EP0081834B1 - Ski du type à noyau à structure allégée et son procédé de fabrication - Google Patents
Ski du type à noyau à structure allégée et son procédé de fabrication Download PDFInfo
- Publication number
- EP0081834B1 EP0081834B1 EP19820111526 EP82111526A EP0081834B1 EP 0081834 B1 EP0081834 B1 EP 0081834B1 EP 19820111526 EP19820111526 EP 19820111526 EP 82111526 A EP82111526 A EP 82111526A EP 0081834 B1 EP0081834 B1 EP 0081834B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- ski
- tube
- core
- fact
- tubes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 13
- 229920003002 synthetic resin Polymers 0.000 claims description 14
- 239000000057 synthetic resin Substances 0.000 claims description 14
- 229920002994 synthetic fiber Polymers 0.000 claims description 12
- 230000001413 cellular effect Effects 0.000 claims description 9
- 239000000956 alloy Substances 0.000 claims description 7
- 229910045601 alloy Inorganic materials 0.000 claims description 7
- 238000002347 injection Methods 0.000 claims description 7
- 239000007924 injection Substances 0.000 claims description 7
- 229920005989 resin Polymers 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 238000000465 moulding Methods 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 229920005992 thermoplastic resin Polymers 0.000 claims description 3
- 229920001187 thermosetting polymer Polymers 0.000 claims description 3
- 229920001971 elastomer Polymers 0.000 claims description 2
- 239000000806 elastomer Substances 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000002184 metal Substances 0.000 description 8
- 230000027455 binding Effects 0.000 description 4
- 238000009739 binding Methods 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920005830 Polyurethane Foam Polymers 0.000 description 3
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000011796 hollow space material Substances 0.000 description 3
- 239000011496 polyurethane foam Substances 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000004584 weight gain Effects 0.000 description 1
- 235000019786 weight gain Nutrition 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C5/00—Skis or snowboards
- A63C5/12—Making thereof; Selection of particular materials
- A63C5/126—Structure of the core
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C5/00—Skis or snowboards
- A63C5/12—Making thereof; Selection of particular materials
Definitions
- the present invention relates generally to the field of skis and their manufacturing process.
- skis having a hollow tubular structure by placing inside a mold tubes made of glass fiber fabric impregnated with a thermosetting material, formed around air chambers which are inflated up to the strands conform to the shape of the mold (see FR-A-1 303 210).
- this process appears to be relatively complicated and expensive and is not very suitable for the manufacture of skis of the core type made of expanded cellular material.
- the aim of the present invention is to produce a lighter ski while retaining the advantages which the production of skis of the core type made of expanded cellular material obtained by injection or molding, and in particular skis of the polyurethane foam core type and while retaining and even improving the mechanical characteristics of current skis.
- the present invention therefore relates first of all to a method for producing, in a mold, a ski core of injected or molded cellular synthetic material, in which this synthetic material is expanded around a hollow tubular structure formed by at least one tube. extending longitudinally. It also relates to the nucleus obtained by this process.
- the ends of said tube are closed before the injection or molding operation so that the cellular synthetic material cannot, during its expansion, penetrate inside said tube.
- the method according to the present invention can also have different variants. Indeed, at least one of the ends of said tube can be closed prior to its introduction into the mold.
- said tube can advantageously adapt to the shapes and to the arrangement of the other elements arranged in the mold such as the inserts for the anchoring of shoe fixing screws and can advantageously follow the profile of the ski, without this tube has previously been completely compliant with this profile.
- the present invention also relates to a ski which can advantageously be manufactured using the above method.
- the ski according to the present invention comprises an elongated body and in the extension of this body a heel and a spatula and is of the core type made of a cellular synthetic material, injected or molded, this core comprising a tubular structure delimiting therein a longitudinal hollow space.
- This core is surrounded, as is known, by resistant or decorative outer layers to form the final ski.
- said tubular structure is formed by at least one rigid or semi-rigid synthetic resin tube, the ends of said tube being closed and said tube extending, in the core, longitudinally over at least part of said body.
- At least one end of said tube is closed by a plug.
- At least one of the ends or end portions of said tube are at least partially flattened, flattened or oval and have, in the direction of the thickness of the ski, a thickness equal to or less than l 'core thickness.
- At least one end of said tube can be completely flattened or flattened.
- said tube can be in the shape of the cone converging towards one end of the ski.
- said tube may extend between the heel and the tip of the ski and have a part in the form of a converging cone extending from the middle part of the ski towards the tip and a part in the form of a converging cone extending from the middle part of the ski towards the heel.
- said tube may comprise, preferably in the middle part of the ski, a part in the shape of a cylinder.
- these parts can be mounted or assembled by means of a sleeve.
- the synthetic resin forming said tube can be any. It suffices in fact that it is rigid or semi-rigid and that it has sufficient thermal stability. health so that during its formation it does not break, in order to prevent the cellular synthetic material from penetrating inside this tube and so that it does not crush completely under the pressure exerted by the synthetic material cell during its expansion.
- thermoplastic resin a thermoplastic resin
- thermosetting resin a thermosetting resin
- elastomer a thermoplastic resin
- alloy of synthetic resins and in particular an alloy of thermoplastic resins.
- the resin alloy it is preferable to choose an ABS alloy (acrylonitrile-butadiene-styrene resin) and a polycarbonate.
- the tube placed in the core can have a certain mechanical function and constitute a reinforcing structure while allowing lightening of this core.
- said tubular structure can obviously be formed of several tubes.
- one can provide a tubular structure comprising two tubes arranged symmetrically with respect to the longitudinal axis of the ski.
