EP0345147A1 - Rouleau pour la manutention de produits sidérurgiques se déplaçant à l'intérieur d'un four - Google Patents
Rouleau pour la manutention de produits sidérurgiques se déplaçant à l'intérieur d'un four Download PDFInfo
- Publication number
- EP0345147A1 EP0345147A1 EP89401476A EP89401476A EP0345147A1 EP 0345147 A1 EP0345147 A1 EP 0345147A1 EP 89401476 A EP89401476 A EP 89401476A EP 89401476 A EP89401476 A EP 89401476A EP 0345147 A1 EP0345147 A1 EP 0345147A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- discs
- tube
- disc
- roller according
- spacer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 125000006850 spacer group Chemical group 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims description 9
- 239000010959 steel Substances 0.000 claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 238000003466 welding Methods 0.000 claims description 5
- 230000005540 biological transmission Effects 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 4
- 230000000930 thermomechanical effect Effects 0.000 claims description 4
- 238000009826 distribution Methods 0.000 claims description 2
- 239000012212 insulator Substances 0.000 abstract 1
- 238000009434 installation Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/02—Skids or tracks for heavy objects
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/02—Skids or tracks for heavy objects
- F27D3/026—Skids or tracks for heavy objects transport or conveyor rolls for furnaces; roller rails
Definitions
- the present invention relates to rollers intended for handling steel products moving inside a heat treatment furnace.
- the solutions currently known are of two types which are either suitable for heavy products, but which do not allow movement of the product at high speed (these are installations of the straddle spar type), is devoid of limits in terms of the speed of movement of the product, but whose current designs are ill-suited in the case of a heavy product (these are installations of the roller type).
- the present invention therefore proposes to provide an original technical solution to the problems posed above.
- a roller for handling and conveying steel products inside a heat treatment furnace characterized in that it consists of a tube cooled, preferably with water, comprising a plurality of circular discs perpendicular to the axis of said tube, each of these discs being provided with a tread in contact with the product moving in the oven, the discs being separated by an insulating refractory.
- the geometry of the disks is calculated so as to limit the thermo-mechanical stresses as well as the heat losses.
- each of the discs consists of a spacer preferably comprising perforated parts, the fixing of the tread on said spacer being ensured by a weld bead.
- the tread is regularly split on its inner circumference so as to facilitate its expansion.
- the fixing of each spacer on the cooled tube is ensured by tabs welded to the tube, ensuring both the load and the heat flow.
- FIG. 1 schematically shows a first embodiment of a handling roller for steel products moving inside an oven.
- the steel product has been designated by the reference 10 and it may be constituted for example by a slab or a strip moving continuously inside the furnace where it is supported by the handling rollers.
- Each of these rollers consists of a central tube 12 preferably cooled with water, supporting a plurality of discs such as 14 arranged perpendicular to the axis of the tube 12, each of these discs 14 being provided with a strip of bearing 16 which is in contact with the product 10.
- the discs 14 are separated by an insulating refractory 18 intended to reduce the heat losses at the level of the tube 12 and the discs 14.
- the discs are constituted by the spacer 14 - tread 16 assembly, their design meeting two imperatives: one of a thermal nature, aimed at reducing and controlling the losses and the other of thermo-mechanical order aiming to obtain an acceptable level of stresses, in the disc and in the tube 12 cooled with water.
- each spacer 14 which, with its tread 16, constitutes one of the disks of the handling roller, has perforated parts 20, circumferentially in its width, and perforated parts 22 and 24, transversely to its width, respectively in the lower and upper part.
- the openwork parts 20, 22, 24 give rise to radiative type exchanges, making it possible to limit and control the heat losses by conduction, by reducing the conductive path in the spacer 14.
- these openwork parts have the advantage reduce the contact surfaces at interfaces 26, treads-spacers and 28 tube-spacers 12. In fact, at these interfaces 26-28, heat exchanges depend considerably on the quality of the contacts, which even if it is initially defined by the quality of the machining, is likely to vary over time by matting.
- the fixing of the tread 16 on each of the spacers 14 is ensured by welding 30.
- the contact surfaces being reduced, the welding surface then imposes a proportion of contact of purely conductive type sufficient to almost ensure the entire heat transfer by conduction between these contact surfaces.
- the exchange surfaces thus defined in the roller according to the present invention which are purely radiative or conductive, have the advantage of remaining constant over time and making it possible to calculate the heat losses and the temperature gradients in the tube 12, in the spacer 14 and in the tread 16 of each disc, these characteristics of the roller being constant over time.
