EP1186247B1 - Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen - Google Patents
Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen Download PDFInfo
- Publication number
- EP1186247B1 EP1186247B1 EP01120364A EP01120364A EP1186247B1 EP 1186247 B1 EP1186247 B1 EP 1186247B1 EP 01120364 A EP01120364 A EP 01120364A EP 01120364 A EP01120364 A EP 01120364A EP 1186247 B1 EP1186247 B1 EP 1186247B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- partial webs
- width
- web
- wrapping material
- partial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 17
- 239000000463 material Substances 0.000 claims abstract description 38
- 238000005520 cutting process Methods 0.000 claims abstract description 23
- 238000012545 processing Methods 0.000 claims abstract description 9
- 241000208125 Nicotiana Species 0.000 claims description 6
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 6
- 230000009471 action Effects 0.000 claims description 2
- 235000019504 cigarettes Nutrition 0.000 abstract description 11
- 238000005259 measurement Methods 0.000 abstract description 3
- 230000001419 dependent effect Effects 0.000 abstract 1
- 239000003292 glue Substances 0.000 description 7
- 239000007858 starting material Substances 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 210000000056 organ Anatomy 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 235000019505 tobacco product Nutrition 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/038—Controlling transverse register of web by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4146—Winding involving particular drive arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/14—Roller pairs
- B65H2404/142—Roller pairs arranged on movable frame
- B65H2404/1421—Roller pairs arranged on movable frame rotating, pivoting or oscillating around an axis, e.g. parallel to the roller axis
- B65H2404/14212—Roller pairs arranged on movable frame rotating, pivoting or oscillating around an axis, e.g. parallel to the roller axis rotating, pivoting or oscillating around an axis perpendicular to the roller axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/12—Width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/412—Photoelectric detectors in barrier arrangements, i.e. emitter facing a receptor element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/54—Cigarette making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
- Y10T83/0467—By separating products from each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/145—Including means to monitor product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/148—Including means to correct the sensed operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/505—Operation controlled by means responsive to product
Definitions
- the invention relates to a method for separating a guided to a two-lane processing device of the tobacco processing industry output Hüllmaterialbahn in two sub-webs by a longitudinal section.
- the invention also relates to a device for separating a starting wrapping material web guided into a two-lane processing machine of the tobacco-processing industry into two partial webs by means of a rotary longitudinal cutting device.
- Double-track machines for making strand or rod-shaped products, such as cigarettes or filter rods, on corresponding strand machines or Filteransetzmaschinen, ie wherever there are appropriately processed, double-wide wrapping material strips by half slitting halved Part strip produced and with the product to be made to be connected.
- these include, for example, double-lane packing machines on which the tobacco products are encased, for example, in so-called soft-pack packages whose blanks are obtained from a double-width endless wrapping material web.
- the invention has for its object to improve in a simpler way, the quality of the products produced on two parallel webs and to match them in each case for both webs under all production conditions and material properties of the starting materials.
- This object is achieved in accordance with the invention in that the width of the two partial webs obtained is measured, the width measured values are compared with one another and that, in the case of a width deviation between the partial webs, the center line of the initial wrapping material web is aligned with the longitudinal section by a relative transverse adjustment , wherein according to a further proposal, the procedure is such that the starting wrapping material web is displaced transversely to the cutting plane into a direction narrowing the respectively wider partial web or widening the respectively narrower partial web. For the purposes of the invention, it would be possible to adjust the organ performing the separation cut transversely to the running direction of the wrapping material web.
- a preferred method is the relative adjustment between the initial wrapping material web and the separating cut takes place by the action of a rotationally generated transverse force on the starting wrapping material web.
- the partial webs obtained by the longitudinal section are guided with a defined adjustable mutual distance, wherein the width of the guided with a defined mutual distance partial webs is measured according to a further proposal.
- the abovementioned defined adjustable distance between the two partial webs is necessary in order to adjust the paper strips or the partial webs independently of one another to form a subsequent cigarette format or the subsequent glue nozzles.
- another proposal of independent inventive rank is used, in which the sub-webs are adjusted transversely to their direction of rotation as a function of the obtained width measured values of the sub-webs. In this way, existing width tolerances of the starting material can be precisely compensated with little effort, the paper being spared as a result of the side strips being guided away from the paper strip.
- the device for carrying out the method described at the beginning consists of two measuring elements monitoring the width of the partial webs and an adjusting device which makes a relative adjustment between the starting wrapping material web and the longitudinal cutting device, which via a depending on width deviations of the partial webs the center line of the starting Hüllmaterialbahn with the longitudinal cutting device to bring out matching control element with the width measuring organs in operative connection.
- the longitudinal cutting device consisting of rotating upper and lower knives could be adjusted transversely to the conveying direction of the wrapping material strip.
- the actuator is the output Hüllmaterialbahn formed transversely relative to the longitudinal cutting device.
- the actuator could be within the meaning of the invention, a linearly displaceable guide means for the wrapping material strip.
- the actuator is formed as the output Hüllmaterialbahn upper and lower side contacting pair of rollers, which is pivotable about a common axis perpendicular to the roll axes axis of rotation.
- the resultant part webs are guided on top and bottom side by pairs of rollers tilted outwards in order to define the part webs in a mutual manner Distance to guide relative to the monitoring measuring organs, which are assigned to the sub-webs downstream of these leading pairs of rollers according to a further proposal - based on the conveying direction of the sub-webs.
- a quick and easy to perform as well as readily automatable spreading of the partial webs in adaptation to the local conditions, is possible according to a further proposal of independent inventive importance in that the outwardly tilted pairs of rollers are height adjustable relative to each other, which can be most easily realized thereby in that the pair of rollers contacting the horizontally guided partial webs is provided with a height adjusting device.
- a preferred structural embodiment is that the height-adjustable pair of rollers and the partial webs horizontally leading guide roller are arranged on a common along a dovetail guide receiving platform, so that after each height adjustment of the pair of rollers, the two partial webs are always guided horizontally.
- the receiving platform is provided with a parallel to the dovetail guide adjusting spindle and with an embedded in the platform and in a stationary housing wall anchor bolt.
- the sub-webs contacting underside pair of rollers is provided with height actuators, with the with the widths -Messorganen linked control body in operative connection.
- the advantage achieved by the invention is that fluctuations in the width of the undivided output wrapping material web are reflected in equal parts in the widths of the partial webs and thus the percentage fluctuation remains the same.
- the illustrated starting wrapping material web in the form of a cigarette paper strip 1 is fed in the conveying direction 2 of a double-web cigarette machine, not shown, which is why it has to be cut into two part webs 3 and 4, which are processed in parallel in the stranding machine.
- a longitudinal cutting device 6 in the form of two rotating upper and lower sides of the material web 1 employed circular blade 7 is provided, of which only the upper blade is shown.
- a first pair of rollers 8 of two partial webs 3, 4 top rollers 9, 11 are provided, which are employed tilted outward or push the partial webs 3, 4 to the outer edges out of the conveying plane, so that they divergent diverge.
- the partial webs 3, 4 acting on the upper side roller pair 8 is mounted on a bearing support 17 connected to a stationary housing wall 16.
- the partial webs 3, 4 acting on the underside roller pair 12 is part of a height adjustment device 18 and mounted together with a guide roller 19 for horizontal guidance of the partial webs 3, 4 on a receiving platform 21 which along a dovetail guide 22 by means of an adjusting spindle 23 on the housing wall 16 is displaceable.
- a releasable and lockable anchor bolt 24 between the housing wall 16 and the receiving platform 21.
- the height adjustment of the roller pair 12 relative to the pair of rollers 8, the inclination of the partial webs 3, 4 between the two pairs of rollers 8 and 12 and thus the parallel distance between the successive horizontal track sections of the partial webs 3, 4 changed, resulting in a more or less large spread of the partial webs can be influenced.
- Downstream of the pairs of rollers 8, 12 are the partial webs 3, 4 measuring members 26, 27 assigned to monitor the width of the partial webs 3, 4.
- These measuring devices 26, 27 can be designed as compact photoelectric laser light barriers, for example in an embodiment according to the model series LX2-13W of the company Keyence.
- the measuring members 26, 27 are linked to a control member 28 whose output is connected to an actuator 29.
- the actuator 29 consists of a the output Hüllmaterialbahn 1 on the underside and top side contacting roller pair 31, 32 which is pivotable about a common axis perpendicular to the roll axes axis of rotation 33 is motorized.
- an actuator 29 for example, a sold by the company FIFE GmbH, Kelkheim / TS., Germany so-called Microsymat web guiding system can be used.
- the longitudinal cutting device 6 is employed in such a way that the wrapping material web is severed exactly in the center. This also applies to fluctuating starting widths of the wrapping material web.
- the embodiment of the device shown in Figures 6 to 8 serves the aforementioned variable spread of the partial webs 3 and 4 at varying widths of the starting Hüllmaterialbahn in the form of undivided cigarette paper strip 1 in a special way to the conditions shown in Figure 9 with respect to the gluing two tobacco strands 39 and 41 enveloping partial webs 3 and 4 set by means of two glue nozzles 36, 37 in the format 38 of a cigarette double-strand machine.
- the illustrated format 38 is constructed asymmetrically, the tobacco strip 41 of the cigarette paper strip 4 in the region of the cutting edge 42 and the tobacco rod 39 of the cigarette paper strip 3 in the region of the outer edge 42 glued, with equal distances a of the glue seams of the cutting edge 42 and the outer edge 43rd must be complied with.
- the width (2xe) of the initial wrapping material web which is constantly changing due to tolerances, is always known.
- the center of the format 38 coincides exactly with the separating cut (distance b) and is constant.
- the aforementioned continuous correction of the partial web 3 is effected by a height adjustment the roller 13 relative to the roller 14 of the roller pair 12 in the direction of the double arrow 47 by means of an actuator 48, which is in operative connection with a roller 13 superimposed separate height adjustment device 49.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Replacement Of Web Rolls (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Trennen einer zu einer zweibahnigen Verarbeitungseinrichtung der tabakverarbeitenden Industrie geführten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen durch einen Längsschnitt.
- Die Erfindung betrifft außerdem eine Vorrichtung zum Trennen einer zu einer zweibahnigen Verarbeitungsmaschine der tabakverarbeitenden Industrie geführten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen mittels einer rotativen Längsschneideinrichtung.
- Verfahren und Vorrichtungen der eingangs bezeichneten Art kommen zum Einsatz bei doppelbahnig arbeitenden Maschinen zum Konfektionieren von strang- bzw. stabförmigen Produkten, wie Zigaretten oder Filterstäben, auf entsprechenden Strangmaschinen oder Filteransetzmaschinen, d. h. überall dort, wo aus entsprechend verarbeiteten, doppeltbreiten Hüllmaterialstreifen durch Längsschneiden hälftig getrennte Teilstreifen erzeugt und mit dem zu konfektionierenden Produkt verbunden werden sollen.
Ebenso sind darunter beispielsweise doppelbahnige Packmaschinen zu verstehen, auf denen die Tabakprodukte beispielsweise in sogenannte Weichbecherpackungen eingehüllt werden, deren Zuschnitte aus einer doppeltbreiten Endlos-Hüllmaterialbahn erhalten werden. - Der eingangs genannten Gattung zuzuordnende Einrichtungen sind beispielsweise durch die der EP-PS 0 309 818 entsprechende US-PS 4 960 234 sowie die der DE-PS 35 02 009 entsprechende US-PS 4 627 319 bekannt geworden.
- Weitere Einrichtunger sind in US-Re-30154 und US-A-4 386 273 offenbart.
- Der Erfindung liegt die Aufgabe zugrunde, auf einfachere Weise die Qualität der auf zwei parallelen Bahnen hergestellten Produkte zu verbessern und diese in jedem Fall für beide Bahnen unter allen Produktionsbedingungen und Materialbeschaffenheiten der Ausgangsmaterialien anzugleichen.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass die Breite der beiden erhaltenen Teilbahnen gemessen wird, dass die Breiten-Messwerte miteinander verglichen werden und dass bei einer Breitenabweichung zwischen den Teilbahnen durch eine relative Querverstellung die Mittenlinie der Ausgangs-Hüllmaterialbahn mit dem Längsschnitt zur Deckung gebracht wird, wobei nach einem weiteren Vorschlag dabei so vorgegangen wird, dass die Ausgangs-Hüllmaterialbahn quer zur Schneidebene in eine die jeweils breitere Teilbahn schmälernde bzw. die jeweils schmalere Teilbahn verbreiternde Richtung verstellt wird.
Im Sinne der Erfindung wäre es möglich, das den Trennschnitt ausführende Organ quer zur Laufrichtung der Hüllmaterialbahn zu verstellen. Außerdem wäre es denkbar, die Trennschnittebene stationär vorzusehen und alternativ durch seitliche Querverschiebung der Hüllmaterialbahn eine Korrektur vorzunehmen. Eine bevorzugte Verfahrensweise besteht nach einem weiteren Vorschlag hingegen darin, dass die Relativverstellung zwischen Ausgangs-Hüllmaterialbahn und Trennschnitt durch Einwirkung einer rotativ erzeugten Querkraft auf die Ausgangs-Hüllmaterialbahn erfolgt.
Zweckmäßigerweise werden nach einem weiteren Vorschlag die durch den Längsschnitt erhaltenen Teilbahnen mit einem definiert einstellbaren gegenseitigen Abstand geführt, wobei die Breite der mit definiertem gegenseitigen Abstand geführten Teilbahnen gemessen wird. - Der vorstehend erwähnte definiert einstellbare Abstand der beiden Teilbahnen ist notwendig, um die Papierstreifen bzw. die Teilbahnen unabhängig voneinander zu einem nachfolgenden Zigarettenformat bzw. den nachfolgenden Leimdüsen einzustellen.
Zur Automatisierung dieses Vorgangs dient ein weiterer Vorschlag von selbständigem erfinderischen Rang, in dem in Abhängigkeit von den erhaltenen Breiten-Messwerten der Teilbahnen die Teilbahnen quer zu ihrer Laufrichtung verstellt werden. Auf diese Weise werden bestehende Breitentoleranzen des Ausgangsmaterials mit wenig Aufwand präzise kompensiert, wobei infolge einer entfallenden Seitenkantenführung der Papierstreifen das Papier geschont wird.
Dadurch, dass sich die Mitte der Formateinrichtung exakt mit dem Trennschnitt deckt und somit auch immer bekannt und konstant ist, wirkt sich eine Breitenschwankung der Ausgangs-Hüllmaterialbahn nur auf die Lage der Außenkanten und nicht auf die Lage der Schnittkanten der Teilbahnen aus. Da andererseits die Formateinrichtung nicht spiegelbildlich aufgebaut ist, wird bei der einen Teilbahn die Schnittkante und bei der anderen Teilbahn die Außenkante beleimt.
Um bei den vorstehenden Gegebenheiten eine optimale Einstellung der Leimspuren mit gleichbleibendem Abstand zur Außenkante der Papierstreifen zu erzielen, wird gemäß weiteren Ausgestaltungen des Verfahrens vorgeschlagen, dass in Abhängigkeit von der Breite der Ausgangs-Hüllmaterialbahn die Teilbahnen zwecks Kalibrierung der einen Teilbahn gemeinsam verstellt werden, und dass in Abhängigkeit von schwankenden Breiten-Messwerten der Teilbahnen die Lage der einen Teilbahn relativ zur Lage der anderen Teilbahn verstellt wird. Auf diese Weise ergibt sich eine einmalige Kalibrierung der einen Teilbahn und eine davon unabhängige laufende Lagekorrektur der anderen Teilbahn. - Die Vorrichtung zur Durchführung des eingangs bezeichneten Verfahrens besteht aus zwei die Breite der Teilbahnen überwachenden Messorganen sowie einem eine Relativverstellung zwischen der Ausgangs-Hüllmaterialbahn und der Längsschneideinrichtung vornehmenden Stellorgan, das über ein in Abhängigkeit von Breitenabweichungen der Teilbahnen die Mittenlinie der Ausgangs-Hüllmaterialbahn mit der Längsschneideinrichtung zur Deckung bringendes Steuerorgan mit den Breiten-Messorganen in Wirkverbindung steht.
Im Sinne der Erfindung könnte die aus rotierenden Ober- und Untermessern bestehende Längsschneideinrichtung quer zur Förderrichtung des Hüllmaterialstreifens verstellt werden. Eine bevorzugte Ausgestaltung sieht hingegen vor, dass das Stellorgan die Ausgangs-Hüllmaterialbahn relativ zur Längsschneideinrichtung quer verstellend ausgebildet ist.
Das Stellorgan könnte im Sinne der Erfindung ein linear quer verschiebbares Führungsmittel für den Hüllmaterialstreifen sein. Eine bevorzugte Weiterbildung besteht hingegen darin, dass das Stellorgan als die Ausgangs-Hüllmaterialbahn ober- und unterseitig kontaktierendes Walzenpaar ausgebildet ist, welches um eine gemeinsame senkrecht zu den Walzenachsen verlaufende Drehachse verschwenkbar ist. - Zweckmäßigerweise werden - bezogen auf die Förderrichtung der Ausgangs-Hüllmaterialbahn - stromab der Längsschneideinrichtung die erhaltenen Teilbahnen ober- und unterseitig aufeinander folgend durch auswärts gekippte Walzenpaare geführt, um auf diese Weise die Teilbahnen in einem gegenseitigen definierten Abstand relativ zu den überwachenden Messorganen exakt zu führen, welche nach einem weiteren Vorschlag - bezogen auf die Förderrichtung der Teilbahnen - den Teilbahnen stromab der diese führenden Walzenpaare zugeordnet sind.
Eine schnell und leicht durchführbare sowie ohne weiteres automatisierbare Spreizung der Teilbahnen in Anpassung an die jeweiligen örtlichen Gegebenheiten, ist nach einem weiteren Vorschlag von selbständiger erfinderischer Bedeutung dadurch möglich, dass die auswärts gekippten Walzenpaare relativ zueinander höhenverstellbar sind, was am einfachsten dadurch realisiert werden kann, dass das die horizontal geführten Teilbahnen unterseitig kontaktierende Walzenpaar mit einer Höhenstelleinrichtung versehen ist.
Eine bevorzugte konstruktive Ausgestaltung besteht darin, dass das höhenverstellbare Walzenpaar und eine die Teilbahnen horizontal führende Umlenkwalze an einer gemeinsamen entlang einer Schwalbenschwanzführung verschiebbaren Aufnahmeplattform angeordnet sind, so dass nach einer jeden Höhenverstellung des Walzenpaares die beiden Teilbahnen immer horizontal geführt werden.
Zur Sicherung der vorgenommenen Höheneinstellung wird weiterhin vorgeschlagen, dass die Aufnahmeplattform mit einer parallel zur Schwalbenschwanzführung verlaufenden Stellspindel sowie mit einem in die Plattform und in eine ortsfeste Gehäusewand eingelassenen Ankerbolzen versehen ist. - Um im Hinblick auf eine exakte Nahtbeleimung der Teilbahnen im Zigarettenformat die Bahnkanten immer in einem vorgegebenen Abstand zur Leimdüse zu führen, sieht eine Ausgestaltung der Erfindung vor, dass das die Teilbahnen unterseitig kontaktierende Walzenpaar mit Höhen-Stellantrieben versehen ist, die mit dem mit den Breiten-Messorganen verknüpften Steuerorgan in Wirkverbindung stehen.
- Dem Umstand, dass eine der Teilbahnen immer an der Schnittkante beleimt wird, die sich immer mit der Mitte der Formateinrichtung deckt, wird die Erfindung mit einer Weiterbildung dadurch gerecht, dass ein die Höhenstelleinrichtung des Walzenpaares beaufschlagender Stellantrieb eine die Breite der Ausgangs-Hüllmaterialbahn repräsentierende Signalverbindung mit dem Steuerorgan aufweist.
- Da die andere Teilbahn wegen der Asymmetrie der Formateinrichtung immer an der Außenkante beleimt wird und sich Breitenschwankungen des Ausgangs-Hüllmaterialstreifens nur auf die Außenkanten der Teilbahnen auswirken, wird zwecks Korrektur der Lage der zweiten Teilbahn und damit des Verlaufs der Leimnaht relativ zur Außenkante der zweiten Teilbahn vorgeschlagen, dass ein eine Walze relativ zur anderen Walze des Walzenpaares verstellender Stellantrieb eine die Breiten-Messwerte der Teilbahnen repräsentierende Signalverbindung mit dem Steuerorgan aufweist.
- Der mit der Erfindung erzielte Vorteil besteht darin, dass Schwankungen der Breite der ungeteilten Ausgangs-Hüllmaterialbahn sich zu gleichen Teilen in den Breiten der Teilbahnen niederschlagen und damit die prozentuale Schwankung gleich bleibt.
- Die Erfindung wird nachfolgend anhand eines in der Zeichnung dargestellten Ausführungsbeispiels näher erläutert.
- Hierbei zeigen:
- Figur 1
- einen Bahnverlauf für einen doppeltbreiten Zigarettenpapierstreifen in der Draufsicht,
- Figur 2
- eine Teildraufsicht auf den Bahnverlauf der geteilten Ausgangsmaterialbahn,
- Figur 3
- eine Vorderansicht entgegen der Bahnlaufrichtung auf die Anordnung gemäß Figur 2,
- Figur 4
- eine Seitenansicht in Richtung des Pfeils X auf den Bahnverlauf der Teilbahnen gemäß Figur 3,
- Figur 5
- einen Schnitt entlang der Linie A-A durch eine Einzelheit gemäß Figur 4,
- Figur 6
- eine Draufsicht auf eine Spreizung der Teilbahnen bewirkende Stellmittel,
- Figur 7
- eine Vorderansicht auf die Stellmittel gemäß Figur 6,
- Figur 8
- eine Seitenansicht in Richtung des Pfeils Y gemäß Figur 7 auf die Stellmittel und
- Figur 9
- die Lage der Teilbahnen im Bereich des Formats einer Strangmaschine.
- Die dargestellte Ausgangs-Hüllmaterialbahn in Form eines Zigarettenpapierstreifens 1 wird in Förderrichtung 2 einer nicht dargestellten doppelbahnigen Zigarettenstrangmaschine zugeführt, weshalb sie in zwei Teilbahnen 3 und 4 geschnitten werden muss, welche in der Strangmaschine parallel verarbeitet werden.
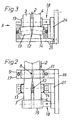
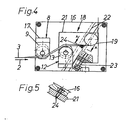
Zum Trennen der Ausgangs-Hüllmaterialbahn 1 ist eine Längsschneideinrichtung 6 in Gestalt zweier rotierender ober- und unterseitig der Materialbahn 1 angestellter Kreismesser 7 vorgesehen, von denen nur das Obermesser dargestellt ist. Stromab der Längsschneideinrichtung 6 ist ein erstes Walzenpaar 8 aus zwei die Teilbahnen 3, 4 oberseitig führenden Walzen 9, 11 vorgesehen, die nach außen abgekippt angestellt sind bzw. die Teilbahnen 3, 4 zu den Außenrändern hin aus der Förderebene wegdrücken, so dass sie divergierend auseinanderlaufen. Anschließend folgt ein zweites Walzenpaar 12 aus zwei die Teilbahnen 3 und 4 unterseitig bzw. auf der Gegenseite führenden Walzen 13, 14, die ebenfalls nach außen abgekippt angestellt sind.
Das die Teilbahnen 3, 4 oberseitig beaufschlagende Walzenpaar 8 ist an einem mit einer ortsfesten Gehäusewand 16 verbundenen Lagerträger 17 gelagert. Das die Teilbahnen 3, 4 unterseitig beaufschlagende Walzenpaar 12 ist Bestandteil einer Höhenstelleinrichtung 18 und gemeinsam mit einer Umlenkwalze 19 zur Horizontalführung der Teilbahnen 3, 4 an einer Aufnahmeplattform 21 gelagert, welche entlang einer Schwalbenschwanzführung 22 mittels einer Stellspindel 23 an der Gehäusewand 16 verschiebbar ist.
Zur Fixierung der jeweiligen Höhenstellung des Walzenpaares 12 relativ zum Walzenpaar 8 dient ein lösbarer und arretierbarer Ankerbolzen 24 zwischen der Gehäusewand 16 und der Aufnahmeplattform 21. Durch die Höheneinstellung des Walzenpaares 12 relativ zum Walzenpaar 8 wird die Neigung der Teilbahnen 3, 4 zwischen den beiden Walzenpaaren 8 und 12 und damit der Parallelabstand zwischen den aufeinanderfolgenden horizontalen Bahnabschnitten der Teilbahnen 3, 4 verändert, woraus sich eine mehr oder weniger große Spreizung der Teilbahnen beeinflussen lässt.
Stromab der Walzenpaare 8, 12 sind den Teilbahnen 3, 4 Messorgane 26, 27 zum Überwachen der Breite der Teilbahnen 3, 4 zugeordnet. Diese Messorgane 26, 27 können als fotoelektrische Kompakt-Laserlichtschranken ausgebildet sein, beispielsweise in einer Ausführungsform gemäß der Modellreihe LX2-13W der Firma Keyence.
Die Messorgane 26, 27 sind mit einem Steuerorgan 28 verknüpft, dessen Ausgang mit einem Stellorgan 29 verbunden ist.
Das Stellorgan 29 besteht aus einem die Ausgangs-Hüllmaterialbahn 1 unterseitig und oberseitig kontaktierenden Walzenpaar 31, 32, das um eine gemeinsame senkrecht zu den Walzenachsen verlaufende Drehachse 33 motorisch verschwenkbar ist.
Als Stellorgan 29 kann beispielsweise ein von der Firma FIFE GmbH, Kelkheim/TS., Germany vertriebenes sogenanntes Microsymat-Bahnlaufregelsystem eingesetzt werden.
Beim Vorlauf der Ausgangs-Hüllmaterialbahn 1 in Pfeilrichtung 2 ist die Längsschneideinrichtung 6 so angestellt, dass die Hüllmaterialbahn genau mittig durchtrennt wird. Dies gilt auch für schwankende Ausgangsbreiten der Hüllmaterialbahn. Sollte eine exakte mittige Trennung beispielsweise durch seitliches Auswandern der Ausgangs-Hüllmaterialbahn nicht mehr gewährleistet sein, so werden mittels der Messorgane 26, 27 unterschiedliche Breitenabmessungen der Teilbahnen 3, 4 registriert und entsprechende Signale an das Steuerorgan 28 geleitet. Das Steuerorgan 28 gibt bei einer größeren Breite der Teilbahn 3 bzw. einer geringeren Breite der Teilbahn 4 oder umgekehrt einen entsprechenden Steuerbefehl an den Motor M zur Links- oder Rechtsdrehung (Doppelpfeil 34) des Stellorgans 29 bis die Mittenlinie der Ausgangs-Hüllmaterialbahn 1 wieder mit den Kreismessern 7 der Längsschneideinrichtung 6 zur Deckung gebracht ist, womit wieder gleichbreite Teilbahnen 3, 4 erhalten werden bzw. Breitenschwankungen der ungeteilten Hüllmaterialbahn zu gleichen Teilen den Teilbahnen 3, 4 zugeschlagen werden. - Die in den Figuren 6 bis 8 dargestellte Ausgestaltung der Vorrichtung dient dazu, die vorerwähnte veränderbare Spreizung der Teilbahnen 3 und 4 bei schwankenden Breiten der Ausgangs-Hüllmaterialbahn in Form des ungeteilten Zigarettenpapierstreifens 1 in besonderer Weise auf die in Figur 9 dargestellten Verhältnisse bezüglich der Beleimung der zwei Tabakstränge 39 bzw. 41 umhüllenden Teilbahnen 3 und 4 mittels zweier Leimdüsen 36, 37 im Format 38 einer Zigaretten-Doppelstrangmaschine einzustellen.
Da das dargestellte Format 38 asymmetrisch aufgebaut ist, wird beim Tabakstrang 41 der Zigarettenpapierstreifen 4 im Bereich der Schnittkante 42 und beim Tabakstrang 39 der Zigarettenpapierstreifen 3 im Bereich der Außenkante 42 beleimt, wobei gleiche Abstände a der Leimnähte von der Schnittkante 42 bzw. der Außenkante 43 eingehalten werden müssen.
Durch die vorbeschriebene Messung der Teilbahnen 3 und 4 mittels der Messorgane 26 und 27 ist die sich aufgrund von Toleranzen ständig ändernde Breite (2xe) der Ausgangs-Hüllmaterialbahn immer bekannt. Weiterhin deckt sich die Mitte des Formats 38 exakt mit dem Trennschnitt (Abstand b) und ist konstant. Die Tatsache des bezüglich der Anordnung der Leimdüsen 36, 37 asymmetrischen Formats 38 und der deckungsgleichen Ebenen (Abstand b) von Formatmitte und Trennschnitt wird erfindungsgemäß dadurch genutzt, dass in Abhängigkeit von der Breite der Ausgangs-Materialbahn 1 zwecks Veränderung der Spreizung der Teilbahnen 3 und 4 nur die Lage der an der Außenkante 42 beleimten Teilbahn 3 durch Querverstellung (Abstand d) korrigiert wird, während die Lage der anderen Teilbahn 4 (Abstand c) nur einmal durch Verfahren der das Walzenpaar 12 lagernden Höhenstelleinrichtung 18 in Richtung des Doppelpfeils 44 mittels eines Stellantriebs 46 kalibriert wird.
Die vorerwähnte laufende Korrektur der Teilbahn 3 erfolgt durch eine Höheneinstellung der Walze 13 relativ zur Walze 14 des Walzenpaares 12 in Richtung des Doppelpfeils 47 mit Hilfe eine Stellantriebs 48, der mit einer die Walze 13 lagernden separaten Höhenstelleinrichtung 49 in Wirkverbindung steht.
Claims (21)
- Verfahren zum Trennen einer zu einer zweibahnigen Verarbeitungseinrichtung der tabakverarbeitenden Industrie geführten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen durch einen Längsschnitt, dadurch gekennzeichnet, dass die Breite der beiden erhaltenen Teilbahnen gemessen wird, dass die Breiten-Messwerte miteinander verglichen werden und dass bei einer Breitenabweichung zwischen den Teilbahnen durch eine relative Querverstellung die Mittenlinie der Ausgangs-Hüllmaterialbahn mit dem Längsschnitt zur Deckung gebracht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Ausgangs-Hüllmaterialbahn quer zur Schneidebene in eine die jeweils breitere Teilbahn schmälernde bzw. die jeweils schmalere Teilbahn verbreiternde Richtung verstellt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Relativverstellung zwischen Ausgangs-Hüllmaterialbahn und Trennschnitt durch Einwirkung einer rotativ erzeugten Querkraft auf die Ausgangs-Hüllmaterialbahn erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die durch den Längsschnitt erhaltenen Teilbahnen mit einem definiert einstellbaren gegenseitigen Abstand geführt werden.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die Breite der mit definiertem gegenseitigen Abstand geführten Teilbahnen gemessen wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass ein definierter gegenseitiger Abstand der Teilbahnen durch Verändern der Neigung des zwei parallele aufeinander folgende Bahnabschnitte der Teilbahnen miteinander verbindenden auswärts gekippten Bahnverlaufs erhalten wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass in Abhängigkeit von den erhaltenen Breiten-Messwerten der Teilbahnen die Teilbahnen quer zu ihrer Laufrichtung verstellt werden.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass in Abhängigkeit von der Breite der Ausgangs-Hüllmaterialbahn die Teilbahnen zwecks Kalibrierung der einen Teilbahn gemeinsam verstellt werden.
- Verfahren nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass in Abhängigkeit von schwankenden Breiten-Messwerten der Teilbahnen die Lage der einen Teilbahn relativ zur Lage der anderen Teilbahn verstellt wird.
- Vorrichtung zum Trennen einer zu einer zweibahnigen Verarbeitungsmaschine der tabakverarbeitenden Industrie geführten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen mittels eine rotativen Längsschneideinrichtung, gekennzeichnet durch zwei die Breite der Teilbahnen (3, 4) überwachende Messorgane (26, 27) sowie eine Relativverstellung zwischen der Ausgangs-Hüllmaterialbahn (1) und der Längsschneideinrichtung (6) vornehmendes Stellorgan (29), das über eine in Abhängigkeit von Breitenabweichungen der Teilbahnen die Mittenlinie der Ausgangs-Hüllmaterialbahn mit der Längsschneideinrichtung zur Deckung bringendes Steuerorgan (28) mit den Breiten-Messorganen in Wirkverbindung steht.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass das Stellorgan (29) die Ausgangs-Hüllmaterialbahn (1) relativ zur Längsschneideinrichtung (6) quer verstellend ausgebildet ist.
- Vorrichtung nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass das Stellorgan (29) als die Ausgangs-Hüllmaterialbahn (1) ober- und unterseitig kontaktierendes Walzenpaar (31, 32) ausgebildet ist, welches um eine gemeinsame senkrecht zu den Walzenachsen verlaufende Drehachse (33) verschwenkbar ist.
- Vorrichtung nach einem der Ansprüche 10 bis 12, dadurch gekennzeichnet, dass - bezogen auf die Förderrichtung (Peil 2) der Ausgangs-Hüllmaterialbahn (1)-stromab der Längsschneideinrichtung (6) die erhaltenden Teilbahnen (3, 4) ober- und unterseitig aufeinander folgend durch auswärts gekippte Walzenpaare (8, 12) geführt werden.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Breiten-Messorgane (26, 27) - bezogen auf die Förderrichtung (Pfeil 2) der Teilbahnen (3, 4) - den Teilbahnen stromab der diese führenden Walzenpaare (8, 12) zugeordnet sind.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die auswärts gekippten Walzenpaare (8, 12) relativ zueinander höhenverstellbar sind.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass das die horizontal geführten Teilbahnen (3, 4) unterseitig kontaktierende Walzenpaar (12) mit einer Höhenstelleinrichtung (18) versehen ist.
- Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, dass das höhenverstellbare Walzenpaar (12) und eine die Teilbahnen (3, 4) horizontal führende Umlenkwalze (19) an einer gemeinsamen entlang einer Schwalbenschwanzführung (22) verschiebbaren Aufnahmeplattform (21) angeordnet sind.
- Vorrichtung nach Anspruch 17, dadurch gekennzeichnet, dass die Aufnahmeplattform (21) mit einer parallel zur Schwalbenschwanzführung (22) verlaufenden Stellspindel (23) sowie mit einem in die Aufnahmeplattform und in eine ortsfeste Gehäusewand (16) eingelassenen Ankerbolzen (24) versehen ist.
- Vorrichtung nach einem der Ansprüche 13 bis 18, dadurch gekennzeichnet, dass das die Teilbahnen (3, 4) unterseitig kontaktierende Walzenpaar (12) mit Höhen-Stellantrieben (46, 48) versehen ist, die mit dem mit den Breiten-Messorgangen (26, 27) verknüpften Steuerorgan (28) in Wirkverbindung stehen.
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, dass ein die Höhen-Stelleinrichtung (18) des Walzenpaares (12) beaufschlagender Stellantrieb (46) eine die Breite der Ausgangs-Hüllmaterialbahn (1) repräsentierende Signalverbindung mit dem Steuerorgan (28) aufweist.
- Vorrichtung nach Anspruch 19 oder 20, dadurch gekennzeichnet, dass ein eine Walze (13) relativ zur Walze (14) des Walzenpaares (12) verstellender Stellantrieb (48) eine die Breitenmesswerte der Teilbahnen (3, 4) repräsentierende Signalverbindung mit dem Steuerorgan (28) aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10044577A DE10044577A1 (de) | 2000-09-08 | 2000-09-08 | Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen |
| DE10044577 | 2000-09-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1186247A2 EP1186247A2 (de) | 2002-03-13 |
| EP1186247A3 EP1186247A3 (de) | 2005-01-05 |
| EP1186247B1 true EP1186247B1 (de) | 2006-05-03 |
Family
ID=7655595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01120364A Expired - Lifetime EP1186247B1 (de) | 2000-09-08 | 2001-08-25 | Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6964218B2 (de) |
| EP (1) | EP1186247B1 (de) |
| JP (1) | JP2002142746A (de) |
| CN (1) | CN1269709C (de) |
| AT (1) | ATE324806T1 (de) |
| DE (2) | DE10044577A1 (de) |
| PL (1) | PL204076B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10337248B4 (de) | 2003-08-13 | 2009-12-17 | Maschinenfabrik Wifag | Bahnspreizverfahren und Bahnspreizvorrichtung |
| JP2005089176A (ja) * | 2003-09-19 | 2005-04-07 | Fuji Photo Film Co Ltd | ウェブ分離装置 |
| JP2006231243A (ja) * | 2005-02-25 | 2006-09-07 | Fuji Photo Film Co Ltd | ウエブ加工装置 |
| FI7445U1 (fi) * | 2006-11-22 | 2007-03-20 | Metso Paper Inc | Kuiturainakoneen pituusleikkuri |
| CN101573053B (zh) * | 2006-12-28 | 2012-07-25 | 菲利普莫里斯生产公司 | 具有贯穿其延伸的中空圆柱形管的烟丝条的生产方法 |
| CN101058239B (zh) * | 2007-05-26 | 2012-01-25 | 上海斯开龙包装有限公司 | 一种饮料包装盒成型前包材纵向密封条加工装置 |
| DE102007063081A1 (de) * | 2007-12-21 | 2009-07-02 | Hauni Maschinenbau Ag | Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie |
| DE102009026365B4 (de) * | 2009-08-11 | 2019-07-11 | Krones Aktiengesellschaft | Folienspeicher, Einrichtung und Verfahren zum Herstellen von Gebinden |
| DE102009044473A1 (de) | 2009-10-05 | 2011-04-07 | Krones Ag | Einrichtung zum Führen einer variablen Anzahl von Teilbahnen einer Endlosfolie und Verfahren zum Wechseln einer ersten Anzahl auf eine zweite Anzahl geführter Teilbahnen |
| KR101730677B1 (ko) * | 2009-10-13 | 2017-04-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 웨브 인장기, 웨브 슬리터, 및 웨브에 측방향 장력을 인가하는 방법 |
| DE102010005758B3 (de) * | 2010-01-25 | 2011-06-16 | Thyssenkrupp Lasertechnik Gmbh | Vorrichtung und Verfahren zum Führen von miteinander entlang ihrer Längskanten zu fügender Bänder |
| DE102010019259B4 (de) * | 2010-05-03 | 2014-07-03 | Wisco Tailored Blanks Gmbh | Vorrichtung und Verfahren zum Führen von miteinander entlang ihrer Längskanten zu fügender Metallbänder |
| DE102011016447A1 (de) * | 2011-03-28 | 2012-10-04 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Beleimen einer Hüllmaterialbahn in einer Maschine der Tabak verarbeitenden Industrie |
| DE102011114434A1 (de) | 2011-09-28 | 2013-03-28 | Hauni Maschinenbau Ag | Vorrichtung zum Transport von band- oder streifenförmigem Material |
| EP2841360B1 (de) * | 2012-04-26 | 2018-10-24 | Pirelli Tyre S.p.A. | Verfahren und produktionslinie zur gesteuerten aufnahme durchgehender bandförmiger elemente zur herstellung von reifen |
| CN102700123B (zh) * | 2012-06-21 | 2014-12-10 | 上海交通大学 | 聚合物薄膜类产品微细结构卷对卷热辊压成形装置 |
| CN103504470B (zh) * | 2013-08-09 | 2015-08-19 | 上海烟草集团有限责任公司 | 卷烟机在线切割纠偏装置 |
| ITBO20130512A1 (it) * | 2013-09-23 | 2015-03-24 | Gd Spa | Macchina e metodo per la realizzazione di filtri per sigarette. |
| DE202013104651U1 (de) * | 2013-10-15 | 2013-11-08 | Karl Eugen Fischer Gmbh | Slitter zum Schneiden von Cordband |
| DE102013221115A1 (de) * | 2013-10-17 | 2015-04-23 | Hauni Maschinenbau Ag | Schneiden von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| CN103970968B (zh) * | 2014-05-28 | 2017-01-25 | 清华大学 | 一种解决离散杆件结构优化中对称性约束的分组方法 |
| CN104192610B (zh) * | 2014-08-26 | 2017-01-18 | 长兴金润大正机械有限公司 | 一种隔板纸输送结构 |
| CN109592470A (zh) * | 2019-01-28 | 2019-04-09 | 洛阳理工学院 | 一种超声波自纠偏切条机的纠偏上料装置 |
| CN111674104A (zh) * | 2020-07-14 | 2020-09-18 | 杭州巨杰包装科技有限公司 | 缓冲气柱袋设备一出二机构 |
| CN112140193A (zh) * | 2020-09-23 | 2020-12-29 | 铜陵市超越电子有限公司 | 金属化薄膜分切宽度动态监测装置及方法 |
| CN114655769B (zh) * | 2022-03-02 | 2024-04-02 | 安徽致达包装有限公司 | 一种降解聚乙烯热收缩膜切割装置 |
| CN115958635B (zh) * | 2023-03-17 | 2023-05-09 | 江苏兴虹科技有限公司 | 一种铜箔加工用分剪装置 |
| CN116199028B (zh) * | 2023-05-04 | 2023-07-25 | 合肥长阳新能源科技有限公司 | 一种隔膜分切用宽幅调整监测装置 |
| CN116495260A (zh) * | 2023-06-05 | 2023-07-28 | 江西中烟工业有限责任公司 | 一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2074052A (en) * | 1980-04-17 | 1981-10-28 | Hauni Werke Koerber & Co Kg | Apparatus for applying atomized plasticizer to a running web of filamentary filter |
| US4386273A (en) * | 1980-05-01 | 1983-05-31 | The B. F. Goodrich Company | Positioner and slitter for laminar material |
| US4509238A (en) * | 1983-03-21 | 1985-04-09 | General Electric Company | Method for fabricating a steam turbine diaphragm |
| IT1199385B (it) * | 1984-02-23 | 1988-12-30 | Gd Spa | Dispositivo di alimentazione di nastri di materiale d'incarto ad una macchina confezionatrice di sigarette del tipo a doppio baco |
| USRE36154E (en) * | 1984-02-23 | 1999-03-23 | G.D. Societa Per Azioni | Device for supplying webs of wrapping material to a cigarette making machine of the two rod type |
| DE3544769C2 (de) * | 1985-12-18 | 1994-12-08 | Hauni Werke Koerber & Co Kg | Strangmaschine zum Herstellen von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| IT1189914B (it) * | 1986-01-20 | 1988-02-10 | Gd Spa | Dispositivo di alimentazione di carta in nastro in una macchina confezionatrice di sigarette a doppio baco |
| DE3619579C2 (de) * | 1986-06-11 | 1995-05-18 | Hauni Werke Koerber & Co Kg | Vorrichtung zur gleichzeitigen Herstellung von zwei Endloszigarettensträngen |
| DE3733129C2 (de) * | 1987-10-01 | 1999-02-18 | Focke & Co | Vorrichtung zum Trennen einer Materialbahn in zwei Teilbahnen |
| DE3739874C2 (de) * | 1987-11-25 | 1996-09-05 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zur Herstellung von Fasersträngen der tabakverarbeitenden Industrie |
| DE3742251A1 (de) * | 1987-12-12 | 1989-06-22 | Hauni Werke Koerber & Co Kg | Strangmaschine zum herstellen eines doppelstrangs der tabakverarbeitenden industrie |
| DE3820997A1 (de) * | 1988-06-22 | 1989-12-28 | Bwg Bergwerk Walzwerk | Vorrichtung zum separieren von bandstreifen eines laengsgeteilten bandes, insbesondere metallbandes |
| DE3919720C2 (de) * | 1989-06-16 | 1998-02-19 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zur gleichzeitigen Herstellung von zwei Endlos-Tabaksträngen |
| IT1244033B (it) * | 1990-01-18 | 1994-06-28 | Koerber Ag | Procedimento e dispositivo per produrre contemporaneamente due filoni di tabacco senza fine |
| JP2901413B2 (ja) * | 1992-04-22 | 1999-06-07 | 北村機電株式会社 | 巻鉄心用帯材の切り抜き装置 |
| DE69516233T2 (de) * | 1994-11-07 | 2000-11-02 | Eastman Kodak Co., Rochester | Vorrichtung und Verfahren zum Langsscheiden von Bandmaterial |
-
2000
- 2000-09-08 DE DE10044577A patent/DE10044577A1/de not_active Withdrawn
-
2001
- 2001-08-25 EP EP01120364A patent/EP1186247B1/de not_active Expired - Lifetime
