EP0317498B1 - Flickstück zum Ausbessern von fehlerhaften Stellen im Holz - Google Patents
Flickstück zum Ausbessern von fehlerhaften Stellen im Holz Download PDFInfo
- Publication number
- EP0317498B1 EP0317498B1 EP88810679A EP88810679A EP0317498B1 EP 0317498 B1 EP0317498 B1 EP 0317498B1 EP 88810679 A EP88810679 A EP 88810679A EP 88810679 A EP88810679 A EP 88810679A EP 0317498 B1 EP0317498 B1 EP 0317498B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- patch
- flanks
- radius
- patch according
- incision
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000007547 defect Effects 0.000 title claims description 9
- 239000002023 wood Substances 0.000 claims description 19
- 230000001154 acute effect Effects 0.000 claims description 3
- 210000002105 tongue Anatomy 0.000 abstract description 11
- 230000002093 peripheral effect Effects 0.000 abstract description 7
- 238000003801 milling Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- 229920002522 Wood fibre Polymers 0.000 description 2
- 210000000941 bile Anatomy 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G1/00—Machines or devices for removing knots or other irregularities or for filling-up holes
Definitions
- the invention relates to a patch piece for repairing defective spots in the wood, which patch piece can be used in a recess in the wood corresponding to the shape of the patch piece and which has the shape of a section of a rotating body, which section seen from the side has the outline of a complete circular section and seen from above a boat-shaped outline.
- DE-A-645 283 shows a method for repairing timber, in which the defects are removed by cutting elongated cutouts and then patch pieces are inserted into the cutouts and fastened with the aid of an adhesive.
- the ends of the latter are provided with tongues and slots which fit into corresponding slots and tongues at the ends of the elongated wooden patch and, when the latter is pushed into the recesses, come into wedge engagement with one another.
- the patch piece described has side edges parallel to one another in its central region.
- DE-A-21 25 799 shows a boat-shaped patch piece, the flanks of which are flanked on both sides with a flank radius of 27 to 33 mm, the contact edge of the flanks lying on an arc.
- the patch has a length of 65 to 80 mm and a maximum width of 6 to 10 mm and a height of 10 to 17 mm.
- This shape largely corresponds to the usual resin bile. It is not possible to simply enlarge this patch to scale because it would become too long and too high. But there have been 15 and 20 mm wide patches on the market for a long time, which have a shape similar to the patch of DE-A-21 25 799, but are only about 80 mm long and 20 mm high.
- the patch piece should also be self-locking so that it does not fall out after being inserted into the recess.
- the object is achieved according to the invention in that the radially outer part of the production surface of the rotating body has an approximately triangular incision with the tip directed towards the axis of rotation, the depth of the incision corresponding to approximately half the radial height of the section.
- the triangular incision considerably reduces the height of the patch compared to a patch without such a groove.
- the height of the patch piece, or the depth of the necessary recess therefore need not be greater than in the case of a known boat-shaped patch piece, even with an increased width of the patch piece. Thanks to the triangular cut, the patch has pointed tongues at both ends when viewed from above.
- the section advantageously has curved flanks. This ensures that when the patch is inserted, it is held in the recess in a self-locking manner.
- the flanks of the walls delimiting the respective incision are also advantageously curved.
- the patch piece has pointed tongues seen from above, the flanks of which are curved. They therefore have a similar appearance to the fibers in the wood, so that the patch is hardly visible after inserting and reworking the surface of the wood.
- the crowning radii of the flanks of the Section and / or the respective incision are advantageously significantly smaller than the outer radius of the rotating body.
- the curvature radii of the flanks of the section and the flanks of the incision are advantageously kept the same size.
- the patch is advantageously proportioned such that the curvature radius of the flanks of the section and the flanks of the respective incision is approximately two fifths of the outer radius and that the origin of the respective curvature radius is at a location which is at a distance from the periphery which is Distance is about half of the respective crowning radius.
- the base of the respective incision expediently has a base radius of, for example, approximately 0.5 mm. This basic radius is particularly important for the recess in the milling cutter, as will be explained in more detail later.
- the outer radius is 80 to 120 mm, preferably 100 mm, the crowning radius 25 to 35 mm, preferably 30 mm, the height 9 to 17 mm, preferably 13 mm, the incision depth 4 to 8 mm , preferably 7 mm.
- the section viewed in cross section, could have flanks running at an acute angle to one another at least in the lower region. If, however, a self-clamping effect is to be achieved, the section, viewed in cross section, should have flank parts running practically parallel to one another in the upper region.