- One can also provide a tube arranged along the longitudinal axis of the ski.
- the manufacturing process and the particular choice of a tube made of a rigid or semi-rigid synthetic material have many advantages.
- the choice of a plastic tube closed at its ends and the fact of creating a hollow space makes it possible to obtain a significantly lightened core compared to a solid core.
- the hollow structure according to the present invention makes it possible to considerably reduce the volume of the core and in particular its thickness, which is an advantage when the core is formed by a polyurethane foam which is relatively heavy. It also makes it possible to reduce the thicknesses of the mechanical structure associated with the core and can, in certain cases, allow its removal. Consequently, the reinforcing structure according to the present invention allows weight gain on the ski.
- the plastic tube and the surrounding cellular material cooperate, by self-bonding in contact with the foam during its expansion so as to form a mechanical unit.
- the ski 1 comprises a body 2 which is extended at one of its ends by a heel 3 and at the other of its ends by a tip 4.
- the ski 1 comprises, in its body 2, a tubular structure generally identified by the reference 5.
- the tubular structure 5 is formed, in the example shown, by two longitudinal tubes 6 and 7 which are arranged symmetrically with respect to to the longitudinal axis of the ski 1. In the example shown, these tubes have the same length and extend in the body 2 of the latter without however reaching its ends.
- the tubes 6 and 7 are identical and are hollow. They are also formed from a cylindrical tube made of semi-rigid synthetic resin.
- the ski 1 comprises a core 8 made of an expanded cellular synthetic resin, for example made of polyurethane foam, produced by injection and expansion in a mold.
- the core 8 is covered by an upper carrier layer 9 and by a lower carrier layer 10.
- These carrier layers 9 and 10 can simply cover the upper and lower faces of the core 8 so as to form a sandwich type ski or may form an integral part of a box completely surrounding the core 8.
- a metal or synthetic plate 11 intended for the anchoring of the screws of the bindings.
- the tubes 6 and 7, and in particular the tube 6, have their front end 6a and 7a and their rear end 6b and 7b closed as will be seen below with reference to Figures 5a and 5b.
- the tubes 6 and 7 are, in the middle part of the ski, substantially cylindrical and have a diameter substantially equal to the distance separating the insert 11 and the lower layer 10.
- the tube 6 has a front end portion 6c which is progressively ovalized to substantially follow the profile of the core 8, and consequently the profile of the ski 1. In this portion, the tube 6 has an oval section decreasing towards the end 6a.
- the tube 6 also has a progressively crushed rear end portion following the profile of the core 8 and has in this portion an oval section which decreases. We will explain later how these ovalized portions can be obtained simply.
- the tube 7 is shaped in the same way as the tube 6.
- the end 6a of the tube 6 is crushed so as to take an oval shape and a stopper 12 having the same shape is placed inside this end 6a so as to close off the tube 6.
- the end 6a of the tube 6 is completely flattened and is fixed in this state. It can be fixed there, for example by self-bonding by heating this end. In this case, no plug is necessary.
- the variant of the ski structure shown in FIG. 3 is not limiting.
- the tubes 6 and 7 can extend over any length of the body 2 of the ski 1. A condition is however preferably to be observed. Indeed, it is preferable that the thickness of the ends of the tubes is less than or equal to the thickness of the core at the right of these ends.
- the tubes 6 and 7 extend in the middle part of the core 8 so that at least one of their ends is located at a place in this core where its thickness is greater than or equal to the outside diameter of the tubes 6 and 7, these ends can simply be plugged with a plug of circular section, this plug penetrating inside the tube. If, however, a plug is provided which surrounds this end of the tube, the outside diameter of this plug must be less than the thickness of the core 8 at the place where this plug is located in the core 8.
- the mold 13 is closed by placing its upper part 15 on its lower part 14, the parts 14 and 15 defining a hollow space having the shape of the desired core.
- this mold 13 is closed, the end portions of the tubes 6 and 7 are crushed, by being ovalized, between the lower part 14 and the upper part 15 of the mold and according to the profile of the mold, as can be seen. see in figure 7.
- the synthetic resin is injected such as polyurethane which expands in the mold 13 but which does not penetrate inside the tubes 6 and 7 since their ends are closed.
- the synthetic resin is expanded, the tubes leave two longitudinal hollow spaces in the core.
- the ski manufacturing process is continued to obtain, for example, a ski of the type that will be described with reference to FIGS. 11 and 12.
- the ski 101 comprises a body 102 which is extended at one of its ends by a heel 103 and at the other of its ends by a spatula 104.
- the ski 101 comprises, in its body 102, a reinforcement structure generally identified by the reference 105.
- the reinforcement structure 105 is formed by two longitudinal tubes 106 and 107 arranged symmetrically with respect to the longitudinal axis 101, these tubes 106 and 107 extending in the body 102, from the heel 103 to the tip 104.
- the tubes 106 and 107 are formed in the same way.
- the tube 107 comprises, for manufacturing reasons, a part 108 in the form of a converging cone extending from the middle part of the ski 101 to the tip 104 and a part 109 in the form of a cone extending from the part median of the ski 101 towards the heel 103, the generatrices of said cones being substantially straight.
- the parts 108 and 109 of the tube 107 are arranged end to end and are connected by a sleeve 110 which, in the example shown, penetrates inside the ends of the parts 108 and 109 .
- the ends of the tubes 106 and 107 are substantially point-shaped and are closed so that the tubes 106 and 107 are hollow and inaccessible from the outside.