- each spacer 14 to the water-cooled tube 12 is preferably ensured (FIG. 3) by lugs such as 32-32 ′ which are welded to the tube 12 and which transmit both the load and the flow thermal, these tabs providing a certain flexibility, as regards the fixing of each disc (14-16) on the tube 12, while allowing a radial expansion of the disc without increasing the stresses in the tube 12 and in the disc too considerably .
- These tabs can be provided either on the same side or on either side of the disc and of the spacer.
- the tabs such as 32 32 ′ ensure both the transmission of the load, the flexibility of the disc / tube attachment and the control of the heat losses and the temperature distribution of the disc as a function of the length / section the tab, location and surface of the tab weld on the tube.
- each spacer 14 have the advantage of relieving stresses, in particular in the spacer which undergoes a significant thermal gradient and it is possible, according to the invention, to provide relaxation slots such as 34 when the stresses in the spacer reach too high a value.
- the tread In order to facilitate the expansion of the tread, it can be provided with slots such as 36, regularly distributed over its inner circumference.
- each of the discs 38 supported by the water-cooled tube 12 is made up of a monobloc assembly also comprising perforated parts 40 and relaxation slots 42.
- these relaxation slots 42 open onto the external circumference of the disc which constitutes the rolling surface on which the steel product to be conveyed rests.
- the discs 38 are separated by an insulating refractory 18 reducing the heat losses at the level of the tube 12 and the discs 38, this refractory material 18 being able to be covered with a refractory strip 44.
- each of the discs 46 mounted on the water-cooled tube 12 consists of a one-piece assembly provided with relaxation slots 48, the fixing of each disc on the tube 12 being produced by means of a tab 50 preferably welded to the external circumference of the tube 12.
- the variant of the roller according to the invention is intended for conveying thin slabs.
- the disc 14 ′ is in one piece and it comprises, on the one hand, perforated portions 22 ′ 24 ′, like the disc 14 described above with reference to FIG. 4 and, on the other hand, side tabs 32 ′′′ which are welded to the same side of the disc and which are also welded to the cooled tube 12, as described above with reference to FIG. 3.
- the discs or the spacers which constitute them can be made of special alloys and these discs can be of the combed type, in order to remedy the drawbacks which may result from creeping of the slabs between two rollers.
- the invention provides a solution to the problem set out in the preamble to this description by limiting the heat flow between the products handled and the central tube 12 cooled with water. , the geometry of the disks being calculated so as to limit, as has been specified above, on the one hand the thermomechanical stresses and on the other hand the heat losses.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
- Tunnel Furnaces (AREA)
- Furnace Charging Or Discharging (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Abstract
Rouleau pour la manutention et le convoyage de produits sidérurgiques à l'intérieur d'un four de traitement thermique, caractérisé en ce qu'il est constitué d'un tube (12) refroidi, de préférence à l'eau, comportant une pluralité de disques (14) circulaires perpendiculaires à l'axe dudit tube, chacun de ces disques étant pourvu d'une bande de roulement (16) en contact avec le produit se déplaçant dans le four, les disques étant séparés par un réfractaire isolant (18).
Description
- La présente invention est relative à des rouleaux destinés à assurer la manutention de produits sidérurgiques se déplaçant à l'intérieur d'un four de traitement thermique.
- On sait que, lors du déplacement d'un produit sidérurgique à l'intérieur d'un four, ce produit doit être amené à un niveau de température déterminé, ce qui impose au système de manutention et de convoyage dudit produit d'être conçu et réalisé en fonction des conditions d'ambiance thermique définies pour ce produit (température élevée en général) et également en fonction des caractéristiques du produit (charge, nature, etc.).
- Par ailleurs, il est nécessaire que la solution retenue pour assurer le déplacement de ce produit sidérurgique à l'intérieur du four permette le déplacement du produit à des vitesses différentes, lentes ou élevées, pour tenir compte des impératifs industriels.
- Enfin, la longévité du système de manutention et de convoyage doit être suffisamment importante vis à vis des autres systèmes mécaniques mis en oeuvre dans le four, c'est à dire que ce système de manutention doit pouvoir maintenir son niveau de performance initial.
- Pour résoudre les problèmes ainsi posés, les solutions actuellement connues sont de deux types qui sont, soit adaptés aux produits lourds, mais qui n'autorisent pas de déplacement du produit à vitesse élevée (il s'agit des installations du type longeron cavaleur), soit dépourvus de limites sur le plan de la vitesse de déplacement du produit, mais dont les conceptions actuelles conviennent mal dans le cas d'un produit lourd (il s'agit des installations du type rouleaux).
