EP0218044A1 - Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen oder Folien - Google Patents
Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen oder Folien Download PDFInfo
- Publication number
- EP0218044A1 EP0218044A1 EP86111055A EP86111055A EP0218044A1 EP 0218044 A1 EP0218044 A1 EP 0218044A1 EP 86111055 A EP86111055 A EP 86111055A EP 86111055 A EP86111055 A EP 86111055A EP 0218044 A1 EP0218044 A1 EP 0218044A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- magnetic
- roller
- disks
- pole
- magnetized
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F13/00—Apparatus or processes for magnetising or demagnetising
Definitions
- the invention relates to a device for magnetizing layers, tapes, sheets, foils or the like containing magnetizable material. with the help of a permanent magnetic arrangement consisting of alternately arranged permanent magnets and pole elements, past which the layer to be magnetized is guided.
- magnetizable material is embedded in rubber or plastic layers, then one speaks of Magnetflex foils or tapes.
- the invention relates to the magnetization of the embedded magnetizable material.
- the magnetization of structure-borne sound absorption foils with magnetizable constituents (barium ferrite, strontium ferrite), also with magnetizing properties improved by binders or increased, causes particular difficulties Coercive force), which are often used in automobile construction, for example.
- the magnetized foils initially stick to the sheet metal sections to be deadened solely due to the magnetic force.
- an adhesive connection is then produced, for example by means of a hot glue.
- the difficulty in magnetizing these materials is due to the fact that bitumen is a relatively heavy and soft material. The high weight of the bitumen layers required for reasons of good damping properties requires strong magnetization.
- the present invention has for its object to provide a device of the type mentioned, which allows a much stronger magnetization of films containing magnetic material and which is particularly suitable for the magnetization of bitumen and films containing magnetizable material.
- FIG. 1 shows a permanent magnetic arrangement 1, which is constructed from the magnets 2 and the pole elements 3. It has an approximately square cross section.
- the poles 3 protrude from the arrangement 1 by a small amount in the area in which the band 4 to be magnetized is guided past the permanent-magnetic arrangement 1 in the direction of the arrow 5.
- the arrangement of the magnetic poles is such that the poles facing the band to be magnetized are alternately a north pole and a south pole, so that the lines of force pass through the material to be magnetized.
- the band 4 is guided as close as possible to the permanent-magnetic arrangement 1 for the purpose of its magnetization.
- the magnetizable material contained in the band 4 is particularly strongly magnetized, so that the magnetization takes place essentially in the form of a strip. This effect is indicated by dash-dotted lines 6.
- the thickness of the permanent magnetic disks 2 is greater by a factor of 2 to 4, preferably 3, than the thickness of the pole disks 3.
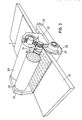
- FIG. 2 shows a further embodiment with circular magnetic disks 14 and also circular iron pole disks 15.
- the body 16 which is preferably made of polytetrafluoroethylene (Teflon)
- the pole elements protrude a small amount (approx. 0.1 mm) from the magnets.
- the thickness ratio is expediently 2 to 1 to 4 to 1, preferably 3 to 1.
- the thickness of the pole disks is 1.3 mm and the thickness of the magnetic disks 3.9 to 4 mm.
- the diameter of the magnetic and pole disks is advantageously 20 to 30 mm.
- the arrangement can be such that the magnetic and pole disks are firmly arranged in the plastic body 16. Lateral (non-magnetic) holding flanges 18, which are fastened to the body 16 by means of screws 19, hold them in this position.
- the disc-shaped elements 14 and 15 do not necessarily have to be circular. You can e.g. be oval and protrude with a segment from the body 16, the periphery of which has the lesser curvature (of the oval).
- roller consisting of the elements 14 and 15 rotatably in the body 16.
- thrust bearings must be arranged between the holding flanges 18 and the end faces of the roller.
- the path to be magnetized is moved as close as possible to the body 16 in the region of the outstanding segments of the magnetic and pole disks. Direct contact is readily possible if the disks 14 and 15 roll on the tape to be magnetized.
- a particular advantage of the magnetization device according to the invention is that it can be produced in any length without special technical effort and can thus be easily adapted to the tracks to be magnetized.
- the permanent magnets 14 and pole elements 15 in the form of circular disks form a roller-shaped body (magnetic roller 21) which is rotatably mounted in the cheeks 22 of a stand by means of ball bearings 23.
- the magnetic roller 21 is located directly above a table 24, which is used to feed and remove the tape 4 to be magnetized.
- the table 24 is divided in the area of the magnetic roller 21.
- a force e.g. spring force
- High throughput speeds e.g. 0.5 m / sec and more
- two support rollers 29 are supported in the cheeks 22, which support the magnetic roller 21 backwards upwards.
- One of these support rollers could also serve as the drive roller instead of the roller 27.
- the method according to the invention and the device according to the invention are suitable for the magnetization of all types of foils or layers containing magnetizable material; thin-walled oxide material, for example, can also be magnetized in strips.
- the application of the invention is particularly expedient in the case of magnetizable bitumen, plastic-modified bitumen and plastic films which are used in many forms in the motor vehicle sector.
