, Texturierheizer und Setheizer auf, die - jeweils in einer Reihe angeordnet sind. Die erfindungsgemäße Texturiermaschine ist asymmetrisch aufgebaut mit nur einem Bedienungsgang und nur einer Gatteranlage. Eine solche asymmetrisch angeordnete Texturiermaschine weist keinen größeren Raumbedarf als die bisher bekannten spiegelbildlich aufgebauten Vorrichtungen auf, sofern der Fadenlauf der Fäden in den einzelnen Arbeitspositionen einer Sektion in seinem Winkel und/oder seiner Länge von dem der Nachbarposition sich unterscheiden kann. Diese Unterschiede werden erreicht durch einen leichten Schrägzug der Fadenläufe der verschiedenen Arbeitspositionen.
- In einer bevorzugten Ausführungsform werden die Fäden der Arbeitspositionen einer Sektion durch einen gemeinsamen Texturierheizer und gegebenenfalls durch einen gemeinsamen Setheizer geleitet. Um eine besonders energiesparende Ausführungsform zu erhalten, ist es vorteilhaft, die einzelnen zu behandelnden Fäden durch getrennte, geschlossene Rohre durch den Texturierheizer zu führen, wobei vorteilhafterweise diese Rohre im Texturierheizer zu einem eng zusammenliegenden Bündel zusammengefaßt sind. Eine besonders enge Maschinenteilung ist möglich, wenn die Drallgeber nicht wie bisher in einer Reihe, sondern in mehreren Reihen, gegebenenfalls auch noch räumlich versetzt zueinander angeordnet sind.
- In weiteren bevorzugten Ausführungsformen ist der Fadenlauf der einzelnen Arbeitspositionen nicht nur im Tex- turierheizer sondern auch in der Kühlzone bzw. vom Gatter bis zum ersten Lieferwerk und vom ersten Lieferwerk zum Texturierheizer und durch diesen Heizer hindurch und in der Kühlzone durch Rohrleitungen für die einzelnen Fäden festgelegt. Bei diesen Rohrleitungen kann es sich z.B. um Rohre aus rostfreiem Stahl mit geringem Druchmesser handeln. Besonders geeignet sind Rohre von einem Innendurchmesser von z.B. 6 - 10 mm, die an ihren Enden,gegebenenfalls aber auch an Umlenkungspunkten,mit Fadenleit- vorrichtu.ngen beispielsweise aus Sinterkerami.k oder dergleichen bestückt sind. Um auch eine leichte Ansetzmöglichkeit der Fäden an den Aufwickelvorrichtungen zu gewährleisten, können auch noch im späteren Fadenlauf erneut Rohrleitungen zur Fadenführung eingesetzt werden. Beispielsweise ist das der Fall für die Führung der texturierten Fäden von dem letzten Lieferwerk zur Aufwicklung unter der Arbeitsplattform hindurch der Fall.
- Zur weiteren Verdeutlichung der Erfindung sollen die beigefügten Abbildungen dienen.
- Figur 1 zeigt in schematischer Form eine Seitenansicht der erfindungsgemäßen Vorrichtung
- Figur 2 gibt einen Querschnitt durch den Texturierheizer gemäß Schnitt II-.-II in Figur 1 wieder während
- die Figur 3 den Fadenlauf einer Sektion im Teilabschnitt A. - B der Figur 1 in einer Aufsicht
- und die Figur 4 den Teilabschnitt C - D gemäß Figur 1 ebenfalls in einer Aufsicht wiedergibt.
- Aus der Figur 1 ist ersichtlich, daß die erfindungsgemäße Vorrichtung einen asymmetrischen Aufbau aufweist, die Gatter 1 und 2 sind nebeneinander zu einer Gatteranlage zusammengefaßt und die Lieferwerke 3, 4 und 5 jeweils nur einmal vorhanden. Das gleiche gilt für den Texturierheizer 6, der sich oberhalb der Gatteranlage befindet und den Setheizer 7. Demgegenüber sind die Drallgeber 8 und 9 in zwei Reihen untereinander und räumlich versetzt angeordnet. Die Vorrichtung weist nur eine Arbeitsplattform 10 auf, von der aus alle wichtigen Teile der Vorrichtung überwacht und beim Ansetzen erreicht werden können. Dies gilt insbesondere für das erste Lieferwerk 3, die Drallgeber 8 und 9,das zweite Lieferwerk 4 sowie die Aufspulaggregate 11 - 16.