- the tubes 106 and 107 are, in the figures, of circular section and are substantially centered in the thickness direction of the ski. We see that they follow approximately the profile of the ski.
- the tubes 106 and 107 may however have a different section. They may for example be of oval section but will preferably have their ends in the shape of a point or in the form of a blade of small width.
- junction between the parts 108 and 109 of the tube 107 as the junction between the corresponding parts of the tube 106 will preferably be disposed in the middle part of the ski where the binding of the boot is attached.
- FIGS. 11 and 12 show sections of skis having particular structures and in which are incorporated conical tubes similar to the tubes 106 and 107 provided in FIGS. 8 and 9.
- FIG. 11 shows a ski generally identified by the reference 111 which is of the sandwich type.
- the ski 111 comprises an upper plate 112 provided on its upper face with a varnish or a protective lacquer 113, a lower plate 114 provided on its lower face with a sole 115 and metal edges 116 and 117. Between the upper plate 112 and the lower plate 114 is, sandwiched, the core 118.
- the core 118 Inside the core 118 are embedded two tubes 119 and 120 which are arranged symmetrically with respect to the longitudinal axis of the ski and which extend, in the central part of the ski, between the metal plate 121 provided for mounting the shoe binding and the bottom plate 114.
- the core 118 completely surrounds the tubes 119 and 120 which are of circular and hollow section.
- Figure 12 shows the section of a ski generally identified by the reference 122 which is of the box type.
- the ski 122 in fact comprises a torsion box 123 comprising inside a core 124, a sole 125 on the underside of the torsion box 123, two metal edges 126 and 127, two upper edges 128 and 129, plates field 130 and 131 mounted against the lateral faces of the torsion box 123 between the edges 126, 128 and 127, 129 and a protective varnish or lacquer 132 which extends on the upper face of the torsion box 123 and on the upper edges 128 and 129.
- the skis shown in FIGS. 11 and 12 are constructed using plastic or synthetic materials as is well known today.
- the core 118 of the ski 11 and the core 124 of the ski 122 can be formed by an expanded polyurethane or plexiglass.
- the tubes 119, 120 and 133, 134 are preferably formed by a laminate comprising a fabric of glass fibers embedded in a resin.
- the tubes 119, 120 and 133, 134 can be manufactured according to known methods and in particular by winding.
- the skis shown in FIGS. 11 and 12 can be manufactured according to known methods, the tubes 119, 120 and 133, 134 being prefabricated and suitably placed inside the space which must subsequently form the cores 118 and 124 which are in general made by injection. As the tubes are completely closed, the injected material intended to form the core of the ski will not penetrate into the tubes.
- the present invention is not limited to the examples described above. Provision may in fact be made for incorporating into the core of the ski tubes of different shape having different lengths and distributed in a different manner inside the core. It is also possible to incorporate tubes into the core of skis having structures different from those shown in FIGS. 11 and 12 and in particular tubes could be incorporated into skis having an internal omega structure. In this case, it could advantageously be provided to have a tube on either side of the omega and a tube inside the core of the omega.
Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
- La présente invention concerne, de façon générale, le domaine des skis et leur procédé de fabrication.
- On sait actuellement fabriquer des skis présentant une structure tubulaire creuse en disposant à l'intérieur d'un moule des boudins en tissu de fibres de verre imprégné d'un matériau thermodurcissable, formés autour de chambres d'air que l'on gonfle jusqu'à ce que les boudins épousent la forme du moule (voir FR-A-1 303 210). Cependant, ce procédé apparaît comme relativement compliqué et coûteux et est peu adapté à la fabrication de skis du type à noyau en matière cellulaire expansée.
- On a kpar ailleurs proposé d'incorporer au noyau en matière expansée d'un ski une structure tubulaire creuse formée par un tube métallique (voir FR-A-2 345 176). Cette structure métallique présente l'inconvénient d'augmenter considérablement le poids du ski, notamment à ses extrémités, alors qu'on cherche plutôt à diminuer celui-ci. Par ailleurs, le ski ainsi formé risque de subir des déformations permanentes du fait de la limite élastique du tube métallique et des hautes contraintes que subit le ski.
- Contrairement notamment à l'état de la technique exposé ci-dessus, la présente invention a pour but de réaliser un ski allégé tout en conservant les avantages que procure la fabrication de skis du type à noyau en matière cellulaire expansée obtenu par injection ou moulage, et notamment les skis du type à noyau en mousse de polyuréthane et tout en conservant et même améliorant les caractéristiques mécaniques des skis actuels.
- La présente invention concerne donc tout d'abord un procédé pour réaliser, dans un moule, un noyau de ski en matière synthétique cellulaire injectée ou moulée, dans lequel cette matière synthétique est expansée autour d'une structure tubulaire creuse formée par au moins un tube s'étendant longitudinalement. Elle concerne également le noyau obtenu par ce procédé.
- Conformément à la présente invention, on ferme les extrémités dudit tube avant l'opération d'injection ou de moulage de sorte que la matière synthétique cellulaire ne peut pas, lors de son expansion, pénétrer à l'intérieur dudit tube.
- Le procédé selon la présente invention peut présenter en outre différentes variantes. En effet, on peut fermer au moins l'une des extrémités dudit tube préalablement à son introduction dans le moule.
- On peut écraser ou aplatir partiellement et fermer au moins l'une des extrémités dudit tube, préalablement à son introduction dans le moule. On peut également ovaliser au moins partiellement, dans le sens de l'épaisseur du noyau, au moins l'une des portions du tube préalablement à son introduction dans le moule.
