EP0761978A1 - Turbine en matériau composite thermostructural, en particulier à grand diamètre, et procédé pour sa fabrication - Google Patents
Turbine en matériau composite thermostructural, en particulier à grand diamètre, et procédé pour sa fabrication Download PDFInfo
- Publication number
- EP0761978A1 EP0761978A1 EP96401836A EP96401836A EP0761978A1 EP 0761978 A1 EP0761978 A1 EP 0761978A1 EP 96401836 A EP96401836 A EP 96401836A EP 96401836 A EP96401836 A EP 96401836A EP 0761978 A1 EP0761978 A1 EP 0761978A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hub
- blades
- blade
- turbine
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/282—Selecting composite materials, e.g. blades with reinforcing filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/04—Blade-carrying members, e.g. rotors for radial-flow machines or engines
- F01D5/043—Blade-carrying members, e.g. rotors for radial-flow machines or engines of the axial inlet- radial outlet, or vice versa, type
- F01D5/048—Form or construction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/34—Rotor-blade aggregates of unitary construction, e.g. formed of sheet laminae
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/50—Building or constructing in particular ways
- F05D2230/51—Building or constructing in particular ways in a modular way, e.g. using several identical or complementary parts or features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/20—Oxide or non-oxide ceramics
- F05D2300/22—Non-oxide ceramics
- F05D2300/224—Carbon, e.g. graphite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/20—Oxide or non-oxide ceramics
- F05D2300/22—Non-oxide ceramics
- F05D2300/226—Carbides
- F05D2300/2261—Carbides of silicon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6033—Ceramic matrix composites [CMC]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
- Y10T29/49321—Assembling individual fluid flow interacting members, e.g., blades, vanes, buckets, on rotary support member
Definitions
- the present invention relates to turbines, and more particularly those intended to operate at high temperatures, typically above 1000 ° C.
- these turbines are made of metal, generally made up of several elements assembled by welding.
- the use of metal has several drawbacks.
- the high mass of the rotating parts requires large shaft lines and very powerful motors and imposes anyway a limitation of the speed of rotation.
- a temperature limitation is added due to the risk of metal creep.
- the sensitivity of the metal to thermal shock can cause cracks or deformation. This results in imbalances in the rotating mass favoring a reduction in the service life of the turbines and their drive motors.
- significant thermal shocks can occur, in particular in the event of massive injection of a cold gas, to cause the temperature to drop rapidly inside an oven in order to reduce the duration treatment cycles.
- thermostructural composite materials In order to avoid the problems encountered with metals, other materials have already been proposed for making turbines, in particular thmmtrostructural composite materials. These materials generally consist of a fibrous reinforcement texture, or preform, densified by a matrix and are characterized by their mechanical properties which make them suitable for constituting structural elements and by their capacity to maintain these properties up to high temperatures.
- thermostructural composite materials are carbon-carbon composites (CC) made of carbon fiber reinforcement and a carbon matrix, and ceramic matrix composites (CMC) made of carbon fiber reinforcement carbon or ceramic and a ceramic matrix.
- thermostructural composite materials Compared to metals, thermostructural composite materials have the essential advantages of a much lower density and great stability at high temperatures. The reduction in mass and the elimination of risk of creep can allow high speeds of rotation and, by the same token, very high ventilation rates without requiring oversizing of the drive members. In addition, thermostructural composite materials have a very high resistance to thermal shock.
- Thermostructural composite materials therefore have significant performance advantages, but their use is limited due to their fairly high cost. In addition to the materials used, the cost comes essentially from the difficulties encountered in producing fibrous preforms, in particular when the parts to be manufactured have complex shapes, which is the case with turbines, and by the duration of the densification cycles.
- an object of the present invention is to provide a turbine architecture particularly suited to its production in thermostructural composite material in order to benefit from the advantages of this material but with a manufacturing cost as reduced as possible.
- Another object of the present invention is to provide a turbine architecture suitable for the production of turbines of large dimensions, that is to say those whose diameter can greatly exceed 1 m.
- the turbine is produced by assembling parts having a simple shape, for example the flat annular plates composing the hub, or parts made from fibrous preforms having a simple shape (plate or two-dimensional sheet), for example blades and flanges.
- each blade with the hub can be achieved by inserting the blade root into a correspondingly shaped groove made in the hub.
- the blade root is formed by placing an insert in a slot made in the fibrous texture used to make the preform of a blade.
- the constituent plates of the hub are assembled with at least one annular plate, constituting a first flange closing the passages between blades at one end of the turbine, by axial clamping on a shaft on which the turbine is mounted.
- the second flange which forms an annular fluid entry zone with the hub for suction through the passages between blades, is mounted on the blades, for example by engagement in notches of the flange of heels formed on the adjacent edges of the blades , and / or by gluing.
- this second flange may be static.
- the invention relates to a turbine made of thermostructural composite material comprising a plurality of blades arranged around a hub, between two flanges, the turbine being characterized in that it comprises planar annular plates in thermostructural composite material stacked along the same axis, immobilized with respect to each other in rotation about the axis and forming a hub, and the blades made of thermostructural composite material are individually connected to the hub by a portion forming a blade root.
- said flat annular plates of thermostructural composite material form an assembly comprising the hub and a first flange closing the passages between blades at one end of the turbine.
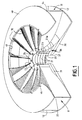
- FIGS. 1 and 2 illustrate a turbine comprising a plurality of blades 10 regularly arranged around a hub 20, between two end flanges 30, 40.
- These various constituent elements of the turbine are made of a thermostructural composite material, for example a carbon-carbon composite material (CC) or a ceramic matrix composite material such as a C-SiC composite material (carbon fiber reinforcement and silicon carbide matrix).
- CC carbon-carbon composite material
- SiC composite material carbon fiber reinforcement and silicon carbide matrix
- the blades 10 delimit between them passages 11 for the circulation of fluid.
- the passages 11 are closed by the annular flange 30 which extends from the hub 20 to the free outer edge 12 of the blades 10.
- the flange 40 substantially annular in shape, extends over only part of the length of the blades 10, from their outer edge 12.
- the free space between the internal edge 41 of the flange 40 and the hub 20 defines an entry zone from which a fluid can be sucked, through the passages 11, to be ejected at the level of the external crown of the turbine, as shown by the arrows F in Figure 2.
- the hub 20 is formed of annular plates 21 which are stacked along the axis A of the turbine.
- the plates 21 have the same internal diameter defining the central passage of the hub.
- the outside diameter gradually increases from the face closest to the fluid entry zone to the opposite face, and the contacting faces of two neighboring plates have the same outside diameter, so that the assembly plates 21 forms a hub of regularly increasing thickness between the flange 40 and the flange 30, without discontinuity.
