EP1114206B1 - Wässriges alkalisches cyanidfreies bad zur galvanischen abscheidung von zink- oder zinklegierungsüberzügen - Google Patents
Wässriges alkalisches cyanidfreies bad zur galvanischen abscheidung von zink- oder zinklegierungsüberzügen Download PDFInfo
- Publication number
- EP1114206B1 EP1114206B1 EP99936607A EP99936607A EP1114206B1 EP 1114206 B1 EP1114206 B1 EP 1114206B1 EP 99936607 A EP99936607 A EP 99936607A EP 99936607 A EP99936607 A EP 99936607A EP 1114206 B1 EP1114206 B1 EP 1114206B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- zinc
- bath
- bath according
- amount
- coatings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 0 C*(C1)C=CC=C1C(O)=O Chemical compound C*(C1)C=CC=C1C(O)=O 0.000 description 1
- WEGYGNROSJDEIW-UHFFFAOYSA-N CC(c1cnccc1)=O Chemical compound CC(c1cnccc1)=O WEGYGNROSJDEIW-UHFFFAOYSA-N 0.000 description 1
- YCABHAGDPZAUBJ-UHFFFAOYSA-N CN(C1)C=CC=C1C(O)=O Chemical compound CN(C1)C=CC=C1C(O)=O YCABHAGDPZAUBJ-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/22—Electroplating: Baths therefor from solutions of zinc
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/565—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of zinc
Definitions
- Cyanide-free zinc electrolyte baths can be used divide into two bath types, namely into weakly acidic zinc electrolytes (containing zinc chloride or zinc sulfate) and alkaline Zinkatelektrolyte.
- the ratio of zinc layer thickness in the high current density range to the zinc layer thickness in the low current density range is called layer thickness distribution and should ideally 1.
- Zinc and zinc alloy baths always have to meet higher demands. Accordingly, a Zinc coating on the object to be coated everywhere have the same layer thickness and a high gloss.
- a good layer thickness distribution can be achieved by lowering the current yield in the high current density range, while the current efficiency in the low current density range is maintained.
- the additives proposed so far are disadvantageous however, the tendency that the galvanically generated Flake off zinc layers.
- the formation of zinc or zinc alloy flaking of the coated substrate, often too referred to as blistering when using Cyanide-free, alkaline baths are a serious problem represents, although no confirmed knowledge regarding the influence of the additives used on the blistering available.
- the appearance of the blistering works turned out to be particularly disadvantageous because it often takes weeks occurs and therefore often complaints to the coating industry can lead.
- US Pat. No. 4,030,987 also describes a diallylammonium sulfur dioxide copolymer as an additive for zinc and zinc alloy plating baths described which one of the zinc layers should give uniform layer thickness.
- the invention is therefore based on the object, the shortcomings to overcome the prior art and in particular a aqueous cyanide-free alkaline bath for galvanic deposition to provide zinc and zinc alloy coatings, obtained with the coatings of zinc or zinc alloys can be in which even after long storage none There is a tendency to form flaking.
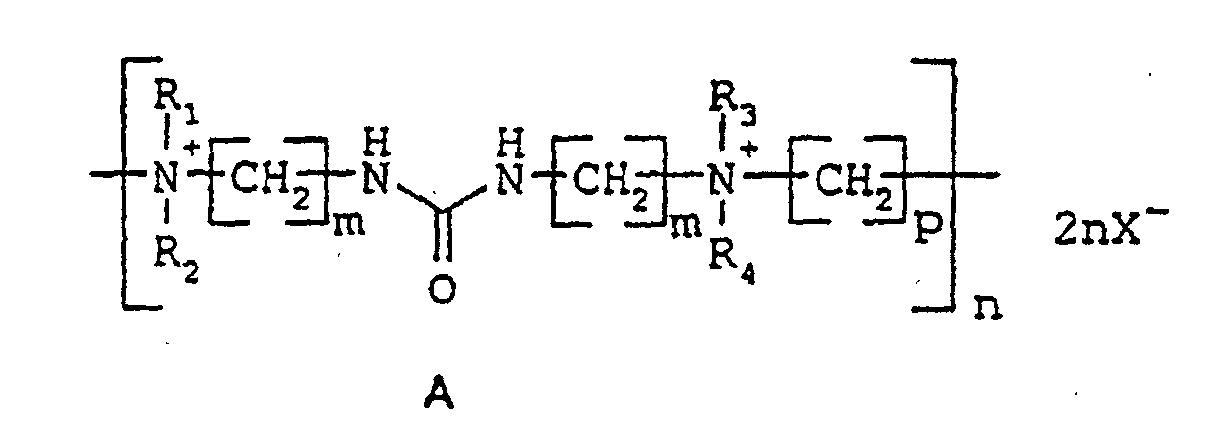
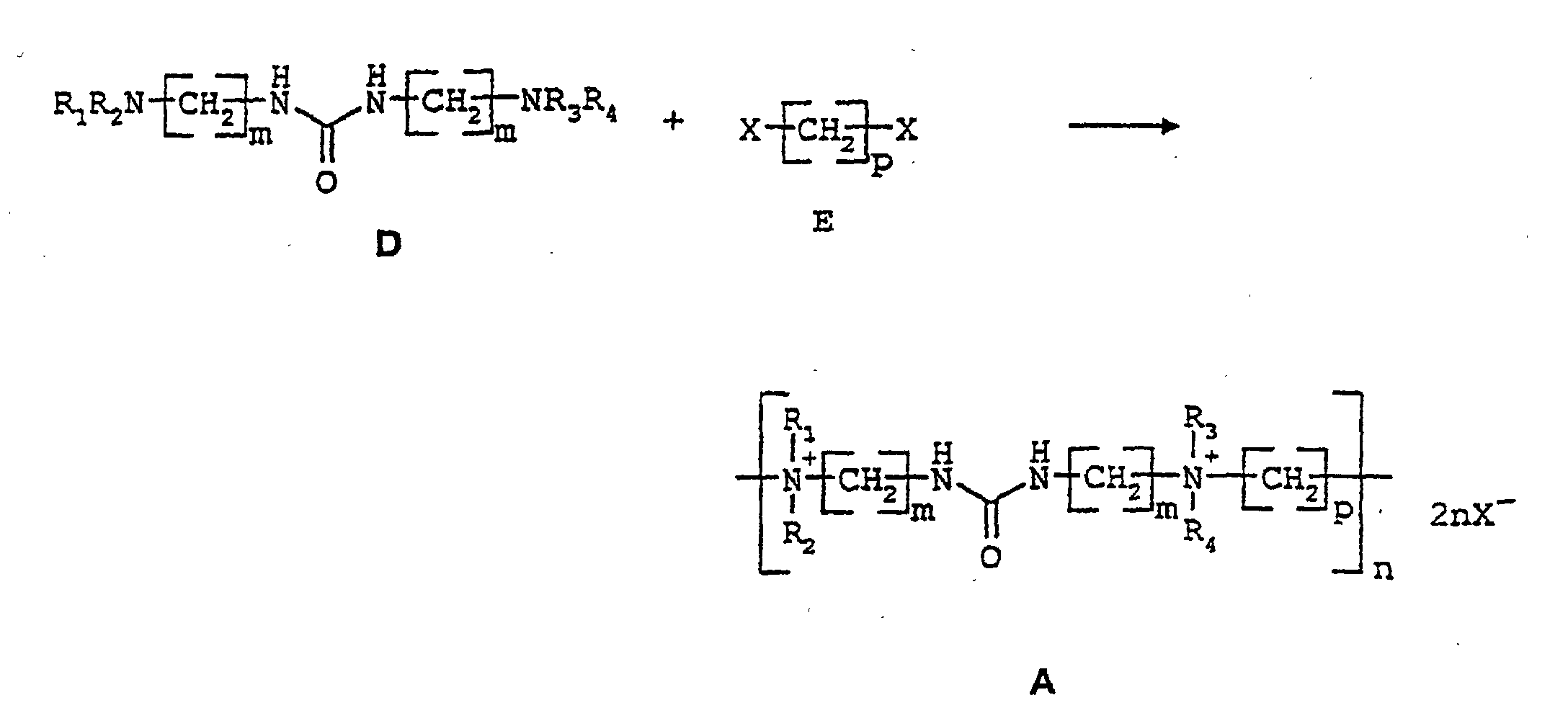
- the soluble polymer of the general formula A contained in the bath according to the invention can be obtained by reacting N, N'-bis [3- (dialkylamino) alkyl] ureas with 1, ⁇ -dihaloalkanes.
