EP1013826A1 - Schienenabschnitt mit Geometrieverlauf - Google Patents
Schienenabschnitt mit Geometrieverlauf Download PDFInfo
- Publication number
- EP1013826A1 EP1013826A1 EP99125352A EP99125352A EP1013826A1 EP 1013826 A1 EP1013826 A1 EP 1013826A1 EP 99125352 A EP99125352 A EP 99125352A EP 99125352 A EP99125352 A EP 99125352A EP 1013826 A1 EP1013826 A1 EP 1013826A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rail
- connection
- rail section
- geometry
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007704 transition Effects 0.000 title claims abstract description 12
- 238000005242 forging Methods 0.000 claims description 8
- 210000002105 tongue Anatomy 0.000 description 27
- 238000003466 welding Methods 0.000 description 9
- 230000006978 adaptation Effects 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 210000005181 root of the tongue Anatomy 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B7/00—Switches; Crossings
- E01B7/02—Tongues; Associated constructions
Definitions
- the invention relates to a rail section such as tongue rail, the with a connecting rail with a rail base inclined to the horizontal and inclined running surface is connected by welding and flush into the Connection rail merges.
- Tongue rails commonly used nowadays are at the ends removed and butt welded to a connection or control rail. Go there The end of the tongue rail and the connecting or regulating rail are flush with one another. The The tongue with its tongue end is supported on a horizontal surface. Runs the adjoining control rail is inclined, so is usually a geometry adjustment between the tongue end and the connecting rail in the welding area. This is particularly possible if a connection using aluminothermic Welding takes place.
- a switch with spring tongue is known, which with a forged
- the fitting is welded, which in turn adapts to the geometry a connection rail enables.
- the fitting and the connecting rail are welded in turn, so that a total of two welds between the tongue rail and the connecting rail required are. This means not only increased workload, but also a frequent check of the turnout is required.
- the problem underlying the present invention is a rail section, in particular tongue rail of the type mentioned in such a way that a easy adaptation of the geometry of the rail section and connecting rail is made possible without reworking the rail section itself requirement.
- the problem is essentially solved in that the rail section in its connection-side end area one corresponding to the connection rail Has geometry course. This applies to both the rail head as well as the bridge and the rail foot.
- the geometry adjustment does not deviate from the known prior art in the welding area, but spaced apart from this in a transition area relocated, especially with a tongue rail in the transition area between tip-side tongue profile and control rail-side end area of the tongue rail.
- the geometry is adjusted in the rail section like the root of the tongue itself.
- a tab connection could also be used take place, since according to the invention the change in geometry is not in the connection area runs. Furthermore, there is only a welded connection between the tongue and connecting rail required, resulting in a rail section that can be subjected to high loads how turnout is made available.
- connection-side rail section can thus be supported on a surface that corresponds to the connecting rail.
- connection-side end has a region B in particular B ⁇ 100 mm already has a geometry that corresponds to that of the connecting rail.
- the forged area itself can have a length of e.g. 500 to 2000 mm have, regardless of whether the necessary length depends essentially on the type of geometry change is dependent.
- the forged intermediate area of the rail section enables a problem-free Geometry adaptation of the rail end to the subsequent connection or Control rail without the need to machine the head itself. At the same time ensures that the rail section does not change in its running edge course is, so that the forged area is "rotated" around the driving edge, the the running edge course in the rail section area outside the connection rail side End corresponds.
- a tongue rail 10 is shown in side view, the one Tongue-forming front section 12, a transition region 14 in the form of z. B.
- one Forging and an end portion 16 includes a profile that one subsequent connection or control rail corresponds, for. B. by welding with the end section 16 of the tongue rail 10 can be butt welded.
- the front tongue portion 12 is supported on a horizontal surface to be dependent from its position wheels of a rail vehicle shock-free from one To divert the main track into a branch track of a switch and vice versa.
- connecting rail is inclined, i.e. on z. B. on to a horizontal supported inclined surface, it must be ensured that the rail section 10 in its end region 16 merges flush into the connecting rail, that is, at same profile whose geometry or cross-sectional profile corresponds.