- Such an embodiment has the advantage that the tools for producing the patch pieces and the cutouts are somewhat simpler. Curved flanks are preferred.
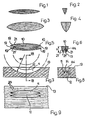
- FIGS. 1 and 2 show approximately to scale a known patch according to DE-A-21 25 799. This patch is particularly suitable for repairing resin bells of conventional size.
- Figures 3 and 4 show an approximately scale representation of a commercially available patch to repair particularly large defects in the wood.
- FIGS. 5 and 6 show an embodiment of a patch 10 according to the invention.
- the patch 10 is suitable for the repair of relatively wide imperfections in the wood.
- the patch 10 of FIGS. 5 and 6 can be inserted into a recess 11 in the wood 13 made at the location of the faulty location and corresponding to the shape of the patch (FIGS. 7 to 9).
- the patch piece 10 has the shape of a section of a rotating body. This is better illustrated in Figures 10 and 11. If a section of a rotating body 15 is mentioned here, then only the shape of the patch piece is described, but not its manufacture. It would be too expensive for mass production to first produce a rotating body and then to cut off a section. In practice, the patch 10 can be produced, for example, using the same method as that described for the manufacture of the known patch in DE-A-21 25 799.
- the patch piece 10 has the shape of a section of a rotating body 15 (FIGS. 10 and 11).
- the patch 10 has at least one incision in the form of a peripheral groove 17 of approximately triangular cross-section. Thanks to this triangular incision with the point directed towards the axis of rotation, the tongues 19 visible in FIG. 5 when viewed from above are produced.
- the patch piece 10 shown there has two such tongues 19 on each side. If there were n peripheral grooves, it would be on each side n + 1 of such tongues 19. It should be noted that the tongues 19 can be made quite pointed, so that their flanks 21 run similarly to the fibers 23 in the wood 13 (FIG. 9). This has the advantage that the patch 10 remains practically invisible after insertion in the wood 13.
- FIG. 11 shows, the section 10 seen from the side in the form of a segment of a circle with the radius R1.
- the outer and inner flanks 21, 21 ' are cambered, the curvature radius R2, R3 is much smaller than the outer radius R1 (Fig. 11) of the rotating body 15.
- the depth T of the groove 17 is substantially smaller than the height H of the section .
- the depth T of the groove 17 is about half the height H.
- the radius R2, R3 of the outer and / or inner flanks 21, 21 ' is about two-fifths of the outer radius R1.
- the origin of the respective radius R2, R3 is located approximately at a location which is at a distance D from the periphery which is approximately half the respective flank radius R2, R3.
- the bottom of the groove 17 is rounded with a base radius R4.
- the width B is advantageously approximately 15 mm, with two grooves 17 approximately 22 mm, with three grooves approximately 28 mm.
- the height H in the patch piece according to the invention can be kept smaller than in the known patch piece.
- the cutout 11 (FIG. 8) does not have to be as deep as in the previously known patch piece. There is therefore no risk of a hole being created on thin boards.
- a web 12 remains. This further contributes to the strength of the workpiece 13.
- the patch 10 according to FIGS. 5 and 6 has a substantially larger surface area than a previously known patch according to FIGS. 1 to 4.
- the larger surface of the patch 10 therefore also allows better gluing to the wood 13
- the toothing between the peripheral groove 17 and the web 12 contributes significantly to the strength of the workpiece provided with a patch.
- FIG. 12 shows an exemplary embodiment of a milling cutter 30 for producing a cutout 11 for a patch piece 10, which has a single peripheral groove 17.
- This milling cutter 30 consists of two disks 31, 33, the teeth 35, 37 of which overlap.
- the tooth 35 has a projection 39, and the tooth 37 has a projection 41.
- the profile is such that the web 12 formed in the recess 11 (FIGS. 8 and 9) has a rounded edge 14.
- the described design of the milling cutter 30 prevents a so-called thread, ie a wood fiber, from getting caught on the web 12, which could protrude into the recess 11 and be pinched when the patch piece 10 is inserted, which would impair a secure fit of the patch piece in the recess .
- FIG. 14 shows a patch piece 10 with a different cross section.
- the flanks 21 run at an acute angle to one another, while in the upper area the course of the flanks 21 is practically parallel.