- Dovetail-shaped grooves 23 are formed at the periphery of the hub 20 in order to receive the feet of the blades 10 and ensure the connection of these with the hub as indicated in more detail in the following description.
- the grooves 23 extend axially over the entire length of the hub 20 while being regularly distributed around it.
- the grooves 23 communicate with the outside through grooves 23a whose width corresponds substantially to the thickness of a blade.
- Each annular plate 21 is made individually of thermostructural composite material.
- a fibrous structure in the form of a plate in which an annular preform is cut.
- Such a structure is produced, for example, by flat stacking of layers of two-dimensional fibrous texture, such as a web of wires or cables, fabric, etc., and bonding of the layers between them by needling, as described for example in the document FR- A-2,584,106.
- the annular preform cut from this plate is densified by the material constituting the matrix of the thermostructural composite material to be produced. Densification is carried out in a manner known per se by chemical vapor infiltration, or by liquid, that is to say impregnation with a precursor of the matrix in the liquid state and transformation of the precursor. After densification, the annular plate is machined to be brought to its final dimensions and to form the notches which, after stacking of the plates, constitute the grooves 23 and grooves 23a.
- the plates 21 are secured in rotation about the axis A of the turbine by means of screws 26 which extend axially through all the plates.
- the screws 26 are machined from a block of thermostructural composite material.
- the flange 30, which closes the passages 11 opposite the fluid entry zone, is made of thermostructural composite material by densification of a fibrous preform.
- the preform is produced for example by flat stacking of two-dimensional layers and bonding of the layers together by needling.
- the flange 30 has a thickness which increases continuously from its periphery to its internal circumference.
- An annular intermediate plate 31 can be interposed between the hub 20 proper and the flange 30 proper, this plate 31 having an external profile such that it allows the face of the flange 30 facing the inside of the turbine to be connected without discontinuity on the outer surface of the hub 10.
- the plate 31 is secured in rotation with the plates 21 by means of the screws 26 made of composite material thermostructural. It will be noted that the profile of the flange 30 can be obtained from a preform produced by stacking annular layers whose outside diameter gradually decreases.
- the flange is machined to its final dimensions.
- the internal annular face 37 of the flange 30 is given a frustoconical shape for mounting the turbine on a shaft.
- the flange 30 is joined to the hub 20 in rotation about the axis A by means of screws 36 made of thermostructural composite material which connect the flange 30 to the plate 31.
- Each blade 10 is in the form of a thin plate with a curved surface, the outline of which is shown very schematically in FIG. 3.
- each blade 10 On the internal side intended to be connected to the hub 20, each blade 10 has a bulged part forming the foot of the blade 13 whose shape and dimensions correspond to those of the grooves 23 of the hub.
- the edge of the blade 10 located on the side of the fluid entry zone has, from the foot 13, a first concave curved portion 14a which ends in a radial projection forming a heel 16. The latter is connected to the edge d end 12 by a second concave part 14b.
- the edge of the blade opposite the fluid entry zone has, from the base 13, a radial part 15a extended by a convex part 15b which follows the profile of the adjacent faces of the intermediate plate 31 and of the flange 30.
- a deformable fibrous structure in the form of a sheet or plate is used, the thickness of which corresponds to that of the blade and which is formed for example by superposition and needling of two-dimensional fibrous layers as described in document FR-A-2 584 106 or else document FR-A-2 686 907.
- the fibrous structure is cut to roughly reproduce the outline of the blade (step 100), then the edge corresponding to the location of the foot is split in order to introduce an insert I around which the parts of the fibrous structure located on the right and left sides. 'other of the slot are folded (step 101).
- the fibrous structure is then pre-impregnated with a resin and shaped in a tool T in order to give it a shape close to that of the blade to be produced (step 102). After crosslinking the resin in the tooling, a preform P of the blade is obtained.
- the resin is then pyrolyzed, leaving a residue, for example of carbon, which binds the fibers sufficiently together so that the preform P retains its shape. Densification can then be continued outside of the tool either by continuing by the liquid route, or by chemical vapor infiltration (step 103).
- the annular flange 40 has a curved profile corresponding to that of the edge portion 14b of the blades. It is produced by densification of a fibrous texture in the form of a sheet or plate, in the same way as the blades 10. After densification, the flange 40 is machined to be brought to its final dimensions and to form notches 46 intended to receive the heels 16 of the blades 10.
- the assembly of the turbine is carried out as follows.
- the blades 10 are hooked on the flange 40 by engagement of the heels 16 in the notches 46.
- the hub 20 is formed by placing plates 21 one after the other, while inserting the feet 13 of the blades in the grooves 23.
- the plate 31 is put in place then the plates 21 are linked together and with the plate 31 by the screws 26.
- the flange 30 is then put in place, as are the screws 36.
- grooves respectively 44, 35 can be formed on the internal faces of the flanges 40 and 30 in which the edges 24b and 25b of the blades respectively can be inserted to ensure more effective retention of the blades.
- a ring 53 is disposed on the plate 21 at the end of the hub opposite the flange 30, the ring 53 having a diameter sufficient to close the grooves 23.
- the mutual tightening of the plates 21, 31 and the flange 30 is ensured by a nut 55 engaged on the threaded part 52 and exerting a force on the ring 53 by means of another ring 56, the rings 53 and 56 being in mutual support by frustoconical surfaces.
- Maintaining the flange 40 is provided simply by hooking on the heels 16 of the blades.
- the attachment of the flange 40 to the blades may alternatively be carried out by gluing, with or without mechanical attachment of the heels of the blades in the notches of the flange. After bonding, it may be advantageous to carry out a cycle chemical vapor infiltration in order to densify the adhesive joint and establish a continuity of the matrix at the interfaces between the glued parts.
- the flange 40 may be constituted by a static part, that is to say not linked in rotation to the rest of the turbine.
- a turbine as illustrated in FIGS. 1 and 2 was produced from composite C-C having a diameter of 950 mm and a width, in the axial direction, of 250 mm. It was used to carry out a gas suction of a temperature of 1200 ° C at a rotation speed of 3000 rpm ensuring a flow rate of 130,000 m3 / h.
- the mass gain is a ratio of about 5, that is to say about 40 kg for the C-C composite turbine against 200 kg for the metal turbine.
