EP0076236A1 - Schuhartikel - Google Patents
Schuhartikel Download PDFInfo
- Publication number
- EP0076236A1 EP0076236A1 EP82810401A EP82810401A EP0076236A1 EP 0076236 A1 EP0076236 A1 EP 0076236A1 EP 82810401 A EP82810401 A EP 82810401A EP 82810401 A EP82810401 A EP 82810401A EP 0076236 A1 EP0076236 A1 EP 0076236A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- insole
- article
- heel
- sole
- footwear according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B9/00—Footwear characterised by the assembling of the individual parts
- A43B9/02—Footwear stitched or nailed through
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B9/00—Footwear characterised by the assembling of the individual parts
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B9/00—Footwear characterised by the assembling of the individual parts
- A43B9/10—Footwear with out-turned uppers
Definitions
- This invention relates to articles of footwear.
- Shoes or other articles of footwear have been produced with an upper, an insole secured at its periphery to the upper, and a moulded sole bonded to the insole.
- the sole may be bonded to the insole either during the course of the moulding operation itself or subsequently, with adhesives.
- An example of this construction is-shown in British Patent Application No. 2 023 997, where outwardly turned edges of the upper and the insole are ioined by stitching or thonging to provide a welt extending completely around the shoe.
- This welt is an important decorative feature and many people like the style and appearance of such shoes.
- the wearers of such shoes may suffer discomfort, especially at the heel.
- the reason seems to be that shoes having this external welt have not only an internal hollow at the welt but also a distinct internal ridge above the hollow where the upper begins to turn outwardly into the welt.
- These internal features are not of great consequence in the forepart of the shoe and at the sides; however, at the heel, which is the heaviest loaded part of the foot, the hollow and ridge cause lack of uniform support which the wearer may feel, particularly in walking. The consequential discomfort and uneven loading may indeed result in the formation of callus and blisters.
- the present invention consists in an article of footwear comprising an upper, an insole secured at its periphery to the upper and a moulded sole bonded to the insole, characterised in that around the heel portion of the article the respective edges of the insole and the upper are secured together with their edge faces in contact, so providing an inwardly smooth heel cup, whereas around the toe portion of the article the respective edges of the insole and upper are turned outwardly and secured together.
- a butt joint is provided at the heel, preferably extending on both sides forward to the rear of the main longitudinal arch of the foot.
- the joint is provided preferably by stitching or thonging together the outwardly turned edges of the insole and upper; however, under certain circumstances it may be desirable to continue the butt joint under the inside of the main longitudinal arch.
- the moulded sole incorporates a concave heel well into which said heel cup is received with the sole overlying the contacting edges of the upper and the insole behind the heel.
- the sole is bonded around the back of the heel portion of the article to both the upper and the insole.
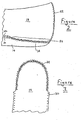
- the shoe shown in the drawings generally comprises a leather upper 10, a moulded plastic sole 12 and a leather insole 14.
- the upper includes a front and tongue piece 16 stitched between two side pieces 18 which are joined at a front seam 20 and a back seam 22.
- the back seam 22 is formed as a butt join with zig-zag overstitching and the side pieces 18 are shaped in the region of the seam so that the upper curves slightly inwardly at the lower edge of the heel portion.
- a strip 24 at the lower edge of each side piece 18 is roughened at the heel, before the back seam 22 is formed, to provide an area of the upper 10 that can be firmly bonded by adhesive to the sole 12 as will be more fully described.
- the upper is provided with an integral flange 26 which is turned outwardly in the finished shoe and which is pre- punched to enable it to be joined by thonging to the insole.
- the upper is completed by an outside quarter 28 stitched to the side pieces 18 and covering the back seam 22.
- the front seam 20 and the attachment and shape of the front and tongue piece 16 are all conventional and need not be described further.
- the insole 14 is of soft leather with a suede finished lower surface.
- the insole 14 has an integral flange 30 prepunched to register precisely with the prepunched flange 26 of the upper.
- the insole is shaped to mate as a butt join with the heel part of the upper and is secured to the upper through zig-zag stitching at heel seam 32.
- the eole 12 is moulded from a synthetic polymer eg. foamed polyurethane, with a wedge heel 34 and a contoured foot bed.
- the foot bed is generally concave in transverse section and, in addition, curves upwardly at the rear of the heel to provide a heel well bounded on both sides and in the rear.
- the insole is bonded to the footbed with adhesive in a manner which will be made clear in the following description of the precise method of manufacture.
- the heel portions of the upper and of the insole are then aligned with their respective edge faces in contact to form a butt joint, and are secured together with zig-zag stitching along heel seam 32. This produces a shaped heel cup which is inwardly smooth.