- Die Wirkungsweise und der spezielle Aufbau der Vorrichtung soll jetzt anhand des Fadenlaufes einiger ausgewählter Arbeitspositionen näher beschrieben werden. Das Ausgangsmaterial, z.B. multifile Fäden 17 werden von Streckkopsen oder als teilverstrecktes Fädenmaterial von Spinnspulen 18 über Kopf abgezogen und über Fadenleiteinrichtungen 19, 20 zum ersten Lieferwerk 3 geführt. Dieses Lieferwerk besteht in üblicher Weise aus einer durchgehenden Welle 21 und einschwenkbaren Riemchentrieben 22. Für jede Arbeitsposition ist ein getrennt einschwenkbarer Riementrieb 22 vorgesehen. Die zu behandelnden Fäden 17 werden anscnlie- ßend jeweils in getrennten Fadenleiteinrichtungen geführt. In der Figur 1 sind nur zwei dieser Fadenleiteinrichtungen der Übersichtlichkeit halber wiedergegeben, sie tragen die Bezeichnungen 23 und 24.Diese Fadenleiteinrichtungen, die vorzugsweise die Form von dünnwandigen Rohren aufweisen, laufen anschließend durch den Texturierheizer 6 und die weitere Wegstrecke vom Auslauf des Texturierheizers 6 bis zu den Drallgebern 8, 9, wobei diese letztgenannte Wegstrecke die Kühlzone für die in den einzelnen Arbeitspositionen zu behandelnden Fäden 17 darstellt. Die einzelnen Fadenleiteinrichtungen sind nach dem Verlassen des Texturierheizers 6 zweckmäßigerweise mit Rohranschlüssen versehen, die zu einer Absaugung führen. Mit Hilfe dieser bekannten Maßnahme ist es möglich, in den einzelnen Rohrleitungen bei ihrem Lauf durch den Texturierheizer 6 auftretende Dämpfe abzusaugen. Diese Rohranschlüsse 25, 26 weisen üblicherweise Ventile oder Klappen auf, die beim Ansetzvorgang, z.B. mit Saugpistolen, geschlossen werden können. Diese Schaltorgane sind in der Figur 1 nicht wiedergegeben.
- Wie bereits oben angegeben sind die eigentlichen Drallgeber 8, 9 in zwei Reihen übereinander und seitlich versetzt angeordnet.Bei der Ausführung gemäß Figur 1 befinden sie sich in über Kopfhöhe des Bedingungsmannes, der auf der Plattform 10 steht. Als Drallgeber sind vorzugsweise Ein- oder Mehrscheiben-Friktionsdrallgeber vorgesehen, da nur mit diesen Vorrichtungen bisher Arbeitsgeschwindigkeiten von 1000 m/min oder mehr eingehalten werden können.
- Die Fäden laufen von den Drallgebern 8,9 wieder auf ein gemeinsames Lieferwerk 4, das den prinzipiell gleichen Aufbau wie das Lieferwerk 3 hat und anschließend, falls gewünscht, durch einen Setheizer 7 und ein weiteres Lieferwerk 5 zu den Aufspulvorrichtungen 11 - 16.
- Durch die asymmetrische Bauweise, die zugelassenen leichten Schrägzüge von der Gatteranlage bis zum zweiten Lieferwerk 4 und die räumlich versetzte Anordnung der Drallgeber 8, 9 ist es möglich, eine besonders enge Maschinenteilung sicherzustellen. Alle wesentlichen Vorrichtungsteile der beanspruchten Texturiermaschine können von einem einzigen Arbeitsgang 10 überwacht bzw. bedient werden.