- Parmi les installations du type rouleaux, on connait la technique des rouleaux classiques exécutés en acier réfractaire centrifugé, qui présentent l'inconvénient d'être à la limite du possible pour des températures supérieures ou égales à 1100 degrés, cette solution comportant un tube central refroidi à l'eau exigeant une puissance de chauffage installé importante, afin de compenser les pertes calorifiques de ces tubes. On connaît également un système de manutention à rouleaux céramiques mais un tel système présente des problèmes de fragilité vis à vis des chocs mécaniques. Enfin, le système également connu consistant à prévoir un rouleau à double enveloppe se révèle à l'usage trop complexe sur le plan de sa réalisation.
- La présente invention se propose en conséquence d'apporter une solution technique originale aux problèmes posés ci-dessus.
- A cet effet, elle concerne un rouleau pour la manutention et le convoyage de produits sidérurgiques à l'intérieur d'un four de traitement thermique, caractérisé en ce qu'il est constitué d'un tube refroidi, de préférence à l'eau, comportant une pluralité de disques circulaires perpendiculaires à l'axe dudit tube, chacun de ces disques étant pourvu d'une bande de roulement en contact avec le produit se déplaçant dans le four, les disques étant séparés par un réfractaire isolant.
- Selon une caractéristique de cette invention, la géométrie des disques est calculée de façon à limiter les contraintes thermo-mécaniques ainsi que les pertes calorifiques.
- Selon un exemple de réalisation de l'invention, chacun des disques est constitué d'une entretoise comportant de préférence des parties ajourées, la fixation de la bande de roulement sur ladite entretoise étant assurée par un cordon de soudure.
- Selon l'invention, la bande de roulement est régulièrement fendue sur sa circonférence intérieure de façon à faciliter sa dilatation. La fixation de chaque entretoise sur le tube refroidi, est assurée par des pattes soudées sur le tube, assurant à la fois la charge et le flux thermique.
- D'autres caractéristiques et avantages de la présente invention ressortiront de la description faite ci-après en référence aux dessins annexés qui en illustrent divers exemples de réalisation dépourvus de tout caractère limitatif. Sur les dessins :
- La figure 1 est une vue schématique en élévation frontale et coupe verticale partielle d'un premier exemple de réalisation d'un dispositif de rouleaux de manutention selon l'invention ;
- La figure 2 est une vue schématique à plus grande échelle représentant une portion d'un rouleau de manutention selon la présente invention ;
- La figure 3 est une vue en coupe axiale illustrant le mode de fixation par soudure de l'entretoise constituant un disque d'un rouleau de manutention selon l'invention ;
- La figure 4 est une vue similaire à la figure 2, illustrant un second exemple de réalisation d'un rouleau de manutention selon la présente invention ;
- La figure 5 est une vue en coupe par un plan vertical d'un autre exemple de réalisation d'un rouleau de manutention selon l'invention.
- La figure 6 est une vue partielle en coupe par un plan diamétral du rouleau illustré par la figure 5,
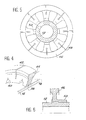
- La figure 7 est une vue en bout d'un autre exemple de réalisation d'un rouleau de manutention selon l'invention et
- La figure 8 est une vue en coupe par un plan diamétral du rouleau illustré par la figure 7.
- On se réfère en premier lieu à la figure 1 qui représente de façon schématique un premier exemple de réalisation d'un rouleau de manutention pour produits sidérurgiques se déplaçant à l'intérieur d'un four. Le produit sidérurgique a été désigné par la référence 10 et il peut être constitué par exemple par une brame ou une bande se déplaçant de façon continue à l'intérieur du four où il est supporté par les rouleaux de manutention.
- Chacun de ces rouleaux est constitué d'un tube central 12 refroidi de préférence à l'eau, supportant une pluralité de disques tels que 14 disposés perpendiculairement à l'axe du tube 12, chacun de ces disques 14 étant pourvu d'une bande de roulement 16 qui est au contact avec le produit 10. Les disques 14 sont séparés par un réfractaire isolant 18 destiné à réduire les pertes thermiques au niveau du tube 12 et des disques 14.
- Dans l'exemple de réalisation illustré par la figure 1, les disques sont constitués par l'ensemble entretoise 14 - bande de roulement 16, leur conception répondant à deux impératifs : l'un d'ordre thermique, visant à réduire et à contrôler les pertes et l'autre d'ordre thermo-mécanique visant à obtenir un niveau de contraintes acceptable, dans le disque et dans le tube 12 refroidi à l'eau.
