EP1205293A1 - Verfahren zur Dickenmessung an Mehrschichtfolien - Google Patents
Verfahren zur Dickenmessung an Mehrschichtfolien Download PDFInfo
- Publication number
- EP1205293A1 EP1205293A1 EP00124602A EP00124602A EP1205293A1 EP 1205293 A1 EP1205293 A1 EP 1205293A1 EP 00124602 A EP00124602 A EP 00124602A EP 00124602 A EP00124602 A EP 00124602A EP 1205293 A1 EP1205293 A1 EP 1205293A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- measurement
- multilayer film
- capacitive
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 238000005259 measurement Methods 0.000 claims abstract description 34
- 239000003990 capacitor Substances 0.000 claims description 29
- 239000004715 ethylene vinyl alcohol Substances 0.000 claims description 9
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 7
- RZXDTJIXPSCHCI-UHFFFAOYSA-N hexa-1,5-diene-2,5-diol Chemical compound OC(=C)CCC(O)=C RZXDTJIXPSCHCI-UHFFFAOYSA-N 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 6
- 229920000573 polyethylene Polymers 0.000 claims description 6
- 239000004952 Polyamide Substances 0.000 claims description 4
- 229920002647 polyamide Polymers 0.000 claims description 4
- -1 polyethylene Polymers 0.000 claims description 3
- 239000000463 material Substances 0.000 description 18
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 229920001684 low density polyethylene Polymers 0.000 description 5
- 239000004702 low-density polyethylene Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002318 adhesion promoter Substances 0.000 description 3
- 230000005684 electric field Effects 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 238000011326 mechanical measurement Methods 0.000 description 2
- 239000012785 packaging film Substances 0.000 description 2
- 229920006280 packaging film Polymers 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/335—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92152—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92428—Calibration, after-treatment, or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92438—Conveying, transporting or storage of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0019—Combinations of extrusion moulding with other shaping operations combined with shaping by flattening, folding or bending
Definitions
- the invention relates to a method for capacitive thickness measurement on multilayer films, whose layers are at least at a certain temperature differ in their dielectric constants.
- the thicknesses of plastic films are measured capacitively can because of the capacitance of a measuring capacitor, the electric field of which Penetrates film, through the thickness of the film and through the dielectric constant of the film material is affected.
- the results of such thickness measurements are used in the production of plastic films, for example in the Production of blown films, used to close the film thicknesses Control loop to regulate, so that high-quality films with a defined and substantially constant thickness can be obtained over the entire width of the film.
- one of the capacitor plates of the Arranging the measuring capacitor inside the film bubble is useful for measurements only the edge field of the measuring capacitor on the film bubble is used.
- both capacitor plates of the measuring capacitor are outside the Foil bubble arranged and oriented perpendicular to the foil plane.
- a flat foil sheet is also a capacitive thickness measurement
- the capacitor plates on opposite Sides of the film are arranged.
- a mechanical measuring method can also be used. In any case it is Measured value obtained in these measurements, a measure of the total thickness the slide.
- multilayer films are often used for packaging purposes have a two- or multi-layer structure.
- Packaging films the for example, to keep food fresh not only sealable and impermeable to water vapor, but also impermeable to air, especially impermeable to oxygen.
- This can only be done achieved by multi-layer films, because a single film material by itself does not meet all requirements.
- films are made of polyethylene (PE) sealable and water vapor impermeable but not oxygen tight. This applies to both low density polyethylene (LDPE), linear polyethylene low density (LLDPE) as well as high density polyethylene (HDPE).
- LDPE low density polyethylene
- LLDPE linear polyethylene low density
- HDPE high density polyethylene
- a frequently used layer structure for packaging films therefore consists of a middle layer made of EVOH that passes through sealable layers of LDPE applied on both sides against the action is protected from water vapor. There is between the different layers added an adhesion promoter so that the layers adhere to each other will be produced.
- the middle layer of relatively expensive EVOH should be as thin as possible however, do not fall below a certain minimum thickness, so that the impermeability remains guaranteed against oxygen.
- the object of the invention is to provide a measuring method which allows not only the total thickness, but also the thickness of individual layers of one To determine multilayer film.