- the mass of the metal turbine means that its rotation speed cannot in practice exceed around 800 rpm.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Ceramic Engineering (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Moulding By Coating Moulds (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
- (a) on réalise le moyeu (20) par empilement suivant un même axe de plaques annulaires planes (21) en matériau composite thermostructural, et immobilisation des plaques (21) les unes par rapport aux autres en rotation autour de l'axe,
- (b) on réalise individuellement chaque pale (10) en mettant en oeuvre les étapes consistant à :
- mettre en forme une texture fibreuse essentiellement bidimensionnelle en plaque ou feuille, pour obtenir une préforme de pale,
- densifier la préforme par une matrice pour obtenir une ébauche de pale en matériau composite thermostructural, et
- usiner le contour de la préforme densifiée,
- (c) on réalise chaque flasque en mettant en oeuvre les étapes consistant à :
- réaliser une préforme annulaire ou sensiblement annulaire au moyen d'une texture fibreuse essentiellement bidimensionnelle en plaque ou en feuille, et
- densifier la préforme par une matrice pour obtenir une pièce en matériau composite thermostructural, et
- (d) on assemble les pales au moyeu, entre les flasques, chaque pale étant reliée au moyeu par une partie formant pied de pale.
Description
- La présente invention concerne les turbines, et plus particulièrement celles destinées à fonctionner à des températures élevées, typiquement supérieures à 1 000°C.
- Un domaine d'application de telles turbines est le brassage des gaz ou la ventilation dans des fours ou installations similaires utilisés pour réaliser des traitements physico-chimiques à températures élevées, le milieu ambiant étant par exemple constitué de gaz neutres ou inertes.
- De façon habituelle, ces turbines sont en métal, généralement constituées de plusieurs éléments assemblés par soudage. L'utilisation de métal entraîne plusieurs inconvénients. Ainsi, la masse élevée des parties tournantes requiert des lignes d'arbres importantes et des moteurs très puissants et impose de toute façon une limitation de la vitesse de rotation. S'ajoute une limitation en température du fait du risque de fluage du métal.
- De plus, la sensibilité du métal aux chocs thermiques peut entraîner la formation de criques ou des déformations. Il en résulte des déséquilibres de la masse tournante favorisant une diminution de la durée de vie des turbines et de leurs moteurs d'entraînement. Or, dans les applications évoquées plus haut, des chocs thermiques importants peuvent se produire, notamment en cas d'injection massive d'un gaz froid, pour faire baisser rapidement la température à l'intérieur d'un four en vue de réduire la durée de cycles de traitement.
- Afin d'éviter les problèmes rencontrés avec les métaux, d'autres matériaux ont déjà été proposés pour réaliser des turbines, en particulier des matériaux composites thcrmostructuraux. Ces matériaux sont généralement constitués d'une texture de renfort fibreux, ou préforme, densifiée par une matrice et sont caractérisés par leurs propriétés mécaniques qui les rendent aptes à constituer des éléments structuraux et par leur capacité à conserver ces propriétés jusqu'à des températures élevées. Des exemples usuels de matériaux composites thermostructuraux sont les composites carbone-carbone (C-C) constitués d'un renfort en fibres de carbone et d'une matrice en carbone, et les composites à matrice céramique (CMC) constitués d'un renfort en fibres de carbone ou céramique et d'une matrice céramique.
- Par rapport aux métaux, les matériaux composites thermostructuraux présentent les avantages essentiels d'une densité bien inférieure et d'une grande stabilité aux températures élevées. La diminution de masse et la suppression du risque de fluage peuvent autoriser des vitesses de rotation élevées et, par là même, de très forts débits de ventilation sans demander un surdimensionnement des organes d'entraînement. En outre, les matériaux composites thermostructuraux présentent une très grande résistance aux chocs thermiques.
- Les matériaux composites thermostructuraux présentent donc des avantages importants au plan des performances, mais leur emploi est limité en raison de leur coût assez élevé. Outre les matières utilisées, le coût provient essentiellement des difficultés rencontrées pour réaliser des préformes fibreuses, notamment lorsque les pièces à fabriquer ont des formes complexes, ce qui est le cas des turbines, et de la durée des cycles de densification.
- Aussi, un but de la présente invention est de proposer une architecture de turbine particulièrement adaptée à sa réalisation en matériau composite thermostructural afin de bénéficier des avantages de ce matériau mais avec un coût de fabrication aussi réduit que possible.
- Un autre but de la présente invention est de proposer une architecture de turbine convenant à la réalisation de turbines de grandes dimensions, c'est-à-dire dont le diamètre peut largement dépasser 1 m.
- Selon un de ses aspects, la présente invention a pour objet un procédé de fabrication d'une turbine comprenant une pluralité de pales disposées autour d'un moyeu, entre deux flasques, les pales, le moyeu et les flasques étant en matériau composite thermostructural, procédé selon lequel :
- (a) on réalise le moyeu par empilement suivant un même axe de plaques annulaires planes en matériau composite thermostructural, et immobilisation des plaques les unes par rapport aux autres en rotation autour de l'axe,
- (b) on réalise individuellement chaque pale en mettant en oeuvre les étapes consistant à :
- mettre en forme une texture fibreuse essentiellement bidimensionnelle en plaque ou en feuille, pour obtenir une préforme de pale,
- densifier la préforme par une matrice pour obtenir une ébauche de pale en matériau composite thcrmostructural, et
- usiner le contour de la préforme densifiée,
- (c) on réalise chaque flasque en mettant en oeuvre les étapes consistant à :
- réaliser une préforme annulaire ou sensiblement annulaire au moyen d'une texture fibreuse essentiellement bidimensionnelle en plaque ou en feuille, et
- densifier la préforme par une matrice pour obtenir une pièce en matériau composite thermostructural, et
- (d) on assemble les pales au moyeu, entre les flasques, chaque pale étant reliée au moyeu par une partie formant pied de pale.
- Ainsi, pour ses parties essentielles, la turbine est réalisée par assemblage de pièces ayant une forme simple, par exemple les plaques annulaires planes composant le moyeu, ou de pièces fabriquées à partir de préformes fibreuses ayant une forme simple (plaque ou feuille bidimensionnelle), par exemple les pales et les flasques.
- On évite ainsi les difficultés rencontrées pour la fabrication et la densification de préformes ayant des formes complexes, ou les pertes de matière occasionnées par un usinage de pièces de forme complexe dans des blocs massifs de matériau composite thermostructural.
- La liaison de chaque pale avec le moyeu peut être réalisée par insertion du pied de pale dans une gorge de forme correspondante pratiquée dans le moyeu. Selon une particularité du procédé, le pied de pale est formé par mise en place d'un insert dans une fente pratiquée dans la texture fibreuse utilisée pour réaliser la préforme d'une pale.