- Dans l'exemple de réalisation illustré par la figure 2, chaque entretoise 14 qui, avec sa bande de roulement 16, constitue l'un des disques du rouleau de manutention, comporte des parties ajourées 20, circonférentiellement dans sa largeur, et des parties ajourées 22 et 24, transversalement à sa largeur, respectivement en partie inférieure et supérieure. Les parties ajourées 20, 22, 24 donnent lieu à des échanges de type radiatif, permettant de limiter et de contrôler les pertes thermiques par conduction, en réduisant le chemin conductif dans l'entretoise 14. Par ailleurs, ces parties ajourées présentent l'intérêt de réduire les surfaces de contact aux interfaces 26, bandes de roulement-entretoises et 28 entretoises-tubes 12. En effet, à ces interfaces 26-28, les échanges thermiques dépendent considérablement de la qualité des contacts, laquelle même si elle est initialement définie par la qualité de l'usinage, est susceptible de varier dans le temps par matage.
- De préférence, la fixation de la bande de roulement 16 sur chacune des entretoises 14 est assurée par de la soudure 30. Les surfaces de contact étant réduites, la surface de soudure impose alors une proportion de contact de type purement conductif suffisante pour assurer presque la totalité du transfert thermique par conduction entre ces surfaces de contact.
- Les surfaces d'échange ainsi définies dans le rouleau selon la présente invention, qui sont purement radiatives ou conductives, présentent l'avantage de rester constantes dans le temps et de permettre de calculer les pertes thermiques et les gradiants de température dans le tube 12, dans l'entretoise 14 et dans la bande de roulement 16 de chaque disque, ces caractéristiques du rouleau étant constantes dans le temps.
- La fixation de chaque entretoise 14 sur le tube 12 refroidi à l'eau est assurée de préférence (figure 3) par des pattes telles que 32-32′ qui sont soudées sur le tube 12 et qui transmettant à la fois la charge et le flux thermique, ces pattes apportant une certaine souplesse, en ce qui concerne la fixation de chaque disque (14-16) sur le tube 12, tout en autorisant une dilatation radiale du disque sans augmenter trop considérablement les contraintes dans le tube 12 et dans le disque. Ces pattes peuvent être prévues soit d'un même côté soit de part et d'autre du disque et de l'entretoise.
- Selon l'invention les pattes telles que 32 32′ assurent à la fois la transmission de la charge, la souplesse de la fixation disque/tube et le contrôle des pertes thermiques et de la distribution de température du disque en fonction de la longueur/section de la patte, de l'emplacement et de la surface de la soudure de la patte sur le tube.
- Les parties ajourées 22-24 de chaque entretoise 14 présentent l'avantage de relaxer les contraintes notamment dans l'entretoise qui subit un gradiant thermique important et il est possible, selon l'invention, de prévoir des fentes de relaxation telles que 34 lorsque les contraintes dans l'entretoise atteignent une valeur trop élevée.
- Afin de faciliter la dilatation de la bande de roulement, celle-ci peut être munie de fentes telles que 36, régulièrement réparties sur sa circonférence intérieure.
- Dans l'exemple de réalisation illustré par la figure 4, chacun des disques 38 supporté par le tube 12 refroidi à l'eau, est constitué d'un ensemble monobloc comportant également des parties ajourées 40 et des fentes de relaxation 42. Ainsi qu'on le voit sur la figure 4, ces fentes de relaxation 42 débouchent sur la circonférence externe du disque qui constitue la surface de roulement sur laquelle repose le produit sidérurgique à convoyer. Ici encore, les disques 38 sont séparés par un réfractaire isolant 18 réduisant les pertes thermiques au niveau du tube 12 et des disques 38, ce matériau réfractaire 18 pouvant être recouvert d'un feuillard réfractaire 44.
- Dans l'exemple de réalisation illustré par les figures 5 et 6, chacun des disques 46 monté sur le tube 12 refroidi à l'eau est constitué d'un ensemble monobloc pourvu de fentes de relaxation 48, la fixation de chaque disque sur le tube 12 étant réalisée par l'intermédiaire d'une patte 50 soudée de préférence sur la circonférence externe du tube 12.
- La variante du rouleau selon l'invention, illustrée par les figures 7 et 8 est destinée au convoyage de brames minces.
- Dans cette variante, le disque 14′ est monobloc et il comporte d'une part des parties ajourées 22′ 24′, comme le disque 14 décrit ci-dessus en référence à la figure 4 et, d'autre part des pattes latérales 32‴ qui sont soudées d'un même côté du disque et qui sont soudées également sur le tube refroidi 12, comme décrit ci-dessus en référence à la figure 3.