- This configuration of the flanks 21 basically represents nothing other than a somewhat different crowning, with which a self-locking effect is achieved which prevents the patch from falling out of the recess in the wood after the patch is inserted.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Joining Of Building Structures In Genera (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Furniture Connections (AREA)
- Dowels (AREA)
Description
- Die Erfindung betrifft ein Flickstück zum Ausbessern von fehlerhaften Stellen im Holz, welches Flickstück in einer am Ort der fehlerhaften Stelle angebrachten, der Form des Flickstückes entsprechenden Ausnehmung im Holz einsetzbar ist und die Form eines Abschnitts eines Rotationskörpers aufweist, welcher Abschnitt von der Seite her gesehen den Umriss eines vollständigen Kreisabschnitts und von oben her gesehen einen schiffchen förmigen Umriss besitzt.
- Die DE-A-645 283 zeigt ein Verfahren zum Ausbessern von Bauhölzern, bei welchem die Fehlerstellen durch Einschneiden länglicher Aussparungen entfernt und dann Flickstücke in die Aussparungen eingesetzt und mit Hilfe eines Klebmittels befestigt werden. Beim Einschneiden der länglichen Aussparungen werden die Enden derselben mit Zungen und Schlitzen versehen, die in entsprechende Schlitze und Zungen an den Enden der länglichen Holzflicke hineinpassen und beim Hineindrücken derselben in die Aussparungen in Keileingriff miteinander geraten. Das beschriebene Flickstück weist in seinem mittleren Bereich zueinander parallele Seitenkanten auf. Zu diesem Flickstück wird in der DE-A-21 25 799 bemerkt: "Diese Gestaltung ist jedoch im Hinblick auf das Einpassen in die entsprechende Ausnehmung des Werkstückes nachteilig, weil hierdurch nicht in jedem Fall, z.B. beim Arbeiten des Holzes wie Schwinden oder Quellen, ein hinreichend genauer Formschluss zwischen Ausnehmung und Flickstück erreichbar ist. Dieses bekannte Flickstück weist ausserdem an seinen Längsenden mehrere spitz zulaufende Zinken auf, wodurch dessen Herstellung erschwert wird. Trotz dieser länglichen Ausführungsform ist dieses bekannte Flickstück auch insofern nicht zum Ausflicken von Harzgallen geeignet, als es nur für durch das Holz hindurchreichende Ausnehmungen vorgesehen ist und nicht die besondere Form der Harzgallen berücksichtigt."
- Die bereits zitierte DE-A-21 25 799 zeigt ein schiffchenförmiges Flickstück, dessen beiderseitigen Flanken jeweils bombiert mit einem Flankenradius von 27 bis 33 mm ausgebildet sind, wobei die Berührungskante der Flanken auf einem Kreisbogen liegt. Das Flickstück hat eine Länge von 65 bis 80 mm und eine grösste Breite von 6 bis 10 mm und eine Höhe von 10 bis 17 mm. Diese Formgebung entspricht weitgehend den üblich vorkommenden Harzgallen. Es ist nicht möglich, dieses Flickstück einfach massstäblich zu vergrössern, weil es dann zu lang und zu hoch würde. Es sind aber seit längerer Zeit 15 und 20 mm breite Flickstücke im Handel, welche eine ähnliche Formgebung wie das Flickstück der DE-A-21 25 799 aufweisen, aber nur etwa 80 mm lang und 20 mm hoch sind. Diese Flickstücke haben jedoch erhebliche Nachteile, wie dies ein Vergleich der Flickstückformen von Figur 1 und 3 zeigt. Das breitere Flickstück von Figur 3 ist notgedrungen wesentlich weniger spitzig als das Flickstück von Figur 1, welches den in der DE-A-21 25 799 angegebenen Abmessung entspricht. Da das breitere Flickstück weniger spitzig ist, ist die Flickstelle nach dem Einsetzen des Flickstücks in das Holz wesentlich besser sichtbar als beim schmalen Flickstück gemäss Figur 1. Da zudem das Flickstück nach Figur 3 und 4 relativ hoch ist, besteht die Gefahr, dass bei dünnen Brettern beim Herstellen der entsprechenden Aussparung ein Loch entsteht, so dass das Brett nach dem Einsetzen des Flickstücks nicht nur auf der Oberseite, sondern auch auf der Unterseite gehobelt werden muss. Zudem besteht die Gefahr, dass die Unterseite beim Durchbruch des Fräsers durch Ausbrechen von Holzfasern beschädigt wird. Es wäre zwar möglich, ein grosses Flickstück weniger hoch zu gestalten. Zu diesem Zweck müssten aber die Flanken des Flickstücks etwas weniger steil angeordnet werden. Sind aber die Flanken nicht genügend steil, so geht die selbstklemmende Wirkung verloren, welche die Flickstücke gemäss der DE-A-21 25 799 nach dem Einsetzen in die Aussparung am Herausfallen hindert.