- 2001-08-25 AT AT01120364T patent/ATE324806T1/de not_active IP Right Cessation
- 2001-08-25 DE DE50109674T patent/DE50109674D1/de not_active Expired - Lifetime
- 2001-09-04 US US09/944,217 patent/US6964218B2/en not_active Expired - Fee Related
- 2001-09-06 PL PL349546A patent/PL204076B1/pl unknown
- 2001-09-06 JP JP2001270587A patent/JP2002142746A/ja not_active Withdrawn
- 2001-09-07 CN CNB011325909A patent/CN1269709C/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
| EP2888954A1 (de) | 2013-09-10 | 2015-07-01 | HAUNI Maschinenbau AG | Spreizvorrichtung für zwei oder mehr hüllmaterialbahnen zur herstellung von wenigstens zwei parallelen strängen von produkten der tabak verarbeitenden industrie und anlage mit einer spreizvorrichtung |
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| PL349546A1 (en) | 2002-03-11 |
| DE10044577A1 (de) | 2002-03-21 |
| CN1343619A (zh) | 2002-04-10 |
| JP2002142746A (ja) | 2002-05-21 |
| US20020029785A1 (en) | 2002-03-14 |
| PL204076B1 (pl) | 2009-12-31 |
| EP1186247A2 (de) | 2002-03-13 |
| DE50109674D1 (de) | 2006-06-08 |
| US6964218B2 (en) | 2005-11-15 |
| EP1186247A3 (de) | 2005-01-05 |
| ATE324806T1 (de) | 2006-06-15 |
| CN1269709C (zh) | 2006-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1186247B1 (de) | Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen | |
| DE3733129C2 (de) | Vorrichtung zum Trennen einer Materialbahn in zwei Teilbahnen | |
| DE3502009C2 (de) | Vorrichtung zum Zuführen von Bahnen von Einwickelmaterial an eine zweibahnige Verpackungs- oder Herstellmaschine für Zigaretten | |
| EP1314668B1 (de) | Vorrichtung zum Transport von band- oder streifenförmigem Material | |
| DE102010014430A1 (de) | Verfahren zum kontinuierlichen Herstellen einer Wellpappebahn und von an dieser im Zuge ihrer Herstellung zugeschnittenen Wellpappeformaten sowie Wellpappeerzeugungsanlage zum Durchführen des Verfahrens | |
| DE69110152T2 (de) | Apparat zum Umwickeln von Artikeln. | |
| EP3381303A1 (de) | Verfahren zum herstellen von wenigstens doppellagigen rohrförmigen strängen der tabak verarbeitenden industrie sowie vorrichtung zur herstellung von wenigstens doppellagigen strängen der tabak verarbeitenden industrie | |
| EP1166977B1 (de) | Schneidmaschine zum selbsttätigen Beschneiden von Druckerzeugnissen | |
| EP0924057B1 (de) | Verfahren und Vorrichtung zum gleichzeitigen Herstellen von jeweils zwei Beuteln | |
| EP2641483A1 (de) | Formateinrichtung einer Strangmaschine | |
| EP2238846A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP2641485A2 (de) | Formateinrichtung einer Strangmaschine der Tabak verarbeitenden Industrie | |
| EP3077306B1 (de) | Vorrichtung sowie verfahren zum schneiden eines bahnmaterials in teilbahnen und spreizen der teilbahnen | |
| DE102017007017A1 (de) | Verfahren und Vorrichtung für das Konfektionieren versiegelter Verpackungen von Zigarettengruppen | |
| EP2532257A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP2651621A1 (de) | Vorrichtung und verfahren zum herstellen von tubenkörpern | |
| EP2397041B1 (de) | Papierkanal-Verbindungsvorrichtung der Tabak verarbeitenden Industrie | |
| EP0816028B1 (de) | Vorrichtung und Verfahren zur Bearbeitung von Lagenmaterial | |
| EP1101601A1 (de) | Anlage zur Herstellung einer Wellpappebahn | |
| WO1999002408A1 (de) | Verfahren zum herstellen einer folienbahn für eine faltpackung aus folienartigem material und vorrichtung zum durchführen des verfahrens | |
| EP0227763A1 (de) | Vorrichtung zum querschweissen und -schneiden einer faltfolienbahn | |
| EP4640079A1 (de) | Vorrichtung und verfahren zur herstellung eines strangs der tabakverarbeitenden industrie | |
| DE69100168T2 (de) | Briefumschlagzuschnittformmaschine. | |
| DE3931310C1 (de) | ||
| WO2020058199A1 (de) | Trennvorrichtung und verfahren zum auftrennen einer flachbahn sowie vorrichtung und verfahren zum herstellen eines strangs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20050415 |
|
| 17Q | First examination report despatched |
Effective date: 20050614 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060504 |
|
| REF | Corresponds to: |
Ref document number: 50109674 Country of ref document: DE Date of ref document: 20060608 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060803 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061003 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070206 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060825 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070309 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060825 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090826 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50109674 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160830 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF LEGAL ENTITY; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20161128 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180831 Year of fee payment: 18 Ref country code: DE Payment date: 20180831 Year of fee payment: 18 Ref country code: NL Payment date: 20180822 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50109674 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200303 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190825 |