- FIG. 4 shows a further exemplary embodiment for a magnetization device with the permanent magnet system according to the invention. It is rotatably housed within the housing 32, which extends transversely to the conveyor belt 31, and projects downward therefrom, so that it rolls off the films located on the conveyor belt 31 and magnetizes them. Since in this embodiment the conveyor belt 31 moves with the foils to be magnetized thereon, a special drive axle is not required.
- the housing 32 is attached to the stand 34 of the conveyor belt 31 so as to be pivotable about a horizontal axis 35 via the side cheeks 22 and arms 33 fastened thereon.
- the dead weight of the permanent magnetic device consisting of magnetic roller 21 and housing 32 ensures that the magnetic roller rolls on the film to be magnetized and thus for the smallest possible distance during the magnetizing process.
- Figure 5 shows a horizontal partial section through the housing 32, in which the magnetic roller 21 is arranged with play within the plastic body 36. It is based on the axial bearing 23 (only one is shown) on the side cheeks 22. In order to allow the play of the roller within the body 36 during the magnetizing operation, the bearing 23 has the following special features: Of the two runway rings 37 and 38, only one, for example the ring 38 connected to the magnetic roller 21, is equipped with a running groove during which on the cheek 22 supporting ring 37 has a flat tread. Play movements of the roller 21 are possible.
- the ball cage is designated 39.
- Figure 4 shows a further device which serves to protect the magnetic roller against contamination.
- Rollers 43 and 44 the width of which corresponds to the width of the housing 32 with the magnetic roller 21, are mounted in cheeks 41 and 42 fastened to the belt stand 34.
- the roller 44 - seen in the direction of transport - located behind the housing 32 is coupled via a magnetic coupling 45 to a drive motor 46, which winds a thin plastic film 47 on the roller 44, the width of which also corresponds to the housing 32.
- This film 47 unwinds from the roller 43 located in front of the housing 32 and is guided beneath the magnetic roller 21 or the housing 32. Direct contact of the magnetic roller with the Layer to be magnetized is thereby avoided, so that dirt adhering to the layer cannot adhere to the magnetic roller.
- Additional support rollers 48 and 49 in front of and behind the housing 32 and the coupling of the roller 44 to the drive motor 46 via the magnetic coupling 45 ensure that the film 47 always moves at the same speed as the conveyor belt 31.
- the thickness of the film 47 (for example a PE film) is 10 to 20 ⁇ , so that the magnetization itself is not impaired.
- the described device for protecting the magnetic roller against soiling is particularly expedient when materials containing bitumen are magnetized. Bitumen residues endanger the operational sequence particularly if the protective device is not available.
- roller design (roller guided by support rollers 29 or by means of a plastic housing 36 and supported on pressure bearings 23) makes it possible to use long rollers - up to 100 cm and more - which have a central axis that penetrates all magnetic and pole disks not required.
- a wide working range with a high magnetization effect that has not yet been achieved can be achieved because the field forces generated by the magnetic and pole disks are no longer disturbed by a central axis.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Hard Magnetic Materials (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Dynamo-Electric Clutches, Dynamo-Electric Brakes (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Um Schichten, Bänder, Bahnen oder Folien (4) in einfacher Weise magnetisieren zu können, wird vorgeschlagen, diese an einer permanentmagnetischen Anordnung (1) vorbeizuführen, die aus Permanentmagneten ( 2, 14) und Polelementen (15) bestehen; vorzugsweise sind die Magneten und Polelemente kreisscheibenförmig gestaltet.
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen, Folien o.dgl. mit Hilfe einer permanentmagnetischen Anordnung, bestehend aus abwechselnd nebeneinander angeordneten Permanentmagneten und Polelementen, an denen vorbei die zu magnetisierende Schicht geführt wird.
- Ist magnetisierbares Material in Gummi- oder Plastikschichten eingebunden, dann spricht man von Magnetflex-Folien oder -bändern. Die Erfindung bezieht sich auf die Magnetisierung des eingebundenen magnetisierbaren Materials.
- Aus der EU-PS 34 552 (= US-PS 43 79 276) ist eine Vorrichtung der eingangs erwähnten Art bekannt. Der vorgeschlagene Magnetwerkstoff (Sm Co₅) und die gewählten Größenverhältnisse zwischen den Permanentmagneten und den Polelementen lassen eine Magnetisierung der Magnetflexfolien oder -bänder zu, die für viele Anwendungszwecke (z.B. der Halterung von Schildern aus Magnetflexfolienabschnitten auf Blechen) ausreichend sein mag. Eine besonders starke und intensive Magnetisierung , wie sie bei modifizierten, in der Regel kunst stoffmodifizierten Bitumenfolien erforderlich ist, kann allerdings nicht erreicht werden. Folien dieser Art werden vornehmlich in der Kraftfahrzeugindustrie als Körperschalldämpfungsmaterial eingesetzt. Die Dicke dieser Folien variiert zwischen 1,4 bis 3 mm. Im Einzelfall kann sie auf bis zu 0,6 mm reduziert werden, und zwar insbesondere dann, wenn bei einem Zwei- oder Mehrschichtsystem nur eine der Schichten magnetisierbares Material enthält.