- the invention takes advantage of the fact that many plastic materials, which are often used as an oxygen barrier in multilayer films, have a clear temperature dependence of the dielectric constant. While other plastic materials such as PE within a temperature range of up to about 110 ° C an almost constant or have a slightly decreasing dielectric constant with increasing temperature, show materials like EVOH or PA from a certain critical temperature a significant increase in the dielectric constant. For this So far, this has had to be the case with multilayer films containing such materials capacitive thickness measurement at a relatively low temperature, so generally only after laying the film flat, otherwise the temperature dependence the dielectric constant to falsify the measurement result would lead.
- blown film production a first capacitive measurement at a relatively high temperature immediately performed on the film bubble, and a second capacitive or mechanical Measurement takes place after the film is laid flat, with a correspondingly lower one Temperature.
- the film material is stretched until it finally solidified at the level of the so-called frost limit 18. If the film material has passed through a calibration basket 20 and has cooled sufficiently, it is at the upper end of the film bubble 16 using a known flat laying device 22 laid flat and deducted with the help of a trigger 24 and finally wound up into a coil 26.
- the multilayer film 10 has a symmetrical three-layer film Structure with a middle layer 32 of ethylene vinyl alcohol (EVOH), which sandwiches between two equally thick outer layers 34 Low density polyethylene (LDPE) is inserted. Between layers 32 and 34 there is still a thin layer of an adhesion promoter 36, which, however, can be disregarded in the following discussions.
- EVOH ethylene vinyl alcohol
- LDPE Low density polyethylene
- the measuring head 28 essentially consists of a capacitor, whose capacitor plates 38 are perpendicular to the multilayer film level 10 are oriented and with an edge directly on the film surface adjoin.
- the structure and operation of the measuring head 28 are known as such and should therefore only be outlined briefly.
- an oscillator not shown, is an electrical to the capacitor plates 38 AC voltage applied. While this is between the capacitor plates 38 forms a homogeneous electric field, arises at the edges the capacitor plates an inhomogeneous fringe field 40, which also in the Multi-layer film 10 penetrates and penetrates them completely.
- the capacity of the Measuring capacitor is therefore also due to the dielectric material of the layers 32, 34 of the multilayer films influenced. Together with one not shown
- the measuring capacitor forms a resonant circuit through the inductance Characteristic detuned presence of the multilayer film 10.
- the capacitance can then be determined on the basis of the natural frequency of this resonant circuit of the measuring capacitor precisely.
- C0 is the capacitance of the measuring capacitor in the absence of the multilayer film 10
- C1 is an additional capacity through the two outer layers 34 of the multilayer film 10 is required
- C2 is an additional one Capacity, which is caused by the middle layer 32 of the multilayer film.
- g1 is a geometry factor that is relative to the position of the layers 34 the capacitor plates 38 is dependent and the more or less strong Penetration of these layers through the boundary field 40 is taken into account.
- the geometry factors g1 and g2 can be calculated or determined experimentally become. In principle, these factors are also those to be measured Depending on the layer thicknesses d1 and d2, it is sufficient within the scope of the required Accuracy if the respective for the layer thicknesses d1 and d2 Target values are used as a basis in the production of the multilayer film should be observed.
- This equation contains two unknowns, namely the two layer thicknesses d1 and d2 and therefore cannot be clearly solved without additional information.
- Figure 4 shows, however, that in the layer structure considered here, the dielectric constants of the two layer materials used (PE and EVOH) have a significantly different temperature dependency.
- the two layer materials have a very different dielectric constant ⁇ 11 and ⁇ 21 at a film temperature T1 of, for example, 90 ° C, as may prevail at the location of the measuring head 28, while the dielectric constants ⁇ 12 and ⁇ 22 at a film temperature T2 of 40 ° C are closer together.
- the two unknowns d1 and d2 can be derived from this system of equations determine unambiguously so that the layer thickness d2 of the middle layer 24 and the sum d1 of the layer thicknesses of the two outer layers 26 and thus ultimately also maintains the total thickness of the multilayer film 10 (neglecting this of the adhesion promoter).
- FIG. 3 assumes that the film 42 lies simply. However, the principle can be Generalize easily to a flat film tube where two layers of the multilayer film lie flat on top of each other.
- the measuring head 44 according to FIG. 3 also essentially consists of a measuring capacitor.
- the capacitor plates 46 are here arranged on opposite sides of the multilayer film 10 and parallel to this, so that the entire electrical field of the capacitor penetrates the multilayer film.
- the contribution CL of the air layers must also be taken into account, the total thickness of which is equal to the difference between the plate spacing D and the total thickness (d1 + d2) of the multilayer film.
- Equations (1) and (3) together form a system of equations that can be resolved according to d1 and d2.
- Equation (4) can also be combined with each of equations (1) to (3) Combine a system of equations that uniquely determines d1 and d2.
- the method can also be easily generalized to cases in which the multilayer film made of three or more materials with different temperature dependencies the dielectric constant exists. It will then be in in any case the total thickness of those made of different materials "Individual layers" is determined, although it is not excluded that these "individual layers” are in turn divided into several layers, such as that Layers 34 in Figure 2. The number of at different temperatures and / or measurements to be carried out with different measuring arrangements corresponds to the number of layer thicknesses to be determined.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Measurement Of Length, Angles, Or The Like Using Electric Or Magnetic Means (AREA)
- Investigating Or Analyzing Materials By The Use Of Electric Means (AREA)
Abstract
Description
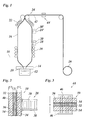
- Fig. 1
- eine Prinzipskizze einer Blasfolienanlage, an der das Meßverfahren durchgeführt wird;
- Fig. 2
- den Schichtaufbau einer Mehrschichtfolie sowie das Prinzip der Dickenmessung mit Hilfe des Randfeldes eines Meßkondensators;
- Fig. 3
- das Prinzip einer Dickenmessung mit Hilfe eines Meßkondensators, dessen Feld die Folie durchdringt; und
- Fig. 4
- ein Diagramm der Temperaturabhängigkeit der Dielektrizitätskonstanten zweier Hauptbestandteile der Mehrschichtfolie nach Figuren 2 und 3.
Claims (10)
- Verfahren zur kapazitiven Dickenmessung an Mehrschichtfolien (10), deren Schichten (32, 34) sich zumindest bei einer bestimmten Temperatur in ihren Dielektrizitätskonstanten unterscheiden, dadurch gekennzeichnet, daß zusätzlich zu der kapazitiven Messung mindestens eine weitere Dickenmessung unter anderen Bedingungen durchgeführt wird und daß durch Vergleich der Messergebnisse und anhand der unterschiedlichen Dielektrizitätskonstanten die Dikken (d1, d2) der Einzelschichten bestimmt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Messungen kapazitiv bei unterschiedlichen Temperaturen durchgeführt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die weitere Dikkenmessung eine Messung der Gesamtdicke der Mehrschichtfolie (10) ist.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß mindestens eine kapazitive Messung mit Hilfe eines Meßkopfes (28; 28') erfolgt, dessen Kondensatorplatten (38) auf derselben Seite der Mehrschichtfolie (10) und rechtwinklig zu dieser angeordnet sind.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, daß die kapazitive Messung an einer Folienblase (16) vorgenommen wird.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß mindestens eine kapazitive Messung mit einem Meßkopf (44) erfolgt, dessen Kondensatorplatten (46) auf beiden Seiten der Mehrschichtfolie (10) und parallel zu dieser angeordnet sind.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Mehrschichtfolie (10) mindestens eine Schicht (32) aus Ethylenvinylalkohol enthält.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Mehrschichtfolie (10) mindestens eine Schicht aus Polyamid enthält.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß die Mehrschichtfolie (10) mindestens eine Schicht (34) aus Polyethylen enthält.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß am Ort der kapazitiven Dickenmessung auch die Temperatur der Folie gemessen wird.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00124602A EP1205293B1 (de) | 2000-11-10 | 2000-11-10 | Verfahren zur Dickenmessung an Mehrschichtfolien |
| DE50013165T DE50013165D1 (de) | 2000-11-10 | 2000-11-10 | Verfahren zur Dickenmessung an Mehrschichtfolien |
| US09/992,337 US6646453B2 (en) | 2000-11-10 | 2001-11-06 | Method for measuring the thickness of multi-layer films |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00124602A EP1205293B1 (de) | 2000-11-10 | 2000-11-10 | Verfahren zur Dickenmessung an Mehrschichtfolien |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1205293A1 true EP1205293A1 (de) | 2002-05-15 |
| EP1205293B1 EP1205293B1 (de) | 2006-07-12 |
Family
ID=8170341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00124602A Expired - Lifetime EP1205293B1 (de) | 2000-11-10 | 2000-11-10 | Verfahren zur Dickenmessung an Mehrschichtfolien |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6646453B2 (de) |
| EP (1) | EP1205293B1 (de) |
| DE (1) | DE50013165D1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1535716A1 (de) * | 2003-11-28 | 2005-06-01 | Lanxess Deutschland GmbH | Vorrichtung und Verfahren zur Herstellung von Blasfolien |
| EP2026032A1 (de) | 2007-08-16 | 2009-02-18 | Hch. Kündig & Cie. AG | Messung der Dicke einer Einzelschicht einer Mehrschichtfolie |
| EP3938731A1 (de) * | 2019-03-15 | 2022-01-19 | Dow Global Technologies LLC | Schichtdickenmessgerät mit nahinfrarot-hyperspektralabbildung |
| IT202100029324A1 (it) | 2021-11-19 | 2023-05-19 | Syncro Srl | Procedimento e apparecchiatura per la misura dello spessore di uno o piu' strati di un film multistrato |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7015715B2 (en) * | 2003-03-24 | 2006-03-21 | Indigo Systems Corporation | Hybrid gap measurement circuit |
| EP1780499A1 (de) * | 2005-10-28 | 2007-05-02 | Hch. Kündig & Cie. AG | Verfahren zum Messen der Dicke von Mehrschichtfolien |
| EP1780498A1 (de) * | 2005-10-28 | 2007-05-02 | Hch. Kündig & Cie. AG | Verfahren zum Messen der Dicke von Mehrschichtfolien |
| EP1780500A1 (de) * | 2005-10-28 | 2007-05-02 | Hch. Kündig & Cie. AG | Verfahren zum Messen der Dicke von Mehrschichtfolien |
| DE102007040940B4 (de) * | 2007-08-30 | 2010-08-12 | Plast-Control Gmbh | Verfahren und Vorrichtung zur berührungslosen kapazitiven Dickenmessung |
| CA2699713C (en) * | 2007-10-08 | 2015-12-22 | Bernd Bruchmann | Use of hyperbranched polyesters and/or polyesteramides for splitting oil-water emulsions |
| EP3495809A1 (de) * | 2017-12-05 | 2019-06-12 | Airbus Helicopters | Verfahren zur nichtintrusiven detektion von imperfektionen in einem testobjekt |
| EP3495808B1 (de) | 2017-12-05 | 2024-07-10 | Airbus Helicopters | Sonde zur eingriffsfreien erfassung von fehlstellen in einem testobjekt |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3635620A (en) * | 1967-02-13 | 1972-01-18 | Gen Cable Corp | Apparatus for controlling the dimensions of multiple layers of extruded insulation |
| GB2038483A (en) * | 1978-10-03 | 1980-07-23 | Winzen Int | Measuring thickness capacitively |
| US4514812A (en) * | 1982-09-27 | 1985-04-30 | Owens-Illinois, Inc. | Method and apparatus for controlling the thickness of a lamina of a coextruded laminate |
| US5676893A (en) * | 1993-12-01 | 1997-10-14 | Addex Design, Inc. | Cooling and thickness control for extruded products |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4952882A (en) * | 1989-05-26 | 1990-08-28 | Modern Controls, Inc. | Capacitance sensor assembly |
| DE4009982C2 (de) * | 1990-03-28 | 2000-11-02 | Windmoeller & Hoelscher | Verfahren zur Messung der Dicke noch warmer extrudierter Folien aus thermoplastischem Kunststoff |
| EP0775052B1 (de) * | 1995-06-07 | 2001-09-26 | Baxter International Inc. | Halogenidfreie sterilisierbare mehrscichtsperrfolie |
| US6057171A (en) * | 1997-09-25 | 2000-05-02 | Frequency Technology, Inc. | Methods for determining on-chip interconnect process parameters |
| US6201399B1 (en) * | 1997-12-01 | 2001-03-13 | Neil A. Sticha | Automatic calibration system for apparatus for measuring variations in thickness of eleongated samples of thin plastic film |
| KR100292030B1 (ko) * | 1998-09-15 | 2001-08-07 | 윤종용 | 반도체 박막 공정에서의 박막 두께 제어 방법 |
-
2000
- 2000-11-10 DE DE50013165T patent/DE50013165D1/de not_active Expired - Lifetime
- 2000-11-10 EP EP00124602A patent/EP1205293B1/de not_active Expired - Lifetime
-
2001
- 2001-11-06 US US09/992,337 patent/US6646453B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3635620A (en) * | 1967-02-13 | 1972-01-18 | Gen Cable Corp | Apparatus for controlling the dimensions of multiple layers of extruded insulation |
| GB2038483A (en) * | 1978-10-03 | 1980-07-23 | Winzen Int | Measuring thickness capacitively |
| US4514812A (en) * | 1982-09-27 | 1985-04-30 | Owens-Illinois, Inc. | Method and apparatus for controlling the thickness of a lamina of a coextruded laminate |
| US5676893A (en) * | 1993-12-01 | 1997-10-14 | Addex Design, Inc. | Cooling and thickness control for extruded products |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1535716A1 (de) * | 2003-11-28 | 2005-06-01 | Lanxess Deutschland GmbH | Vorrichtung und Verfahren zur Herstellung von Blasfolien |
| EP2026032A1 (de) | 2007-08-16 | 2009-02-18 | Hch. Kündig & Cie. AG | Messung der Dicke einer Einzelschicht einer Mehrschichtfolie |
| EP3938731A1 (de) * | 2019-03-15 | 2022-01-19 | Dow Global Technologies LLC | Schichtdickenmessgerät mit nahinfrarot-hyperspektralabbildung |
| IT202100029324A1 (it) | 2021-11-19 | 2023-05-19 | Syncro Srl | Procedimento e apparecchiatura per la misura dello spessore di uno o piu' strati di un film multistrato |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1205293B1 (de) | 2006-07-12 |
| DE50013165D1 (de) | 2006-08-24 |
| US6646453B2 (en) | 2003-11-11 |
| US20020057096A1 (en) | 2002-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1205293B1 (de) | Verfahren zur Dickenmessung an Mehrschichtfolien | |
| DE102007040940B4 (de) | Verfahren und Vorrichtung zur berührungslosen kapazitiven Dickenmessung | |
| DE4334380C2 (de) | Verfahren zur Kalibrierung eines Sensors und zur Meßwertverarbeitung | |
| DE3335766A1 (de) | Anordnung zur elektrischen messung von schichtdicken an laufenden baendern | |
| DE69520152T2 (de) | Verpackungsbehälter | |
| DE112018001090T5 (de) | Geschichtete Sensorvorrichtung und Verfahren zu ihrer Herstellung | |
| EP1969304B1 (de) | Verfahren zum messen der dicke von mehrschichtfolien | |
| EP3250380B1 (de) | Beutelverpackung | |
| EP1079203B1 (de) | Kapazitive Überwachung des Leimauftrags auf ein Substrat mit der imaginären Permittivität | |
| EP0202497A1 (de) | Temperaturkompensierte Ultraschall-Wanddickenmessung | |
| DE2364722C2 (de) | Ölimprägnierter Kondensator | |
| EP2026032A1 (de) | Messung der Dicke einer Einzelschicht einer Mehrschichtfolie | |
| EP1780499A1 (de) | Verfahren zum Messen der Dicke von Mehrschichtfolien | |
| DE2345849A1 (de) | Anordnung zur beruehrungslosen messung der dicke elektrisch leitfaehiger schichten | |
| DE4413840C2 (de) | Vorrichtung zur berührungslosen Messung an einem Objekt | |
| DE4227734C2 (de) | Anordnung und Verfahren zum Messen der Dicke einer Schicht | |
| DE3822164A1 (de) | Waermestromsensor | |
| DE19822739C1 (de) | Verfahren und Vorrichtung zur Messung der Dicke einer Zwischenschicht | |
| EP4149402B1 (de) | Anordnung zur fluessigkeitsdetektion | |
| DE19909864B4 (de) | Verfahren und Vorrichtung zur Herstellung einer Folienbahn | |
| EP1780498A1 (de) | Verfahren zum Messen der Dicke von Mehrschichtfolien | |
| DE2329181A1 (de) | Einrichtung zum messen einer eigenschaft eines bandmaterials | |
| DE9204717U1 (de) | Hochfrequenz-Wellenleiter | |
| DE102017215686A1 (de) | Bewegungssensorvorrichtung, verfahren zum betreiben einer bewegungssensorvorrichtung und beleuchtungssystem | |
| DE2260767C3 (de) | Vorrichtung zum Feststellen von Fehlstellen im abgedichteten Teil einer Verpackung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20021113 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20040216 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RTI1 | Title (correction) |
Free format text: METHODS OF MEASURING THE THICKNESS OF MULTI-LAYER FILMS |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060712 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50013165 Country of ref document: DE Date of ref document: 20060824 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061023 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070413 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20101129 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20101025 Year of fee payment: 11 Ref country code: GB Payment date: 20101105 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20111115 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121110 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50013165 Country of ref document: DE Effective date: 20130601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121110 |