- Les disques ou les entretoises qui les constituent peuvent être réalisés en alliages spéciaux et ces disques peuvent être du type peigné, afin de remédier aux inconvénients pouvant résulter d'un fluage des brames entre deux rouleaux.
- Ainsi qu'on le comprend de la lecture de la description qui précède, l'invention apporte une solution au problème exposé dans le préambule de la présente description en limitant le flux thermique entre les produits manutentionnés et le tube central 12 refroidi à l'eau, la géométrie des disques étant calculée de façon à limiter, ainsi qu'on l'a précisé ci-dessus, d'une part les contraintes thermomécaniques et d'autre part les pertes calorifiques.
- Il demeure bien entendu que la présente invention n'est pas limitée aux divers exemples de réalisation décrits et représentés, mais qu'elle en englobe toutes les variantes.
Claims (8)
1 - Rouleau pour la manutention et le convoyage de produits sidérurgiques à l'intérieur d'un four de traitement thermique, constitué d'un tube refroidi, de préférence à l'eau, comportant une pluralité de disques circulaires perpendiculaires à l'axe dudit tube, dont la surface est au contact du produit se déplaçant dans le four, les disques étant séparés par un réfractaire isolant, caractérisé en ce que chacun des disques (14) comporte des parties ajourées (20) circonférentiellement dans sa largeur et des parties ajourées (22, 24), transversalement à sa largeur, respectivement en partie inférieure et en partie supérieure, ces parties ajourées donnant lieu à des échanges thermiques radiatifs réduisant le chemin conductif dans les disques, en ce que la géométrie des disques est calculée de façon à limiter les contraintes thermomécaniques et les pertes calorifiques et en ce que la fixation des disques sur le tube refroidi est réalisée de manière à assurer simultanément la transmission de la charge et du flux thermique.
2 - Rouleau selon la revendication 1, caractérisé en ce que la fixation de chaque disque sur le tube refroidi est assurée par des pattes (32, 32′, 32˝) soudées sur le tube, assurant à la fois la transmission de la charge et du flux thermique, soit d'un même côté, soit de part et d'autre du disque.
3 - Rouleau selon la revendication 2, caractérisé en ce que pattes (32, 32′, 32˝) sont conçues de manière à assurer à la fois la transmission de la charge, la souplesse de la fixation disque/tube et le contrôle des pertes thermiques et de la distribution de température du disque en fonction de la longueur/section de la patte et de l'emplacement ainsi que de la surface de la soudure des pattes sur le tube refroidi.
4 - Rouleau selon l'une quelconque des revendications précédentes, caractérisé en ce que chaque disque (14) est munit d'une bande de roulement (16) régulièrement fendue (36) sur sa circonférence intérieure de façon à faciliter sa dilatation.
5 - Rouleau selon l'une quelconque des revendications précédentes, caractérisé en ce que chacun des disques est constitué d'une entretoise (14) munie d'une bande de roulement dont la fixation est assurée par de la soudure (30).
6 - Rouleau selon la revendication 5, caractérisé en ce que chaque entretoise est pourvue de fentes de relaxation (34) prévues de préférence sur les parties ajourées (22, 24) de ladite entretoise.
7 - Rouleau selon la revendication 1, caractérisé en ce que chaque disque est réalisé sous une forme monobloc (38, 46) et il comporte des parties ajourées (40) et des fentes de relaxation (42) qui, de préférence, débouchent sur sa surface circonférentielle extérieure.
8 - Rouleau selon l'une quelconque des revendications précédentes, caractérisé en ce que le garnissage réfractaire isolant (18) séparant chacun des disques est recouvert d'un feuillard réfractaire (44).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8807365A FR2632286B1 (fr) | 1988-06-02 | 1988-06-02 | Rouleau pour la manutention de produits siderurgiques se deplacant a l'interieur d'un four |
| FR8807365 | 1988-06-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0345147A1 true EP0345147A1 (fr) | 1989-12-06 |
Family
ID=9366878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89401476A Withdrawn EP0345147A1 (fr) | 1988-06-02 | 1989-05-30 | Rouleau pour la manutention de produits sidérurgiques se déplaçant à l'intérieur d'un four |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP0345147A1 (fr) |
| JP (1) | JPH03500906A (fr) |
| KR (1) | KR900702313A (fr) |
| CN (1) | CN1013806B (fr) |
| BR (1) | BR8905131A (fr) |
| DD (1) | DD290253A5 (fr) |
| DE (1) | DE345147T1 (fr) |
| ES (1) | ES2012037A4 (fr) |
| FR (1) | FR2632286B1 (fr) |
| GR (1) | GR900300047T1 (fr) |
| MY (1) | MY104126A (fr) |
| SU (1) | SU1722251A3 (fr) |
| WO (1) | WO1989012208A1 (fr) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4022768A1 (de) * | 1989-07-31 | 1991-02-07 | Bricmanage Inc | Rollengangrolle |
| EP0471218A1 (fr) * | 1990-08-16 | 1992-02-19 | Didier-Werke Ag | Rouleau de four à sole à rouleaux |
| EP0633439A1 (fr) * | 1993-07-09 | 1995-01-11 | STEIN HEURTEY, Société Anonyme: | Perfectionnements apportés aux rouleaux refroidis pour la manutention de produits, notamment métallurgiques et sidérurgiques |
| EP0642652A4 (fr) * | 1993-03-24 | 1995-06-07 | Italimpianti America | Rouleaux pour four a haute temperature a sole entrainee par rouleaux. |
| EP1206988A1 (fr) * | 2000-11-17 | 2002-05-22 | Still Otto Montage GmbH | Rouleau |
| RU2212602C2 (ru) * | 2001-10-02 | 2003-09-20 | Научно-технологический центр энергосберегающих процессов и установок Объединенный институт высоких температур РАН | Печной ролик туннельной печи |
| RU2217673C2 (ru) * | 2001-02-08 | 2003-11-27 | Открытое акционерное общество "Электростальский завод тяжелого машиностроения" | Консольный печной ролик |
| WO2006106203A1 (fr) * | 2005-04-07 | 2006-10-12 | Stein Heurtey | Rouleau refroidi pour la manutention de produits siderurgiques |
| EP1751319A4 (fr) * | 2004-05-20 | 2009-11-18 | Korea Toho Co Ltd | Cylindre adiabatique |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6435867B1 (en) * | 2000-11-10 | 2002-08-20 | Bricmont, Inc. | Furnace roller and cast tire therefor |
| RU2254531C1 (ru) * | 2003-10-21 | 2005-06-20 | Научно-технологический центр энергосберегающих процессов и установок Объединенный институт высоких температур РАН | Печной ролик туннельной печи |
| JP2005324244A (ja) * | 2004-05-17 | 2005-11-24 | Daehan Dongbang Co Ltd | 断熱ロール |
| DE102005055731B4 (de) * | 2005-11-23 | 2020-01-02 | Volkswagen Ag | Tragrollenanordnung und Transporteinrichtung |
| JP5053011B2 (ja) * | 2007-09-19 | 2012-10-17 | 株式会社神戸製鋼所 | 熱間成形用還元鉄の温度制御方法 |
| DE102010016046A1 (de) * | 2010-03-19 | 2011-09-22 | Alexander Stark | Transportrolle |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE544060C (de) * | 1927-04-26 | 1932-02-13 | Schloemann Akt Ges | Rollgang fuer Blechgluehoefen |
| US1861489A (en) * | 1930-02-17 | 1932-06-07 | William Swindell And Brothers | Conveying apparatus |
| US1923036A (en) * | 1928-02-01 | 1933-08-15 | George J Hagan Company | Conveyer mechanism |
| US2021913A (en) * | 1933-12-15 | 1935-11-26 | Fallon John | Roller for conveyer furnaces |
| US2045773A (en) * | 1928-06-13 | 1936-06-30 | Babcock & Wilcox Tube Company | Heating furnace |
| DE680186C (de) * | 1936-07-11 | 1939-08-24 | Bergische Stahlindustrie | Foerderrolle fuer Glueh- und Normalisieroefen |
| DE765909C (de) * | 1940-11-24 | 1953-02-09 | Herbert Dipl-Ing Schaefer | Rolle fuer Rollgaenge in Waermeoefen |