- Es ist daher Aufgabe der vorliegenden Erfindung, ein Flickstück der eingangs erwähnten Art zu schaffen, das keine tiefe Aussparung benötigt, stets genau in die Aussparung passt und so dimensioniert werden kann, dass es sich auch zur Behebung von relativ breiten Fehlstellen eignet. Das Flickstück sollte auch selbstklemmend sein, so dass es nach dem Einsetzen in die Aussparung nicht wieder herausfällt.
- Hinsichtlich der Ausbildung des Flickstückes wird die Aufgabe erfindungsgemäss dadurch gelöst, dass der radial aussen liegende Teil der Erzeugefläche des Rotationskörpers einen etwa dreieckförmigen Einschnitt mit auf die Rotationsachse gerichteter Spitze besitzt, wobei die Tiefe des Einschnitts etwa der Hälfte der radialen Höhe des Abschnitts entspricht. Durch den dreieckförmigen Einschnitt wird die Höhe des Flickstücks im Vergleich zu einem Flickstück ohne solche Rille erheblich vermindert. Die Höhe des Flickstücks, bzw. die Tiefe der nötigen Aussparung, braucht daher auch bei einer erhöhten Breite des Flickstücks nicht grösser zu sein als beim vorbekannten schiffchenförmigen Flickstück. Dank des dreieckförmigen Einschnitts weist das Flickstück von oben gesehen an beiden Enden spitzige Zungen auf. Die Konturen dieser Zungen sind ähnlich wie der Faserverlauf im Holz, so dass das Flickstück nach dem Einsetzen und Ueberarbeiten der Oberfläche kaum sichtbar ist. Da die Tiefe des dreieckförmigen Einschnitts etwa die Hälfte der Höhe des Flickstücks beträgt, besteht keine Gefahr, dass das Flickstück auseinander brechen kann.
- Der Abschnitt weist vorteilhaft bombierte Flanken auf. Dadurch wird erreicht, dass beim Einsetzen des Flickstücks dieses selbstklemmend in der Aussparung festgehalten wird. Vorteilhaft sind auch die Flanken der den jeweiligen Einschnitt begrenzenden Wandungen bombiert. Daraus ergibt sich, dass das Flickstück von oben gesehen spitzige Zungen aufweist, deren Flanken gekrümmt verlaufen. Sie haben daher ein ähnliches Aussehen wie die Fasern im Holz, so dass das Flickstück nach dem Einsetzen und Ueberarbeiten der Oberfläche des Holzes kaum sichtbar ist. Der Bombierungsradien der Flanken des Abschnitts und/oder des jeweiligen Einschnitts sind vorteilhaft wesentlich kleiner als der Aussenradius des Rotationskörpers. Dabei werden vorteilhaft die Bombierungsradien der Flanken des Abschnitts und der Flanken des Einschnitts gleich gross gehalten. Dies ergibt eine symmetrische Form der jeweiligen Zunge, was ebenfalls dazu beiträgt, das Flickstück nach dem Einsetzen in das Holz praktisch unsichtbar zu machen. Das Flickstück ist vorteilhaft so proportioniert, dass der Bombierungsradius der Flanken des Abschnitts und der Flanken des jeweiligen Einschnitts etwa zwei Fünftel des Aussenradius beträgt und dass der Ursprung des jeweiligen Bombierungsradius sich an einem Ort befindet, der in einem Abstand von der Peripherie entfernt ist, welcher Abstand etwa die Hälfte des jeweiligen Bombierungsradius beträgt.
- Zweckmässigerweise besitzt der Grund des jeweiligen Einschnitts einen Grundradius von beispielsweise etwa 0,5 mm. Dieser Grundradius ist vor allem beim Fräser für die Ausnehmung von Bedeutung, wie dies später noch näher erläutert werden wird.
- Bei einer vorteilhaften Dimensionierung eines Flickstücks für relativ grosse Harzgallen beträgt der Aussenradius 80 bis 120 mm, vorzugsweise 100 mm, der Bombierungsradius 25 bis 35 mm, vorzugsweise 30 mm, die Höhe 9 bis 17 mm, vorzugsweise 13 mm, die Einschnittiefe 4 bis 8 mm, vorzugsweise 7 mm.