- the pre-punched flanges around the waist and fore-part of the upper and insole are secured together by thonging to form an external welt and, to complete the upper, the outer quarter 28 is stitched around the heel.
- the lower edge of the outer quarter 28 lies significantly above the ' heel seam 32 and leaves exposed a roughened area of strip 24.
- the lower edge of the quarter 28 lines up with the underside of the external welt, the rearmost extremities of the welt on either side being tucked under the quarter for neatness.
- the completed upper/insole assembly is bonded by adhesive to the contoured footbed of the sole.
- the insole is pressed into the roughened faotbed, after application of adhesive, with the underside of the external welt and the lower edge of the outer quarter together providing a line around the shoe facilitating accurate positioning. Since the heel seam lies for the.most part significantly beneath the quarter, the sole overlies the contacting edges of the upper and insole and the roughened strip 24 of the side pieces 18 is bonded to the sole in this region.
- the suede finish enables an excellent adhesive bond to be made with the roughened footbed of the sole.
- a principal advantage of the described shoe is that the smooth heel cup provides full and uniform support for the heel unimpaired by any internal ridges or hollows. Since the exterior surface of the heel cup has no protruding welt it can be fitted inside the well formed at the heel of the footbed enabling the sole to contribute to the horizontal support of the heel thus further improving the comfort of the shoe.
- the positioning of the butt join at the heel between the upper and the insole is critical if the highest standards of comfort and support are to be met, although under certain circumstances lower standards may be acceptable. If the join is too high, that is to say if the insole extends too far upwardly, there will be a tendency for the leather of the insole to 'ruck or pleat as it is brought into the heel seam. If the join is too low, the seam might be felt under the heel.
- the zig-zag stitched butt join between the upper and-the insole is extended forwardly to the waist of the shoe, the external welt remaining around the fore-part. Whilst the avoidance of internal ridges and hollows is not felt to be quite as important in the waist of the shoe as it is in the heel, it nevertheless represents an improvement which may in certain types of shoe be pronounced, a particular instance being where an instep support is incorporated.
- the upper and insole need not necessarily be secured at the heel with a zig-zag stitched butt join, provided that whatever method of attachment is selected, the edge faces of the upper and insole remain in contact.
- a different pattern of stitching could be employed and the butt join could also be replaced by a skived join with plain stitching at the centre of the join passing through the skived portions of both the upper and insole.
- the described thonging could be replaced by machine stitching.
- the shape of the upper and sole can be varied, possibly to provide articles of footwear other than shoes. Yet further modifications will be apparent to those skilled in the art.
Landscapes
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82810401T ATE10427T1 (de) | 1981-09-28 | 1982-09-24 | Schuhartikel. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP81304474A EP0075621A1 (de) | 1981-09-28 | 1981-09-28 | Schuhwerk |
| EP81304474 | 1981-09-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0076236A1 true EP0076236A1 (de) | 1983-04-06 |
| EP0076236B1 EP0076236B1 (de) | 1984-11-28 |
Family
ID=8188413
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81304474A Withdrawn EP0075621A1 (de) | 1981-09-28 | 1981-09-28 | Schuhwerk |
| EP82810401A Expired EP0076236B1 (de) | 1981-09-28 | 1982-09-24 | Schuhartikel |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81304474A Withdrawn EP0075621A1 (de) | 1981-09-28 | 1981-09-28 | Schuhwerk |
Country Status (7)
| Country | Link |
|---|---|
| EP (2) | EP0075621A1 (de) |
| AU (1) | AU8877682A (de) |
| CA (1) | CA1182636A (de) |
| DE (1) | DE3261390D1 (de) |
| ES (1) | ES8307467A1 (de) |
| GR (1) | GR77653B (de) |
| ZA (1) | ZA827101B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2192782A (en) * | 1986-07-23 | 1988-01-27 | Maxi Calzaturificio Srl | An insole |
| EP0331780A1 (de) * | 1988-03-09 | 1989-09-13 | Herbert Dr.-Ing. Funck | Oberschuh und Verfahren zu seiner Herstellung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2044706A1 (de) * | 1969-03-29 | 1971-02-26 | Ind Werke Lemm Co | |