- Aus der US-PS 44 27 481 ist es bekannt, ein magnetisierbares Material enthaltendes Klebeband im Durchlauf durch eine Magnetisierungseinrichtung zu magnetisieren. Die Magnetisierung erfolgt mittels kurzzeitig fließender Ströme hoher Stromstärken, welche durch Kondensatorenentladungen erzeugt werden. Nachteilig ist, daß bei jedem Stromimpuls nur eine begrenzte Fläche des Bandes magnetisiert werden kann und deshalb die Durchlaufgeschwindigkeit des Bandes durch die Magnetisierungseinrichtung von der Frequenz abhängt, mit der die Stromimpulse erzeugt werden können. Der technische Aufwand dieser Art der Magnetisierung ist ohnehin schon relativ hoch. Er wird umso höher, je schneller die Durchlaufzeit und je stärker die Magnetisierung des zu magnetisierenden Bandes sein soll.
- Besondere Schwierigkeiten macht die Magnetisierung von Körperschalldämpfungsfolien mit magnetisierbaren Bestandteilen (Bariumferrit, Strontiumferrit, auch mit durch Bindemittel verbesserten Magnetisierungseigenschaften bzw. erhöhter Koerzitivkraft), die z.B. beim Automobilbau vielfach verwendet werden. Die magnetisierten Folien halten sich zunächst allein aufgrund der Magnetkraft auf den zu entdröhnenden Blechabschnitten. In einem sich anschließenden Wärmebehandlungsabschnitt wird dann eine Klebeverbindung, z.B. mittels eines Heißklebers, hergestellt. Die Schwierigkeiten bei der Magnetisierung dieser Materialien beruhen darauf, daß Bitumen ein relativ schweres und weiches Material ist. Das aus Gründen guter Dämpfungseigenschaften erwünscht hohe Gewicht der Bitumenschichten erfordert eine starke Magnetisierung. Infolge der Weichheit des Bitumens besteht die Möglichkeit, daß sich die nach einem Magnetisierungsvorgang magnetisch ausgerichteten Teilchen des im Bitumen enthaltenen magnetisierbaren Materials aufgrund der gegenseitig wirkenden Kräfte bewegen. Dadurch schwächt sich die Haftkraft der Folie mit der Zeit ab. Auch diese Eigenschaft der Bitumenfolie erfordert eine möglichst starke Magnetisierung, damit für die häufig langen Zeiten zwischen Magnetisierung und Applikation eine ausreichende Haftkraft gewährleistet werden kann, zumal diese noch durch eine eventuelle Heißkleberschicht zwischen Folie und zu entdröhnendem Blech gemindert wird. Bei der Magnetisierung von Bitumen enthaltenden Folien ist deshalb bisher immer der oben geschilderte Aufwand der Magnetisierung mit Stromimpulsen hoher Stromstärken erforderlich gewesen.
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung der eingangs erwähnten Art zu schaffen, die eine wesentlich stärkere Magnetisierung von magnetisches Material enthaltenden Folien ermöglicht und die besonders für die Magnetisierung von Bitumen und magnetisierbares Material enthaltenden Folien geeignet ist.
- Erfindungsgemäß wird diese Aufgabe durch die in den Patentansprüchen aufgeführten Maßnahmen gelöst.
- Der wesentliche Vorteil dieser Maßnahmen besteht darin, daß der technische Aufwand äußerst gering ist. Elektrische Installationen zur Erzeugung von Stromimpulsen mit hohen Stromstärken sind nicht mehr erforderlich. Außerdem ist die Magnetisierung unabhängig von der Geschwindigkeit des an der permanent-magnetischen Anordnung vorbeigeführten Bandes. Die gewählten Dimensionen erlauben die Erzeugung eines optimalen Feldwertes im Bereich der zu magnetisierenden Folien, so daß bisher nicht mögliche Haftkräfte erreichbar sind. Überraschende Ergebnisse sind mit Magnetmaterialien erzielbar, die Neodym ent halten, z.B. auf Basis Neodym/Eisen/Bor mit geeigneten Bindemitteln. Schließlich besteht ein wesentlicher Vorteil darin, daß auch der Entdröhnung von Blechen dienende, Bitumen enthaltende Folien mit der erfindungsgemäßen Vorrichtung so stark magnetisiert werden können, daß der Aufwand der Magnetisierung mit Stromimpulsen nicht mehr durchgeführt werden muß. Als besonders vorteilhaftes Magnetmaterial hat sich "VACODYM 370" erwiesen.
Weitere Vorteile und Einzelheiten der Erfindung sollen anhand von in den Figuren 1 bis 5 schematisch dargestellten Ausführungsbeispielen erläutert werden. Es zeigen: - Fig. 1 ein schematisch dargestelltes Ausführungsbeispiel nach der Erfindung mit Magneten und Polelementen.
- Fig. 2 ein Ausführungsbeispiel mit scheibenförmigen Magneten,
- Fig. 3 eine Ausführungsform mit einer aus Magnetscheiben und Polscheiben bestehenden Walze,
- Fig. 4 eine Ausführungsform mit einer Schutzvorrichtung für die permanentmagnetische Anordnung und
- Fig. 5 eine Lagerung für eine walzenförmige permanent-magnetische Anordnung nach der Erfindung.