- Statt bombierte Flanken könnte der Abschnitt, im Querschnitt gesehen, mindestens im unteren Bereich in einem spitzen Winkel zueinander verlaufende Flanken aufweisen. Wenn aber eine selbstklemmende Wirkung erzielt werden soll, müsste der Abschnitt, im Querschnitt gesehen, im oberen Bereich praktisch parallel zueinander verlaufende Flankenteile aufweisen. Eine solche Ausgestaltung hat den Vorteil, dass die Werkzeuge zur Herstellung der Flickstücke und der Aussparungen etwas einfacher sind. Bombierte Flanken werden jedoch bevorzugt.
- Ausführungsbeispiele der Erfindung werden unter Bezugnahme auf die Figuren 5 bis 17 beschrieben. Die Figuren 1 bis 4 betreffen vorbekannte Flickstücke. Es zeigt:
- Figur 1 ein vorbekanntes Flickstück gemäss der DE-A-21 25 799,
- Figur 2 eine Seitenansicht des Flickstücks von Figur 1,
- Figur 3 ein im Handel erhältliches vorbekanntes Flickstück zum Ausbessern von grossen Fehlstellen,
- Figur 4 eine Seitenansicht des Flickstücks von Figur 3,
- Figur 5 ein Flickstück gemäss einem Ausführungsbeispiel der Erfindung,
- Figur 6 eine Seitenansicht des Flickstücks von Figur 5,
- Figur 7 einen Längsschnitt durch eine Aussparung, in welche das Flickstück einzusetzen ist,
- Figur 8 einen Querschnitt durch die Aussparung von Figur 7 entlang der Linie VIII-VIII,
- Figur 9 eine Draufsicht auf die Aussparung von Figur 5,
- Figur 10 einen Schnitt durch einen Rotationskörper zur Erklärung der geometrischen Form des Flickstücks gemäss den Figuren 5 und 6,
- Figur 11 eine Seitenansicht eines Flickstücks, das einen Abschnitt des Rotationskörpers von Figur 10 darstellt,
- Figur 12 ein Ausführungsbeispiel eines Fräsers zur Herstellung einer Aussparung gemäss den Figuren 7 bis 9,
- Figur 13 ein Ausführungsbeispiel eines Fräsers zur Herstellung einer Aussparung für ein Flickstück mit zwei Rillen,
- Figur 14 ein weiteres Ausführungsbeispiel eines Flickstücks im Schnitt.
- Wie bereits einleitend ausgeführt wurde,zeigen Figur 1 und 2 ungefähr massstäblich ein bekanntes Flickstück gemäss der DE-A-21 25 799. Dieses Flickstück eignet sich besonders zum Ausbessern von Harzgallen üblicher Grösse.
- Die Figuren 3 und 4 zeigen in ungefähr massstäblicher Darstellung ein im Handel erhältliches Flickstück zum Ausbessern von besonders grossen Fehlstellen im Holz.
- Die Figuren 5 und 6 zeigen ein Ausführungsbeispiel eines Flickstückes 10 gemäss der Erfindung. In der gezeigten Grösse eignet sich das Flickstück 10 zum Ausbessern von relativ breiten fehlerhaften Stellen im Holz. Es wäre aber auch möglich, das Flickstück mit der Formgebung gemäss den Figuren 5 und 6 schmal wie das Flickstück von Figur 1 und 2 und sogar noch etwas kürzer auszugestalten, um relativ kleine Fehlstellen auszubessern.
- Das Flickstück 10 von Figuren 5 und 6 ist in eine am Ort der fehlerhaften Stelle angebrachten, der Form des Flickstücks entsprechenden Ausnehmung 11 im Holz 13 einsetzbar (Figuren 7 bis 9).
- Betrachtet man nun die Formgebung des Flickstücks 10, so ist ersichtlich, dass es die Form eines Abschnitts eines Rotationskörpers besitzt. Dies wird in den Figuren 10 und 11 besser veranschaulicht. Wenn hier von einem Abschnitt eines Rotationskörpers 15 die Rede ist, so wird damit lediglich die Form des Flickstücks beschrieben, nicht aber dessen Herstellung. Für die Massenfertigung wäre es zu aufwendig, zuerst einen Rotationskörper herzustellen, um dann einen Abschnitt abzutrennen. Die Herstellung des Flickstücks 10 kann in der Praxis beispielsweise mit dem gleichen Verfahren erfolgen, wie es zur Herstellung des vorbekannten Flickstücks in der DE-A-21 25 799 beschrieben ist.