- Ein Schnitt an der Stelle II-.-II durch den Texturierheizer 6 ist in Figur 2 wiedergegeben. Bei diesem Kompaktheizer sind 18 Fadenleiteinrichtungen in Form von Rohren zu einem dichten Bündel zusammengefaßt. In Figur 1 waren der Deutlichkeit halber nur 2 dieser 18 Röhren angedeutet worden. Sie trugen in der Figur 1 die Bezeichnung 23, 24. Das Rohrbündel ist von einem Heizraum 27 umgeben der nach außen von dem Mantel 28 abgeschlossen wird. Der Heiz- raum 27 kann z.B. ein leerer Raum sein, der mit Diphyl- dampf oder einem anderen Heizmedium gegebenenfalls unter Kondensation durchströmt wird, er kann aber auch elektrische Heizeinrichtungen oder ähnliches enthalten. Um den Heiz- körpermantel 28 ist eine Wärmeisolierung 29 angeordnet, die so dimensioniert ist, daß die Wärmeverluste in den Raum möglichst geringfügig sind. Im Gegensatz zu den bisher üblichen Texturierheizern handelt es sich bei diesem Tex- turierheizer um eine Vorrichtung von außerordentlich kleiner Oberfläche. Die Wärmeübertragung auf die laufenden Fäden ist hier mit den geringsten Wärmeverlusten und der geringsten Belastung der Raumklimaanlage möglich.
- Der Verlauf der Fäden von dem ersten Lieferwerk 3 zum - Texturierheizer 6 ist als Aufsicht für den Streckenabschnitt A - B gemäß Figur 1 in der Figur 3 wiedergegeben. Bei diesem Ausführungsbeispiel sind pro Maschinensektion 18 Arbeitspositionen enthalten, d.h., es können 18 Fäden 17 gleichzeitig bearbeitet werden. Das Lieferwerk 3 ist mit der durchgehende Welle 21 aufgezeigt und mit 18 Eiemchentrieben 22. Der Fadenlauf zum Heizer 6 wird durch Röhren geleitet, die an ihren Anfängen Aufsätze aus Sinterkeramik aufweisen. Der Verlauf der Röhren 23, 24 erfolgt sternförmig in Richtung Einlaß zum Texturierheizer 6. Die einzelnen Röhren 23, 24 können dabei in einer Ebene verlaufen, wie das in Figur 1 angedeutet ist. Es ist jedoch auch denkbar, daß die Röhren in Anpassung an den eng zusammengefaßten Verlauf durch den Texturierheizer 6 diese Ebene vor dem Einlauf verlassen. Die Anzahl der Arbeitspositionen pro Sektion beträgt üblicherweise zwischen 10 und 30 und richtet sich im wesentlichen nach konstruktiven Merkmalen wie z.B. der gewählten Stärke des Maschinengerüstes und der Aufteilung beispielsweise der Aufwickelvorrichtungen in diesem Maschinengerüst. In dem Beispiel gemäß Figur 1 sind je ein Satz von 3 übereinanderliegenden Aufwickelvorrichtungen auf beiden Seiten des Arbeitsganges angeordnet. -
- Eine Sektion besteht aus drei derartigen Sätzen nebeneinander, enthält also 18 Arbeitspositionen. Bei einer andersartigen Aufteilung der Aufwickelvorrichtungen sind natürlich andere Zahlen von Arbeitspositionen pro Sektion möglich. Es hat sich gezeigt, daß die Schrägführung der Fäden zum Heizer wie sie in Figur 3 wiedergegeben ist, und auch die Schrägführung vom Heizer 6 zu den Drallgebern 8, 9 keine Beeinträchtigung in den Textilwerten und z.B. der Anfärbbarkeit der behandelten Fäden ergibt, wenn die Zahl der durch Schrägführung zusammengefaßten einzelnen Fadenleiteinrichtungen im Texturierheizer 6 auf etwa 30 beschränkt ist.