| US3821827A (en) * | 1972-08-25 | 1974-07-02 | M Nadler | Stitchdown footwear and method of manufacture |
| GB1466859A (en) * | 1973-07-19 | 1977-03-09 | Clarks Ltd | Manufacture of footwear |
| US4156947A (en) * | 1977-10-11 | 1979-06-05 | Nadler Martin S | Method of manufacturing shoes |
| GB2023997A (en) * | 1978-06-30 | 1980-01-09 | Clarks Ltd | Improvements in or relating to the manufacture of footwear |
-
1981
- 1981-09-28 EP EP81304474A patent/EP0075621A1/de not_active Withdrawn
-
1982
- 1982-09-24 EP EP82810401A patent/EP0076236B1/de not_active Expired
- 1982-09-24 DE DE8282810401T patent/DE3261390D1/de not_active Expired
- 1982-09-27 ES ES515980A patent/ES8307467A1/es not_active Expired
- 1982-09-28 ZA ZA827101A patent/ZA827101B/xx unknown
- 1982-09-28 CA CA000412342A patent/CA1182636A/en not_active Expired
- 1982-09-28 AU AU88776/82A patent/AU8877682A/en not_active Abandoned
- 1982-09-28 GR GR69377A patent/GR77653B/el unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2044706A1 (de) * | 1969-03-29 | 1971-02-26 | Ind Werke Lemm Co | |
| US3821827A (en) * | 1972-08-25 | 1974-07-02 | M Nadler | Stitchdown footwear and method of manufacture |
| GB1466859A (en) * | 1973-07-19 | 1977-03-09 | Clarks Ltd | Manufacture of footwear |
| US4156947A (en) * | 1977-10-11 | 1979-06-05 | Nadler Martin S | Method of manufacturing shoes |
| GB2023997A (en) * | 1978-06-30 | 1980-01-09 | Clarks Ltd | Improvements in or relating to the manufacture of footwear |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2192782A (en) * | 1986-07-23 | 1988-01-27 | Maxi Calzaturificio Srl | An insole |
| EP0331780A1 (de) * | 1988-03-09 | 1989-09-13 | Herbert Dr.-Ing. Funck | Oberschuh und Verfahren zu seiner Herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1182636A (en) | 1985-02-19 |
| GR77653B (de) | 1984-09-25 |
| ES515980A0 (es) | 1983-07-01 |
| AU8877682A (en) | 1983-04-14 |
| EP0076236B1 (de) | 1984-11-28 |
| EP0075621A1 (de) | 1983-04-06 |
| ES8307467A1 (es) | 1983-07-01 |
| DE3261390D1 (en) | 1985-01-10 |
| ZA827101B (en) | 1983-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR940010324B1 (ko) | 신발 | |
| EP0316136B1 (de) | Schuh mit steifem Hinterteil | |
| US4455767A (en) | Shoe construction | |
| JP3030028U (ja) | スノーボード用ブーツ | |
| US5392532A (en) | Slipper having an insole attached to a peripheral outsole wall | |
| EP1502517B1 (de) | Schuhwerk mit Rahmen und entsprechendes Herstellungsverfahren | |
| US6662469B2 (en) | Footwear construction and method for manufacturing same | |
| JPS59144402A (ja) | 複合スケ−ト | |
| US3952429A (en) | Sectional shoe mid-sole | |
| US3705463A (en) | Construction for shoe, slipper or the like | |
| EP0796569A2 (de) | Hausschuh mit keilförmiger Sohle | |
| US6029301A (en) | Method for construction of footwear | |
| US6018891A (en) | Shoe construction | |
| EP0107841A1 (de) | Skistiefel-Innenschuhstruktur | |
| US20030005598A1 (en) | Footwear with integrated stitchdown/athletic bottom construction | |
| US5893186A (en) | Method for construction of footwear | |
| EP0769919B1 (de) | Herstellung von sportschuhen | |
| US4156947A (en) | Method of manufacturing shoes | |
| US3832793A (en) | Shoe construction | |
| US4519147A (en) | Footwear having cushion cavity | |
| EP0076236B1 (de) | Schuhartikel | |
| US6973692B2 (en) | Stitch and turn footwear construction | |
| US1869410A (en) | Footwear and method of making the same | |
| US2838855A (en) | Narrow shank shoe and process of making the same | |
| US2964766A (en) | Method of making stitchdown shoe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19820927 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 10427 Country of ref document: AT Date of ref document: 19841215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3261390 Country of ref document: DE Date of ref document: 19850110 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19850807 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19850930 Year of fee payment: 4 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19860924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19860925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19860930 Ref country code: CH Effective date: 19860930 Ref country code: BE Effective date: 19860930 |
|
| BERE | Be: lapsed |
Owner name: SCHERING-PLOUGH CORP. Effective date: 19860930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19870401 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19870602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82810401.8 Effective date: 19870812 |