- On peut également écraser ou aplatir complé- tement et maintenir ou fixer dans cet état au moins l'une des extrémités dudit tube, avant son introduction dans le moule.
- Selon le procédé de la présente invention, on peut également prévoir, lors de la fermeture du moule, d'ovaliser au moins en partie et dans le sens de l'épaisseur du noyau, ledit tube sur au moins une portion de sa longueur et notamment grâce à cela, ledit tube peut avantageusement s'adapter aux formes et à la disposition des autres éléments disposés dans le moule tels que les inserts pour l'ancrage de vis de fixation des chaussures et peut avantageusement suivre le profil du ski, sans que ce tube ait été préalablement complètement conforme à ce profil.
- La présente invention concerne également un ski susceptible l'être avantageusement fabriqué à l'aide du procédé ci-dessus.
- Le ski selon la présente invention comprend un corps allongé et dans le prolongement de ce corps un talon et une spatule et est du type à noyau en une matière synthétique cellulaire, injectée ou moulée, ce noyau comprenant une structure tubulaire délimitant dans celui-ci un espace creux longitudinal. Ce noyau est entouré, comme il est connu, de couches externes résistantes ou de décoration pour former le ski final.
- Selon la présente invention, ladite structure tubulaire est formée par au moins un tube en résine synthétique rigide ou semirigide, les extrémités dudit tube étant fermées et ledit tube s'étendant, dans le noyau, longitudinalement sur au moins une partie dudit corps.
- Selon la présente invention, au moins l'une des extrémités dudit tube est fermée par un bouchon.
- Selon la présente invention, au moins l'une des extrémités ou des portions d'extrémité dudit tube sont au moins en partie aplaties, écrasées ou ovalisées et présentent, dans le sens de l'épaisseur du ski, une épaisseur égale ou inférieure à l'épaisseur du noyau.
- Selon la présente invention, au moins l'une des extrémités dudit tube peut être complètement écrasée ou aplatie.
- Selon la présente invention, ledit tube peut être en forme du cône convergeant en direction d'une extrémité du ski.
- Selon la présente invention, ledit tube peut s'étendre entre le talon et la spatule du ski et présenter une partie en forme de cône convergent s'étendant de la partie médiane du ski vers la spatule et une partie en forme de cône convergent s'étendant de la partie médiane du ski vers le talon. Dans une variante, ledit tube peut comprendre, de préférence dans la partie médiane du ski, une partie en forme de cylindre. Dans une variante de construction préférée, ces parties peuvent être montées ou assemblées par l'intermédiaire d'un manchon.
- Selon la présente invention, la résine synthétique formant ledit tube peut être quelconque. Il suffit en effet qu'elle soit rigide ou semi-rigide et qu'elle présente une stabilité thermique suffisante pour que lors de son formage elle ne se brise pas, en vue d'empêcher la matière synthétique cellulaire de pénétrer à l'intérieur de ce tube et pour qu'elle ne s'écrase pas complètement sous la pression exercée par la matière synthétique cellulaire lors de son expansion.
- On peut donc choisir comme résine synthétique une résine thermoplastique, une résine thermodurcissable ou un élastomère. On peut également choisir un alliage de résines synthétiques et en particulier un alliage de résines thermoplastiques.
- Comme alliage de résines, on peut choisir, de préférence, un alliage d'ABS (résine acryloni- trile-butadiène-styrène) et un polycarbonate.
- Dans une variante, on peut également prévoir de renforcer la résine synthétique par notamment de la fibre de verre, tissée ou non d'aramide ou de carbone ou tout autre matériau de renforcement. De cette manière, le tube disposé dans le noyau peut avoir une certaine fonction mécanique et constituer une structure de renfort tout en permettant un allègement de ce noyau.
- Selon la présente invention, ladite structure tubulaire peut évidemment être formée de plusieurs tubes.
- Dans une variante, on peut prévoir une structure tubulaire comprenant deux tubes disposés symétriquement par rapport à l'axe longitudinal du ski. On peut également prévoir un tube disposé selon l'axe longitudinal du ski.
- On peut en outre prévoir des tubes de longueurs différentes et de sections différentes.
- Le procédé de fabrication et le choix particulier d'un tube en une matière synthétique rigide ou semi-rigide présentent bien des avantages. En particulier, le choix d'un tube en matière synthétique et fermé à ses extrémités et le fait de créer un espace creux permet d'obtenir un noyau notablement allégé par rapport à un noyau plein. En outre, dans certains cas, la structure creuse selon la présente invention permet de diminuer considérablement le volume du noyau et en particulier son épaisseur, ce qui est un avantage lorsque le noyau est formé par une mousse de polyuréthane qui est relativement lourde. Elle permet également de diminuer les épaisseurs de la structure mécanique associée au noyau et peut, dans certains cas, autoriser sa suppression. En conséquence, la structure de renfort selon la présente invention permet un gain de poids sur le ski. De plus, le tube en une matière synthétique et le matériau cellulaire l'entourant coopèrent, par auto-collage au contact de la mousse lors de son expansion de manière à former une unité mécanique.