- Selon une autre particularité du procédé, on assemble les plaques constitutives du moyeu avec au moins une plaque annulaire, constituant un premier flasque fermant les passages entre pales à une extrémité de la turbine, par serrage axial sur un arbre sur lequel la turbine est montée.
- Le deuxième flasque, qui ménage avec le moyeu une zone annulaire d'entrée de fluide pour aspiration à travers les passages entre pales, est monté sur les pales, par exemple par engagement dans des encoches du flasque de talons formés sur les bords adjacents des pales, et/ou par collage. En variante, ce deuxième flasque peut être statique.
- Selon un autre de ses aspects, l'invention a pour objet une turbine en matériau composite thermostructural comprenant une pluralité de pales disposées autour d'un moyeu, entre deux flasques, la turbine étant caractérisée en ce qu'elle comprend des plaques annulaires planes en matériau composite thermostructural empilées suivant un même axe, immobilisées les unes par rapport aux autres en rotation autour de l'axe et formant un moyeu, et les pales en matériau composite thermostructural sont reliées individuellement au moyeu par une partie formant pied de pale.
- Avantageusement, lesdites plaques annulaires planes en matériau composite thermostructural forment un ensemble comprenant le moyeu et un premier flasque fermant les passages entre pales à une extrémité de la turbine.
- D'autres particularités et avantages de l'invention ressortiront à la lecture de la description faite ci-après, à titre indicatif mais non limitatif, en référence aux dessins annexés, sur lesquels :
- la figure 1 est une vue en perspective partiellement arrachée montrant une turbine conforme à l'invention assemblée et montée sur un arbre ;
- la figure 2 est une vue partielle en coupe de la turbine de la figure 1 ;
- la figure 3 est une vue très schématique d'une pale de la turbine de la figure 1 ; et
- la figure 4 montre les étapes successives de réalisation de la pale de la figure 3.
- Les figures 1 et 2 illustrent une turbine comprenant une pluralité de pales 10 disposées régulièrement autour d'un moyeu 20, entre deux flasques d'extrémité 30, 40. Ces différents éléments constitutifs de la turbine sont en un matériau composite thermostructural, par exemple un matériau composite carbone-carbone (C-C) ou un matériau composite à matrice céramique tel qu'un matériau composite C-SiC (renfort en fibres de carbone et matrice en carbure de silicium).
- Les pales 10 délimitent entre elles des passages 11 pour la circulation de fluide. A une extrémité axiale de la turbine, les passages 11 sont fermés par le flasque 30 de forme annulaire qui s'étend depuis le moyeu 20 jusqu'au bord extérieur libre 12 des pales 10. A l'autre extrémité axiale, le flasque 40, de forme sensiblement annulaire, s'étend sur une partie seulement de la longueur des pales 10, depuis leur bord extérieur 12.
- L'espace libre entre le bord interne 41 du flasque 40 et le moyeu 20 définit une zone d'entrée d'où un fluide peut être aspiré, à travers les passages 11, pour être éjecté au niveau de la couronne extérieure de la turbine, comme le montrent les flèches F de la figure 2.
- On décrira maintenant la façon dont les différentes pièces constitutives de la turbine sont réalisées et, ensuite, assemblées.
- Le moyeu 20 est formé de plaques annulaires 21 qui sont empilées suivant l'axe A de la turbine. Les plaques 21 ont même diamètre intérieur définissant le passage central du moyeu. Dans chaque plaque, le diamètre extérieur croît progressivement depuis la face la plus proche de la zone d'entrée de fluide jusqu'à la face opposée, et les faces en contact de deux plaques voisines ont même diamètre extérieur, de sorte que l'ensemble des plaques 21 forme un moyeu d'épaisseur régulièrement croissante entre le flasque 40 et le flasque 30, sans discontinuité. Des gorges 23 en forme de queue d'aronde sont formées à la périphérie du moyeu 20 afin de recevoir les pieds des aubes 10 et assurer la liaison de celles-ci avec le moyeu comme indiqué plus en détail dans la suite de la description. Les gorges 23 s'étendent axialement sur toute la longueur du moyeu 20 en étant réparties régulièrement autour de celui-ci. Dans les plaques 21 de plus grand diamètre extérieur, les gorges 23 communiquent avec l'extérieur à travers des rainures 23a dont la largeur correspond sensiblement à l'épaisseur d'une pale.
- Chaque plaque annulaire 21 est réalisée individuellement en matériau composite thermostructural. A cet effet, on peut utiliser une structure fibreuse en forme de plaque dans laquelle une préforme annulaire est découpée. Une telle structure est fabriquée par exemple par empilement à plat de strates de texture fibreuse bidimensionnelle, telle que nappe de fils ou de câbles, tissu, etc., et liaison des strates entre elles par aiguilletage, comme décrit par exemple dans le document FR-A-2 584 106.
- La préforme annulaire découpée dans cette plaque est densifiée par le matériau constitutif de la matrice du matériau composite thermostructural à réaliser. La densification est réalisée de façon connue en soi par infiltration chimique en phase vapeur, ou par voie liquide, c'est-à-dire imprégnation par un précurseur de la matrice à l'état liquide et transformation du précurseur. Après densification, la plaque annulaire est usinée pour être amenée à ses dimensions définitives et pour former les encoches qui, après empilement des plaques, constituent les gorges 23 et rainures 23a.
- Les plaques 21 sont solidarisées en rotation autour de l'axe A de la turbine au moyen de vis 26 qui s'étendent axialement à travers toutes les plaques. Les vis 26 sont usinées dans un bloc en matériau composite thermostructural.
- Le flasque 30, qui ferme les passages 11 à l'opposé de la zone d'entrée de fluide, est réalisé en matériau composite thermostructural par densification d'une préforme fibreuse. La préforme est fabriquée par exemple par empilement à plat de strates bidimensionnelles et liaison des strates entre elles par aiguilletage.
- Dans l'exemple illustré, le flasque 30 a une épaisseur qui croît de façon continue depuis sa périphérie jusqu'à sa circonférence interne. Une plaque intermédiaire annulaire 31 peut être interposée entre le moyeu 20 proprement dit et le flasque 30 proprement dit, cette plaque 31 ayant un profil externe tel qu'il permet à la face du flasque 30 tournée vers l'intérieur de la turbine de se raccorder sans discontinuité à la surface extérieure du moyeu 10. La plaque 31 est solidarisée en rotation avec les plaques 21 au moyen des vis 26 en matériau composite thermostructural. On notera que le profil du flasque 30 pourra être obtenu à partir d'une préforme réalisée par empilement de strates annulaires dont le diamètre extérieur décroît progressivement.