- Figur 1 zeigt eine permanent-magnetische Anordnung 1, die aus den Magneten 2 und den Polelementen 3 aufgebaut ist. Sie hat einen etwa quadratischen Querschnitt. Die Pole 3 ragen in dem Bereich, in dem das zu magnetisierende Band 4 in Richtung des Pfeiles 5 an der permanent-magnetischen Anordnung 1 vorbeigeführt wird, um einen kleinen Betrag aus der Anordnung 1 hervor. Die Anordnung der Magnetpole ist so getroffen, daß die dem zu magnetisierenden Band zugewandten Pole abwechselnd ein Nordpol und ein Südpol sind, so daß die Kraftlinien das zu magnetisierende Material durchsetzen.
- Das Band 4 wird zum Zwecke seiner Magnetisierung möglichst nahe an der permanent-magnetischen Anordnung 1 vorbeigeführt. Im Bereich der Pole 3 wird das in dem Band 4 enthaltene magnetisierbare Material besonders stark magnetisiert, so daß die Magnetisierung im wesentlichen streifenförmig erfolgt. Durch strichpunktiert eingezeichnete Streifen 6 ist diese Wirkung angedeutet.
- Um eine möglichst wirksame Magnetisierung zu erzielen, ist die Erzeugung hoher Feldwerte im Bereich der dem zu magnetisierenden Band 4 zugewandten Flächen der Pole 3 erforderlich. Optimierungsuntersuchungen haben ergeben, daß dieses Ziel dann erreicht werden kann, wenn die Dicke der Permanent-magnetscheiben 2 um den Faktor 2 bis 4, vorzugsweise 3 größer ist als die Dicke der Polscheiben 3.
- Soll eine besonders intensive Streifen-Magnetisierung erreicht werden, dann ist es zweckmäßig, auf beiden Seiten des zu magnetisierenden Bandes 4 eine permanent-magnetische Anordnung vorzusehen. Diese ist in Figur 1 gestrichelt angedeutet und mit 1' bezeichnet.
- Figur 2 zeigt eine weitere Ausführungsform mit kreisförmigen Magnetscheiben 14 und ebenfalls kreisförmigen Eisen-Polscheiben 15. Diese im vorzugsweise aus Polytetrafluoräthylen (Teflon) bestehenden Körper 16 untergebrachte, walzenförmige Anordnung aus Permanentmagneten 14 (axial magnetisiert) und Polelementen 15 ist von Abschirmplatten 17, vorzugsweise ebenfalls magnetisch, umgeben und ragt mit einem relativ kleinen Segment aus dem Körper 16 hervor. Vorteilhaft ist dabei, daß die Polelemente um einen kleinen Betrag (ca.0,1mm) gegenüber den Magneten hervorstehen. Das Dickenverhältnis (Magnetscheiben 14 zu Polscheiben 15) beträgt zweckmäßig 2 zu 1 bis 4 zu 1, vorzugsweise 3 zu 1. Bei einer vorteilhaften Ausführungsform beträgt die Dicke der Polscheiben 1,3 mm und die Dicke der Magnetscheiben 3,9 bis 4 mm. Der Durchmesser der Magnet- und Polscheiben ist vorteilhaft 20 bis 30 mm.
- Die Anordnung kann so getroffen sein, daß die Magnet- und Polscheiben im Kunststoffkörper 16 fest angeordnet sind. Durch seitliche (unmagnetische) Halteflansche 18, die mittels Schrauben 19 am Körper 16 befestigt sind, werden sie in dieser Stellung gehalten. In diesem Fall brauchen die scheibenförmigen Elemente 14 und 15 nicht unbedingt kreisförmig zu sein. Sie können z.B. oval gestaltet sein und mit einem Segment aus dem Körper 16 herausragen, dessen Peripherie die geringere Krümmung (des Ovals) hat.
- Eine andere Möglichkeit besteht darin, die aus den Elementen 14 und 15 bestehende Walze drehbar im Körper 16 anzuordnen. In diesem Falle müssen zwischen den Halteflanschen 18 und den Stirnseiten der Walze Axialdrucklager angeordnet sein.
- Beim Ausführungsbeispiel nach Figur 2 wird die zu magnetisierende Bahn im Bereich der hervorragenden Segmente der Magnet- und Polscheiben möglichst nahe am Körper 16 vorbeibewegt. Ein direkter Kontakt ist ohne weiteres möglich, wenn die Scheiben 14 und 15 auf dem zu magnetisierenden Band abrollen.
- Ein besonderer Vorteil der erfindungsgemäßen Magnetisierungseinrichtung besteht noch darin, daß sie ohne besonderen technischen Aufwand in beliebiger Länge herstellbar ist und damit den zu magnetisierenden Bahnen in einfacher Weise angepaßt werden kann.