- This reaction can be represented by the following reaction scheme, the radicals R 1 -R 4 , X and m and n being as defined above:
- the implementation of the starting products can, for example, in aqueous solution and carried out at temperatures of 20 to 100 ° C. become.
- the invention used polymers of formula A are obtained in which the amino urea units by hydrocarbon bridges are connected.
- the degree of polymerization of these polymers is 2-80.
- the starting materials of the general formulas D and E are known per se.
- the diaminoureas of the formula D. are described for example in JP 04-198160.
- the other starting products for the production of the invention are 1, ⁇ -dihaloalkanes general formula E. Individual examples of these 1, ⁇ -dihaloalkanes are 1,3-dichloropropane, 1,4-dichlorobutane, 1,5-dichloropentane, 1,6-dichlorohexane.
- the polymer of formula A is in the bath according to the invention in an amount of 0.1 to 50 g / l, preferably 0.25 to 10 g / l, contain.
- the degree of polymerization of polymer A plays a role in avoiding blistering and improving Layer thickness distribution is irrelevant; only the required Solubility of the polymer in the galvanic bath sets an upper limit on the degree of polymerization.
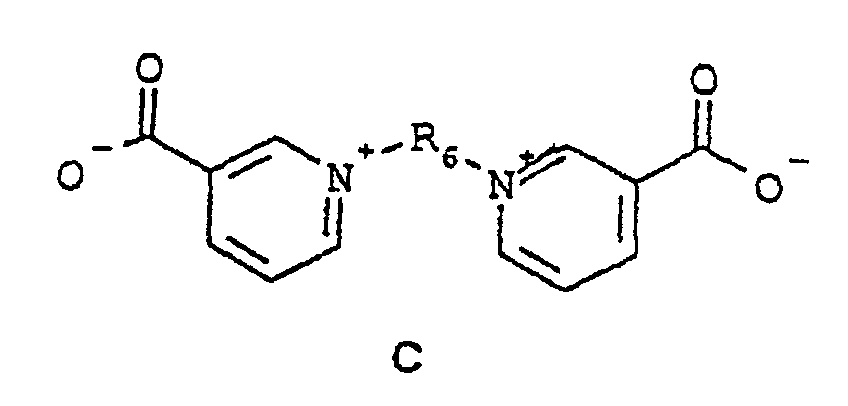
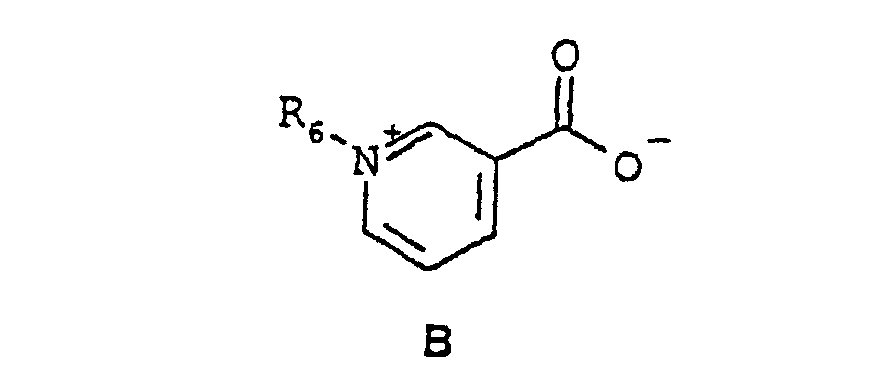
- the bath contains, as a further additive, a quaternary derivative of a pyridine-3-carboxylic acid of the formula B and / or a quaternary derivative of a pyridine-3-carboxylic acid of the formula C.
- R 6 represents a saturated or unsaturated, aliphatic, aromatic or araliphatic hydrocarbon radical having 1 to 12 carbon atoms.
- the amount of this additional additive in the invention Bath is 0.005 to 0.5 g / l, preferably 0.01 to 0.2 g / l.
- quaternary derivatives of a pyridine-3-carboxylic acid Formula 3 or C are known compounds and for example in B. S. James, M Phil thesis, Aston Univ. 1979 or DE 40 38 721.
- the production of these derivatives is generally carried out by reacting nicotinic acid with aliphatic, aromatic or araliphatic hydrogen halides.
- the addition of the further additive B and / or C results in a further improvement of the layer thickness distribution.
- Another Advantage of adding the derivatives B and C mentioned to the bath according to the invention is to improve the gloss call.
- baths according to the invention can additionally the additives A, B and / or C mentioned above also other polymers, such as that in the above-mentioned documents mentioned polymers contain.
- Zinc baths the usual aqueous alkaline cyanide-free baths, as used to deposit zinc or zinc alloy coatings can be used on different substrates. Standard baths of this type are described, for example, in DE 25 25 264 and US 3,884,774.
- the baths according to the invention contain the usual sources of zinc ions, such as zinc metal, zinc salts and Zinc oxide, but zinc oxide is preferred, that in alkaline Solution is present as zincate.
- the concentration of zinc in the baths according to the invention is in the usual range for such baths from 0.2 to 20 g / l, preferably 5 to 20 g / l.