- Après densification, un usinage du flasque à ses dimensions définitives est réalisé. En particulier, on confère à la face annulaire interne 37 du flasque 30 une forme tronconique en vue du montage de la turbine sur un arbre. La solidarisation du flasque 30 avec le moyeu 20 en rotation autour de l'axe A est réalisée au moyen de vis 36 en matériau composite thermostructural qui relient le flasque 30 à la plaque 31.
- Chaque pale 10 se présente sous forme d'une plaque mince à surface incurvée dont le contour est représenté très schématiquement sur la figure 3. Du côté interne destiné à être raccordé au moyeu 20, chaque pale 10 présente une partie renflée formant pied de pale 13 dont la forme et les dimensions correspondent à celles des rainures 23 du moyeu. Le bord de la pale 10 situé du coté de la zone d'entrée de fluide présente, à partir du pied 13, une première partie courbe concave 14a qui se termine par une saillie radiale formant talon 16. Celui-ci se raccorde au bord d'extrémité 12 par une deuxième partie concave 14b. Le bord de la pale opposé à la zone d'entrée de fluide présente, à partir du pied 13, une partie radiale 15a prolongée par une partie convexe 15b qui suit le profil des faces adjacentes de la plaque intermédiaire 31 et du flasque 30.
- Des étapes successives permettant de réaliser la pale 10 en matériau composite thermostructural sont indiquées sur la figure 4.
- On utilise une structure fibreuse déformable en forme de feuille ou plaque dont l'épaisseur correspond à celle de la pale et qui est formée par exemple par superposition et aiguilletage de strates fibreuses bidimensionnelles comme décrit dans le document FR-A-2 584 106 ou encore le document FR-A-2 686 907.
- La structure fibreuse est découpée pour reproduire approximativement le contour de la pale (étape 100), puis le bord correspondant à l'emplacement du pied est fendu afin d'introduire un insert I autour duquel les parties de la structure fibreuse situées de part et d'autre de la fente sont repliées (étape 101). La structure fibreuse est alors préimprégnée par une résine et mise en forme dans un outillage T afin de lui donner une forme voisine de celle de la pale à réaliser (étape 102). Après réticulation de la résine dans l'outillage, on obtient une préforme P de la pale. La résine est ensuite pyrolysée laissant un résidu par exemple en carbone liant suffisamment les fibres entre elles pour que la préforme P conserve sa forme. La densification peut alors être poursuivie hors de l'outillage soit en continuant par voie liquide, soit par infiltration chimique en phase vapeur (étape 103).
- Après densification, on procède à un usinage précis du contour de la pale afin notamment de former le talon 16 et les bords 12, 14, 15 (étape 104).
- Le flasque annulaire 40 a un profil incurvé correspondant à celui de la partie de bord 14b des pales. Il est réalisé par densification d'une texture fibreuse en forme de feuille ou plaque, de la même façon que les pales 10. Après densification, le flasque 40 est usiné pour être porté à ses dimensions définitives et pour former des encoches 46 destinées à recevoir les talons 16 des pales 10.
- Le montage de la turbine est réalisé de la façon suivante.
- Les pales 10 sont accrochées sur le flasque 40 par engagement des talons 16 dans les encoches 46. Ensuite, le moyeu 20 est constitué par mise en place des plaques 21 les unes après les autres, tout en insérant les pieds 13 des pales dans les gorges 23. La plaque 31 est mise en place puis les plaques 21 sont liées entre elles et avec la plaque 31 par les vis 26. Le flasque 30 est ensuite mis en place, ainsi que les vis 36. On notera que des rainures respectivement 44, 35 peuvent être formées sur les faces internes des flasques 40 et 30 dans lesquelles les bords respectivement 24b et 25b des pales peuvent être insérés pour assurer un maintien plus effectif des pales.
- Le maintien à l'état assemblé des différentes pièces de la turbine est assuré par montage sur un arbre 50 (uniquement représenté sur la figure 2). Celui-ci présente un épaulement tronconique 51, qui s'appuie sur la surface annulaire interne tronconique correspondante 37 du flasque 30, traverse le moyeu 20 et fait saillie au delà de celui-ci par une partie filetée 52.
- Une bague 53 est disposée sur la plaque 21 à l'extrémité du moyeu opposée au flasque 30, la bague 53 ayant un diamètre suffisant pour obturer les gorges 23. Le serrage mutuel des plaques 21, 31 et du flasque 30 est assuré par un écrou 55 engagé sur la partie filetée 52 et exerçant un effort sur la bague 53 par l'intermédiaire d'une autre bague 56, les bagues 53 et 56 étant en appui mutuel par des surfaces tronconiques.
- Le maintien du flasque 40 est assuré simplement par accrochage sur les talons 16 des pales.
- La fixation du flasque 40 sur les pales pourra en variante être réalisée par collage, avec ou sans accrochage mécanique de talons des pales dans des encoches du flasque. Après collage, il pourra être avantageux de réaliser un cycle d'infiltration chimique en phase vapeur afin de densifier le joint de colle et établir une continuité de la matrice aux interfaces entre les pièces collées.
- Toujours en variante, et dans la mesure où un maintien efficace des pales est assuré par leur montage sur le moyeu et leur insertion dans des rainures du flasque 30, le flasque 40 pourra être constitué par une pièce statique, c'est-à-dire non liée en rotation au reste de la turbine.
- Une turbine telle qu'illustrée par les figures 1 et 2 a été réalisée en composite C-C ayant un diamètre de 950 mm et une largeur, en direction axiale, de 250 mm. Elle a été utilisée pour réaliser une aspiration de gaz d'une température de 1200°C à une vitesse de rotation de 3 000 tr/min assurant un débit de 130 000 m3/h.
- Par rapport à une turbine métallique de mêmes dimensions, le gain de masse est d'un rapport d'environ 5, c'est-à-dire environ 40 kg pour la turbine en composite C-C contre 200 kg pour la turbine en métal. La masse de la turbine métallique fait que sa vitesse de rotation ne peut en pratique dépasser environ 800 tr/min.