- La présente invention sera mieux comprise à l'étude de skis du type à noyau injecté présentant une structure particulière et décrits à titre d'exemples non limitatifs et illustrés par le dessin sur lequel;
- - la figure 1 représente un ski vu de dessus dans lequel on montre par transparence la structure tubulaire;
- - la figure 2 représente une vue de côte du ski représenté sur la figure 1 ;
- - la figure 3 représente selon une coupe longitudinale partielle agrandie la moitié avant du ski;
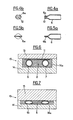
- - la figure 4a représente en coupe un mode de réalisation de l'une des extrémités de la structure tubulaire;
- - la figure 4b représente une vue en bout de la structure tubulaire représenté sur la figure 4a;
- - la figure 5a représente en coupe un second mode de réalisation de l'extrémité de la structure tubulaire;
- - la figure 5b représente une vue en bout de la structure tubulaire représenté sur la figure 5a;
- - la figure 6 montre une coupe transversale du noyau du ski dans son moule, dans la partie médiane de la structure tubulaire;
- - la figure 7 montre une coupe transversale du noyau du ski dans son moule, dans la portion d'extrémité de la structure tubulaire;
- - la figure 8 représente un ski en vue de dessus dans lequel on distingue par transparence une structure tubulaire différente à deux tubes longitudinaux;
- - la figure 9 représente une vue de côté, par transparence du ski représente sur la figure 8;
- - la figure 10 représente un mode de réalisation des tubes représentes sur la figure 8;
- - la figure 11 représente la coupe transversale d'un ski du type sandwich dans lequel est disposée la structure tubulaire à deux tubes de la figure 8;
- Comme on peut le voir sur les figures 1 et 2, le ski 1 comprend un corps 2 qui se prolonge à l'une de ses extrémités par un talon 3 et à l'autre de ses extrémités par une spatule 4.
- Le ski 1 comprend, dans son corps 2, une structure tubulaire repérée d'une manière générale par la référence 5. La structure tubulaire 5 est formée, dans l'exemple représenté, par deux tubes 6 et 7 longitudinaux qui sont disposés symétriquement par rapport à l'axe longitudinal du ski 1. Dans l'exemple représenté, ces tubes ont la même longueur et s'étendent dans le corps 2 de ce dernier sans pour autant atteindre ses extrémités.
- Les tubes 6 et 7 sont identiques et sont creux. Ils sont en outre formés à partir d'un tube cylindrique en résine synthétique semi-rigide.
- Comme on peut le voir sur la figure 3 qui montre une coupe longitudinale partielle selon l'axe du tube 6, le ski 1 comprend un noyau 8 en une résine synthétique cellulaire expansée par exemple en mousse de polyuréthane, fabriqué par injection et expansion dans un moule.
- Comme il est connu de la faire, le noyau 8 est recouvert par une couche porteuse supérieure 9 et par une couche porteuse inférieure 10. Ces couches porteuses 9 et 10 peuvent simplement recouvrir les faces supérieures et inférieures du noyau 8 de manière à former un ski du type sandwich ou peuvent faire partie intégrante d'un caisson entourant complètement le noyau 8.
- Dans la partie supérieure du noyau 8 et s'étendant dans la partie centrale du ski, est disposée une plaque métallique ou synthétique 11 destinée à l'ancrage des vis des fixations.
- Comme on peut le voir sur la figure 3, les tubes 6 et 7, et en particulier le tube 6, ont leur extrémité avant 6a et 7a et leur extrémité arrière 6b et 7b fermées comme on le verra plus loin en référence aus figures 5a et 5b. Les tubes 6 et 7 sont, dans la partie médiane du ski, sensiblement cylindriques et présentent un diamètre sensiblement égal à la distance séparant l'insert 11 et la couche inférieure 10.
- Comme on le voit sur la figure 3, le tube 6 présente une portion d'extrémité avant 6c qui est progressivement ovalisée pour suivre sensiblement le profil du noyau 8, et en conséquence le profil du ski 1. Dans cette portion, le tube 6 présente une section ovale allant en diminuant vers l'extrémité 6a.
- Le tube 6 présente également une portion d'extrémité arrière progressivement écrasée en suivant le profil du noyau 8 et présente dans cette portion une section ovale allant en diminuant. On expliquera plus loin comment ces portions ovalisées peuvent être obtenues simplement. Le tube 7 est conformé de la même manière que le tube 6.
- En référence aux figures 4a, 4b et 5a, 5b, on va maintenant décrire comment peuvent être fermées les extrémités 6a, 6b et 7a, 7b des tubes 6 et 7. On prendra en exemple l'extrémité 6a du tube 6.
- Dans une variante représentée sur les figures 4a et 4b, l'extrémité 6a du tube 6 est écrasée de manière à prendre une forme ovale et un bouchon 12 présentant la même forme est disposé à l'intérieur de cette extrémité 6a de manière à obturer le tube 6.
- Dans une variante représentée sur les figures 5a et 5b, l'extrémité 6a du tube 6 est complètement écrasée et est fixée dans cet état. Elle peut y être fixée par exemple par auto-collage en chauffant cette extrémité. Dans ce cas, aucun bouchon n'est nécessaire.
- Dans le ski représenté sur la figure 3, les tubes sont fermés selon la variante représentée sur les figures 5a et 5b.
- La variante de structure de ski représentée sur la figure 3 n'est pas limitative. Les tubes 6 et 7 peuvent s'étendre sur n'importe quelle longueur du corps 2 du ski 1. Une condition est cependant de préférence à respecter. En effet, il est préférable que l'épaisseur des extrémités des tubes soit inférieure ou égale à l'épaisseur du noyau au droit de ces extrémités.
- Si les tubes 6 et 7 s'étendent dans la partie médiane du noyau 8 de telle sorte qu'au moins l'une de leurs extrémités soit située à un endroit de ce noyau où son épaisseur est supérieure ou égale au diamètre extérieur des tubes 6 et 7, ces extrémités peuvent tout simplement être bouchées par un bouchon de section circulaire, ce bouchon pénétrant à l'intérieur du tube. Si l'on prévoit cependant un bouchon qui entoure cette extrémité du tube, il faudra que le diamètre extérieur de ce bouchon soit inférieur à l'épaisseur du noyau 8 à l'endroit où se trouve ce bouchon dans le noyau 8.