- Beim Ausführungsbeispiel nach Figur 3 bilden die kreisscheibenförmig gestalteten Permanentmagnete 14 und Polelemente 15 einen walzenförmigen Körper (Magnetwalze 21), welcher in den Wangen 22 eines Ständers mittels Kugellager 23 drehbar gelagert ist. Die Magnetwalze 21 befindet sich unmittelbar oberhalb eines Tisches 24, der der Zu- und Abführung des zu magnetisierenden Bandes 4 dient.
- Der Tisch 24 ist im Bereich der Magnetwalze 21 geteilt. Durch den infolge der Teilung gebildeten Spalt 25 greift von unten der Mantel einer auf einem Schwenkarm 26 gehalterten, parallel zur Magnetwalze 21 angeordneten Antriebswalze 27 hindurch. Auf die Walze 27, die mit Weichgummi 28 belegt ist, wird mittels des Schwenkarmes 26 eine Kraft (z.B. Federkraft) in Richtung Magnetwalze 21 ausgeübt, so daß das über den Tisch 24 geführte Band 4 sowohl an die Magnetwalze 21 angedrückt als auch gefördert wird. Hohe Durchlaufgeschwindigkeiten (z.B. 0,5 m/sec und mehr) sind mit einer Vorrichtung dieser Art bei optimaler Magnetisierung erzielbar.
- Beim dargestellten Ausführungsbeispiel sind in den Wangen 22 noch zwei Stützwalzen 29 gelagert, die die Magnetwalze 21 nach rückwärts oben abstützen. Auch eine dieser Stützwalzen könnte an Stelle der Walze 27 als Antriebswalze dienen.
- Das erfindungsgemäße Verfahren und die erfindungsgemäße Vorrichtung sind geeignet für die Magnetisierung jeder Art magnetisierbares Material enthaltender Folien oder Schichten; auch z.B. dünnwandiges Oxidmaterial kann streifenförmig magnetisiert werden. Besonders zweckmäßig ist die Anwendung der Erfindung bei magnetisierbaren Bitumen-, kunststoff-modifizierten Bitumen- und Kunststoffolien, die in vielfacher Form im Kfz-Bereich Anwendung finden.
- Figur 4 zeigt ein weiteres Ausführungsbeispiel für eine Magnetisierungseinrichtung mit dem erfindungsgemäßen Permanentmagnetsystem. Es ist drehbar innerhalb des sich quer zum Transportband 31 erstreckenden Gehäuses 32 untergebracht und ragt daraus nach unten hervor, so daß es auf dem Transportband 31 sich befindenden Folien abrollt und diese magnetisiert. Da sich bei diesem Ausführungsbeispiel das Transportband 31 mit den darauf befindlichen , zu magnetisierenden Folien bewegt, ist eine besondere Antriebsachse nicht erforderlich.
- Das Gehäuse 32 ist über die seitlichen Wangen 22 und daran befestigte Arme 33 am Ständer 34 des Transportbandes 31 um eine horizontale Achse 35 schwenkbar befestigt. Das Eigengewicht der aus Magnetwalze 21 und Gehäuse 32 bestehenden permanentmagnetischen Einrichtung gewährleistet ein Abrollen der Magnetwalze auf der zu magnetisierenden Folie und damit für einen möglichst geringen Abstand während des Magnetisiervorganges.
- Figure 5 zeigt einen Horizontalteilschnitt durch das Gehäuse 32, in dem innerhalb des Kunststoffkörpers 36 die Magnetwalze 21 mit Spiel angeordnet ist. Sie stützt sich über die Axial lager 23 (nur eines ist dargestellt) auf den seitlichen Wangen 22 ab. Um das Spiel der Walze innerhalb des Körpers 36 während des Magnetisierbetriebes zuzulassen, hat das Lager 23 die folgenden Besonderheiten: Von den beiden Rollbahnringen 37 und 38 ist nur einer, z.B. der mit der Magnetwalze 21 verbundene Ring 38 mit einer Laufrille ausgerüstet, während der sich auf der Wange 22 abstützende Ring 37 eine ebene Lauffläche aufweist. Spielbewegungen der Walze 21 sind dadurch möglich. Der Kugelkäfig ist mit 39 bezeichnet.
- Figur 4 zeigt eine weitere Einrichtung, die dem Schutz der Magnetwalze gegen Verschmutzungen dient. In am Bandständer 34 befestigten Wangen 41 und 42 sind Rollen 43 und 44 gelagert, deren Breite der Breite des Gehäuses 32 mit der Magnetwalze 21 entspricht. Die - in Transportrichtung gesehen - hinter dem Gehäuse 32 befindliche Rolle 44 ist über eine Magnetkupplung 45 mit einem Antriebsmotor 46 gekoppelt, der auf der Rolle 44 eine dünne Kunststoffolie 47 aufwickelt, deren Breite ebenfalls dem Gehäuse 32 entspricht. Diese Folie 47 wickelt sich von der vor dem Gehäuse 32 befindlichen Rolle 43 ab und ist unterhalb der Magnetwalze 21 bzw. des Gehäuses 32 hindurchgeführt. Eine unmittelbare Berührung der Magnetwalze mit der zu magnetisierenden Schicht ist dadurch vermieden, so daß der Schicht anhaftende Verschmutzungen nicht an der Magnetwalze haften bleiben können. Zusätzliche Stützwalzen 48 und 49 vor und hinter dem Gehäuse 32 sowie die Ankopplung der Rolle 44 an den Antriebsmotor 46 über die Magnetkupplung 45 sorgen dafür, daß sich die Folie 47 stets mit der gleichen Geschwindigkeit wie das Transportband 31 bewegt. Die Stärke der Folie 47 (z.B. eine PE-Folie), liegt bei 10 bis 20 µ , so daß die Magnetisierung selbst nicht beeinträchtigt ist.