Claims (12)
- Procédé de fabrication d'une turbine comprenant une pluralité de pales disposées autour d'un moyeu, entre deux flasques, les pales, le moyeu et les flasques étant en matériau composite thermostructural, caractérisé en ce que :(a) on réalise le moyeu par empilement suivant un même axe de plaques annulaires planes en matériau composite thermostructural, et immobilisation des plaques les unes par rapport aux autres en rotation autour de l'axe,(b) on réalise individuellement chaque pale en mettant en oeuvre les étapes consistant à :- mettre en forme une texture fibreuse essentiellement bidimensionnelle en plaque ou feuille, pour obtenir une préforme de pale,- densifier la préforme par une matrice pour obtenir une ébauche de pale en matériau composite thermostructural, et- usiner le contour de la préforme densifiée,(c) on réalise chaque flasque en mettant en oeuvre les étapes consistant à :- réaliser une préforme annulaire ou sensiblement annulaire au moyen d'une texture fibreuse essentiellement bidimensionnelle en plaque ou en feuille, et- densifier la préforme par une matrice pour obtenir une pièce en matériau composite thermostructural, et(d) on assemble les pales au moyeu, entre les flasques, chaque pale étant reliée au moyeu par une partie formant pied de pale.
- Procédé selon la revendication 1, caractérisé en ce que l'on relie chaque pale au moyeu par insertion du pied de pale dans une gorge de forme correspondante pratiquée dans le moyeu.
- Procédé selon l'une quelconque des revendications 1 et 2, caractérisé en ce que l'on réalise la préforme de chaque pale par mise en forme d'une texture fibreuse préimprégnée.
- Procédé selon l'une quelconque des revendications 1 à 3, caractérisé en ce que l'on forme un pied de pale par mise en place d'un insert dans une fente pratiquée dans la texture fibreuse utilisée pour réaliser la préforme d'une pale.
- Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que l'on assemble les plaques constitutives du moyeu avec au moins une plaque annulaire constituant un premier flasque fermant les passages entre pales à une extrémité de la turbine auquel sont reliées les pales par serrage axial sur un arbre sur lequel la turbine est montée.
- Procédé selon la revendication 5, caractérisé en ce que le deuxième flasque, qui ménage avec le moyeu une zone annulaire d'entrée de fluide pour aspiration à travers les passages entre pales, est monté sur les pales.
- Procédé selon la revendication 6, caractérisé en ce que le deuxième flasque présente des encoches dans lesquelles s'engagent des talons formés sur les bords adjacents des pales.
- Procédé selon l'une quelconque des revendications 6 et 7, caractérisé en ce que le deuxième flasque est collé sur les bords adjacents des pales.
- Turbine en matériau composite thermostructural comprenant une pluralité de pales (10) disposées autour d'un moyeu (20), entre deux flasques (30, 40), caractérisée en ce qu'elle comprend des plaques annulaires planes (21) en matériau composite thermostructural empilées suivant un même axe, immobilisées les unes par rapport aux autres en rotation autour de l'axe et formant un moyeu (20), et les pales (10) en matériau composite thermostructural sont reliées individuellement au moyeu par une partie formant pied de pale (13).
- Turbine selon la revendication 9, caractérisée en ce que lesdites plaques annulaires planes (21, 31, 30) en matériau composite thermostructural forment un ensemble comprenant le moyeu (20) et un premier flasque (30) fermant les passages entre pales à une extrémité de la turbine.
- Turbine selon l'une quelconque des revendications 9 et 10, caractérisée en ce que le deuxième flasque (40) qui ménage avec le moyeu (20) une zone annulaire d'entrée de fluide pour aspiration à travers les passages (11) entre pales, est fixé sur les pales.
- Turbine selon l'une quelconque des revendications de 9 et 10, caractérisée en ce que la deuxième flasque qui ménage avec le moyeu une zone annulaire d'entrée de fluide pour aspiration à travers les passages entre pales, est statique.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9510206 | 1995-08-30 | ||
| FR9510206A FR2738304B1 (fr) | 1995-08-30 | 1995-08-30 | Turbine en materiau composite thermostructural, en particulier a grand diametre, et procede pour sa fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0761978A1 true EP0761978A1 (fr) | 1997-03-12 |
| EP0761978B1 EP0761978B1 (fr) | 2001-10-31 |
Family
ID=9482160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96401836A Expired - Lifetime EP0761978B1 (fr) | 1995-08-30 | 1996-08-28 | Turbine en matériau composite thermostructural, en particulier à grand diamètre, et procédé pour sa fabrication |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US5845398A (fr) |
| EP (1) | EP0761978B1 (fr) |
| JP (1) | JPH09105304A (fr) |
| CN (1) | CN1148673A (fr) |
| CA (1) | CA2184522A1 (fr) |
| DE (1) | DE69616460T2 (fr) |
| ES (1) | ES2165964T3 (fr) |
| FR (1) | FR2738304B1 (fr) |
| RU (1) | RU2135779C1 (fr) |
| UA (1) | UA28035C2 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0942174A1 (fr) * | 1998-03-11 | 1999-09-15 | ABB Solyvent Ventec | Roue de ventilation centrifuge en matériaux composites |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI101564B (fi) | 1997-01-17 | 1998-07-15 | Flaekt Woods Ab | Korkeapainepuhallin |
| FI101565B (fi) * | 1997-01-17 | 1998-07-15 | Flaekt Woods Ab | Haihdutinpuhallin ja sen siipipyörä |
| IT1291432B1 (it) * | 1997-03-14 | 1999-01-11 | Co Ge S R L | Girante per turbopompe con pale a profilo perfezionato |
| JP2001061020A (ja) * | 1999-08-20 | 2001-03-06 | Matsushita Electric Ind Co Ltd | 携帯電話装置 |
| US6276899B1 (en) * | 1999-11-05 | 2001-08-21 | Flowserve Management Company | Impeller manufacturing process |
| DE10341415A1 (de) * | 2003-09-05 | 2005-04-07 | Daimlerchrysler Ag | Hochgeschwindigkeitslaufrad |
| US20050158171A1 (en) * | 2004-01-15 | 2005-07-21 | General Electric Company | Hybrid ceramic matrix composite turbine blades for improved processibility and performance |