| GB2091844A (en) * | 1981-01-22 | 1982-08-04 | Nippon Steel Corp | Transport roll for transporting hot material and train of such transport rolls |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU589135A1 (ru) * | 1972-08-11 | 1978-01-25 | Одесское специальное конструкторское бюро полиграфического машиностроения | Механизм шаговой подачи заготовки |
-
1988
- 1988-06-02 FR FR8807365A patent/FR2632286B1/fr not_active Expired - Lifetime
-
1989
- 1989-05-30 EP EP89401476A patent/EP0345147A1/fr not_active Withdrawn
- 1989-05-30 DE DE198989401476T patent/DE345147T1/de active Pending
- 1989-05-30 ES ES89401476T patent/ES2012037A4/es active Pending
- 1989-05-31 KR KR1019900700082A patent/KR900702313A/ko not_active Withdrawn
- 1989-05-31 JP JP1506448A patent/JPH03500906A/ja active Pending
- 1989-05-31 WO PCT/FR1989/000268 patent/WO1989012208A1/fr not_active Ceased
- 1989-05-31 BR BR898905131A patent/BR8905131A/pt unknown
- 1989-06-01 CN CN89105495A patent/CN1013806B/zh not_active Expired
- 1989-06-01 MY MYPI89000746A patent/MY104126A/en unknown
- 1989-06-01 DD DD89329153A patent/DD290253A5/de not_active IP Right Cessation
-
1990
- 1990-02-01 SU SU904742949A patent/SU1722251A3/ru active
-
1991
- 1991-07-31 GR GR90300047T patent/GR900300047T1/el unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE544060C (de) * | 1927-04-26 | 1932-02-13 | Schloemann Akt Ges | Rollgang fuer Blechgluehoefen |
| US1923036A (en) * | 1928-02-01 | 1933-08-15 | George J Hagan Company | Conveyer mechanism |
| US2045773A (en) * | 1928-06-13 | 1936-06-30 | Babcock & Wilcox Tube Company | Heating furnace |
| US1861489A (en) * | 1930-02-17 | 1932-06-07 | William Swindell And Brothers | Conveying apparatus |
| US2021913A (en) * | 1933-12-15 | 1935-11-26 | Fallon John | Roller for conveyer furnaces |
| DE680186C (de) * | 1936-07-11 | 1939-08-24 | Bergische Stahlindustrie | Foerderrolle fuer Glueh- und Normalisieroefen |
| DE765909C (de) * | 1940-11-24 | 1953-02-09 | Herbert Dipl-Ing Schaefer | Rolle fuer Rollgaenge in Waermeoefen |
| GB2091844A (en) * | 1981-01-22 | 1982-08-04 | Nippon Steel Corp | Transport roll for transporting hot material and train of such transport rolls |
Non-Patent Citations (1)
| Title |
|---|
| SOVIET INVENTIONS ILLUSTRATED, semaine 8532, 19 septembre 1985, Derwent Publications Ltd, Londres, GB; & SU-A-589 135 (FERR METAL EFFL PURIF) 07-01-1985 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4022768C2 (de) * | 1989-07-31 | 1999-08-26 | Bricmont Inc | Rollengangrolle und deren Verwendung |
| DE4022768A1 (de) * | 1989-07-31 | 1991-02-07 | Bricmanage Inc | Rollengangrolle |
| EP0471218A1 (fr) * | 1990-08-16 | 1992-02-19 | Didier-Werke Ag | Rouleau de four à sole à rouleaux |
| EP0642652A4 (fr) * | 1993-03-24 | 1995-06-07 | Italimpianti America | Rouleaux pour four a haute temperature a sole entrainee par rouleaux. |
| EP0633439A1 (fr) * | 1993-07-09 | 1995-01-11 | STEIN HEURTEY, Société Anonyme: | Perfectionnements apportés aux rouleaux refroidis pour la manutention de produits, notamment métallurgiques et sidérurgiques |
| FR2707272A1 (fr) * | 1993-07-09 | 1995-01-13 | Stein Heurtey | Perfectionnements apportés aux rouleaux refroidis pour la manutention de produits notamment métallurgiques et sidérurgiques. |
| US5431375A (en) * | 1993-07-09 | 1995-07-11 | Stein Heurtey | Cooled cylinders for handling steel products |
| EP1206988A1 (fr) * | 2000-11-17 | 2002-05-22 | Still Otto Montage GmbH | Rouleau |
| RU2217673C2 (ru) * | 2001-02-08 | 2003-11-27 | Открытое акционерное общество "Электростальский завод тяжелого машиностроения" | Консольный печной ролик |
| RU2212602C2 (ru) * | 2001-10-02 | 2003-09-20 | Научно-технологический центр энергосберегающих процессов и установок Объединенный институт высоких температур РАН | Печной ролик туннельной печи |
| EP1751319A4 (fr) * | 2004-05-20 | 2009-11-18 | Korea Toho Co Ltd | Cylindre adiabatique |
| WO2006106203A1 (fr) * | 2005-04-07 | 2006-10-12 | Stein Heurtey | Rouleau refroidi pour la manutention de produits siderurgiques |
| FR2884306A1 (fr) * | 2005-04-07 | 2006-10-13 | Stein Heurtey | Rouleau refroidi pour la manutention de produits siderurgiques |