- Der Fadenverlauf innerhalb des Bereiches C - D gemäß Figur 1 der 18 Arbeitspositionen einer Sektion ist in Figur 4 wiedergegeben. Die Röhren, die zu einem engen Bündel im Texturierheizer 6 zusammengefaßt waren, werden sternförmig in der Kühlzone auseinandergezogen und führen zu den Drallgebern 8, 9. Als Bezeichnung der Fadenleiteinrichtungen wurden wieder die Zahlen 23 und 24 gewählt, die in Figur 1 zur Charakterisierung ausgewählt wurden. Die Drallgeber 8, 9 sind in zwei Ebenen angeordnet, wie das aus Figur 1 ersichtlich ist. Diese Drallgeber, z.B. einachsige oder dreiachsige Friktionsdrallgeber erzeugen den gewünschten Drall, der in den laufenden Fäden 17 durch die Kühlzone, den Heizer und die Fadenleitorgane 23, 24 zurück bis zum Lieferwerk 3 läuft. Trotz der unterschiedlichen Winkel von Arbeitsposition zu Arbeitsposition und auch trotz der unterschiedlichen Wegstrecken, die die Fäden auf ihrem Weg von dem Lieferwerk 3 zum Lieferwerk 4 zurücklegen müssen, ist eine Beeinflußung der Texturierqualität nicht zu beobachten. Die Fäden laufen nach Verlassen der Drallgeber 8, 9 einem gemeinsamen weiteren Lieferwerk 4 zu, das den gleichen Aufbau wie das Lieferwerk 3 hat. Aufgrund der durchgeführten Schrägführungen ist eine sehr enge Maschinenteilung möglich. Falls die Maschine mit einem Setheizer 7 ausgerüstet wird, kann auch dieser Setheizer ein wesentlich geringeres Volumen einnehmen, als"das bisher bei der spiegelbildlichen Ausführung möglich war und das auch unter der Voraussetzung, daß im Setheizer eine Schrägführung vermieden wird. Der weitere Aufbau der Maschine entspricht weitgehend bekannten Vorbildern, d.h. nach dem Setheizer 7 ist ein weiteres Lieferwerk 5 vorgesehen. Von dort aus laufen die Fäden auf die verschiedenen Aufwickelvorrichtungen 11 - 16.
- Der Einsatz von Rohrleitungen bzw. Röhren zur Festlegung des Fadenlaufes jeder Arbeitsposition ergibt deutliche Vorteile bei dem Ansetzen der Maschine. Hier ist es möglich mit Hilfe einfacher Vorrichtungen,wie z.B. Saug--pistolen, den anzusetzenden Faden durch die Röhren zu transportieren ohne das andere Fäden durch diesen Ansetzvorgang in Mitleidenschaft gezogen werden. Um eine Beschädigung der Rohrleitungen durch die laufenden Fäden zu vermeiden, ist es dabei zweckmäßig, an den Umlenkungen des Fadens Fadenführer z.B. aus Sinterkeramik oder dergleichen einzusetzen.
- Gegenüber den bekannten Texturiermaschinen weist die ernur findungsgemäße Vorrichtung noch die halbe Zahl an Lieferwerken auf, d.h. bei Einsatz eines Setheizers sind nur noch 3 durchgehende Lieferwerkswellen erforderlich, gegenüber sonst 6 Wellen dieser Art. Eine weitere Vereinfachung der Vorrichtung und insbesondere Erleichterung bei Reparaturen und Wartungen ist möglich, wenn die drei verbleibenden Lieferwerkswellen der Lieferwerke 3,4 und 5 von frequenzgesteuertcn Einzelmotoren angetrieben werden. In diesem Fall entfällt das gesamte sonst benötigte Getriebe. Eine derartige Maßnahme führt außerdem zu einer deutlichen Senkung des Geräuschpegels. Der Einsatz von frequenz- gesteuerten Einzelmotoren gestattet auch die Möglichkeit, die gesamte Maschineneinstellung mit Hilfe von vorprogrammierten Datenträgern,beispielsweise durch Einschub einer Lochkarte vorzunehmen. Eine besonders einfache Gestaltung der Drallgeberantriebe ergibt sich durch Verwendung von frequenz-gesteuerten Einzelantrieben auch an dieser Stelle. Diese Maßnahme gestattet die Maschinenteilung weiter zu verringern, d.h. also den Platzbedarf der pro Arbeitsposition in einer Sektion benötigt wird.