| US7108482B2 (en) * | 2004-01-23 | 2006-09-19 | Robert Bosch Gmbh | Centrifugal blower |
| EP2302171A1 (fr) | 2004-11-12 | 2011-03-30 | Board of Trustees of Michigan State University | Turbomachine avec plusieurs roues et procédé d'opération |
| US8137611B2 (en) * | 2005-03-17 | 2012-03-20 | Siemens Energy, Inc. | Processing method for solid core ceramic matrix composite airfoil |
| US7600979B2 (en) * | 2006-11-28 | 2009-10-13 | General Electric Company | CMC articles having small complex features |
| US20090165924A1 (en) * | 2006-11-28 | 2009-07-02 | General Electric Company | Method of manufacturing cmc articles having small complex features |
| IT1394295B1 (it) | 2009-05-08 | 2012-06-06 | Nuovo Pignone Spa | Girante centrifuga del tipo chiuso per turbomacchine, componente per tale girante, turbomacchina provvista di tale girante e metodo di realizzazione di tale girante |
| FR2946999B1 (fr) * | 2009-06-18 | 2019-08-09 | Safran Aircraft Engines | Element de distributeur de turbine en cmc, procede pour sa fabrication, et distributeur et turbine a gaz l'incorporant. |
| IT1397057B1 (it) * | 2009-11-23 | 2012-12-28 | Nuovo Pignone Spa | Girante centrifuga e turbomacchina |
| IT1397058B1 (it) | 2009-11-23 | 2012-12-28 | Nuovo Pignone Spa | Stampo per girante centrifuga, inserti per stampo e metodo per costruire una girante centrifuga |
| FR2953553B1 (fr) | 2009-12-09 | 2012-02-03 | Snecma | Aube de turbine de turbomachine en composite a matrice ceramique avec evidements realises par usinage |
| US9506355B2 (en) * | 2009-12-14 | 2016-11-29 | Snecma | Turbine engine blade or vane made of composite material, turbine nozzle or compressor stator incorporating such vanes and method of fabricating same |
| ITCO20110064A1 (it) | 2011-12-14 | 2013-06-15 | Nuovo Pignone Spa | Macchina rotante comprendente un rotore con una girante composita ed un albero metallico |
| NO334130B1 (no) * | 2012-09-07 | 2013-12-16 | Dynavec As | Anordning ved løpehjul for hydraulisk strømningsmaskin |
| CN102966565A (zh) * | 2012-11-07 | 2013-03-13 | 无锡惠山泵业有限公司 | 气动水泵 |
| US10193430B2 (en) | 2013-03-15 | 2019-01-29 | Board Of Trustees Of Michigan State University | Electromagnetic device having discrete wires |
| DE102013217128A1 (de) * | 2013-08-28 | 2015-03-05 | Wobben Properties Gmbh | Rotorblattelement für eine Windenergieanlage, Rotorblatt, sowie ein Herstellungsverfahren dafür und Windenergieanlage mit Rotorblatt |
| ITCO20130067A1 (it) | 2013-12-17 | 2015-06-18 | Nuovo Pignone Srl | Girante con elementi di protezione e compressore centrifugo |
| FR3021349B1 (fr) | 2014-05-22 | 2021-07-02 | Herakles | Procede de fabrication d'une aube de turbomachine en materiau composite, aube ainsi obtenue et turbomachine l'incorporant |
| JP6850607B2 (ja) * | 2014-05-26 | 2021-03-31 | ヌオーヴォ ピニォーネ ソチエタ レスポンサビリタ リミタータNuovo Pignone S.R.L. | ターボ機械構成部品を製造するための方法 |
| KR101584257B1 (ko) * | 2014-05-28 | 2016-01-11 | 현대성우메탈 주식회사 | 단방향섬유체를 이용한 차량용 휠 제조방법 및 이에 의해 제조된 차량용 휠 |
| RU2652269C2 (ru) * | 2016-02-29 | 2018-04-25 | Акционерное общество "Институт технологии и организации производства" (АО НИИТ) | Способ изготовления рабочего колеса центробежного компрессора из композиционного материала |
| CN106593917A (zh) * | 2017-01-16 | 2017-04-26 | 许彐琼 | 叶轮和具有该种叶轮的风扇 |
| CN108061057A (zh) * | 2018-01-31 | 2018-05-22 | 浙江元达机电有限公司 | 一种上插式叶轮 |
| CN113042981B (zh) * | 2021-04-21 | 2022-02-01 | 中国水利水电第十工程局有限公司 | 端柱结构组拼工装、刚性止水人字闸门制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR382496A (fr) * | 1907-10-02 | 1908-02-07 | Albert Huguenin | Type de roue de compression pour des compresseurs rotatifs |
| GB846071A (en) * | 1958-07-10 | 1960-08-24 | Elmer Pershing Warnken | Laminated wheel |
| FR2504209A1 (fr) * | 1981-04-21 | 1982-10-22 | Hunsinger Ewald | Roue de turbomachine radiale en materiaux composites, moyeu et inducteur metalliques |
| FR2584106A1 (fr) * | 1985-06-27 | 1987-01-02 | Europ Propulsion | Procede de fabrication de structures tridimensionnelles par aiguilletage de couches planes de materiau fibreux superposees et materiau fibreux utilise pour la mise en oeuvre du procede |
| FR2686907A1 (fr) * | 1992-02-05 | 1993-08-06 | Europ Propulsion | Procede d'elaboration de preformes fibreuses pour la fabrication de pieces en materiaux composites et produits obtenus par le procede. |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR392496A (fr) * | 1908-07-20 | 1908-11-27 | Henri Etienne Berenger | Badigeon |
| GB186022A (en) * | 1921-04-12 | 1922-09-12 | Richard Shenton | Improvements in furnace grates |
| US2613058A (en) * | 1945-11-30 | 1952-10-07 | Atkinson Joseph | Cooled bladed rotor |
| US3224078A (en) * | 1963-09-30 | 1965-12-21 | Ruth D Mayne | Method of making a turbine type blower wheel |
| US3224079A (en) * | 1964-12-28 | 1965-12-21 | Ruth D Mayne | Method for manufacture of turbine type blower wheels |
| US4186473A (en) * | 1978-08-14 | 1980-02-05 | General Motors Corporation | Turbine rotor fabrication by thermal methods |
| US4363602A (en) * | 1980-02-27 | 1982-12-14 | General Electric Company | Composite air foil and disc assembly |
| US4790052A (en) * | 1983-12-28 | 1988-12-13 | Societe Europeenne De Propulsion | Process for manufacturing homogeneously needled three-dimensional structures of fibrous material |
| JPS60159303A (ja) * | 1984-01-30 | 1985-08-20 | Shimadzu Corp | 羽根車の製作方法 |
| FR2568937B1 (fr) * | 1984-08-13 | 1988-10-28 | Europ Propulsion | Procede de fabrication d'une roue de turbine ou de compresseur en materiau composite, et roue ainsi obtenue |
| JPS6186211A (ja) * | 1984-10-04 | 1986-05-01 | 日本碍子株式会社 | セラミックス複合構造体及びその製造法 |
| DE3633146A1 (de) * | 1985-10-02 | 1987-04-09 | Papst Motoren Gmbh & Co Kg | Ventilatorrad mit mehreren stroemungskanaelen |
| SU1724950A1 (ru) * | 1990-04-17 | 1992-04-07 | Московский Автомобильно-Дорожный Институт | Сборное лопастное колесо |
| FR2667365B1 (fr) * | 1990-10-02 | 1993-01-08 | Europ Propulsion | Roue de turbine en materiau composite. |
