EP0344117A2 - Verfahren und Vorrichtung zum Walzen von Nuten in Einsteckenden von Werkzeugen - Google Patents
Verfahren und Vorrichtung zum Walzen von Nuten in Einsteckenden von Werkzeugen Download PDFInfo
- Publication number
- EP0344117A2 EP0344117A2 EP89810372A EP89810372A EP0344117A2 EP 0344117 A2 EP0344117 A2 EP 0344117A2 EP 89810372 A EP89810372 A EP 89810372A EP 89810372 A EP89810372 A EP 89810372A EP 0344117 A2 EP0344117 A2 EP 0344117A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- grooves
- insertion end
- segments
- axial direction
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 16
- 238000005096 rolling process Methods 0.000 title abstract description 14
- 238000003780 insertion Methods 0.000 claims abstract description 44
- 230000037431 insertion Effects 0.000 claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 claims abstract description 8
- 238000005553 drilling Methods 0.000 claims abstract description 3
- 239000000463 material Substances 0.000 description 7
- 230000009467 reduction Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K5/00—Making tools or tool parts, e.g. pliers
- B21K5/02—Making tools or tool parts, e.g. pliers drilling-tools or other for making or working on holes
- B21K5/10—Forming drill-bit shanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H7/00—Making articles not provided for in the preceding groups, e.g. agricultural tools, dinner forks, knives, spoons
- B21H7/18—Making articles not provided for in the preceding groups, e.g. agricultural tools, dinner forks, knives, spoons grooved pins; Rolling grooves, e.g. oil grooves, in articles
- B21H7/187—Rolling helical or rectilinear grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/44—Making machine elements bolts, studs, or the like
- B21K1/54—Making machine elements bolts, studs, or the like with grooves or notches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H7/00—Making articles not provided for in the preceding groups, e.g. agricultural tools, dinner forks, knives, spoons
- B21H7/18—Making articles not provided for in the preceding groups, e.g. agricultural tools, dinner forks, knives, spoons grooved pins; Rolling grooves, e.g. oil grooves, in articles
Definitions
- the invention relates to a forming process, in particular for the production of drilling and chiseling tools, with a grooved insertion end.
- Tools such as those produced by means of a forming process of the aforementioned type are known, for example, from DE-PS 2 551 125 and are used in particular for stone processing.
- the tools are inserted into a receptacle of a drive device, this receptacle having fixed or radially disengageable locking elements which engage in a form-fitting manner in the grooves of the insertion end of the tools. Torque can be transmitted to the tool via these locking elements and the tool can be prevented from being ejected from the receptacle.
- the form-fitting holder in the receptacle grooves of the insertion end can be produced in different ways.
- This machining production has the disadvantages known per se, such as a high expenditure of time and unfavorable influencing of the material by interrupting the fiber course.
- the further known embossing method according to DE-OS 3 015 893 was also not able to completely eliminate the disadvantages, particularly with regard to expenditure of time.
- due to the high forces occurring in this forming process a relatively large expenditure on equipment is required.
- the invention has for its object to provide a forming process that enables simple and efficient production of the grooves in the insertion ends of tools.
- this is achieved in that the grooves are rolled into the insertion end by means of segments that roll in the axial direction at the insertion end.
- the grooves are continuously produced during the rolling of the segments, which on the one hand requires smaller forming forces and on the other hand enables the material to flow better.
- This flow of the material results in a favorable fiber orientation of the material in the area of the insertion end.
- the rolling of the grooves can be done from the free end of the insertion end or from the opposite end, ie directly to the solid.
- the grooves are expediently rolled to the full depth in one pass. This rolling of the grooves to the full depth is made possible in particular by the continuous shaping of the material and the lower power requirement compared to a pure stamping process. Rolling the grooves in one pass enables efficient production and a high surface quality in the area of the longitudinal grooves.
- the grooves can have a longitudinal extent extending in the longitudinal direction or in the circumferential direction of the insertion end.
- a device for carrying out the method according to the invention is advantageously characterized in that the segments are arranged so as to be pivotable about an axis which is substantially perpendicular to the axial direction of the insertion end.
- the segments When swiveling the segments around to the axial direction of the insertion end of the axis, which is essentially vertical, the segments roll in the axial direction at the insertion end.
- the relative movement between the segments and the insertion end can be brought about by axially displacing the axis of the segments or by a feed movement of the insertion end.
- the segments are expediently arranged on a lever which is rotatably mounted about an axis which is essentially perpendicular to the axial direction of the insertion end.
- the segments can be releasably connected to the lever and can therefore be easily replaced.
- the lever is preferably designed with two arms with an actuating arm protruding from the segment.
- a working cylinder is advantageously provided for rotating the lever.
- the working cylinder can be operated for example by means of compressed air or expediently by means of a hydraulic fluid. Since relatively high forces are necessary with a relatively short path, hydraulically operated cylinders are particularly suitable as working cylinders, which also enable good synchronization of several cylinders to be actuated simultaneously.
- the device shown in FIGS. 1 to 4 for producing an insertion end 1 has segments 2 which are arranged on a lever 3.
- the lever 3 is rotatably mounted about an axis 4 which is substantially perpendicular to the axial direction of the insertion end 1.
- the levers 3 have two arms and are connected to a push rod 6 at the end opposite the segments 2 by means of bolts 5.
- the push rod 6 is connected via a ball head 6a to an annular piston 7 which can be displaced in a working cylinder 8 in the axial direction of the insertion end 1.
- the ring piston 7 is displaced by means of a hydraulic fluid 9, which is supplied to the working cylinder 8 via a connecting piece 10.
- the insertion end 1 is fed between the segments 2. Due to the symmetrical arrangement of the segments 2, the insertion end 1 is centered at the same time.
- the annular piston 7 is now moved into the end position shown in FIG. 2.
- the segments 2 connected to the levers 3 roll in the axial direction at the insertion end 1 and roll grooves 1a into the surface of the insertion end 1.
- the levers 3 are rotated about the axis 4 by the annular piston 7 via the push rod 6.
- the insertion end 1 is released and the levers 3 can be rotated back into the starting position shown in FIG. 1 by the annular piston 7.
- the device is in turn ready for the production of the grooves 1a at a further insertion end 1.
- a total of four segments 2 connected with levers 3 are arranged over the circumference of the insertion end 1.
- the levers 3 are connected to consoles 11 via the axes 4.
- the brackets 11 are attached to a face plate 12, not shown in FIGS. 1 and 2. Instead of four brackets 11, however, two, three or six brackets 11 can also be arranged on the face plate 12.
- the insertion end 1 is surrounded by the segments 2 over the entire circumference. This ensures that a precise cross section of the insertion end 1 is achieved when rolling the grooves 1a.
- the grooves 1a on the groove base are provided with a profile 1b which has stop surfaces 1c which act essentially in the axial direction.
- the profiling 1b is rolled into the surface of the insertion end 1 simultaneously with the grooves 1a by the segments 2 arranged on the lever 3.
- the segments 2 are provided with a counter-profile 2a corresponding to the profile 1b.
- the profiling 1b prevents an excessive change in length of the insertion end when rolling the grooves 1a and thereby enables the formation of an angular profile of the insertion end 1. A cross-sectional change resulting from the change in length of the insertion end 1 is thereby avoided.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Agronomy & Crop Science (AREA)
- Forging (AREA)
- Metal Rolling (AREA)
- Milling Processes (AREA)
- Processing Of Terminals (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
- Nonmetallic Welding Materials (AREA)
- Blast Furnaces (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Abstract
Description
- Die Erfindung betrifft ein Umformungsverfahren, insbesondere zur Herstellung von Bohr- und Meisselwerkzeugen, mit einem Nuten aufweisenden Einsteckende.
- Werkzeuge, wie sie mittels einem Umformungsverfahren der vorgenannten Art hergestellt werden, sind beispielsweise aus der DE-PS 2 551 125 bekannt und werden insbesondere für die Gesteinsbearbeitung verwendet. Zu diesem Zweck werden die Werkzeuge in eine Aufnahme eines Antriebsgerätes eingesetzt, wobei diese Aufnahme feststehende oder radial ausrückbare Verriegelungselemente aufweist, die formschlüssig in die Nuten des Einsteckendes der Werkzeuge eingreifen. Ueber diese Verriegelungselemente kann einerseits ein Drehmoment auf das Werkzeug übertragen und andererseits ein Herausstossen des Werkzeuges aus der Aufnahme verhindert werden.