- Die gute Zugänglichkeit aller Maschinenteile z.B. für Reparaturen ist aufgrund der gewählten asymmetrischen Anordnung aus Figur 1 offensichtlich. Bei Verwendung eines Kompaktheizers als Texturierheizer ist es möglich, erhebliche Wärmemengen, verglichen mit dem Stand der Technik, einzusparen. Durch Anordnung des Texturierheizers in waagerechter Richtung über der Gatteranlage in Verbindung mit dem Fadenleiteinrichtungen in Röhrenform können verlängerte Heizstrecken aber auch anschließende Kühlzonen vorgesehen werden,ohne da3 die Maschine eine unerwünschte Bauhöhe erfordert. Die leichten Schrägführungen ergeben praktisch keinen Drallstau auf dem Weg des Fadens zwischen Heizer und Drallgeber. Falls gewünscht, kann ein absolut gerader Fadenlauf zwischen Austritt aus dem Texturierheizer 6 und Eintritt in den Drallgeber 8 bzw. 9 eingehalten werden.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3018365A DE3018365C2 (de) | 1980-05-14 | 1980-05-14 | Falschdralltexturiermaschine |
| DE3018365 | 1980-05-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0039938A1 true EP0039938A1 (de) | 1981-11-18 |
| EP0039938B1 EP0039938B1 (de) | 1984-07-04 |
Family
ID=6102355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81103597A Expired EP0039938B1 (de) | 1980-05-14 | 1981-05-11 | Asymmetrische Falschdralltexturiermaschine |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4395872A (de) |
| EP (1) | EP0039938B1 (de) |
| JP (1) | JPS5711222A (de) |
| DE (2) | DE3018365C2 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0807701A1 (de) * | 1996-05-17 | 1997-11-19 | OFFICINE MECCANICHE RIVA S.r.l. | Maschine zur Texturierung synthetischer Garne |
| WO2010010016A1 (de) * | 2008-07-25 | 2010-01-28 | Oerlikon Textile Gmbh & Co. Kg | Texturiermaschine |
| DE102008057585A1 (de) | 2008-11-15 | 2010-05-20 | Oerlikon Textile Gmbh & Co. Kg | Heizeinrichtung |
| KR20210002645A (ko) * | 2018-09-21 | 2021-01-08 | 니혼라이프라인 가부시키가이샤 | 스텐트 및 의료 기기 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4581883A (en) * | 1983-11-21 | 1986-04-15 | Barmag Barmer Maschinenfabrik Ag | Yarn false twisting apparatus |
| DE3442280A1 (de) * | 1983-11-21 | 1985-06-27 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Maschine zur erzeugung eines falschdrallgekraeuselten verbundfadens |
| JPS60201253A (ja) * | 1984-03-26 | 1985-10-11 | Jeol Ltd | 血漿採取装置 |
| US4877170A (en) * | 1985-01-22 | 1989-10-31 | Alan Gutschmit | Tubular conduit for transporting traveling textile yarn |
| DE3701734A1 (de) * | 1986-02-01 | 1987-08-06 | Zinser Textilmaschinen Gmbh | Texturiermaschine zum falschdrahtkraeuseln synthetischer faeden |
| GB2210901B (en) * | 1987-10-10 | 1992-02-19 | Shelton Alan Ltd | Yarn feed apparatus |
| US4905468A (en) * | 1988-02-22 | 1990-03-06 | Teijin Seiki Company Limited | False twister |
| TW340533U (en) * | 1993-09-04 | 1998-09-11 | Barmag Barmer Maschf | False twist crimping machine |
| FR2745011B1 (fr) * | 1996-02-20 | 1998-03-13 | Icbt Roanne | Machine pour la realisation d'un fil mixte par assemblage de deux fils textures par fausse torsion |
| DE10130389A1 (de) * | 2001-06-23 | 2003-01-02 | Barmag Barmer Maschf | Falschdralltexturiermaschine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7419925U (de) * | 1974-11-21 | Aga Garn Gmbh | Vorlagespulen-Gatter für Strecktexturiermaschinen | |
| DE2352027B1 (de) * | 1973-10-17 | 1974-12-05 | Barmag Barmer Maschf | Texturiermaschine fuer Chemiefasern |
| DE2626731B2 (de) * | 1975-06-17 | 1980-02-21 | Asa S.A., Roanne (Frankreich) | Falschdraht-Texturiermaschine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3142951A (en) * | 1961-03-15 | 1964-08-04 | Rhodiaceta | Apparatus for the finishing of synthetic filamentary material |
| CH491217A (de) * | 1968-01-27 | 1970-05-31 | Scragg & Sons | Falschdrallkräuselmaschine |
| US3946546A (en) * | 1973-04-19 | 1976-03-30 | Chavanoz S. A. | False twist texturing apparatus |
| US3950928A (en) * | 1973-06-12 | 1976-04-20 | Teijin Limited | Draw-texturing apparatus |