- Wie bereits erwähnt wurde, weist das Flickstück 10 die Form eines Abschnitts eines Rotationskörpers 15 (Fig. 10 und 11) auf. Das Flickstück 10 besitzt mindestens einen Einschnitt in Form einer peripheren Rille 17 von etwa dreieckförmigem Querschnitt. Dank diesem dreieckförmigen Einschnitt mit auf die Rotationsachse gerichteter spitze entstehen die in Figur 5 bei der Ansicht von oben sichtbaren Zungen 19. Das dort gezeigte Flickstück 10 besitzt auf jeder Seite zwei solcher Zungen 19. Wären n periphere Rillen vorhanden, so wären es auf jeder Seite n+1 solcher Zungen 19. Es ist zu beachten, dass die Zungen 19 recht spitzig gestaltet werden können, so dass deren Flanken 21 ähnlich verlaufen wie die Fasern 23 im Holz 13 (Fig. 9). Dies hat den Vorteil, dass das Flickstück 10 nach dem Einsetzen im Holz 13 praktisch unsichtbar bleibt.
- Wie Figur 11 zeigt, hat der Abschnitt 10 von der Seite her gesehen die Form eines Kreissegments mit dem Radius R₁. Die äusseren und inneren Flanken 21, 21′ sind bombiert ausgebildet, wobei der Bombierungsradius R₂, R₃ wesentlich kleiner ist als der Aussenradius R₁ (Fig. 11) des Rotationskörpers 15. Die Tiefe T der Rille 17 ist wesentlich kleiner als die Höhe H des Abschnitts. Die Tiefe T der Rille 17 beträgt etwa die Hälfte der Höhe H. Der Radius R₂, R₃ der äusseren und/ oder inneren Flanken 21, 21′ beträgt etwa zwei Fünftel des Aussenradius R₁. Der Ursprung des jeweiligen Radius R₂, R₃ befindet sich etwa an einem Ort, der in einem Abstand D von der Peripherie entfernt ist, der etwa die Hälfte des jeweiligen Flankenradius R₂, R₃ beträgt. Der Grund der Rille 17 ist mit einem Grundradius R₄ gerundet.
- Bei der geschilderten Formgebung ergibt sich beim Einsetzen des Flickstücks in die Ausnehmung 11 im Holz 13 eine gute Keilwirkung, so dass das Flickstück genau in die Ausnehmung 11 passt und darin selbstklemmend festsitzt, ohne dass irgendwelche Spannmittel notwendig wären. Es genügt also, das Flickstück mit Leim zu bestreichen und mit einem sanften Schlag in die Aussparung 11 einzusetzen. Für ein Flickstück zum Ausbessern von relativ grossen Fehlstellen haben sich folgende Abmasse bewährt:
- Aussenradius R₁
- 80 bis 120 mm, vorzugsweise 100 mm
- Flankenradius R₂
- 25 bis 35 mm, vorzugsweise 30 mm
- Flankenradius R₃
- 25 bis 35 mm, vorzugsweise 30 mm
- Grundradius R₄
- 0,5 mm
- Höhe H
- 9 bis 17 mm, vorzugsweise 13 mm
- Rillentiefe T
- 4 bis 8 mm, vorzugsweise 7 mm
- Abstand D von der
- 13 bis 17 mm, vorzugsweise 15 mm
- Peripherie
- Für ein Flickstück mit einer Rille 17 beträgt die Breite B vorteilhaft etwa 15 mm, mit zwei Rillen 17 etwa 22 mm, mit drei Rillen etwa 28 mm.
- Vergleicht man nun das Flickstück gemäss dem Ausführungsbeispiel der Erfindung in Figur 6 mit dem vorbekannten Flickstück von Figur 4, so ist ersichtlich, dass die Höhe H beim erfindungsgemäss Flickstück kleiner gehalten werden kann als beim vorbekannten Flickstück. Dies wiederum hat zur Folge, dass die Aussparung 11 (Fig. 8) nicht so tief sein muss wie beim vorbekannten Flickstück. Es besteht daher nicht die Gefahr, dass bei dünnen Brettern ein Loch entsteht. Ganz im Gegenteil, es bleibt ein Steg 12 stehen. Dieser trägt weiter zur Festigkeit des Werkstücks 13 bei. Das Flickstück 10 gemäss den Figuren 5 und 6 besitzt dank der peripheren Rille 17 bezogen auf das Volumen eine wesentlich grössere Oberfläche als ein vorbekanntes Flickstück gemäss den Figuren 1 bis 4. Die grössere Oberfläche des Flickstücks 10 gestattet daher auch eine bessere Verleimung mit dem Holz 13. Zusammenfassend kann also gesagt werden, dass die Verzahnung zwischen peripherer Rille 17 und dem Steg 12 wesentlich zur Festigkeit des mit einem Flickstück versehenen Werkstücks beiträgt.
- Figur 12 zeigt ein Ausführungsbeispiel eines Fräsers 30 zur Herstellung einer Aussparung 11 für ein Flickstück 10, welches eine einzige periphere Rille 17 aufweist. Dieser Fräser 30 besteht aus zwei Scheiben 31, 33,deren Zähne 35, 37 sich überlappen. Der Zahn 35 besitzt einen Vorsprung 39, und der Zahn 37 besitzt einen Vorsprung 41. Das Profil ist dabei so, dass der in der Aussparung 11 (Fig. 8 und 9) entstehende Steg 12 eine gerundete Kante 14 aufweist. Die beschriebene Ausbildung des Fräsers 30 verhindert, dass am Steg 12 ein sogenannter Faden, d.h. eine Holzfaser, hängenbleibt, der in die Aussparung 11 ragen könnte und beim Einsetzen des Flickstücks 10 eingeklemmt werden könnte, was einen sicheren Sitz des Flickstücks in der Aussparung beeinträchtigen würde.
- Beim Ausführungsbeispiel von Figur 13 eines Fräsers 30′ sind wiederum zwei Scheiben 31, 33 vorgesehen. Dazwischen befindet sich eine weitere Scheibe 32. Die Scheibe 32 weist Zähne 36 mit seitlichen Vorsprüngen 39′, 41′ auf, die mit den Vorsprüngen 39, 41 der anderen Scheiben überlappen. Mit dem Fräser von Figur 13 können Aussparungen für Flickstücke mit zwei peripheren Rillen gefertigt werden.
- Es ist dem Fachmann ersichtlich, dass verschiedene andere Ausführungsformen der Erfindung möglich sind, ohne vom Grundgedanken der Erfindung abzuweichen. Bereits erwähnt wurde, dass auch ein Flickstück mit mehr als einer Rille 17 möglich ist. Weiter ist es möglich, der Rille 17 einen etwas anderen Querschnitt zu geben. Auch die äussere Formgebung kann anders gestaltet werden. So zeigt beispielsweise Figur 14 ein Flickstück 10 mit einem anderen Querschnitt. Im unteren Bereich laufen die Flanken 21 in einem spitzen Winkel zueinander, währenddem im oberen Bereich der Verlauf der Flanken 21 praktisch parallel ist. Diese Ausgestaltung der Flanken 21 stellt grundsätzlich nichts anderes dar als eine etwas andere Bombierung, mit welcher eine selbstklemmende Wirkung erzielt wird, die nach dem Einsetzen des Flickstücks ein Herausfallen aus der Ausnehmung im Holz verhindert.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88810679T ATE64117T1 (de) | 1987-10-27 | 1988-10-03 | Flickstueck zum ausbessern von fehlerhaften stellen im holz. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH4208/87 | 1987-10-27 | ||
| CH420887 | 1987-10-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0317498A2 EP0317498A2 (de) | 1989-05-24 |
| EP0317498A3 EP0317498A3 (en) | 1989-09-20 |
| EP0317498B1 true EP0317498B1 (de) | 1991-06-05 |
Family
ID=4271809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88810679A Expired - Lifetime EP0317498B1 (de) | 1987-10-27 | 1988-10-03 | Flickstück zum Ausbessern von fehlerhaften Stellen im Holz |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0317498B1 (de) |
| AT (1) | ATE64117T1 (de) |
| DE (1) | DE3863168D1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010018718A1 (de) | 2010-04-29 | 2011-11-03 | Holz Wieser Gmbh | Holzstück zum Ausbessern von Kantenfehlern an Bauteilen aus Holz bzw. Holzwerkstoff |
| EP2476523A1 (de) | 2011-01-13 | 2012-07-18 | Gerhard Göritzer | Holzflickteil zur Ausbesserung von Fehlstellen in Holzbauteilen |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9014626U1 (de) * | 1990-10-22 | 1991-01-17 | Felbauer, Wilhelm, Wolfern | Ausbessern von Holzwerkstücken |
| AT79U1 (de) * | 1994-05-17 | 1995-01-25 | Grafl Johann Grafl Johann | Holzlamelle |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2217311A (en) * | 1933-04-21 | 1940-10-08 | Worth C Goss | Lumber |
| US1973757A (en) * | 1933-04-21 | 1934-09-18 | Carlisle Lumber Company | Woodworking machine |
| US1995505A (en) * | 1933-05-09 | 1935-03-26 | Carlisle Lumber Company | Pocket routing machine |