- Die genannten, der formschlüssigen Halterung in der Aufnahme dienenden Nuten des Einsteckendes sind auf verschiedene Arten herstellbar. So ist es beispielsweise bekannt, die Nuten spanabhebend herzustellen. Diese spanabhebende Herstellung weist die an sich bekannten Nachteile, wie hoher Zeitaufwand und ungünstige Beeinflussung des Werkstoffes durch Unterbrechung des Faserverlaufes auf. Das weiterhin bekannte Prägeverfahren entsprechend DE-OS 3 015 893 konnte die Nachteile insbesondere hinsichtlich Zeitaufwand ebenfalls nicht vollumfänglich beseitigen. Darüber hinaus ist aufgrund der bei diesem Umformungsverfahren auftretenden hohen Kräfte ein relativ grosser apparativer Aufwand erforderlich.
- Der Erfindung liegt die Aufgabe zugrunde, ein Umformungsverfahren zu schaffen, das eine einfache und rationelle Herstellung der Nuten in Einsteckenden von Werkzeugen ermöglicht.
- Gemäss der erfindung wird dies dadurch erreicht, dass die Nuten mittels sich in Achsrichtung am Einsteckende abwälzenden Segmenten in das Einsteckende eingewalzt werden.
- Durch das erfindungsgemässe Verfahren werden die Nuten beim Abwälzen der Segmente kontinuierlich hergestellt, was einerseits kleinerer Umformkräfte bedarf und andererseits ein besseres Fliessen des Werkstoffes ermöglicht. Dieses Fliessen des Werkstoffes ergibt einen günstigen Faserverlauf des Werkstoffes im Bereich des Einsteckendes. Das Walzen der Nuten kann vom freien Ende des Einsteckendes oder vom ent gegengesetzten Ende her, dh direkt ins Volle erfolgen.
- Die Nuten werden zweckmässigerweise in einem Durchgang auf die volle Tiefe Eingewalzt. Dieses Einwalzen der Nuten auf die volle Tiefe wird insbesondere durch die kontinuierliche Umformung des Werkstoffes und den gegenüber einem reinen Prägevorgang geringeren Kraftbedarf ermöglicht. Das Einwalzen der Nuten in einem Durchgang ermöglicht eine rationelle Fertigung und eine hohe Oberflächengüte im Bereich der Längsnuten. Die Nuten können eine in Längsrichtung oder in Umfangsrichtung des Einsteckendes verlaufende Längserstreckung aufweisen.
- Bei der Herstellung des Einsteckendes werden vorteilhaft mehrere Nuten gleichzeitig eingewalzt. Durch das gleichzeitige Einwalzen mehrerer symmetrisch angeordneter Nuten können die beim Walzen entstehenden seitlichen Kräfte ausgeglichen werden. Werden alle Nuten gleichzeitig eingewalzt, so können nachträgliche Querschnittsveränderungen der bereits hergestellten Nuten vermieden werden. Aus der Sicht der Anordnung der Nuten sind dem Verfahren keine Grenzen gesetzt. So können beispielsweise zwei Nuten einander diametral gegenüberliegen oder es können drei symmetrisch verteilt angeordnete Nuten vorgesehen sein. Anstelle von einzelnen axialen Nuten können auch ganze Gruppen von beispielsweise axial hintereinander angeordneten Nuten in das Einsteckende eingewalzt werden.
- Es hat sich gezeigt, dass bei der Anordnung von relativ vielen, über den Umfang verteilten Nuten auch eine Längenänderung des Einsteckendes stattfindet. Diese Längenänderung tritt insbesondere ab drei Nuten massgebend in Erscheinung und hat zur Folge, dass der Querschnitt des Einsteckendes insbesondere an den Uebergängen zu den Nuten eine Reduzierung erfährt. Diese Reduzierung wirkt sich dahingehend nachteilig aus, dass sich die zum Uebertragen des Drehmomentes erforderliche, im wesentlichen radial verlaufende Fläche der Nuten reduziert, so dass die verbleibenden Wandungsteile der Nuten eine Ueberbeanspruchung erfahren und dadurch ein vorzeitiger Verschleiss sowohl an den Einsteckenden als auch an den aufnahmeseitigen Verriegelungselementen auftritt. Unter der Voraussetzung, dass eine solche nachteilige Querschnittsreduzierung nur durch Unterbindung der Längenänderung vermieden werden kann, wird gemäss einer weiteren Ausführungsform der Erfindung vorgeschlagen, bei wenigstens einem Teil der Nuten am Nutengrund eine Profilierung mit im wesentlichen in Achsrichtung wirkenden Anschlagflächen einzuwalzen. Eine solche Profilierung schafft während dem Abwälzvorgang zwischen Segment und Einsteckende eine Art momentanen Formschluss, welcher ein Fliessen des Werkstoffes in Längsrichtung dank der in Achsrichtung wirkenden Anschlagflächen der Profilierung blockiert. Der Werkstoff wird damit gezwungen, auch bei einer durch Anordnung einer Vielzahl von Nuten hervorgerufenen starken Verformung radial ausreichend zu fliessen, so dass selbst im Bereich der Uebergänge zu den Nuten keine Querschnittsreduzierungen auftreten. Anstelle einer Profilierung am Nutengrund kann das Werkstück beispielsweise auch durch axiale Anschläge eingespannt und beim Walzen der Nuten somit in seiner Längenausdehnung begrenzt werden.
- Eine Vorrichtung zur Durchführung des erfindungsgemässen Verfahrens zeichnet sich vorteilhaft dadurch aus, dass die Segmente um eine zur Achsrichtung des Einsteckendes im wesentlichen senkrecht stehende Achse schwenkbar angeordnet sind. Beim Schwenken der Segmente um die zur Achsrichtung des Einsteckendes im wesentlichen senkrecht stehende Achse wälzen sich die Segmente somit in Achsrichtung am Einsteckende ab. Die Relativbewegung zwischen den Segmenten und dem Einsteckende kann durch axiales verschieben der Achse der Segmente oder durch eine Vorschubbewegung des Einsteckendes zustande kommen.
- Die Segmente sind zweckmässigerweise an einem um eine zur Achsrichtung des Einsteckendes im wesentlichen senkrecht stehende Achse drehbar gelagerten Hebel angeordnet. Die Segmente können mit dem Hebel lösbar verbunden und somit leicht auswechselbar sein. Der Hebel ist vorzugsweise zweiarmig mit einem vom Segment wegragenden Betätigungsarm ausgebildet.
- Für das Verdrehen des Hebels ist vorteilhaft ein Arbeitszylinder vorgesehen. Der Arbeitszylinder kann beispielsweise mittels Druckluft oder zweckmässigerweise mittels einer hydraulischen Flüssigkeit betrieben werden. Da bei relativ geringem Weg verhältnismässig hohe Kräfte notwendig sind, eignen sich als Arbeitszylinder insbesondere hydraulisch betriebene Zylinder, welche auch einen guten Gleichlauf mehrerer gleichzeitig miteinander zu betätigender Zylinder ermöglichen.
- Die Erfindung soll nachstehend anhand der sie beispielsweise wiedergebenden Zeichnungen näher erläutert werden. Es zeigen:
- Fig. 1 eine schematische Darstellung einer Vorrichtung zur Durchführung des erfindungsgemässen Verfahrens, zu Beginn des Walzvorganges;
- Fig. 2 die Vorrichtung gemäss Fig. 1, am Ende des Walzvorganges;
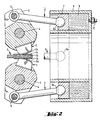
- Fig. 3 einen Schnitt durch die in Fig. 1 dargestellte Vorrichtung, entlang der Linie III-III;
- Fig. 4 einen Ausschnitt der in Fig. 2 dargestellten Vorrichtung, in stark vergrössertem Massstab.
- Die aus Fig. 1 bis 4 ersichtliche Vorrichtung zur Herstellung eines Einsteckendes 1 weist Segmente 2 auf, die an einem Hebel 3 angeordnet sind. Der Hebel 3 ist um eine zur Achsrichtung des Einsteckendes 1 im wesentlichen senkrecht stehende Achse 4 drehbar gelagert. Die Hebel 3 sind zweiarmig ausgebildet und an dem den Segmenten 2 gegenüberliegenden Ende über Bolzen 5 mit einer Schubstange 6 verbunden. Die Schubstange 6 steht über einen Kugelkopf 6a in Verbindung mit einem Ringkolben 7, der in einem Arbeitszylinder 8 in Achsrichtung des Einsteckendes 1 verschiebbar ist. Das Verschieben des Ringkolbens 7 erfolgt mittels einer Hydraulikflüssigkeit 9, welche dem Arbeitszylinder 8 über einen Anschlussstutzen 10 zugeführt wird.
- In der in Fig. 1 dargestellten Ausgangslage wird das Einsteckende 1 zwischen die Segmente 2 zugeführt. Durch die symmetrische Anordnung der Segmente 2 wird das Einsteckende 1 dabei gleichzeitig zentriert. Durch Betätigung des Arbeitszylinders 8 wird nun der Ringkolben 7 in die in Fig. 2 dargestellte Endstellung bewegt. Die mit den Hebeln 3 verbundenen Segmente 2 wälzen sich dabei in Achsrichtung am Einsteckende 1 ab und walzen Nuten 1a in die Oberfläche des Einsteckendes 1 ein. Die Hebel 3 werden dabei vom Ringkolben 7 über die Schubstange 6 um die Achse 4 gedreht. Nach dem Walzvorgang wird das Einsteckende 1 freigegeben und die Hebel 3 können durch den Ringkolben 7 wieder in die in Fig. 1 dargestellte Ausgangslage zurückgedreht werden. Damit ist die Vorrichtung wiederum zur Herstellung der Nuten 1a an einem weiteren Einsteckende 1 bereit.
- Wie Fig. 3 zeigt, sind über den Umfang des Einsteckendes 1 insgesamt vier mit Hebeln 3 verbundene Segmente 2 angeordnet. Die Hebel 3 sind über die Achsen 4 mit Konsolen 11 verbunden. Die Konsolen 11 sind auf einer in Fig. 1 und 2 nicht dargestellten Planscheibe 12 befestigt. Anstelle von vier Konsolen 11 können jedoch auch zwei, drei oder sechs Konsolen 11 auf der Planscheibe 12 angeordnet werden. Wie aus Fig. 3 deutlich ersichtlich ist, wird das Einsteckende 1 von den Segmenten 2 über den gesamten Umfang umgeben. Dadurch wird beim Walzen der Nuten 1a die Erzielung eines präzisen Querschnittes des Einsteckendes 1 gewährleistet.
- Wie die aus Fig. 4 ersichtliche, im Massstab vergrösserte Darstellung zeigt, sind die Nuten 1a am Nutengrund mit einer Profilierung 1b versehen, welche im wesentlichen in Achsrichtung wirkende Anschlagflächen 1c aufweist. Die Profilierung 1b wird gleichzeitig mit den Nuten 1a durch die am Hebel 3 angeordneten Segmente 2 in die Oberfläche des Einsteckendes 1 eingewalzt. Die Segmente 2 sind zu diesem Zwecke mit einer der Profilierung 1b entsprechenden Gegenprofilierung 2a versehen. Die Profilierung 1b verhindert beim Walzen der Nuten 1a eine zu starke Längenänderung des Einsteckendes und ermöglicht dabei die Ausbildung eines kantigen Profils des Einsteckendes 1. Eine durch die Längenänderung des Einsteckendes 1 zustande kommende Querschnittsveränderung wird dadurch vermieden.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89810372T ATE98537T1 (de) | 1988-05-25 | 1989-05-19 | Verfahren und vorrichtung zum walzen von nuten in einsteckenden von werkzeugen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3817680 | 1988-05-25 | ||
| DE3817680A DE3817680A1 (de) | 1988-05-25 | 1988-05-25 | Umformungsverfahren fuer werkzeuge |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0344117A2 true EP0344117A2 (de) | 1989-11-29 |
| EP0344117A3 EP0344117A3 (en) | 1990-12-27 |
| EP0344117B1 EP0344117B1 (de) | 1993-12-15 |
Family
ID=6355057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89810372A Expired - Lifetime EP0344117B1 (de) | 1988-05-25 | 1989-05-19 | Verfahren und Vorrichtung zum Walzen von Nuten in Einsteckenden von Werkzeugen |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4941339A (de) |
| EP (1) | EP0344117B1 (de) |
| JP (1) | JP2551996B2 (de) |
| AT (1) | ATE98537T1 (de) |
| CA (1) | CA1327133C (de) |
| DE (2) | DE3817680A1 (de) |
| DK (1) | DK170363B1 (de) |
| FI (1) | FI95358C (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0467493A1 (de) * | 1990-07-12 | 1992-01-22 | MANNESMANN Aktiengesellschaft | Einrichtung zum Schwingschmieden |
| US6528079B2 (en) | 1996-06-04 | 2003-03-04 | Bayer Aktiengesellschaft | Shaped bodies which release agrochemical active substances |
| CH714772A1 (de) * | 2018-11-15 | 2019-09-13 | Grob Ernst Fa | Vorrichtung und Verfahren zum kaltumformenden Profilieren von Werkstücken. |
| DE102021109639B3 (de) | 2021-04-16 | 2022-08-25 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung eines ein Verzahnungsprofil aufweisenden Bauteils; sowie Werkzeugvorrichtung |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1059850C (zh) * | 1997-04-09 | 2000-12-27 | 郑安明 | 精密热锻压矿山钎头的加工方法 |
| DE102018113978B3 (de) * | 2018-06-12 | 2019-09-05 | Mag Ias Gmbh | Kaltwalzmaschine und Verfahren zur Erzeugung eines Profils an einem Werkstück |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US685417A (en) * | 1901-01-07 | 1901-10-29 | Lewis Williams | Spike-grooving machine. |
| US1231324A (en) * | 1916-04-27 | 1917-06-26 | Cleveland Hardware Company | Master-die for forging dies for drop-hammers, presses, and the like. |
| US3591136A (en) * | 1969-02-26 | 1971-07-06 | Arthur E Bishop | Rotary valve with curved valve slot |
| DE3015893A1 (de) * | 1980-04-24 | 1981-10-29 | Hilti AG, 9494 Schaan | Verfahren zum herstellen von mitnahmenuten an werkzeugen |
| GB2127327B (en) * | 1982-08-20 | 1986-04-30 | Alton Systems Limited | An antiskid surface treatment for use on scaffolding components |
| JPS59157742U (ja) * | 1983-04-04 | 1984-10-23 | 新日本製鐵株式会社 | 鋼板面への与歪装置 |
| DE3413432A1 (de) * | 1983-12-27 | 1985-07-04 | Gebrüder Heller GmbH Werkzeugfabrik, 2807 Achim | Bohrer fuer handbohrmaschinen |
| AU566086B2 (en) * | 1984-10-04 | 1987-10-08 | Bishop Steering Technology Limited | Valve cores |
-
1988
- 1988-05-25 DE DE3817680A patent/DE3817680A1/de not_active Withdrawn
-
1989
- 1989-05-19 DE DE89810372T patent/DE58906401D1/de not_active Expired - Fee Related
- 1989-05-19 EP EP89810372A patent/EP0344117B1/de not_active Expired - Lifetime
- 1989-05-19 AT AT89810372T patent/ATE98537T1/de not_active IP Right Cessation
- 1989-05-23 JP JP1127973A patent/JP2551996B2/ja not_active Expired - Lifetime
- 1989-05-23 FI FI892493A patent/FI95358C/fi not_active IP Right Cessation
- 1989-05-23 US US07/355,566 patent/US4941339A/en not_active Expired - Lifetime
- 1989-05-24 CA CA000600556A patent/CA1327133C/en not_active Expired - Fee Related
- 1989-05-24 DK DK252789A patent/DK170363B1/da not_active IP Right Cessation
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0467493A1 (de) * | 1990-07-12 | 1992-01-22 | MANNESMANN Aktiengesellschaft | Einrichtung zum Schwingschmieden |
| US6528079B2 (en) | 1996-06-04 | 2003-03-04 | Bayer Aktiengesellschaft | Shaped bodies which release agrochemical active substances |
| CH714772A1 (de) * | 2018-11-15 | 2019-09-13 | Grob Ernst Fa | Vorrichtung und Verfahren zum kaltumformenden Profilieren von Werkstücken. |
| WO2020099536A1 (de) * | 2018-11-15 | 2020-05-22 | Ernst Grob Ag | Vorrichtung und verfahren zum kaltumformenden profilieren von werkstücken |
| US12179254B2 (en) | 2018-11-15 | 2024-12-31 | Ernst Grob Ag | Apparatus and method for profiling workpieces by cold forming |
| DE102021109639B3 (de) | 2021-04-16 | 2022-08-25 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung eines ein Verzahnungsprofil aufweisenden Bauteils; sowie Werkzeugvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE58906401D1 (de) | 1994-01-27 |
| FI892493L (fi) | 1989-11-26 |
| DK252789D0 (da) | 1989-05-24 |
| DE3817680A1 (de) | 1989-12-07 |
| US4941339A (en) | 1990-07-17 |
| EP0344117A3 (en) | 1990-12-27 |
| FI95358C (fi) | 1996-01-25 |
| DK252789A (da) | 1989-11-26 |
| DK170363B1 (da) | 1995-08-14 |
| JPH0225234A (ja) | 1990-01-26 |
| ATE98537T1 (de) | 1994-01-15 |
| FI95358B (fi) | 1995-10-13 |
| CA1327133C (en) | 1994-02-22 |
| EP0344117B1 (de) | 1993-12-15 |
| JP2551996B2 (ja) | 1996-11-06 |
| FI892493A0 (fi) | 1989-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2518170C3 (de) | Kombiniertes Fertigbohr- und Glattwalzwerkzeug | |
| DE10234707A1 (de) | Verfahren und Vorrichtung zum Schleifen eines rotationssymmetrischen Maschinenbauteils | |
| CH655892A5 (de) | Bohrhammer mit fuehrungszylinder fuer das schlagwerk. | |
| DD139806A5 (de) | Aufweitbares laeppwerkzeug zum feinstlaeppen | |
| DE3814550C1 (en) | Clamping device for clamping two machine parts releasable from one another | |
| DE3203231A1 (de) | Verfahren und vorrichtung zum kaltschmieden von innenprofilierten rohrkoerpern | |
| EP0901862A2 (de) | Räummaschine | |
| DE3241746C2 (de) | ||
| CH662964A5 (de) | Verfahren zur bearbeitung eines werkstuecks in einer drehmaschine zwischen spitzen sowie spannvorrichtung zur durchfuehrung dieses verfahrens. | |
| CH666429A5 (de) | Verfahren und vorrichtung zur gewindeherstellung. | |
| EP0344117B1 (de) | Verfahren und Vorrichtung zum Walzen von Nuten in Einsteckenden von Werkzeugen | |
| DE3221973A1 (de) | Spannhuelse | |
| DE3400082C2 (de) | ||
| EP0231911A2 (de) | Verfahren zum automatischen Verstellen einer Stangenführung an einer numerisch gesteuerten Drehmaschine sowie Drehmaschine zum Durchführen des Verfahrens | |
| DE2632481C3 (de) | Maschine zum Einbringen von Zentrierbohrungen in die Enden von Stangenmaterial | |
| DE10137437A1 (de) | Bearbeitung von Bolzenbohrungen von Kolben | |
| DE2824958A1 (de) | Bohrstange mit angeschmiedeter bohrkrone mit mehr als vier schneiden zum anstechen von hochoefen | |
| DE3424630C2 (de) | Vorschubeinrichtung zum Tiefbohren | |
| DE3524438C2 (de) | Einrichtung zur Zylinderfehlerkompensation an einer Schleifmaschine | |
| EP0758022A1 (de) | Verfahren und Vorrichtung zum Ausbringen von spritzfähigen Massen, insbesondere zur Reparatur von Lochsteinen für metallurgische Gefässe | |
| EP1567299B1 (de) | Werkzeug zum schneiden von gewinden | |
| EP0549821A1 (de) | Verfahren zum Honen von Bohrungen und Honwerkzeug zur Durchführung des Verfahrens | |
| DE69703577T2 (de) | Werkzeugmaschine zum Herstellen von Löchern in Teilen, die für das Glasfaserstrangpressen vorgesehen sind | |
| DE2334667A1 (de) | Honwerkzeug zum aussenhonen von werkstuecken | |
| DE3334001A1 (de) | Schleifspindel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910110 |
|
| 17Q | First examination report despatched |
Effective date: 19920529 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 98537 Country of ref document: AT Date of ref document: 19940115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58906401 Country of ref document: DE Date of ref document: 19940127 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940124 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 89810372.6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19990325 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990402 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19990531 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20000511 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000517 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000531 |
|
| BERE | Be: lapsed |
Owner name: HILTI A.G. Effective date: 20000531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89810372.6 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20001201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010511 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010518 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010519 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010519 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060427 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071201 |