- connection rail is significant Inclinations of z. B. 1:20, it is no longer possible to use the corresponding Lay geometry adjustment in the connection area, without disadvantages in Passing through the transition area between the tongue rail and the connecting rail in To take purchase.
- this can be ruled out, especially for high-speed tracks.
- a forged one can be inserted between the tongue rail and the connecting rail Intermediate part to be welded to adapt the geometry.
- there are two weld seams which lead to considerable disadvantages such as material changes or cause bumps in the process trains.
- the geometry of the course of the connecting rail is adjusted to the tongue rail 10 by reshaping or forging the tongue rail 10 itself, in particular in the transition area 14, possibly also in the end area 16 such that there is a continuous change in the geometry course such that a flush transition into the connecting rail.
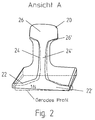
- the forging is used in the shaping like forging 14 in the direction of the end face 18, that is to say the connecting rail to the Driving edge 20 rotated, as is indicated in principle by FIG. 2.
- the tongue rail 10 has a cross section in its connection-side end 16 and a geometry course that corresponds to the connecting rail, the Rail feet are inclined identically and thus arranged on the same base plates can be.
- This results in a change in the course of the geometry which is recognizable by a usual representation represented in principle by a dashed line Arrangement with a rail foot supported on a horizontal surface 22 ', web 24' running perpendicularly thereto and corresponding rail head 26 ' deviates.
- the forging can already be at a distance B from the End face 18, ie the welded connection area between the tongue rail 10 and Connection rail ends.
- the distance B is preferably more than 100 mm.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Massaging Devices (AREA)
- Platform Screen Doors And Railroad Systems (AREA)
- Vending Machines For Individual Products (AREA)
- Lighting Device Outwards From Vehicle And Optical Signal (AREA)
- Fuel-Injection Apparatus (AREA)
- Component Parts Of Construction Machinery (AREA)
Abstract
Description
- Fig. 1
- eine Seitenansicht eines Zungenschienenabschnitts und
- Fig. 2
- eine Ansicht in Richtung A der Fig. 1.
Claims (10)
- Schienenabschnitt wie Zungenschiene (10), der in eine Anschlussschiene mit zur Horizontalen geneigtem Verlauf übergeht, wobei Anschlussschiene und angrenzender anschlussseitiger Endbereich des Schienenabschnitts ein gleiches Profil aufweisen,
dadurch gekennzeichnet,
dass der Schienenabschnitt (10) selbst in seinem anschlussseitigen Endbereich (16) einen der Anschlussschiene entsprechenden Geometrieverlauf aufweist. - Schienenabschnitt nach Anspruch 1,
dadurch gekennzeichnet,
dass der anschlussseitige Endbereich (16) des Schienenabschnitts (10) stetig in den Geometrieverlauf der Anschlussschiene übergeht. - Schienenabschnitt nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass ein beabstandet zum anschlussseitigen Endbereich (16) verlaufender Übergangsbereich (14) des Schienenabschnitts (10) derart umgeschmiedet ist, dass der anschließende anschlussschienenseitige Bereich (16) des Schienenabschnitts sowohl im Querschnitt als auch im Geometrieverlauf der Anschlussschiene entspricht. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Schienenabschnitt (10) außerhalb seines anschlussseitigen dem Geometrieverlauf der Anschlussschiene angepassten Endbereich (16) mit seinem Fuß auf einer horizontal verlaufenden Fläche abgestützt ist. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass unabhängig vom Verlauf von Schienenfuß (22, 22') bzw. Schienenkopf (26, 26') der insbesondere durch Umschmieden an den Geometrieverlauf der Anschlussschiene wie Regelschiene angepasste Bereich (14) des Schienenabschnitts (10) in seinem Fahrkantenverlauf unverändert bleibt. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass parallel zueinander verlaufende Querschnittsflächen des an den Geometrieverlauf der Anschlussschiene sich anpassenden Bereichs (16) des Schienenabschnitts (10) sich als um die Fahrkante (20) als Fixpunkt gedrehte Flächen darstellen. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der umgeschiedete Übergangsbereich (14) unterstützungsfrei ist. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der umgeschmiedete Übergangsbereich (14) eine übliche Ausschmiedung einer Zungenschiene ist. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Schienenabschnitt (10) in Form einer Zungenschiene mit der Anschlussschiene über eine einzige Schweißverbindung verbunden ist. - Schienenabschnitt nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der die Geometrieanpassung ermöglichende Bereich des Schienenabschnitts (10) im Abstand B zu der Anschlussschiene bzw. der einen Schweißverbindung endet, wobei vorzugsweise B ≥ 100 mm beträgt.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19859841 | 1998-12-23 | ||
| DE19859841 | 1998-12-23 | ||
| DE19904313 | 1999-01-28 | ||
| DE19904313A DE19904313A1 (de) | 1998-12-23 | 1999-01-28 | Schienenabschnitt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1013826A1 true EP1013826A1 (de) | 2000-06-28 |
| EP1013826B1 EP1013826B1 (de) | 2006-03-01 |
Family
ID=26051018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99125352A Expired - Lifetime EP1013826B1 (de) | 1998-12-23 | 1999-12-20 | Schienenabschnitt mit Geometrieverlauf |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1013826B1 (de) |
| AT (1) | ATE318956T1 (de) |
| CZ (1) | CZ297678B6 (de) |
| DE (1) | DE59913169D1 (de) |
| ES (1) | ES2258835T3 (de) |
| PL (1) | PL196948B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10114683A1 (de) * | 2001-03-23 | 2002-10-10 | Butzbacher Weichenbau Gmbh | Oberbau-Zungenvorrichtung |
| WO2003084697A1 (de) | 2002-04-04 | 2003-10-16 | Vae Eisenbahnsysteme Gmbh | Übergangsschiene sowie verfahren zur herstellung dieser übergangsschiene |
| CN111622022A (zh) * | 2019-02-28 | 2020-09-04 | 浙江德盛铁路器材股份有限公司 | 一种尖轨 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE685445C (de) * | 1937-08-20 | 1939-12-18 | Gutehoffmungshuette Oberhausen | Zungenvorrichtung, insbesondere fuer Strassenbahnweichen |
| DE3333700A1 (de) | 1983-09-17 | 1985-05-23 | Schmiedewerke Krupp-Klöckner GmbH, 4630 Bochum | Weiche mit einer federzunge |
| EP0598638A1 (de) | 1992-11-16 | 1994-05-25 | Cogifer Compagnie Generale D'installations Ferroviaires | Verbesserte Zunge für eine Eisenbahnweiche |
-
1999
- 1999-12-20 EP EP99125352A patent/EP1013826B1/de not_active Expired - Lifetime
- 1999-12-20 AT AT99125352T patent/ATE318956T1/de not_active IP Right Cessation
- 1999-12-20 ES ES99125352T patent/ES2258835T3/es not_active Expired - Lifetime
- 1999-12-20 DE DE59913169T patent/DE59913169D1/de not_active Expired - Lifetime
- 1999-12-21 CZ CZ0466199A patent/CZ297678B6/cs not_active IP Right Cessation
- 1999-12-23 PL PL337416A patent/PL196948B1/pl not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE685445C (de) * | 1937-08-20 | 1939-12-18 | Gutehoffmungshuette Oberhausen | Zungenvorrichtung, insbesondere fuer Strassenbahnweichen |
| DE3333700A1 (de) | 1983-09-17 | 1985-05-23 | Schmiedewerke Krupp-Klöckner GmbH, 4630 Bochum | Weiche mit einer federzunge |
| EP0598638A1 (de) | 1992-11-16 | 1994-05-25 | Cogifer Compagnie Generale D'installations Ferroviaires | Verbesserte Zunge für eine Eisenbahnweiche |
| DE69311068T2 (de) | 1992-11-16 | 1997-10-16 | Cogifer | Verbesserte Zunge für eine Eisenbahnweiche |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10114683A1 (de) * | 2001-03-23 | 2002-10-10 | Butzbacher Weichenbau Gmbh | Oberbau-Zungenvorrichtung |
| WO2003084697A1 (de) | 2002-04-04 | 2003-10-16 | Vae Eisenbahnsysteme Gmbh | Übergangsschiene sowie verfahren zur herstellung dieser übergangsschiene |
| CN111622022A (zh) * | 2019-02-28 | 2020-09-04 | 浙江德盛铁路器材股份有限公司 | 一种尖轨 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE318956T1 (de) | 2006-03-15 |
| PL196948B1 (pl) | 2008-02-29 |
| ES2258835T3 (es) | 2006-09-01 |
| PL337416A1 (en) | 2000-07-03 |
| EP1013826B1 (de) | 2006-03-01 |
| CZ297678B6 (cs) | 2007-03-07 |
| CZ466199A3 (cs) | 2000-07-12 |
| DE59913169D1 (de) | 2006-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3339442C1 (de) | Herzstueck fuer Weichen oder Kreuzungen und Verfahren zur Herstellung eines solchen Herzstueckes | |
| DE4011523C2 (de) | Verfahren zum Herstellen von Profilkörpern für Weichen für Rillenschienen durch maschinelle Bearbeitung zur Herstellung von Weichen | |
| EP0641409B1 (de) | Dehnungsstoss für ein gleisteil | |
| EP3684976B1 (de) | Zungenvorrichtung | |
| EP0603883A1 (de) | Zunge | |
| EP3312341A1 (de) | Flügelschiene eines herzstücks sowie verfahren zum herstellen eines herzstücks | |
| EP4278041A1 (de) | Herzstück und verfahren zur herstellung von flügelschienen für ein herzstück | |
| EP1013826B1 (de) | Schienenabschnitt mit Geometrieverlauf | |
| EP1285996B1 (de) | Maschine zur Bearbeitung einer Gleisbettung | |
| DE102007048042B3 (de) | Rillenschienenkreuzungsbereich | |
| DE102011018351B4 (de) | Herzstück für Weichen | |
| DE19904313A1 (de) | Schienenabschnitt | |
| EP1138830A2 (de) | Rillenschienenherzstück sowie Verfahren zum Herstellen eines solchen | |
| DE202011005479U1 (de) | Herzstück für Weichen | |
| AT506269B1 (de) | Weiche mit beweglicher herzstückspitze | |
| EP1490190B1 (de) | Übergangsschiene sowie verfahren zur herstellung dieser übergangsschiene | |
| CH641861A5 (en) | Arrangement for re-constructing a boundary path next to the ballast bed of a railway embankment | |
| DE607245C (de) | Einteilige Herzstueckspitze fuer Kreuzungsweichen und Kreuzungen | |
| DE3333700C2 (de) | Weiche mit einer Federzunge | |
| DE10015522B4 (de) | Rillenschienenherzstück sowie Verfahren zur Herstellung eines solchen | |
| DE10000782B4 (de) | Gleisabschnitt | |
| DE2415418C3 (de) | Auflaufkreuzung von Geleisen und Verfahren zur Herstellung | |
| EP2038482B1 (de) | Gleisbaumaschine | |
| DE10114683A1 (de) | Oberbau-Zungenvorrichtung | |
| WO2025093616A1 (de) | Vorrichtung und verfahren zur herstellung einer rampe zwischen schienenabschnitten unterschiedlicher rillentiefe und verwendung dieser vorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000818 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AXX | Extension fees paid |
Free format text: LT PAYMENT 20000818;LV PAYMENT 20000818;RO PAYMENT 20000818;SI PAYMENT 20000818 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BWG GMBH & CO. KG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VAE AKTIENGESELLSCHAFT Owner name: BWG GMBH & CO. KG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VAE GMBH Owner name: BWG GMBH & CO. KG |
|
| 17Q | First examination report despatched |
Effective date: 20030620 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: LT LV RO SI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59913169 Country of ref document: DE Date of ref document: 20060427 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060801 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2258835 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20061231 Year of fee payment: 8 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20061204 |
|
| EN | Fr: translation not filed | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1031408 Country of ref document: HK |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: VAE GMBH Effective date: 20061231 Owner name: BWG G.M.B.H. & CO. KG Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071220 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20101221 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20111228 Year of fee payment: 13 Ref country code: ES Payment date: 20111227 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121220 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181210 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59913169 Country of ref document: DE |