- Die beschriebene Einrichtung zum Schutz der Magnetwalze gegen Verschmutzungen ist besonders zweckmäßig, wenn Bitumen enthaltende Materialien magnetisiert werden. Bitumenreste gefährden den Betriebsablauf in besonders hohem Maße, wenn die Schutzeinrichtung nicht vorhanden ist.
- Der beschriebene Aufbau der Walzenausführung (durch Stützwalzen 29 oder mittels eines Kunststoffgehäuses 36 geführte sowie sich auf Drucklagern 23 abstützende Walze) ermöglicht es, lange Walzen - bis zu 100 cm und mehr - zu benutzen, die eine zentrale, alle Magnet- und Polscheiben durchsetzende Achse nicht erfordert. Ein breiter Arbeitsbereich mit hohem bisher nicht erreichten Magnetisierungseffekt ist dadurch erzielbar, da die von den Magnet- und Polscheiben erzeugten Feldkräfte durch eine zentrale Achse nicht mehr gestört sind.
Claims (12)
1) Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen, Folien oder dgl. mit Hilfe einer permanentmagnetischen Anordnung, bestehend aus abwechselnd nebeneinander angeordneten Permanentmagneten (2, 14) und Polelementen (3, 15) an denen vorbei die zu magnetisierende Schicht (4) geführt wird, dadurch gekennzeichnet, daß die Dicke der Permanentmagneten (2, 14) um den Faktor 2 bis 4, vorzugsweise 3, dicker ist als die Dicke der Polelemente (3, 15).
2) Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Permanentmagnete (2, 14) aus einem Magnetwerkstoff auf der Basis von Neodym-Eisen-Bor bestehen.
3) Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die aus den Magnet- und Polscheiben bestehende walzenförmige Anordnung in einem Körper (16) oder Gehäuse (32) drehbar gelagert ist, daß der Durchmesser der Magnet- und der Polscheiben 20 bis 30 mm beträgt und daß die Dicken der Polscheiben 1,3 mm und der Magneten 3,9 bis 4 mm betragen.
4) Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, daß zwischen den Stirnseiten der walzenförmigen Anordnung und den seitlichen Halteflanschen (18( bzw. Wangen (22) Axialdrucklager (23) mit Rollbahnringen (37, 38) angeordnet sind, von denen nur einer mit einer Laufbahnrille ausgerüstet ist, während der andere eine ebene Laufbahn hat.
5) Vorrichtung nach einem der Ansprüche 3 oder 4, dadurch gekennzeichnet, daß die drehbar angeordnete Magnet-Polscheiben-Walze (21) oberhalb eines Tisches (24) angeordnet ist, daß ihr eine Antriebswalze (27) und zwei Stützwalzen (29) zugeordnet sind und daß entweder eine der Stützwalzen oder eine dritte Walze als Antriebswalze dient, die unterhalb des Tisches vorzugsweise auf einem unter Federkraft stehenden Schwenkarm angeordnet ist und mit ihrem Mantel durch einen Spalt (25) im Bereich der Magnetwalze (21) hindurchgreift.
6) Vorrichtung nach einem der Ansprüche 3 oder 4, dadurch gekennzeichnet, daß die drehbar angeordnete Magnetwalze (21) oberhalb eines Transportbandes (31) angeordnet ist und an Schwenkarmen (33) gehaltert auf dem Transportband abrollt.
7) Vorrichtung zur Magnetisierung von Bitumen oder ein Bitumen-Kunststoff-Gemisch sowie magnetisierbares Material enthaltenden, der Entdröhnung von Blechen dienenden Folien, dadurch gekennzeichnet, daß sie eine walzenförmige permanentmagnetische Anordnung umfaßt, die abwechselnd nebeneinander angeordnete, aus einem Magnetwerkstoff auf der Basis von Neodym-Eisen-Bor bestehende Permanentmagnetscheiben (14) sowie Polelementscheiben (15) aufweist und die in einem Gehäuse (32) über stirnseitig angeordnete Drucklager drehbar gelagert ist, wobei der Durchmesser der Permanentmagnet- und Polscheiben 15 bis 30 mm beträgt und die Dicke der Permanentmagnetscheiben (14) um den Faktor 2 bis 4, vorzugsweise 3, größer ist als die Dicke der Polelementscheiben (15).
8) Vorrichtung nach einem der Ansprüche 3 bis 7, dadurch gekennzeichnet, daß der Magnetwalze Mittel (43 bis 47) zur Verhinderung einer Verschmutzung zugeordnet sind.
9) Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, daß die Mittel eine dünne, zwischen Magnetwalze (21) und zu magnetisierender Schicht geführte Folie 47, vor und hinter der Magnetwalze angeordnete Wickelrollen 43 und 44 und einen die hinter der Magnetwalze angeordnete Rolle (44) antreibenden Motor (46) umfassen.
10) Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Anordnung (1) etwa die Breite der zu magnetisierenden Bandmaterialien (4) hat.
11) Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zwei um etwa die Stärke der zu magnetisierenden Schicht (4) beabstandete permanentmagnetische Anordnungen (1, 1') vorgesehen sind.
12) Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß es sich bei den die Magnetwalze bildenden Magnet- und Polscheiben um durchgehende Scheiben handelt und daß die Magnetwalze durch Stützwalzen oder in einem Gehäuse geführt ist und sich auf Drucklagern stirnseitig abstützt.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PT8341286A PT83412B (pt) | 1985-09-24 | 1986-09-22 | Dispositivo para a magnetizacao de camadas, fitas, telas ou folhas contendo material magnetizavel |
| ES8602100A ES2001979A6 (es) | 1985-09-24 | 1986-09-23 | Dispositivo para la imantacion de capas cintas laminas o semejantes conteniendo material imantable |
| CN 87101641 CN87101641A (zh) | 1986-08-09 | 1987-03-03 | 用于磁化含可磁化材料的层带、磁带、条带及薄片的装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3533968 | 1985-09-24 | ||
| DE19853533968 DE3533968C2 (de) | 1985-09-24 | 1985-09-24 | Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0218044A1 true EP0218044A1 (de) | 1987-04-15 |
Family
ID=6281757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86111055A Ceased EP0218044A1 (de) | 1985-09-24 | 1986-08-09 | Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen oder Folien |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0218044A1 (de) |
| JP (1) | JPH0773089B2 (de) |
| DE (1) | DE3533968C2 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0636272A4 (en) * | 1992-04-14 | 1995-03-08 | Rjf International Corporation | Magnetized material having enhanced magnetic pull strength and a process and apparatus for the multipolar magnetization of the material. |
| EP0639292A4 (en) * | 1992-05-08 | 1995-03-08 | The Electrodyne Company | Magnetization of permanent magnet strip materials. |
| DE19516448A1 (de) * | 1995-05-04 | 1996-11-07 | Siemens Matsushita Components | Flexible Kunststoffolie mit magnetischen Eigenschaften |
| US20120213942A1 (en) * | 2011-02-19 | 2012-08-23 | Mcmullen A Todd | Special random magnetization apparatus and process for thin sheet magnetic sheets and rolls |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3210898A4 (de) | 2014-11-13 | 2018-08-01 | Japan Tobacco, Inc. | Verpackungsmaschine und verpackungsverfahren dafür |
| JP6780190B2 (ja) * | 2017-10-12 | 2020-11-04 | ニチレイマグネット株式会社 | 多極着磁装置及びそれを用いた着磁方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1439984A1 (de) * | 1963-02-20 | 1969-04-24 | Zipse Geb Oehlers Wilhelmine | Verfahren und Vorrichtung zum kontinuierlichen Magnetisieren von grossflaechigen Magnetkoerpern |
| WO1983000944A1 (en) * | 1981-08-31 | 1983-03-17 | Wang Laboratories | Magnetizing apparatus |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3640657A (en) * | 1967-11-21 | 1972-02-08 | Robert L Rowe | Apparatus for extruding cylindrical magnets |
| US4427481A (en) * | 1978-02-27 | 1984-01-24 | R & D Chemical Company | Magnetized hot melt adhesive and method of preparing same |
| FR2476375A1 (fr) * | 1980-02-15 | 1981-08-21 | Aimants Ugimag Sa | Dispositif pour l'aimantation multipolaire d'un materiau en bandes |
| DE3123746A1 (de) * | 1981-06-15 | 1982-12-30 | Agfa-Gevaert Ag, 5090 Leverkusen | Magnetisches richtsystem |
| DE3201826A1 (de) * | 1982-01-21 | 1983-09-08 | Hallmann, Gisela, 2000 Hamburg | Durch elektrische umpolung schaltbare dauermagnetische haltevorrichtung |
| DE3308052A1 (de) * | 1983-03-08 | 1984-09-13 | Agfa-Gevaert Ag, 5090 Leverkusen | Verfahren zur herstellung eines magnetischen aufzeichnungsmaterials mit senkrechtausrichtung |
| DE3324049A1 (de) * | 1983-04-08 | 1984-10-11 | Siegfried 5042 Erftstadt Henschke | Verfahren zur ausruestung eines bauteiles mit einer schicht |
-
1985
- 1985-09-24 DE DE19853533968 patent/DE3533968C2/de not_active Expired - Fee Related
-
1986
- 1986-08-09 EP EP86111055A patent/EP0218044A1/de not_active Ceased
- 1986-09-24 JP JP22396586A patent/JPH0773089B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1439984A1 (de) * | 1963-02-20 | 1969-04-24 | Zipse Geb Oehlers Wilhelmine | Verfahren und Vorrichtung zum kontinuierlichen Magnetisieren von grossflaechigen Magnetkoerpern |