- Si l'une des extrémités des tubes 6 et 7 s'étend dans une zone du noyau où l'épaisseur est inférieure au diamètre extérieur de ces tubes, on devra écraser cette extrémité des tubes de telle sorte que l'épaisseur de cette extrémité soit inférieure ou égale à l'épaisseur du noyau 8 où elle se trouve. Cette extrémité peut alors être conformée selon l'une des variantes représentée sur les figures 4a, 4b et 5a, 5b.
- On va maintenant décrire comment peut être fabriqué le noyau 8 du ski 1 représenté sur la figure 3 en se référant aux figures 6 et 7.
- Tout d'abord, on prend deux tubes 6 et 7 de section circulaire et de même longueur obtenus par exemple par extrusion d'une résine synthétique tel qu'un alliage d'ABS et de polycarbonate qui est semi-rigide.
- On écrase complètement les extrémités de ces tubes 6 et 7 et on les chauffe de manière à effectuer un auto-collage de ces extrémités dans cet état écrasé. Les tubes 6 et 7 sont alors fermés.
- On peut également ovaliser les portions d'extrémité des tubes 6 et 7 si besoin en les chauffant, en leur conférant une forme proche de celle du profil du noyau.
- On dispose, dans le canal en forme de U 14a de la parti inférieure 14 d'un moule d'injection 13, les tubes 6 et 7, longitudinalement et symétriquement, ainsi que les autres éléments tels que l'insert 11.
- On ferme le moule 13 en posant sa partie supérieure 15 sur sa partie inférieure 14, les parties 14 et 15 délimitant un espace creux présentant la forme du noyau désiré. Lors de la fermeture de ce moule 13, les portions d'extrémité des tubes 6 et 7 sont écrasées, en s'ovalisant, entre la partie inférieure 14 et la partie supérieure 15 du moule et suivant le profil du moule, comme on peut le voir sur la figure 7.
- Enfin, on injecte la résine synthétique telle que du polyuréthane qui s'expanse dans le moule 13 mais qui ne pénètre pas à l'intérieur des tubes 6 et 7 puisque leurs extrémités sont fermées. Lorsque la résine synthétique est expansée, les tubes laissent subsister, dans le noyau, deux espaces creux longitudinaux.
- Après démoulage du noyau ainsi obtenu, on continue le processus de fabrication du ski pour obtenir par exemple un ski du type de ceux qu'on décrira en référence aux figures 11 et 12.
- En se reportant aux figures 8 à 12, on va maintenant décrire un ski présentant une structure tubulaire différente pouvant avantageusement former une structure de renfort.
- Comme on peut le voir sur les figures 8 et 9, le ski 101 comprend un corps 102 qui se prolonge à une de ses extrémités par un talon 103 et à l'autre de ses extrémités par une spatule 104.
- Le ski 101 comprend, dans son corps 102, une structure de renfort repérée d'une manière générale par la reférence 105. La structure de renfort 105 est formée par deux tubes 106 et 107 longitudinaux disposés symétriquement par rapport à l'axe longitudinal 101, ces tubes 106 et 107 s'étendant dans le corps 102, depuis le talon 103 jusqu'à la spatule 104.
- Les tubes 106 et 107 sont formés de la même manière. En particulier, le tube 107 comprend, pour des raisons de fabrication, une partie 108 en forme de cône convergent s'étendant de la partie médiane du ski 101 vers la spatule 104 et une partie 109 en forme de cône s'étendant de la partie médiane du ski 101 vers le talon 103, les génératrices desdits cônes étant sensiblement droites.
- Comme on peut le voir sur la figure 10, les parties 108 et 109 du tube 107 sont disposées bout à bout et sont reliées par un manchon 110 qui, dans l'exemple représenté, pénètre à l'intérieur des extrémités des parties 108 et 109.
- Comme on peut le voir sur les figures 8 et 9, les extrémités des tubes 106 et 107 sont sensiblement en forme de pointe et sont fermées si bien que les tubes 106 et 107 sont creux et inacessi- bles de l'extérieur.
- Les tubes 106 et 107 sont, sur les figures, de section circulaire et sont sensiblement centrés dans le sens de l'épaisseur du ski. On voit qu'ils suivent approximativement le profil du ski.
- Les tubes 106 et 107 peuvent cependant avoir une section différente. Ils peuvent être par exemple de section ovale mais auront de préférence leurs extrémités en forme de pointe ou en forme de lame de faible largeur.
- On conçoit aisément que la jonction entre les parties 108 et 109 du tube 107 comme la jonction entre les parties correspondantes du tube 106 sera disposée de préférence dans la partie médiane du ski où est attachée la fixation de la chaussure.
- Les figures 11 et 12 montrent des sections de skis présentant des structures particulières et dans lesquelles sont incorporées des tubes coniques semblablesaux tubes 106 et 107 prévus dans lesfigures 8 et 9.
- La figure 11 montre un ski repéré d'une manière générale par la référence 111 qui est du type sandwich.
- Le ski 111 comprend une plaque supérieure 112 munie sur sa face supérieure d'un vernis ou d'une laque de protection 113, une plaque inférieure 114 munie sur sa face inférieure d'une semelle 115 et de carres métalliques 116 et 117. Entre la plaque supérieure 112 et la plaque inférieure 114 se trouve, pris en sandwich, le noyau 118.