- zinc alloy coatings from the baths according to the invention to be separated then contain the baths a source of additional metal ions.
- additional metal ions preferably come Cobalt, nickel, manganese and / or iron ions in Consideration.
- Suitable salts are nickel sulfate, iron sulfate, Cobalt sulfate and manganese chloride.
- the concentration of metal ions in the invention Baths can vary and amount within a wide range preferably 0.01 to 100 g / l. Because with different Alloy types also have a different alloy content is necessary, for example, to prevent corrosion improve, this concentration is from metal ion to metal ion different.
- the baths preferably contain zinc in one Amount of 0.2 to 20 g / l, cobalt in an amount of 10 up to 120 mg / l, nickel in an amount of 0.3 to 3 g / l, manganese in an amount of 10 to 100 g / l and iron in an amount from 10 to 120 mg / l. These concentrations refer to the amount of metal ions contained in the bath. Appropriate Conversions provide the quantities of those to be used Salts of these metals.
- the additional above Contain metal ions If the baths according to the invention the additional above Contain metal ions, then it is useful to the baths complexing agents also matched to these additional metal ions add to the deposition potential control and a common reduction with the existing ones To allow zinc ions.
- Chelating agents are preferred as such complexing agents.
- suitable chelating agents are hydroxycarboxylates, such as sodium gluconate, amino alcohols, such as triethanolamine, Polyamines, such as polyethylene diamine, aminocarboxylates, such as EDTA, Aminophosphonates such as amino-tris (methylenephosphonic acid), and polyhydric alcohols, such as sorbitol or sucrose.
- the chelating agent can be used individually or as a mixture in the invention Baths may be included, the amount of which is preferably in the range is from 2 to 200 g / l.
- the baths according to the invention contain - like the corresponding ones Prior art baths - a source of hydroxide ions, preferably an alkali hydroxide.
- a source of hydroxide ions preferably an alkali hydroxide.
- potassium hydroxide an increase in the gloss of the zinc layer.
- the baths according to the invention known levelers, such as 3-mercapto-1,2,4-triazole and / or thiourea, with thiourea being preferred.
- concentration leveling is the usual concentration of zinc baths and is, for example, 0.01 to 0.50 g / l.
- Other additives aromatic aldehydes are for the baths according to the invention or their bisulfite adducts.
- Preferred aromatic aldehydes are selected from the group 4-hydroxybenzaldehyde, 4-hydroxy-3-methoxybenzaldehyde (vanillin), 3,4-dimethoxybenzaldehyde, 3,4-methylenedioxybenzaldehyde, 2-hydroxybenzaldehyde and 4-hydroxybenzaldehyde or mixtures selected from it.
- These additives their concentration in the range from 0.005 to 1.0 g / l, preferably from 0.01 to 0.50 g / l, lies, act in a manner known per se as brighteners.
- a particularly preferred example of such Vanillin is the brightener.
- the invention Bad as a brightener also other substances, such as Substances selected from the group of sulfur compounds, Aldehydes, ketones, amines, polyvinyl alcohol, polyvinyl pyrrolidone, Proteins or reaction products of halohydrins with aliphatic or aromatic amines, polyamines or heterocyclic nitrogen compounds and mixtures thereof, contain.
- the baths according to the invention can also be water-softening Contain funds, because the addition of such Sensitivity of the bath according to the invention to foreign metal ions, especially calcium and magnesium from tap water, is reduced.
- water softening Agents are EDTA, sodium silicates and tartaric acid.
- customary conductive metal substrates coated with zinc or be provided with a zinc alloy Using the baths according to the invention, customary conductive metal substrates coated with zinc or be provided with a zinc alloy.
- Another object of the invention is therefore a method for the galvanic deposition of zinc coatings or zinc alloy coatings on conventional substrates, which is characterized in that a bath with the above composition is used as the bath.
- the coatings are preferably deposited at a current density in the range from 0.01 to 10 A / dm 2 and at a temperature in the range from 15 to 45 ° C.
- the method according to the invention can be used for mass parts for example as a drum electroplating process and Deposition on larger workpieces as a rack plating process be performed.
- Anodes are used which can be soluble, such as zinc anodes, which also serve as a source of zinc ions, so that on the Zinc deposited by dissolution of zinc on the cathode Anode is recovered.
- Anodes such as iron anodes, are used, the zinc ions extracted from the electrolyte to others Need to be added again, e.g. under use a zinc dissolving container.
- a coated Zn anode serves as the anode. It works with strong air injection (1 l / min), which flows out of an L-shaped plastic tube with 6 small holes (3 on each side) below the inserted cathode.
- the cathode sheet (18.5 cm x 5 cm) is bent at the lower end and coated at 2.8 A for 35 min.
- the bath should be at a temperature of 20 ° C, as bubbles occur especially at low temperatures.
- the sheet is rinsed off, lightened in 0.3% by volume HNO 3 for 10 s, rinsed again and dried under compressed air. Then the sheet is carefully bent straight until it takes on an elongated shape and stored at room temperature. It must be checked daily for blisters.
- the layer thickness is measured at two points 3 cm from the lower edge and 2.5 cm from the right and left side edge at high (2.8 A / dm 2 ) and low current density (0.5 A / dm 2 ).
- XRF is used to measure at four points at the respective position in order to keep the measurement error as low as possible.
- the layer thickness distribution corresponds to the ratio of the measured values for the layer thickness at high (hcd) and low current density (lcd).
- Layer thickness distribution hcd: lcd
- the layer thickness is measured at two points 3 cm from the lower edge and 2.5 cm from the right and left side edge at high (2.8 A / dm 2 ) and low current density (0.5 A / dm 2 ).
- XRF is used to measure at four points at the respective position in order to keep the measurement error as low as possible.
- the layer thickness distribution corresponds to the ratio of the measured values for the layer thickness at high (hcd) and low current density (lcd).
- Layer thickness distribution hcd: lcd
- a coated Zn anode serves as the anode. It works with strong air injection (1 l / min), which flows out of an L-shaped plastic tube with 6 small holes (3 on each side) below the inserted cathode.
- the cathode sheet (18.5 cm x 5 cm) is bent at the lower end and coated at 2.8 A for 35 min.
- the bath should be at a temperature of 20 ° C, as bubbles occur especially at low temperatures.
- the sheet is rinsed off, lightened in 0.3% by volume HNO 3 for 10 s, rinsed again and dried under compressed air. Then the sheet is carefully bent straight until it takes on an elongated shape and stored at room temperature. It must be checked daily for blisters.
- a steel sheet (5 cm x 5 cm) was deposited at 2 A / dm 2 and 30 ° C for 30 minutes.
- the steel sheet was rinsed and in a commercially available Blue chromating (Corrotriblue, Atotech) chromated.
- the Chromated sheet had a standard commercially available.