| CH524440A (de) * | 1970-06-05 | 1972-06-30 | Bieli Paul | Verfahren zur Herstellung von Harzgallenflicken in Holzstücken und Einrichtung zur Durchführung des Verfahrens |
-
1988
- 1988-10-03 EP EP88810679A patent/EP0317498B1/de not_active Expired - Lifetime
- 1988-10-03 AT AT88810679T patent/ATE64117T1/de not_active IP Right Cessation
- 1988-10-03 DE DE8888810679T patent/DE3863168D1/de not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010018718A1 (de) | 2010-04-29 | 2011-11-03 | Holz Wieser Gmbh | Holzstück zum Ausbessern von Kantenfehlern an Bauteilen aus Holz bzw. Holzwerkstoff |
| DE102010018718B4 (de) * | 2010-04-29 | 2013-07-11 | Holz Wieser Gmbh | Holzstück zum Ausbessern von Kantenfehlern an Bauteilen aus Holz bzw. Holzwerkstoff |
| EP2476523A1 (de) | 2011-01-13 | 2012-07-18 | Gerhard Göritzer | Holzflickteil zur Ausbesserung von Fehlstellen in Holzbauteilen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0317498A2 (de) | 1989-05-24 |
| ATE64117T1 (de) | 1991-06-15 |
| DE3863168D1 (de) | 1991-07-11 |
| EP0317498A3 (en) | 1989-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2805071C2 (de) | Schraube | |
| DE3308755C2 (de) | ||
| DE69200308T2 (de) | Schraube, insbesondere Schraubdübel mit hohlem Schaft für weiches Material. | |
| CH695440A5 (de) | Längenverstellbarer Platzhalter zum Einsetzen zwischen zwei Wirbelkörper. | |
| EP0715835B1 (de) | Verankerungsschaft für eine Gelenkendoprothese | |
| EP1129297A1 (de) | Korrosionsfeste schraube mit schneideinsatz | |
| DE2000835A1 (de) | Anschlag zur Bohrtiefeneinstellung | |
| EP0866186B1 (de) | Verbindungsvorrichtung und Verwendung der Verbindungsvorrichtung | |
| EP0787511A1 (de) | Halteteile, insbesondere Befestigungsplatte, zur Halterung von Bindungen an Snowboards oder dergleichen | |
| EP0317498B1 (de) | Flickstück zum Ausbessern von fehlerhaften Stellen im Holz | |
| DE3821611C2 (de) | ||
| DE3719758C2 (de) | ||
| DE3530296C2 (de) | Bohrwerkzeug zum Herstellen von Wandausnehmungen | |
| DE3443834A1 (de) | Beschlag zum loesbaren verbinden zweier bauteile | |
| DE19936133C2 (de) | Knochenplatte aus Kunststoff | |
| EP0157157B1 (de) | Falz- oder Nutenfräser für die Holz- oder Kunststoffbearbeitung | |
| DE1288367B (de) | Zylindrischer Kunststoffduebel | |
| DE69835457T2 (de) | Refinerplatten für die papierherstellung und herstellungsverfahren | |
| DE3626172A1 (de) | Selbstschneidender gewindeeinsatz | |
| DE1950037C3 (de) | Schneidwerkzeug für die spanabhebende Bearbeitung | |
| EP0211802B1 (de) | Ankerhülse | |
| DE69005046T2 (de) | Dynamisch eingespanntes Hobelwerkzeug und Verfahren zu seiner Herstellung. | |
| DE2028452A1 (de) | Bauteil aus Holz mit ausgeflickten Asten oder Fehlerstellen | |
| CH351390A (de) | Kreissägeblatt und Verfahren zum Herstellen desselben | |
| DE8304110U1 (de) | Kreissägenblatt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE FR LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE FR LI SE |
|
| 17P | Request for examination filed |
Effective date: 19891030 |
|
| 17Q | First examination report despatched |
Effective date: 19900105 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19910605 Ref country code: FR Effective date: 19910605 |
|
| REF | Corresponds to: |
Ref document number: 64117 Country of ref document: AT Date of ref document: 19910615 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3863168 Country of ref document: DE Date of ref document: 19910711 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20060921 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20061018 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20061130 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071031 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080501 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071003 |