- A l'intérieur du noyau 118 sont noyés deux tubes 119 et 120 qui sont disposés symétriquement par rapport à l'axe longitudinal du ski et qui s'étendent, dans la partie centrale du ski, entre la plaque métallique 121 prévue pour le montage de la fixation des chaussures et la plaque inférieure 114. Le noyau 118 entoure complètement les tubes 119 et 120 qui sont de section circulaire et creux.
- La figure 12 montre la coupe d'un ski repéré d'une manière générale par la référence 122 qui est du type à caisson.
- Le ski 122 comprend en effet une boîte de torsion 123 comprenant à l'intérieur un noyau 124, une semelle 125 sur la face inférieure de la boîte de torsion 123, deux carres métalliques 126 et 127, deux carres supérieures 128 et 129, des plaques de champ 130 et 131 montées contre les faces latérales de la boîte de torsion 123 entre les carres 126, 128 et 127, 129 et un vernis ou laque de protection 132 qui s'étend sur la face supérieure de la boîte de torsion 123 et sur les carres supérieures 128 et 129.
- A l'intérieur du noyau 124, s'étendent dans le sens longitudinal du ski des tubes creux 133 et 134 qui sont noyés dans la matière constituant ce noyau. Ces tubes s'étendent, dans la partie centrale du ski, entre la plaque métallique 135 prévue pour le montage de la fixation des chaussures et la face inférieure de la boîte de torsion 123 et sont disposés symétriquement par rapport à l'axe longitudinal du ski.
- Les skis représentés sur les figures 11 et 12 sont construits en utilisant des matières plastiques ou synthétiques tel qu'il est bien connu de le faire actuellement. En particulier, le noyau 118 du ski 11 et le noyau 124 du ski 122 peuvent être formés par un polyuréthane ou un plexiglass expansés.
- Les tubes 119, 120 et 133, 134 sont de préférence formés par un stratifié comprenant un tissu de fibres de verre noyées dans une résine. Les tubes 119, 120 et 133, 134 peuvent être fabriqués selon des procédés connus et en particulier par enroulage.
- Les skis représentés sur les figures 11 et 12 peuvent être fabriqués selon les procédés connus, les tubes 119, 120 et 133, 134 étant préfabriqués et disposés convenablement à l'intérieur de l'espace devant former ultérieurement les noyaux 118 et 124 qui sont en général réalisés par injection. Comme les tubes sont complètement fermés, la matière injectée destinée à former le noyau du ski ne pénétrera pas dans les tubes.
- On notera que lors de la fabrication des skis représentés sur les figures 11 et 12, il va se créer une liaison mécanique entre le matériau formant les noyaux 118 et 124 et les tubes 119, 120 et 133, 134, compte tenu de fait qu'ils sont réalisés en des matières plastiques ou synthétiques et que lors de l'injection et du pressage du ski on élève la température.
- Il ressort de ce qui précède que les espaces creux créés grâce aux structures tubulaires décrites incorporées dans le noyau peuvent permettre d'une part de réaliser un noyau de ski plus léger que les noyaux pleins et d'autre part de faire des économies appréciables de résine synthétique cellulaire. En outre, notamment grâce à la variante représentée sur les figures 8 et 9, on peut diminuer considérablement le poids du ski en diminuant les épaisseurs de ses éléments constituitifs.
- La présente invention ne se limite pas aux exemples ci-dessus décrits. On peut en effet prévoir d'incorporer au noyau du ski des tubes de forme différente présentant des longueurs différentes et répartis de manière différente à l'intérieur du noyau. On peut également prévoir d'incorporer des tubes dans le noyau de skis présentant des structures différentes de celles représentées sur les figures 11 et 12 et en particulier on pourrait incorporer des tubes dans des skis présentant une structure intérieure en oméga. Dans ce cas, on pourrait avantageusement prévoir de disposer un tube de part et d'autre de l'oméga et un tube à l'intérieur de l'âme de l'oméga.
et la figure 12 représente en coupe transversale un ski du type à caisson comprenant la structure tubulaire à deux tubes représentée sur la figure 8.