- the zinc layer showed no tendency to blister, even tempering in a circulating air cabinet at 220 ° C for 30 minutes and then Quenching in tap water at room temperature resulted not chipping.
- the Hull cell sheet was rinsed and in a commercially available Yellow chromating (Tridur Yellow Liquid, Atotech) chromated.
- the chromated sheet had a slight iridescence and standard.
- the layer thickness distribution was according to that described above Test measured, it was 1.30.
- the zinc layer showed no signs of blistering, not even after tempering in the recirculating air cabinet for 30 minutes 220 ° C and then quenching in tap water from Room temperature.
- Steel screws were galvanized in a drum at a current density of 0.1-1 A / dm 2 and room temperature.
- the shiny zinc layer was very even on the screws spread and showed no tendency to blister, not even in the drying cabinet for 30 minutes at 220 ° C and then quenching in water which Room temperature.
- a steel sheet (5 cm x 5 cm) was deposited at 3 A / dm 2 and 30 ° C for 30 minutes.
- a uniform, shiny zinc-nickel layer was deposited.
- the zinc-nickel layer showed no signs of blistering, not even after tempering in the air circulation cabinet for 30 minutes at 220 ° C and then quenched in tap water from room temperature.
- the Hull cell sheet was rinsed and in a commercially available Black chromating for zinc-iron layers (Tridur Black Liquid ZnFe, Atotech) chromated.
- the chromated sheet had a very good black color.
- the layer thickness distribution was according to that described above Test measured, it was 1.50.
- the zinc-iron layer showed no signs of blistering, not even after tempering in the air circulation cabinet for 30 minutes at 220 ° C and then quenched in tap water from room temperature.
- a steel sheet (5 cm x 5 cm) was deposited at 2 A / dm 2 and room temperature for 30 minutes.
- a uniform, shiny zinc-iron-cobalt layer was deposited.
- the zinc-iron-cobalt layer showed no signs of blistering, not even after tempering in the air circulation cabinet for 30 minutes at 220 ° C and then quenched in tap water from room temperature.
- a Hull cell sheet was deposited at 1 ampere and room temperature for 15 minutes. The Hull cell sheet was rinsed and lightened in 0.3 vol% HNO 3 for 10 s.
- the layer thickness distribution was according to that described above Test measured; it was 1.41.
- the manganese incorporation was measured with XRF at the same positions at which the layer thickness was also measured. At 2.8 A / dm 2 , the manganese content was 5.65%; at 0.5 A / dm 2 the manganese content was 7.81%.
- the layer thickness is measured at two points 3 cm from the lower edge and 2.5 cm from the right and left side edge at high (2.8 A / dm 2 ) and low current density (0.5 A / dm 2 ).
- XRF is used to measure at four points at the respective position in order to keep the measurement error as low as possible.
- the layer thickness distribution corresponds to the ratio of the measured values for the layer thickness at high (hcd) and low current density (lcd).
- Layer thickness distribution hcd: lcd
- a coated Zn anode serves as the anode. It works with strong air injection (1 l / min), which flows out of an L-shaped plastic tube with 6 small holes (3 on each side) below the inserted cathode.
- the cathode sheet (18.5 cm x 5 cm) is bent at the lower end and coated at 2.8 A for 35 min.
- the bath should be at a temperature of 20 ° C, as bubbles occur especially at low temperatures.
- the sheet is rinsed off, lightened in 0.3% by volume HNO 3 for 10 s, rinsed again and dried under compressed air. Then the sheet is carefully bent straight until it takes on an elongated shape and stored at room temperature. It must be checked daily for blisters.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating And Plating Baths Therefor (AREA)
- Pyridine Compounds (AREA)
- Electrodes For Compound Or Non-Metal Manufacture (AREA)
Description
sowie gegebenenfalls

Schichtdickeverteilung = hcd:lcd
5,00 g (39,80 mmol) Nicotinsäure werden in 20 ml n-Butanol bei Raumtemperatur vorgelegt, dann werden 5,41 g (19,90 mmol) α,α-'Dibrom-p-xylol bei Raumtemperatur zugegeben. Dann wird 16 h unter Rühren auf 70°C erhitzt, das ausgefallene Produkt abfiltriert, mit 10 ml n-Butanol gewaschen und getrocknet. Man erhält 9,85 g weiße Kristalle, die bei 220°C unter Zersetzung schmelzen.
Schichtdickeverteilung = hcd:lcd
| Verwendetes Polymeres | Schichtdicke hcd | Schichtdicke lcd | Schichtdickeverteitung |
| R1, R2, R3, R4 = Methyl; m = 3; p = 4 | 6,11 µm | 5,38 µm | 1,14 |
| R1, R2, R3, R4 = Methyl; m = 3; p = 3 | 6,19 µm | 4,15 µm | 1,49 |
| R1, R2, R3, R4 = Methyl; m = 3; p = 6 | 4,71 µm | 3,50 µm | 1,35 |
| R1, R2, R3, R4 = Methyl; m = 3; p = 5 | 5,02 µm | 4,03 µm | 1,25 |
| R1, R2, R3, R4 = Ethyl; m = 3; p = 3 | 0,76 µm | 0,55 µm | 1,37 |
| R1, R2, R3, R4 = Methyl; m = 2; p = 3 | 7,70 µm | 3,53 µm | 2,18 |
| Verwendetes Polymeres | Blasenbildung |
| R1, R2, R3, R4 = Methyl; m = 3; p = 4 | Keine |
| R1, R2, R3, R4 = Methyl; m = 3; p = 3 | Keine |
| R1, R2, R3, R4 = Methyl; m = 3; p = 6 | Keine |
| R1, R2, R3, R4 = Methyl; m = 3; p = 5 | Keine |
| R1, R2, R3, R4 = Ethyl; m = 3; p = 4 | Keine |
| R1, R2, R3, R4 = Methyl; m = 2; p = 3 | Keine |
Schichtdickeverteilung = hcd:lcd
| Verwendetes Polymeres | Schichtdicke hcd | Schichtdicke lcd | Schichtdickeverteilung |
| Umsetzungsprodukt Epichlorhydrin mit Imidazol DE 25 25 264 | 11,0 µm | 3,80 µm | 2,90 |
| Umsetzungsprodukt Epichlorhydrin mit Dimethylaminopropylamin US 3 884 774 | 8,65 µm | 2,70 µm | 3,20 |
| Mirapol WT US 5 435 898 | 5,89 µm | 4,17 µm | 1,41 |
| Diallylammonium-Schwefeldioxid-Copolymer DE 195 09 713 | 7,10 µm | 2,58 µm | 2,75 |
| Verwendetes Polymeres | Blasenbildung |
| Mirapol WT US 5 435 898 | Stark innerhalb von 3 d |
| Diallylammonium-Schwefeldioxid-Copolymer DE 195 09 713 | Sofort sehr stark |
Claims (32)
- Wäßriges alkalisches cyanidfreies Bad zur galvanischen Abscheidung von Zink- oder Zinklegierungsüberzügen auf Substratoberflächen, wobei es(a) eine Zinkionenquelle und gegebenenfalls eine Quelle für weitere Metallionen,(b) Hydroxidionen und(c) ein in dem Bad lösliches Polymeres der allgemeinen Formel Aworin m den Wert 2 oder 3 hat, n einen Wert von mindestens 2 hat, R1, R2, R3 und R4, die gleich oder verschieden sein können, jeweils für Methyl, Ethyl, Hydroxyethyl stehen, p einen Wert im Bereich von 3 bis 12 hat und X- für Cl-, Br- und/oder I- steht

sowie gegebenenfalls(d) übliche Additive enthält. - Bad nach Anspruch 1, dadurch gekennzeichnet, daß in der allgemeinen Formel A n einen Wert im Bereich von 2 bis 80, vorzugsweise von 3 bis 20, hat.