| WO1983000944A1 (en) * | 1981-08-31 | 1983-03-17 | Wang Laboratories | Magnetizing apparatus |
Non-Patent Citations (1)
| Title |
|---|
| TECHNISCHE MITTEILUNGEN KRUPP. FORSCHUNGSBERICHTE, Band 43, Nr. 3, Dezember 1985, Seiten 59-62, Essen, DE; W. BARAN: "Gegenwärtige und zukünftige Anwendungen der Dauermagnete unter dem Einfluss des neuen Werkstoffs Neodym-Eisen-Bor" * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0636272A4 (en) * | 1992-04-14 | 1995-03-08 | Rjf International Corporation | Magnetized material having enhanced magnetic pull strength and a process and apparatus for the multipolar magnetization of the material. |
| US5942961A (en) * | 1992-04-14 | 1999-08-24 | Flexmag Industries, Inc. | Magnetized material having enhanced magnetic pull strength and a process and apparatus for the multipolar magnetization of the material |
| EP0639292A4 (en) * | 1992-05-08 | 1995-03-08 | The Electrodyne Company | Magnetization of permanent magnet strip materials. |
| DE19516448A1 (de) * | 1995-05-04 | 1996-11-07 | Siemens Matsushita Components | Flexible Kunststoffolie mit magnetischen Eigenschaften |
| US20120213942A1 (en) * | 2011-02-19 | 2012-08-23 | Mcmullen A Todd | Special random magnetization apparatus and process for thin sheet magnetic sheets and rolls |
| US8866572B2 (en) * | 2011-02-19 | 2014-10-21 | A. Todd McMullen | Special random magnetization apparatus and process for thin sheet magnetic sheets and rolls |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0773089B2 (ja) | 1995-08-02 |
| DE3533968A1 (de) | 1987-03-26 |
| DE3533968C2 (de) | 1995-06-08 |
| JPS62112306A (ja) | 1987-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69327457T2 (de) | Magnetisiertes material mit höherer zugkraft und verfahren und vorrichtung zur multipolaren magnetisierung dieses materials | |
| DE29515302U1 (de) | Magnetanordnung | |
| DE3447571A1 (de) | Kompakte ferrofluiddichtungs- und radiallagervorrichtung | |
| DE2208034A1 (de) | Selbsteinmittende Lagerung unter Verwendung von Permanentmagneten | |
| DE1907212B2 (de) | Verfahren zum Auftragen magnetisierbarer bindemittelhaltiger Schichten auf eine Trägerfolie mit einem ExtrudergieBer | |
| DE2148824A1 (de) | Foerderanlage mit einem durch einen linearmotor angetriebenen fahrzeug | |
| EP0218044A1 (de) | Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten, Bändern, Bahnen oder Folien | |
| DE69330094T2 (de) | Verfahren und Vorrichtung zur Bereichsverfeinerung von Elektrostahl | |
| DE2063998A1 (de) | Magnetischer Ubertragerkopf | |
| DE2931539A1 (de) | Schaltbare, dauermagnetische bremse fuer schienenfahrzeuge | |
| DE19714655A1 (de) | Verfahren und Vorrichtung zum Konditionieren einer Vakuumschaltkammer | |
| EP0037467B1 (de) | Magnetisierungseinrichtung zur Erzeugung einer magnetischen Vorzugsrichtung in magnetischen Aufzeichnungsträgern | |
| DE3315848A1 (de) | Aktuatorvorrichtung an schreib- und lesegeraeten zur staendigen korrektur der raeumlichen stellung eines schreib- oder lesemittels, insbesondere eines strahlenbuendels | |
| EP0764078B1 (de) | Vorrichtung zur geschwindigkeitsanpassung von längs einer schienenanordnung bewegbaren wagen | |
| EP0880776B1 (de) | Vorrichtung zum auftragen magnetisierbarer bindemittelhaltiger schichten auf einen unmagnetischen schichtträger mittels eines extrudergiessers | |
| DE8530231U1 (de) | Vorrichtung zur Magnetisierung von magnetisierbares Material enthaltenden Schichten | |
| DE1474277A1 (de) | Magnetisierungsanordnung | |
| DE3736024C1 (en) | Demagnetising device | |
| DE3729348A1 (de) | Magnetband-uebertragungskopier-geraet | |
| DE9011582U1 (de) | Elektromagnetische Bremseinrichtung | |
| DE2557955A1 (de) | Filterscheibe fuer ein magnetisches filter | |
| EP2125237A1 (de) | Verfahren und anordnung zur separation von magnetischen teilchen aus einer substanz | |
| DE3302170A1 (de) | Vorrichtung zur toneruebertragung von einem magnetischen speichermedium auf ein aufnahmemedium | |
| DE3147414A1 (de) | Vorrichtung zum foerdern von ferromagnetischen werkstuecken | |
| EP3933347B1 (de) | Verfahren zur herstellung einer massverkörperung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19870831 |
|
| 17Q | First examination report despatched |
Effective date: 19890727 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19910218 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PROBST, WERNER Inventor name: LIST, HEINRICH |