Claims (14)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82111526T ATE16460T1 (de) | 1981-12-15 | 1982-12-13 | Leichtgebauter ski mit kern und sein herstellungsverfahren. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8123366 | 1981-12-15 | ||
| FR8123365 | 1981-12-15 | ||
| FR8123365A FR2517977A1 (fr) | 1981-12-15 | 1981-12-15 | Perfectionnements aux skis notamment du type a noyau en resine synthetique cellulaire |
| FR8123366A FR2517978A1 (fr) | 1981-12-15 | 1981-12-15 | Ski du type a noyau a structure allegee et son procede de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0081834A1 EP0081834A1 (fr) | 1983-06-22 |
| EP0081834B1 true EP0081834B1 (fr) | 1985-11-13 |
Family
ID=26222667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19820111526 Expired EP0081834B1 (fr) | 1981-12-15 | 1982-12-13 | Ski du type à noyau à structure allégée et son procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0081834B1 (fr) |
| DE (2) | DE81834T1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001045811A1 (fr) | 1999-12-22 | 2001-06-28 | Atomic Austria Gmbh | Appareil de glisse en forme de planche, en particulier ski et planche a neige |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2658090B1 (fr) * | 1990-02-15 | 1992-04-30 | Salomon Sa | Procede d'assemblage d'un ski par surmoulage, et structure de ski obtenue par ce procede. |
| US5848800A (en) * | 1993-06-09 | 1998-12-15 | Kastle Aktiengesellschaft | Ski |
| DE4325091A1 (de) * | 1993-07-27 | 1995-02-02 | Uwe Emig | Aus mehreren Elementen zusammengesetzter Ski |
| FR2715316B1 (fr) * | 1994-01-25 | 1996-03-15 | Rossignol Sa | Procédé de fabrication d'un ski. |
| FR2715317B1 (fr) * | 1994-01-25 | 1996-03-01 | Rossignol Sa | Ski et procédé de fabrication. |
| US5759664A (en) * | 1996-02-29 | 1998-06-02 | Goode Ski Technologies | Composite ski |
| AT500325A1 (de) * | 2002-11-06 | 2005-12-15 | Tyrolia Technology Gmbh | Gleitbrett, insbesondere ski |
| FR2851475B1 (fr) | 2003-02-26 | 2006-10-13 | Salomon Sa | Paire de skis prevus pour la pratique de la glisse et notamment du ski alpin |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1276744A (fr) * | 1960-10-12 | 1961-11-24 | Ski | |
| FR1303210A (fr) * | 1961-05-03 | 1962-09-07 | Haldemann S A | Procédé de fabrication d'un objet creux alvéolé et objet tel que ski obtenu par ce procédé |
| US3493240A (en) * | 1967-06-06 | 1970-02-03 | Herbert R Jenks | Laminated fiber glass ski and process for making the same |
| DE2124061A1 (de) * | 1971-05-14 | 1972-11-23 | Farbwerke Hoechst AG, vormals Meister Lucius & Brüning, 6000 Frankfurt | Ski-Grundkörper aus Kunststoff |
| FR2345176A1 (fr) * | 1976-03-22 | 1977-10-21 | Bondivenne Jules | Perfectionnement a la construction des skis en utilisant une structure creuse metallique |
-
1982
- 1982-12-13 EP EP19820111526 patent/EP0081834B1/fr not_active Expired
- 1982-12-13 DE DE1982111526 patent/DE81834T1/de active Pending
- 1982-12-13 DE DE8282111526T patent/DE3267463D1/de not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001045811A1 (fr) | 1999-12-22 | 2001-06-28 | Atomic Austria Gmbh | Appareil de glisse en forme de planche, en particulier ski et planche a neige |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0081834A1 (fr) | 1983-06-22 |
| DE3267463D1 (en) | 1985-12-19 |
| DE81834T1 (de) | 1983-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0428885B1 (fr) | Procédé de réalisation d'un ski par injection, et structure de ski | |
| EP0230839B1 (fr) | Fourche de bicyclette ou article similaire à base d'une résine renforcée par une structure textile et procédé pour sa fabrication | |
| EP0886540A1 (fr) | Chassis renforce pour patin a roulettes | |
| FR2620628A2 (fr) | Procede pour realiser un ski et ski fait selon ce procede | |
| EP0081834B1 (fr) | Ski du type à noyau à structure allégée et son procédé de fabrication | |
| EP1015301B1 (fr) | Pivot de fourche de bicyclette, et fourche de bicyclette equipee d'un tel pivot | |
| EP3225288B1 (fr) | Raquette, en particulier structure de raquette de padel | |
| EP2008835A1 (fr) | Roue à rayon démontable en matériau composite | |
| EP0498963B1 (fr) | Ski alpin destiné à glisser sur la neige et la glace | |
| EP0650747A1 (fr) | Procédé pour la fabrication d'un ski en forme | |
| EP0203857B1 (fr) | Poteau, notamment pour supporter des lignes électriques ou téléphoniques | |
| EP0665034A1 (fr) | Ski à noyau injecté "In situ" | |
| EP0608186A1 (fr) | Procédé de fabrication d'un ski à noyau injecté et à renfort interne ajouré, et ski obtenu par ce procédé | |
| CA1329313C (fr) | Procede ski | |
| EP1683552A1 (fr) | Raquette de tennis de table | |
| FR2731160A1 (fr) | Procede de fabrication d'une structure moulee, notamment de ski ou de surf des neiges, par injection d'une mousse a expansion "in situ" | |
| FR2517978A1 (fr) | Ski du type a noyau a structure allegee et son procede de fabrication | |
| FR2681532A1 (fr) | Cadre de raquette de sport et son procede de fabrication. | |
| FR2818915A1 (fr) | Planche de glisse | |
| FR2517977A1 (fr) | Perfectionnements aux skis notamment du type a noyau en resine synthetique cellulaire | |
| FR2752769A1 (fr) | Panneau composite renforce notamment pour l'ancrage d'une piece, vehicule automobile equipe de ce panneau et son procede de fabrication | |
| EP3981481B1 (fr) | Element de structure de planche de glisse et procede de fabrication | |
| FR2694890A1 (fr) | Ski comportant un corps et au moins un embout, spatule et/ou talon réalisé indépendamment, et procédé de fabrication d'un tel ski. | |
| FR2679780A1 (fr) | Procede de fabrication d'un ski. | |
| EP2218566B1 (fr) | Procédé de fabrication par moulage sous pression d'une pièce composite à structure monolithique creuse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT DE IT |
|
| 17P | Request for examination filed |
Effective date: 19830712 |
|
| TCAT | At: translation of patent claims filed | ||
| DET | De: translation of patent claims | ||
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT DE IT |
|
| REF | Corresponds to: |
Ref document number: 16460 Country of ref document: AT Date of ref document: 19851115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3267463 Country of ref document: DE Date of ref document: 19851219 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19901228 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910116 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19911213 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19920901 |