- Bad nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß das in dem Bad lösliche Polymere der Formel A in einer Menge von 0,1 bis 50 g/l, vorzugsweise 0,25 bis 10 g/l, vorhanden ist.
- Bad nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß es weiterhin ein quaternäres Derivat einer Pyridin-3-carbonsäure der Formel B und/oder ein quaternäres Derivat einer Pyridin-3-carbonsäure der Formel C
 worin R6 für einen gesättigten oder ungesättigten, aliphatischen, aromatischen oder araliphatischen Kohlenwasserstoffrest mit 1 bis 12 Kohlenstoffatomen steht, enthält.
worin R6 für einen gesättigten oder ungesättigten, aliphatischen, aromatischen oder araliphatischen Kohlenwasserstoffrest mit 1 bis 12 Kohlenstoffatomen steht, enthält.
- Bad nach Anspruch 4, dadurch gekennzeichnet, daß das quaternäre Derivat der Pyridin-3-carbonsäure der Formel B und/oder C in einer Menge von 0,005 bis 0,5 g/l, vorzugsweise von 0,01 bis 0,2 g/l, vorhanden ist.
- Bad nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Zinkionenquelle Zinkoxid ist.
- Bad nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Konzentration der Zinkionen 0,2 bis 20 g/l beträgt.
- Bad nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß die weiteren Metallionen Kobalt-, Nickel-, Mangan- und/oder Eisenionen sind.
- Bad nach Anspruch 8, dadurch gekennzeichnet, daß das Zink in einer Menge von 0,2 bis 20 g/l, das Kobalt in einer Menge von 10 bis 120 mg/l, das Nickel in einer Menge von 0,3 bis 3 g/l, das Mangan in einer Menge von 10 bis 100 g/l und das Eisen in einer Menge von 10 bis 120 mg/l vorliegt.
- Bad nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß das Alkali Natriumhydroxid ist.
- Bad nach Anspruch 10, dadurch gekennzeichnet, daß das Natriumhydroxid in einer Menge von 80 bis 250 g/l vorliegt.
- Bad nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß das Alkali Kaliumhydroxid ist.
- Bad nach Anspruch 12, dadurch gekennzeichnet, daß das Kaliumhydroxid in einer Menge von 80 von 250 g/l vorliegt.
- Bad nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, daß es als Additiv einen Glanzbildner aus der Gruppe Schwefelverbindungen, Aldehyde, Ketone, Amine, Polyvinylalkohol, Polyvinylpyrrolidon, Proteine oder Reaktionsprodukte von Halogenhydrinen mit aliphatischen oder aromatischen Aminen, Polyaminen oder heterocyclischen Stickstoffverbindungen und Gemische davon enthält.
- Bad nach Anspruch 14, dadurch gekennzeichnet, daß es als Additiv einen aromatischen Aldehyd oder ein Bisulfitaddukt davon enthält.
- Bad nach Anspruch 15, dadurch gekennzeichnet, daß der aromatische Aldehyd aus der Gruppe 4-Hydroxybenzaldehyd, 4-Hydroxy-3-methoxybenzaldehyd, 3,4-Dimethoxybenzaldehyd, 3,4-Methylendioxybenzaldehyd, 2-Hydroxybenzaldehyd und 4-Hydroxybenzaldehyd oder Gemischen davon ausgewählt ist.
- Bad nach Anspruch 15 oder 16, dadurch gekennzeichnet, daß der aromatische Aldehyd in einer Menge von 0,005 bis 1,0 g/l, vorzugsweise von 0,01 bis 0,50 g/l, vorhanden ist.
- Bad nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, daß es weiterhin einen Komplexbildner oder ein Wasserenthärtungsmittel enthält.
- Bad nach Anspruch 18, dadurch gekennzeichnet, daß es als Komplexbildner einen Chelatbildner enthält.
- Bad nach Anspruch 19, dadurch gekennzeichnet, daß der Chelatbildner aus der Gruppe Hydroxycarboxylate, Aminoalkohole, Polyamine, Aminocarboxylate, Aminophosphonate und mehrwertige Alkohole sowie Gemischen davon ausgewählt ist.
- Bad nach Anspruch 18 oder 19, dadurch gekennzeichnet, daß der Chelatbildner in einer Menge von 2 bis 200 g/l vorliegt.
- Bad nach einem der Ansprüche 1 bis 21, dadurch gekennzeichnet, daß es weiterhin als Einebner eine Schwefelverbindung enthält.
- Bad nach Anspruch 22, dadurch gekennzeichnet, daß es als Einebner 3-Mercapto-1,2,4-triazol und/oder Thioharnstoff enthält.
- Bad nach Anspruch 22 oder 23, dadurch gekennzeichnet, daß es die Schwefelverbindung in einer Menge von 0,01 bis 0,50 g/l enthält.
- Verfahren zur galvanischen Abscheidung von Zinküberzügen oder von Zinklegierungsüberzügen, dadurch gekennzeichnet, daß als Bad ein Bad nach den Ansprüchen 1 bis 24 verwendet wird.
- Verfahren nach Anspruch 25, dadurch gekennzeichnet, daß das Bad bei einer Stromdichte von 0/01 bis 10 A/dm2 betrieben wird.
- Verfahren nach Anspruch 25 oder 26, dadurch gekennzeichnet, daß das Bad bei Temperaturen von 15 bis 45°C betrieben wird.
- Verfahren nach einem der Ansprüche 25 bis 27, dadurch gekennzeichnet, daß Überzüge auf einem leitenden Substrat unter Anwendung eines Trommelgalvanisierungsverfahrens abgeschieden werden.
- Verfahren nach einem der Ansprüche 25 bis 27, dadurch gekennzeichnet, daß die Überzüge auf einem leitenden Substrat unter Anwendung eines Gestellgalvanisierungsverfahrens abgeschieden werden.
- Verfahren nach einem der Ansprüche 25 bis 29, dadurch gekennzeichnet, daß ein Zinküberzug abgeschieden wird.
- Verfahren nach einem der Ansprüche 25 bis 29, dadurch gekennzeichnet, daß ein Zinklegierungsüberzug abgeschieden wird.
- Verfahren nach Anspruch 31, dadurch gekennzeichnet, daß ein Überzug aus einer Zinklegierung mit ein oder mehreren Metallen aus der Gruppe Kobalt, Nickel, Mangan oder Eisen abgeschieden wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19840019A DE19840019C1 (de) | 1998-09-02 | 1998-09-02 | Wäßriges alkalisches cyanidfreies Bad zur galvanischen Abscheidung von Zink- oder Zinklegierungsüberzügen sowie Verfahren |
| DE19840019 | 1998-09-02 | ||
| PCT/EP1999/005318 WO2000014305A1 (de) | 1998-09-02 | 1999-07-26 | Wässriges alkalisches cyanidfreies bad zur galvanischen abscheidung von zink- oder zinklegierungsüberzügen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1114206A1 EP1114206A1 (de) | 2001-07-11 |
| EP1114206B1 true EP1114206B1 (de) | 2003-02-26 |
Family
ID=7879582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99936607A Expired - Lifetime EP1114206B1 (de) | 1998-09-02 | 1999-07-26 | Wässriges alkalisches cyanidfreies bad zur galvanischen abscheidung von zink- oder zinklegierungsüberzügen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6652728B1 (de) |
| EP (1) | EP1114206B1 (de) |
| JP (1) | JP4263363B2 (de) |
| AT (1) | ATE233329T1 (de) |
| CA (1) | CA2342219C (de) |
| DE (2) | DE19840019C1 (de) |
| ES (1) | ES2193728T3 (de) |
| PT (1) | PT1114206E (de) |
| WO (1) | WO2000014305A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007147603A3 (de) * | 2006-06-21 | 2008-05-15 | Atotech Deutschland Gmbh | Wässriges alkalisches, cyanidfreies bad zur galvanischen abscheidung von zink- und zinklegierungsüberzügen |
| EP2175048A1 (de) | 2008-10-13 | 2010-04-14 | Atotech Deutschland Gmbh | Metallplattierungszusammensetzung zur Beschichtung von Blechzinklegierungen auf einem Substrat |
| WO2011029781A1 (en) | 2009-09-08 | 2011-03-17 | Atotech Deutschland Gmbh | Polymers having terminal amino groups and use thereof as additives for zinc and zinc alloy electrodeposition baths |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5005849B2 (ja) * | 2000-01-31 | 2012-08-22 | ディップソール株式会社 | アルカリ性亜鉛及び亜鉛合金めっき浴 |
| DE10026956A1 (de) * | 2000-05-30 | 2001-12-13 | Walter Hillebrand Galvanotechn | Zink-Legierungsbad |
| GB0017741D0 (en) * | 2000-07-20 | 2000-09-06 | Macdermid Canning Plc | Zinc and zinc alloy electroplating additives and electroplating methods |
| JP2003049282A (ja) * | 2001-08-06 | 2003-02-21 | Hitachi Ltd | 車載電装品及び電機機械並びにそれらの製造法 |
| US6790265B2 (en) * | 2002-10-07 | 2004-09-14 | Atotech Deutschland Gmbh | Aqueous alkaline zincate solutions and methods |
| US6830674B2 (en) * | 2002-11-05 | 2004-12-14 | Columbia Chemical Corporation | Brightener additive and bath for alkaline cyanide-free zinc electroplating |
| US8377283B2 (en) * | 2002-11-25 | 2013-02-19 | Coventya, Inc. | Zinc and zinc-alloy electroplating |
| US20050133376A1 (en) * | 2003-12-19 | 2005-06-23 | Opaskar Vincent C. | Alkaline zinc-nickel alloy plating compositions, processes and articles therefrom |
| US7442286B2 (en) | 2004-02-26 | 2008-10-28 | Atotech Deutschland Gmbh | Articles with electroplated zinc-nickel ternary and higher alloys, electroplating baths, processes and systems for electroplating such alloys |
| US7964083B2 (en) * | 2004-03-04 | 2011-06-21 | Taskem, Inc. | Polyamine brightening agent |
| CZ300264B6 (cs) * | 2004-08-02 | 2009-04-01 | Atotech Cz, A.S. | Dusíkatá polymerní prísada pro elektrolytické vylucování zinku a slitin zinku, zpusob její výroby a její použití |
| DE102005013780A1 (de) | 2005-03-22 | 2006-09-28 | Basf Ag | Verwendung von kationischen Polykondensationsprodukten als farbfixierender und/oder farbübertragungsinhibierender Zusatz zu Waschmitteln und Wäschenachbehandlungsmitteln |
| DE502005007138D1 (de) | 2005-04-26 | 2009-06-04 | Atotech Deutschland Gmbh | Alkalisches Galvanikbad mit einer Filtrationsmembran |
| CZ2005456A3 (cs) * | 2005-07-14 | 2007-01-31 | Atotech Deutschland Gmbh | Dusíkatá polymerní přísada pro elektrolytické vylučování zinku a slitin zinku, způsob její výroby a její použití |
| DE102005040964A1 (de) * | 2005-08-30 | 2007-03-01 | Dr. M. Kampschulte Gmbh & Co. Kg | Matte Zinkbeschichtung und Verfahren zur Abscheidung matter Zinkschichten |
| DE102005049789A1 (de) * | 2005-10-18 | 2007-04-19 | Basf Ag | Wässriges, alkylisches, cyanidfreies Bad zur galvanischen Abscheidung von Zink- und Zinklegierungsüberzügen |
| DE102005060030A1 (de) | 2005-12-15 | 2007-06-21 | Coventya Gmbh | Quervernetzte Polymere, diese enthaltende Galvanisierungsbäder sowie deren Verwendung |
| LT5481B (lt) | 2006-07-11 | 2008-03-26 | Chemijos Institutas | Šarminis cinko-kobalto lydinio dangų nusodinimo elektrolitas |
| EP2096193B1 (de) | 2008-02-21 | 2013-04-03 | Atotech Deutschland GmbH | Verfahren zur Herstellung von korrosionsresistentem Zink und Zink-Nickel-plattierten linearen oder komplex geformten Teilen |
| US8691346B2 (en) * | 2008-05-09 | 2014-04-08 | Birchwood Laboratories, Inc. | Methods and compositions for coating aluminum substrates |
| CN101382483B (zh) * | 2008-08-22 | 2010-12-29 | 宏正(福建)化学品有限公司 | 一种碱性无氰镀锌镀液中添加剂浓度的定量测试方法 |
| US20100096274A1 (en) * | 2008-10-17 | 2010-04-22 | Rowan Anthony J | Zinc alloy electroplating baths and processes |
| JP4849186B2 (ja) * | 2009-10-28 | 2012-01-11 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| JP5630692B2 (ja) * | 2010-07-20 | 2014-11-26 | 日本表面化学株式会社 | 亜鉛−鉄合金めっき液 |
| US20120138473A1 (en) * | 2010-09-09 | 2012-06-07 | Yuken Industry Co., Ltd. | Zinc plating bath additive and alkaline non-cyanide zinc plating bath |
| JP5551094B2 (ja) * | 2011-01-31 | 2014-07-16 | ディップソール株式会社 | アルカリ性亜鉛及び亜鉛合金めっき浴 |
| EP2489763A1 (de) * | 2011-02-15 | 2012-08-22 | Atotech Deutschland GmbH | Zink-Eisen-Legierungsschichtmaterial |
| RU2591905C2 (ru) | 2011-06-07 | 2016-07-20 | ДжФЕ СТИЛ КОРПОРЕЙШН | Стальной лист для горячей штамповки и способ изготовления детали из стального листа горячей штамповкой |
| JP5747359B2 (ja) * | 2012-10-09 | 2015-07-15 | ユケン工業株式会社 | ジンケート型亜鉛系めっき浴、ジンケート型亜鉛系めっき浴用添加剤および亜鉛系めっき部材の製造方法 |
| JP5888430B2 (ja) | 2012-10-31 | 2016-03-22 | Jfeスチール株式会社 | 熱間プレス用鋼板、熱間プレス部材及び熱間プレス部材の製造方法 |
| EP2784189A1 (de) | 2013-03-28 | 2014-10-01 | Coventya SAS | Elektroplattierungsbad für Zink-Eisen-Legierungen, Verfahren zur Ablagerung von Zink-Eisen-Legierung auf einer Vorrichtung sowie solche Vorrichtung |
| EP2801640A1 (de) * | 2013-05-08 | 2014-11-12 | ATOTECH Deutschland GmbH | Nickel- oder Nickellegierungsgalvanisierungsbad zum Aufbringen von halbglänzendem Nickel oder Nickellegierung |
| CN103320821B (zh) * | 2013-07-12 | 2016-08-10 | 贵阳华科电镀有限公司 | 一种碱性锌钴合金电镀液 |
| JP6211185B2 (ja) * | 2013-11-06 | 2017-10-11 | ローム アンド ハース エレクトロニック マテリアルズ エルエルシーRohm and Haas Electronic Materials LLC | レベラーとしての窒素含有ポリマー |
| CN103952733B (zh) * | 2013-12-23 | 2017-06-20 | 韶关美妥维志化工有限公司 | 用于碱性镀锌或锌合金电镀液中的载体光亮剂前体及载体光亮剂和电镀液 |
| EP3164531B8 (de) | 2014-07-04 | 2020-06-17 | Basf Se | Additiv zur alkalischen verzinkung |
| BR112017027592A2 (pt) | 2015-06-25 | 2018-08-28 | Basf Se | processo para deposição eletrolítica de um revestimento de zinco ou liga de zinco em um substrato metálico, substrato metálico revestido com zinco ou liga de zinco, e, uso de um aditivo de banho de galvanização com zinco |
| WO2017205473A1 (en) * | 2016-05-24 | 2017-11-30 | Coventya, Inc. | Ternary zinc-nickel-iron alloys and alkaline electrolytes for plating such alloys |
| CN110291229B (zh) * | 2016-12-22 | 2022-04-29 | 科德宝两合公司 | 用于在金属坯件表面上沉积含锌层的含水碱性电解液 |
| CN107513733A (zh) * | 2017-09-08 | 2017-12-26 | 湖北吉和昌化工科技有限公司 | 一种新的无氰碱性镀锌配位剂 |
| US11661666B2 (en) * | 2019-10-10 | 2023-05-30 | The Boeing Company | Electrodeposited zinc and iron coatings for corrosion resistance |
| KR102173164B1 (ko) * | 2020-05-20 | 2020-11-02 | 주식회사 지에스켐텍 | 징케이트 도금액용 혼합 광택제 및 이를 포함하는 징케이트 도금액 |
| CN111733433A (zh) * | 2020-06-15 | 2020-10-02 | 武汉钢铁有限公司 | 低铁含量镀层的碱性电镀锌铁合金镀液添加剂及其应用 |
| CN121204749A (zh) * | 2025-11-28 | 2025-12-26 | 山东力净环保科技有限公司 | 碱性体系多阶段电流-界面协同调控锌电极制备方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3884774A (en) * | 1973-02-01 | 1975-05-20 | Lea Ronal Inc | Electrolytic deposition of zinc |
| JPS51103039A (de) * | 1975-03-08 | 1976-09-11 | Japan Metarufuinitsushingu Kan | |
| DE2525264C2 (de) * | 1975-06-04 | 1984-02-16 | Schering AG, 1000 Berlin und 4709 Bergkamen | Alkalisches cyanidfreies Zinkbad und Verfahren zur galvanischen Abscheidung von Zinküberzügen unter Verwendung dieses Bades |
| EP0037634A1 (de) | 1980-02-28 | 1981-10-14 | Albright & Wilson Limited | Zinkbäder und Zusätze hierfür |
| US4889602B1 (en) * | 1986-04-14 | 1995-11-14 | Dipsol Chem | Electroplating bath and method for forming zinc-nickel alloy coating |
| US4717458A (en) * | 1986-10-20 | 1988-01-05 | Omi International Corporation | Zinc and zinc alloy electrolyte and process |
| JPH04198160A (ja) | 1990-11-28 | 1992-07-17 | Aibaitsu Kk | 新規なカルボジイミド誘導体及びその製造方法 |
| DE4038721A1 (de) * | 1990-12-05 | 1992-06-11 | Bayer Ag | Mittel zum schutz von pflanzen gegen befall durch mikroorganismen |
| US5405523A (en) * | 1993-12-15 | 1995-04-11 | Taskem Inc. | Zinc alloy plating with quaternary ammonium polymer |
| US5435898A (en) * | 1994-10-25 | 1995-07-25 | Enthone-Omi Inc. | Alkaline zinc and zinc alloy electroplating baths and processes |
| DE19509713C1 (de) * | 1995-03-10 | 1996-08-22 | Atotech Deutschland Gmbh | Lösung zum elektrolytischen Abscheiden von Zink- oder Zinklegierungsüberzügen |
-
1998
- 1998-09-02 DE DE19840019A patent/DE19840019C1/de not_active Expired - Fee Related
-
1999
- 1999-07-26 CA CA002342219A patent/CA2342219C/en not_active Expired - Fee Related
- 1999-07-26 WO PCT/EP1999/005318 patent/WO2000014305A1/de not_active Ceased
- 1999-07-26 AT AT99936607T patent/ATE233329T1/de active
- 1999-07-26 US US09/786,242 patent/US6652728B1/en not_active Expired - Lifetime
- 1999-07-26 ES ES99936607T patent/ES2193728T3/es not_active Expired - Lifetime
- 1999-07-26 PT PT99936607T patent/PT1114206E/pt unknown
- 1999-07-26 JP JP2000569041A patent/JP4263363B2/ja not_active Expired - Lifetime
- 1999-07-26 DE DE59904390T patent/DE59904390D1/de not_active Expired - Lifetime
- 1999-07-26 EP EP99936607A patent/EP1114206B1/de not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007147603A3 (de) * | 2006-06-21 | 2008-05-15 | Atotech Deutschland Gmbh | Wässriges alkalisches, cyanidfreies bad zur galvanischen abscheidung von zink- und zinklegierungsüberzügen |
| EP2175048A1 (de) | 2008-10-13 | 2010-04-14 | Atotech Deutschland Gmbh | Metallplattierungszusammensetzung zur Beschichtung von Blechzinklegierungen auf einem Substrat |
| WO2011029781A1 (en) | 2009-09-08 | 2011-03-17 | Atotech Deutschland Gmbh | Polymers having terminal amino groups and use thereof as additives for zinc and zinc alloy electrodeposition baths |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2342219A1 (en) | 2000-03-16 |
| WO2000014305A1 (de) | 2000-03-16 |
| EP1114206A1 (de) | 2001-07-11 |
| DE19840019C1 (de) | 2000-03-16 |
| WO2000014305A9 (de) | 2000-08-24 |
| JP2002524662A (ja) | 2002-08-06 |
| ATE233329T1 (de) | 2003-03-15 |
| DE59904390D1 (de) | 2003-04-03 |
| ES2193728T3 (es) | 2003-11-01 |
| JP4263363B2 (ja) | 2009-05-13 |
| PT1114206E (pt) | 2003-07-31 |
| CA2342219C (en) | 2008-09-23 |
| US6652728B1 (en) | 2003-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1114206B1 (de) | Wässriges alkalisches cyanidfreies bad zur galvanischen abscheidung von zink- oder zinklegierungsüberzügen | |
| DE19538419C2 (de) | Verwendung eines badlöslichen Polymers in einem wäßrigen alkalischen Bad zur galvanischen Abscheidung von Zink und Zinklegierungen | |
| EP2292679B1 (de) | Polymere mit Aminoendgruppen und deren Verwendung als Additive für galvanische Zink- und Zinklegierungsbäder | |
| EP2283170B1 (de) | Pd- und pd-ni-elektrolytbäder | |
| DE4105272C2 (de) | ||
| EP2038453A2 (de) | Wässriges alkalisches, cyanidfreies bad zur galvanischen abscheidung von zink- und zinklegierungsüberzügen | |
| EP2130948B1 (de) | Pyrophosphathaltiges Bad zur cyanidfreien Abscheidung von Kupfer-Zinn-Legierungen | |
| DE3428345A1 (de) | Waessriges bad zur galvanischen abscheidung von zink und zinklegierungen | |
| DE60010591T2 (de) | Zink und zinklegierung-elektroplattierungszusatzstoffe und elektroplattierungsverfahren | |
| DE2525264C2 (de) | Alkalisches cyanidfreies Zinkbad und Verfahren zur galvanischen Abscheidung von Zinküberzügen unter Verwendung dieses Bades | |
| DE3231054C2 (de) | ||
| EP0037535B1 (de) | Galvanisches Bad zur Abscheidung von Gold- und Goldlegierungsüberzügen | |
| DE102005011708B3 (de) | Polyvinylammoniumverbindung und Verfahren zu deren Herstellung sowie diese Verbindung enthaltende saure Lösung und Verfahren zum elektrolytischen Abscheiden eines Kupferniederschlages | |
| DE3447813A1 (de) | Waessriges saures bad sowie ein verfahren zur galvanischen abscheidung von zink oder zinklegierungen | |
| DE3317620A1 (de) | Waessriges bad fuer die galvanische abscheidung einer zinklegierung | |
| DE3013191A1 (de) | Im wesentlichen cyanidfreies bad zur elektrolytischen abscheidung von silber oder silberlegierung | |
| DE602004011520T2 (de) | Wässrige, saure lösung und verfahren zur elektrolytischen abscheidung von kupferüberzügen sowie verwendung der lösung | |
| EP3415665B1 (de) | Verfahren zur galvanischen abscheidung von zink-nickel-legierungsüberzügen aus einem alkalischen zink-nickel-legierungsbad mit reduziertem abbau von additiven | |
| DE2352970A1 (de) | Korrosionsbestaendige metallueberzuege, die galvanisch abgeschiedenes nickel und mikroporoeses chrom enthalten | |
| DE2740592C2 (de) | Galvanisches Zinkbad | |
| DE2948261A1 (de) | Saures zinkgalvanisierungsbad und verfahren zur elektrolytischen abscheidung von glaenzenden zinkueberzuegen auf einem substrat | |
| DE2815786A1 (de) | Waessriges bad zur edektrochemischen abscheidung von glaenzenden eisen-nickel- ueberzuegen | |
| DE2839360C2 (de) | Wäßriges Bad zur galvanischen Abscheidung von glänzenden Überzügen aus Palladium oder seinen Legierungen | |
| DE102005049789A1 (de) | Wässriges, alkylisches, cyanidfreies Bad zur galvanischen Abscheidung von Zink- und Zinklegierungsüberzügen | |
| DE2023304C3 (de) | Cyanidfreies galvanisches Bad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010212 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030226 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SERVOPATENT GMBH Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030226 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59904390 Country of ref document: DE Date of ref document: 20030403 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030726 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2193728 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: *ATOTECH DEUTSCHLAND G.M.B.H. Effective date: 20030731 |
|
| 26N | No opposition filed |
Effective date: 20031127 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: ATOTECH DEUTSCHLAND GMBH Free format text: ATOTECH DEUTSCHLAND GMBH#ERASMUSSTRASSE 20#10553 BERLIN (DE) -TRANSFER TO- ATOTECH DEUTSCHLAND GMBH#ERASMUSSTRASSE 20#10553 BERLIN (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110725 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120719 Year of fee payment: 14 Ref country code: IE Payment date: 20120719 Year of fee payment: 14 Ref country code: SE Payment date: 20120725 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20120719 Year of fee payment: 14 Ref country code: PT Payment date: 20120127 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20130711 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20140127 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130726 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130726 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140201 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130726 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 233329 Country of ref document: AT Kind code of ref document: T Effective date: 20140726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140726 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180723 Year of fee payment: 20 Ref country code: ES Payment date: 20180829 Year of fee payment: 20 Ref country code: IT Payment date: 20180724 Year of fee payment: 20 Ref country code: FR Payment date: 20180725 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59904390 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20201110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20190727 |