| EA010918B1 (ru) * | 2005-04-07 | 2008-12-30 | Стэн Эрте | Охлаждаемый ролик для перемещения металлургических изделий |
| AU2006231231B2 (en) * | 2005-04-07 | 2010-05-27 | Fives Stein | Cooled roller for handling steel products |
| CN101151498B (zh) * | 2005-04-07 | 2010-06-16 | 法孚斯坦因公司 | 用于装卸冶金产品的被冷却滚筒 |
| US8047838B2 (en) | 2005-04-07 | 2011-11-01 | Stein Heurtey | Cooled roller for handling iron and steel products |
Also Published As
| Publication number | Publication date |
|---|---|
| DD290253A5 (de) | 1991-05-23 |
| DE345147T1 (de) | 1990-05-03 |
| FR2632286B1 (fr) | 1992-06-12 |
| JPH03500906A (ja) | 1991-02-28 |
| MY104126A (en) | 1994-02-28 |
| CN1013806B (zh) | 1991-09-04 |
| ES2012037A4 (es) | 1990-03-01 |
| BR8905131A (pt) | 1990-11-27 |
| WO1989012208A1 (fr) | 1989-12-14 |
| FR2632286A1 (fr) | 1989-12-08 |
| GR900300047T1 (en) | 1991-07-31 |
| CN1039105A (zh) | 1990-01-24 |
| KR900702313A (ko) | 1990-12-06 |
| SU1722251A3 (ru) | 1992-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0345147A1 (fr) | Rouleau pour la manutention de produits sidérurgiques se déplaçant à l'intérieur d'un four | |
| CA2119596C (fr) | Procede et dispositif pour la fusion du verre | |
| CA2398663C (fr) | Perfectionnements apportes aux circuits de refroidissement pour aube de turbine a gaz | |
| EP0182716B1 (fr) | Anneau de turbine pour une turbomachine à gaz | |
| CA3004391C (fr) | Dispositif de generation d'une microstructure a gradient de structure sur une piece axisymetrique | |
| EP3647188B1 (fr) | Ecran thermique pour roue freinee d'aeronef | |
| FR2867224A1 (fr) | Dispositif de maintien axial de secteur d'entretoise pour anneau d'une turbine haute-pression de turbomachine | |
| EP0539278A1 (fr) | Brûleur radiant à écran céramique | |
| EP0081405B1 (fr) | Dispositif annulaire de joint d'usure et d'étanchéité refroidi par l'air pour aubage de roue de turbine à gaz ou de compresseur | |
| CA2134286C (fr) | Cylindre de coulee d'une installation de coulee continue sur un ou entre deux cylindres | |
| EP0633439A1 (fr) | Perfectionnements apportés aux rouleaux refroidis pour la manutention de produits, notamment métallurgiques et sidérurgiques | |
| EP1880157B1 (fr) | Rouleau refroidi pour la manutention de produits siderurgiques | |
| EP0170585A1 (fr) | Dispositif pour l'homogénéisation en température de produits métalliques en défilement | |
| EP3443131B1 (fr) | Nez de lance de soufflage | |
| WO2015007994A1 (fr) | Procede d'assemblage de pieces de turbomachine et ensemble mis en œuvre lors d'un tel procede | |
| FR2628993A3 (fr) | Dispositif d'obturation laterale de l'espace de coulee d'une lingotiere de coulee continue entre cylindres | |
| EP4580948B1 (fr) | Arrangement de câble électrique comprenant au moins un organe de pincement du câble | |
| FR2663951A1 (fr) | Cuve de convertisseur pour l'elaboration de metal liquide. | |
| FR2658276A3 (fr) | Dispositif de rechauffage localise de produits metallurgiques en defilement. | |
| FR2742854A1 (fr) | Enceinte chauffante dans laquelle la charge a traiter circule sur des rouleaux disposes en porte-a-faux a travers une paroi et rouleau pour une telle enceinte | |
| BE1004076A7 (fr) | Procede et dispositif pour supporter un produit metallique coule en continu. | |
| WO2005060314A1 (fr) | Thermo-plongeur electrique a element chauffant gaine | |
| SU1524963A1 (ru) | Устройство дл поддержани и охлаждени слитка в установке непрерывной разливки металлов | |
| EP0084785A1 (fr) | Perfectionnements aux dispositifs de trempe rapide sur bande d'un métal ou d'un alliage métallique | |
| FR2643533A1 (fr) | Perfectionnements apportes aux tubes radiants |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| TCAT | At: translation of patent claims filed | ||
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| TCNL | Nl: translation of patent claims filed | ||
| DET | De: translation of patent claims | ||
| 17P | Request for examination filed |
Effective date: 19900324 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19910812 |
|
| R18W | Application withdrawn (corrected) |
Effective date: 19910812 |