| US5205709A (en) * | 1992-03-24 | 1993-04-27 | Williams International Corporation | Filament wound drum compressor rotor |
| DE4321173C2 (de) * | 1993-06-25 | 1996-02-22 | Inst Luft Kaeltetech Gem Gmbh | Radiallaufrad |
-
1995
- 1995-08-30 FR FR9510206A patent/FR2738304B1/fr not_active Expired - Fee Related
-
1996
- 1996-08-13 US US08/696,362 patent/US5845398A/en not_active Expired - Fee Related
- 1996-08-28 CN CN96111239A patent/CN1148673A/zh active Pending
- 1996-08-28 EP EP96401836A patent/EP0761978B1/fr not_active Expired - Lifetime
- 1996-08-28 DE DE69616460T patent/DE69616460T2/de not_active Expired - Fee Related
- 1996-08-28 ES ES96401836T patent/ES2165964T3/es not_active Expired - Lifetime
- 1996-08-29 UA UA96083394A patent/UA28035C2/uk unknown
- 1996-08-29 RU RU96117124/06A patent/RU2135779C1/ru not_active IP Right Cessation
- 1996-08-30 JP JP8229881A patent/JPH09105304A/ja active Pending
- 1996-08-30 CA CA002184522A patent/CA2184522A1/fr not_active Abandoned
-
1998
- 1998-01-20 US US09/009,280 patent/US5944485A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR382496A (fr) * | 1907-10-02 | 1908-02-07 | Albert Huguenin | Type de roue de compression pour des compresseurs rotatifs |
| GB846071A (en) * | 1958-07-10 | 1960-08-24 | Elmer Pershing Warnken | Laminated wheel |
| FR2504209A1 (fr) * | 1981-04-21 | 1982-10-22 | Hunsinger Ewald | Roue de turbomachine radiale en materiaux composites, moyeu et inducteur metalliques |
| FR2584106A1 (fr) * | 1985-06-27 | 1987-01-02 | Europ Propulsion | Procede de fabrication de structures tridimensionnelles par aiguilletage de couches planes de materiau fibreux superposees et materiau fibreux utilise pour la mise en oeuvre du procede |
| FR2686907A1 (fr) * | 1992-02-05 | 1993-08-06 | Europ Propulsion | Procede d'elaboration de preformes fibreuses pour la fabrication de pieces en materiaux composites et produits obtenus par le procede. |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0942174A1 (fr) * | 1998-03-11 | 1999-09-15 | ABB Solyvent Ventec | Roue de ventilation centrifuge en matériaux composites |
| WO1999046511A1 (fr) * | 1998-03-11 | 1999-09-16 | Abb Solyvent-Ventec | Roue de ventilation centrifuge en materiaux composites |
| FR2776030A1 (fr) * | 1998-03-11 | 1999-09-17 | Abb Solyvent Ventec | Roue de ventilation centrifuge en materiaux composites |
Also Published As
| Publication number | Publication date |
|---|---|
| US5944485A (en) | 1999-08-31 |
| CA2184522A1 (fr) | 1997-03-01 |
| FR2738304B1 (fr) | 1997-11-28 |
| UA28035C2 (uk) | 2000-10-16 |
| RU2135779C1 (ru) | 1999-08-27 |
| JPH09105304A (ja) | 1997-04-22 |
| US5845398A (en) | 1998-12-08 |
| EP0761978B1 (fr) | 2001-10-31 |
| DE69616460D1 (de) | 2001-12-06 |
| ES2165964T3 (es) | 2002-04-01 |
| FR2738304A1 (fr) | 1997-03-07 |
| CN1148673A (zh) | 1997-04-30 |
| DE69616460T2 (de) | 2002-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0761978B1 (fr) | Turbine en matériau composite thermostructural, en particulier à grand diamètre, et procédé pour sa fabrication | |
| EP0761977B1 (fr) | Turbine en matériau composite thermostructural, en particulier à petit diamètre, et procédé pour sa fabrication | |
| EP4077883B1 (fr) | Aube en materiau composite avec bord d'attaque rapporte a densite variable | |
| EP2118448B1 (fr) | Ensemble d'anneau de turbine pour turbine a gaz | |
| EP2077183B1 (fr) | Bride en composite avec partie d'usinage | |
| EP2349688B1 (fr) | Aube de turbomachine en materiau composite et procede pour sa fabrication | |
| WO2010116066A1 (fr) | Procede de fabrication d'une aube de turbomachine en materiau composite | |
| EP2707577A1 (fr) | Rotor de turbomachine comprenant des aubes en materiau composite avec talon rapporte | |
| FR2912469A1 (fr) | Procede de fabrication d'une structure a lobes de melangeur de flux en cmc pour moteur aeronautique a turbine de gaz. | |
| FR2953885A1 (fr) | Aube de turbomachine en materiau composite et procede pour sa fabrication | |
| EP3114324A2 (fr) | Secteur de stator pour turbomachine et son procede de fabrication | |
| FR2961845A1 (fr) | Aube de turbomachine a geometrie complementaire paire/impaire et son procede de fabrication | |
| FR3085299A1 (fr) | Carter en materiau composite avec raidisseur integre | |
| FR2761134A1 (fr) | Composant dente destine a la transmission de forces mecaniques | |
| FR2961846A1 (fr) | Aube de turbomachine a geometrie asymetrique complementaire | |
| CA2879052C (fr) | Procede de fabrication d'un carter de turbomachine dans un materiau composite et carter associe | |
| FR2524546A1 (fr) | Rotor de turbomachine | |
| EP0399879B1 (fr) | Distributeur de turbine pour turbo-réacteur et son procédé de fabrication | |
| EP0479632B1 (fr) | Roue de turbine en matériau composite | |
| FR3059044A1 (fr) | Carter de soufflante de turbomachine aeronautique | |
| FR2761418A1 (fr) | Appareil pour le transport d'un milieu | |
| FR3126914A1 (fr) | Aube en matériau composite comportant un renfort métallique et procédé de fabrication d’une telle aube | |
| FR2949091A1 (fr) | Procede de realisation d'un disque aubage monobloc creux | |
| EP4043198B1 (fr) | Bande multicouche multi matériaux pour bobinage | |
| FR2950631A1 (fr) | Rouleau de ligne de recuit haute temperature. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19970909 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MO |
|
| 17Q | First examination report despatched |
Effective date: 20000209 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 69616460 Country of ref document: DE Date of ref document: 20011206 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020128 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2165964 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020806 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020808 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020812 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020820 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040302 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050828 |