| US4141206A (en) * | 1976-03-23 | 1979-02-27 | Ernest Scragg & Sons Limited | Yarn texturing machine |
-
1980
- 1980-05-14 DE DE3018365A patent/DE3018365C2/de not_active Expired
-
1981
- 1981-05-11 EP EP81103597A patent/EP0039938B1/de not_active Expired
- 1981-05-11 DE DE8181103597T patent/DE3164552D1/de not_active Expired
- 1981-05-12 US US06/263,029 patent/US4395872A/en not_active Expired - Fee Related
- 1981-05-14 JP JP7154781A patent/JPS5711222A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7419925U (de) * | 1974-11-21 | Aga Garn Gmbh | Vorlagespulen-Gatter für Strecktexturiermaschinen | |
| DE2352027B1 (de) * | 1973-10-17 | 1974-12-05 | Barmag Barmer Maschf | Texturiermaschine fuer Chemiefasern |
| DE2626731B2 (de) * | 1975-06-17 | 1980-02-21 | Asa S.A., Roanne (Frankreich) | Falschdraht-Texturiermaschine |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0807701A1 (de) * | 1996-05-17 | 1997-11-19 | OFFICINE MECCANICHE RIVA S.r.l. | Maschine zur Texturierung synthetischer Garne |
| WO2010010016A1 (de) * | 2008-07-25 | 2010-01-28 | Oerlikon Textile Gmbh & Co. Kg | Texturiermaschine |
| DE102008057585A1 (de) | 2008-11-15 | 2010-05-20 | Oerlikon Textile Gmbh & Co. Kg | Heizeinrichtung |
| WO2010054945A1 (de) * | 2008-11-15 | 2010-05-20 | Oerlikon Textile Gmbh & Co. Kg | Heizeinrichtung |
| CN102203333B (zh) * | 2008-11-15 | 2013-08-21 | 欧瑞康纺织有限及两合公司 | 加热装置 |
| KR20210002645A (ko) * | 2018-09-21 | 2021-01-08 | 니혼라이프라인 가부시키가이샤 | 스텐트 및 의료 기기 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3164552D1 (en) | 1984-08-09 |
| JPS5711222A (en) | 1982-01-20 |
| DE3018365A1 (de) | 1981-11-26 |
| EP0039938B1 (de) | 1984-07-04 |
| US4395872A (en) | 1983-08-02 |
| DE3018365C2 (de) | 1983-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2016211B1 (de) | Vorrichtung zum schmelzspinnen, behandeln und aufwickeln, von synthetischen fäden | |
| EP0039938B1 (de) | Asymmetrische Falschdralltexturiermaschine | |
| EP0861931B1 (de) | Verfahren und Anlage zum Erzeugen eines Garnes aus mindestens zwei Garnkomponenten | |
| DE2611547B2 (de) | Verfahren und vorrichtung zum schaeren von teilkettbaeumen | |
| DE4140469A1 (de) | Garnverwirbelungs-duese fuer multifilamentgarne | |
| DE1907782B2 (de) | Spinnstreckspulmaschine | |
| DE2712379C2 (de) | Texturiermaschine | |
| DE102013109530A1 (de) | Textilmaschine | |
| EP0718424B1 (de) | Anordnung von Streck-Texturiermaschinen für Synthetikfäden | |
| DE3623370A1 (de) | Texturiermaschine | |
| EP0595086B1 (de) | Falschzwirnkräuselmaschine | |
| DE102008057585A1 (de) | Heizeinrichtung | |
| EP1523592B1 (de) | Falschdralltexturiermaschine | |
| EP1611271B1 (de) | Vorrichtung zum spinnen und aufwickeln synthetischer fäden | |
| DE3931878C2 (de) | Texturiermaschine | |
| EP1409777B1 (de) | Falschdralltexturiermaschine | |
| DE1903365A1 (de) | Falschdrallkraeuselmaschine | |
| DE69417702T2 (de) | Texturiermaschine | |
| DE2522601C3 (de) | Falschzwirnmaschine | |
| DE102006061332A1 (de) | Vorrichtung zum Schmelzspinnen, Behandeln und Aufwickeln von synthetischen Fäden | |
| DE102021107995B4 (de) | Fadenherstellungsanlage | |
| DE1435690B2 (de) | Zwirnmaschine zum Herstellen von Kräuselgarn | |
| DE1760923C3 (de) | Maschine zur Behandlung von thermoplastischen Fäden | |
| DE2906964A1 (de) | Einrichtung zum kontinuierlichen entspannen | |
| DE1435690C3 (de) | Zwirnmaschine zum Herstellen von Kräuselgarn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19820303 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3164552 Country of ref document: DE Date of ref document: 19840809 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19890414 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19890430 Year of fee payment: 9 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19890531 Ref country code: CH Effective date: 19890531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19900201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19900511 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |