EP1472164B1 - Transportsystem - Google Patents
Transportsystem Download PDFInfo
- Publication number
- EP1472164B1 EP1472164B1 EP03704574A EP03704574A EP1472164B1 EP 1472164 B1 EP1472164 B1 EP 1472164B1 EP 03704574 A EP03704574 A EP 03704574A EP 03704574 A EP03704574 A EP 03704574A EP 1472164 B1 EP1472164 B1 EP 1472164B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- sheet metal
- transport system
- vacuum
- front edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002184 metal Substances 0.000 claims description 70
- 238000010422 painting Methods 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000010276 construction Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000009849 deactivation Effects 0.000 description 1
- 230000001617 migratory effect Effects 0.000 description 1
- 210000001331 nose Anatomy 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/22—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device
- B65H5/222—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device by suction devices
- B65H5/224—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device by suction devices by suction belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H9/00—Registering, e.g. orientating, articles; Devices therefor
- B65H9/06—Movable stops or gauges, e.g. rising and falling front stops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/23—Belts with auxiliary handling means
- B65H2404/232—Blade, plate, finger
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/173—Metal
Definitions
- the belt transport system 1 has a machine frame 2, on which a suction belt transport strand 3, a leading edge abutment belt 4 and a sheet feeding belt 5 are arranged.
- the Tafelzu Foodtrum 5 preferably each consists of a plurality of spaced apart circumferential belt so that they extend across the width of to be manipulated sheet metal plate 23.
- the figure also shows a rolling mill 6 of a sheet metal painting machine.
- FIG. 2b shows the plan view of the transport system according to FIG. 2a.
- the dashed sheet metal plate 122 is already in the application mark 115 and is guided there by the feed drum 114. Due to the speed difference between the feed drum 114 and the application mark 115 and the suction belt in the region of the Forderkantenanschlagtrums 103, the leading edge stop 118 moves away from the metal sheet.
- a vacuum region 120 is provided below the suction belt, which generates the vacuum for tightening the metal sheet.
- a magnetic field region may also be arranged in this case, it is not necessary to provide the suction belt with holes, as shown.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Registering Or Overturning Sheets (AREA)
- Threshing Machine Elements (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Description
- Die Erfindung betrifft ein Riementransportsystem einer Blech-Druckmaschine oder Blech-Lackiermaschine, mit die jeweilige Vorderkante von zu bearbeitenden Blechtafeln beaufschlagenden Vorderkantenanschlägen und einer Anlegetrommel, die mindestens eine Anlegemarke für die Vorderkante der jeweiligen Blechtafel aufweist.
- Ein bisher bekanntes Vorderkantenanschlagsystem führt die Vorderkante der jeweiligen Blechtafel bis zur Übergabe an die Anlegemarke nahezu lückenlos.
- Von auf dem Markt befindlichen Lackiermaschinen, die dem Lackieren von Blechtafeln dienen, wird die möglichst passgenaue Bereitstellung einer in das Walzlackwerk dieser Maschine einlaufenden Blechtafel durch vorgelagertes Anlegen der Tafelvorderkante an Anlegemarken einer Anlegetrommel erreicht. Die Anlegemarken sind vorzugsweise als Greifermarken ausgebildet. In die Greifermarken wird die Tafel mittels umlaufenden, gefederten Tafelschüben von hinten, also an der Hinterkante der Blechkante angreifenden Stützanschlägen, geschoben. Die Tafelschübe laufen etwas schneller als die Tafel, die von einer entsprechenden Zuführeinrichtung transportiert wird. Hierdurch holen die Tafelschübe die Blechtafel ein. Die Tafelschübe sind an einem umlaufenden Trum befestigt, so dass das erwähnte Einholen nach dem Auftauchen der Tafelschübe aus dem rücklaufenden Trumstrang erfolgt. Dabei kann es gelegentlich zum Prellen kommen, das heißt, die jeweilige Blechtafel wird unkontrolliert nach vorn gestoßen.
- Um das unkontrollierte Nach-Vorne-Stoßen einer Blechtafel zu vermeiden, ist nach einem anderen bekannten Vorderkantenanschlagsystem vorgesehen, dass ein umlaufendes Trum mit Anschlagnasen ausgebildet ist. Die Umlaufgeschwindigkeit dieses mit Anschlagnasen versehenen Trums ist etwas geringer als die Tafelgeschwindigkeit, so dass die Tafel mit ihren Vorderkanten auf die Anschlagnasen auflaufen und die Transportriemen der Zuführeinrichtung dann leicht durchrutschen.
- Nach einem weiteren bekannten Vorderkantenanschlagsystem sind sowohl Tafelschübe für die Hinterkanten der Tafeln als auch Anschlagnasen für die Vorderkanten der Tafeln vorgesehen. Die Blechtafeln werden zwischen den Anschlagnasen und den Tafelschüben aufgenommen, wobei die der Vorderkante der jeweiligen Tafel zugeordneten Anschlagnasen in Tafellaufrichtung gesehen vor der Anlegetrommel abtauchen, so dass die Tafel gegen die Anlegemarken der Anlegetrommel mittels eines Hinterkantenschubsystems geschoben wird.
- Aus der EP 1 116 679 ist eine Vorderkantenanschlagvorrichtung einer Blechdruckmaschine bekannt, diese weißt die jeweilige Hinterkante von zu bearbeitenden Blechtafeln beaufschlagende Tafelschübe auf. Diese Hinterkantenschübe sorgen für ein Anschieben der Blechtafeln bis eine Übergabe an die Anlegemarken erfolgt ist. Die Hinterkantenschübe sind für die korrekte Übergabe an die Anlegemarken erforderlich.
- Es ist ferner aus der EP 1 155 996 eine Vorrichtung und ein Verfahren zum Zuführen von Gegenständen bekannt, wobei hier flach geschuppt überlappende Gegenstände, beispielsweise Blechtafeln, gegen einen Vorderanschlag geführt werden, dort erfolgt eine abrupte Abbremsung und eine Anlage bis die Blechtafel in diesen Bereich ausgerichtet ist. Zur Ausrichtung ist ein Stillstand der Blechtafel erforderlich.
- Aus der DE 876 527 ist ein Verfahren und eine Einrichtung zum Anlegen von Blech/Kartontafeln oder ähnlichem zu entnehmen, wobei eine Tafel bei ihrer Wanderung zur Maschine auf einer Unterlage liegend, um eine bestimmte Entfernungsspanner gegenüber wandernden Anlegemarken nacheilt und dieser Tafel eine beschleunigte Bewegung in der Weise erteilt wird, dass sie noch rechtzeitig vor ihrem Eintritt in die Maschine die Nacheilung aufholt.
- Der Erfindung liegt die Aufgabe zugrunde, ein Riementransportsystem anzugeben, welches die Blechtafeln ohne die bisher bekannten Hinterkantenschubsysteme passgenau bereitstellt.
- Diese Aufgabe wird durch die Merkmale des unabhängigen Anspruchs 1 gelöst.
- Gemäß der Erfindung ist unterhalb eines Saugriemens des Riementransportsystems ein Vakuumbereich angeordnet. Dieser Vakuumbereich erstreckt sich über eine bestimmte Länge des Saugriemens und hat die Aufgabe, ein Vakuum unterhalb des Saugriemens zu erzeugen. Der Saugriemen besteht im wesentlichen aus einem Zahnriemen welcher über seine gesamte Länge Öffnungen zur Weiterleitung des Unterdrucks aufweist. Sobald über den Vakuumbereich ein Unterdruck anliegt, wird dieser ein Anziehen der Blechtafel auf den Saugriemen bewirken und damit einen zuverlässigen Transport der Blechtafel sicherstellen.
- Anstelle eines Saugsystems kann auch ein Magnetfeldsystem vorgesehen werden. Dieses Magnetfeldsystem ist dort einsetzbar wo die Blechtafel magnetische Eigenschaften aufweist. Zu diesem Zweck ist kein Saugriemen erforderlich sondern lediglich ein Transportriemen. Das Magnetfeld oder der Magnetfeldbereich der sich unterhalb des Transportriemens befindet bewirkt ein Anziehen der Blechtafel auf das Transportsystem.
- Durch eine gleichzeitige entstehende Geschwindigkeitsdifferenz zwischen Riementransportsystem und Anlegemarke wird die Blechtafel permanent bis zum Schließen des Greifersystems an die Anlegemarke passgenau angelegt.
- Es ist besonders vorteilhaft, wenn das Riementransportsystem direkt über die Greifertrommel angetrieben wird. Hierdurch ist in einfacher und zweckmäßiger Konstruktion sichergestellt, dass die Tafelvorderkante der jeweiligen Blechtafel bis zum Schließen des Greifersystem passgenau angelegt wird.
- In einer alternativen Ausgestaltung kann es auch vorteilhaft sein wenn das Riementransportsystem über eine eigene Antriebseinrichtung verfügt. Damit ist kein Eingriff in das bestehende Greifertrommelsystem erforderlich. Selbstverständlich kann auch dieser eigene Antrieb mit dem Gesamtantrieb gekoppelt werden.
- Weiterbildungsgemäß ist vorgesehen, den Vakuumbereich oder den Magnetfeldbereich zu takten, dies bedeutet, dass dieses System aktiviert und deaktiviert werden kann. Zweckmäßigerweise wird es aktiviert, wenn sich die Blechtafel im Seitenmarkenbereich befindet, dass heißt in dem Bereich in dem eine seitliche Ausrichtung der Blechtafel erfolgt. Eine Deaktivierung erfolgt dann, wenn die Blechtafel von der Anlegemarke übernommen ist und die Anlegemarke einen sicheren Halt der Blechtafel bewirkt.
- Diese und weitere Vorteile gehen nicht nur aus den Ansprüchen sondern auch aus der Beschreibung hervor.
- Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen näher erläutert.
- Es zeigt:
- Figur 1a
- eine erste Variante eines Transportsystems in einer Detailansicht,
- Figur 1b
- eine Seitenansicht des in Figur 1 gezeigten Systems,
- Figur 2a
- eine zweite Variante eines Transportsystems,
- Figur 2b
- eine Seitenansicht des in Figur 2 gezeigten Systems.
- Gemäß der Figur 1 weist das Riementransportsystem 1 ein Maschinengestell 2 auf, an dem ein Saugriementransporttrum 3 ein Vorderkantenanschlagtrum 4 und ein Tafelzuführtrum 5 angeordnet sind. Das Tafelzuführtrum 5 besteht vorzugsweise jeweils aus mehreren mit Abstand zueinander liegenden umlaufenden Riemen, so dass sie sich über die Breite von zu manipulierenden, Blechtafel 23 erstrecken. Die Figur zeigt ferner ein Walzlackwerk 6 einer Blech-Lackiermaschine.
- Das Walzlackwerk 6 weist einen Lackierzylinder 7 und einen Gegendruckzylinder 8 auf.
- Die Anordnung ist derart getroffen, dass das Riementransportsystem 1 auf ihrer Transportebene 9 liegend transportierte Blechtafeln in die Spaltebene 10 zwischen Lackierzylinder 7 und Gegendruckzylinder 8 passgenau bzw. korrekt ausgerichtet führt, so dass ein passgenaues Lackieren im Walzwerk 6 erfolgt.
- Das Tafelzuführtrum 5 ist über ein erstes Umlenkrad 11 und über ein zweites Umlenkrad 12 geführt. Das Vorderkantenanschlagtrum 4 weist auch zwei Umlenkräder 13 und 14 auf. Der Saugriemen 3 ist über die Greifertrommel 15 und ferner um eine Umlenkrolle 16 geführt. Die hinlaufenden Trums des Saugriemens 3 liegen in der Transportebene 9. Die rücklaufenden Trums 17,18 und 19 liegen unterhalb der Transportebene 9. Gleichzeitig voneinander beabstandet sind am Vorderkantenanschlagtrum Vorderkantenanschläge 20 befestigt.
- Die Konstruktion ist derart gestaltet, dass im Betrieb eines mittels nicht dargestellter Fördermittel von einem Blechtafelstapel abgehobene und mittels einer Fördereinrichtung zugeführte Blechtafel 23 mit ihrer Vorderkante gegen die Vorderkantenanschläge 20 tritt. Im Zuge der Weiterförderung der Blechtafel in ihrer in der Transportebene liegenden Position wird diese solange in Transportrichtung 21 geführt, bis die Vorderkante der Blechtafel gegen die Anlegemarke 22 der Greifertrommel 15 tritt. Jetzt setzt im Vakuumbereich bzw. Magnetfeldbereich 3.1 des Riemensystems 1 ein Vakuum bzw. Magnetfeld ein. Durch eine zugleich entstehende Geschwindigkeitsdifferenz zwischen Saugriemen 3 und der Anlegemarke 22 zieht der Saugriemen die durch das Vakuum angezogene Blechtafel 23 mit der Tafelvorderkante permanent gegen die Greifermarke 22 und richtet die Blechtafel hochpräzise aus. Hierdurch ist es möglich, dass von der Anlegetrommel 15 aus nunmehr mittels weiterer, nicht dargestellter Transportmittel die hochpräzise ausgerichtete Blechtafel in den Spalt zwischen dem Lackierzylinder 7 und Gegendruckzylinder 8 exakt lagedefiniert eingeführt wird.
- Um eine hohe Taktfolge auch bei großen Blechtafelformaten sicherzustellen, folgen in der Transportebene mit der Fördereinrichtung 9 auf dem Vorderkantenanschlagtrum 4 im Systemabstand montierte Vorderkantenanschläge 20 die der jeweiligen Folgetafel zugeordnet sind.
- Aufgrund des dargestellten Saugriementransport ist ein reproduzierbares und passgenaues Anlegen der Blechtafeln möglich.
- Figur 1b zeigt eine Draufsicht auf das in Figur 1a gezeigte System, wobei lediglich eine Seite des Systems dargestellt ist. Die gegenüberliegende Seite ist spiegelbildlich aufgebaut. In dieser Draufsicht ist erkennbar, dass die Blechtafel 23 von der Anlegemarke 22 übernommen bzw. gehalten wird. Unterhalb der Blechtafel ist der Vakuumbereich 3.1 vorgesehen. Zwischen Vakuumbereich und Blechtafel befindet sich der Saugriemen 3. Unterhalb des Saugriemens 3 im Vakuumbereich 3.1 sind Absaugöffnungen vorgesehen. Der Unterdruck der von einem Vakuumerzeuger gebildet wird, gelangt über diese Absaugöffnungen und die Öffnungen des Saugriemens 3 bis an die Blechtafel und gewähren einen sicheren Halt während des Transports. Bis über den Bereich der Seitenausrichtmarken 24, welche im wesentlichen als Rollen gestaltet sind, wird die entsprechende Blechtafel über die Fördereinrichtung 9 dem Saugriemen 3 zugeführt.
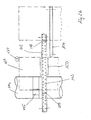
- Gemäß der Figur 2 weist die Saugriemen-Vorderkantenanschlagvorrichtung 101 ein Maschinengestell 102 auf , an dem ein Saugriemen-Vorderkantenanschlagtrum 103 und ein Tafelzuführtrum 104 angeordnet sind. Das Tafelzuführtrum 104 besteht vorzugsweise jeweils aus mehreren mit Abstand zueinander liegenden, umlaufenden Riemen , so dass sie sich über die Breite von zu manipulierenden Blechtafeln 122 erstrecken.
- Die Figur 2 zeigt ferner ein Walzwerk 105 einer Blech-Lackiermaschine. Das Walzlackwerk 105 weist einen Lackierzylinder 106 und einen Gegendruckzylinder 107 auf. Die Anordnung ist derart getroffen , dass die Vorderkantenanschlagvorrichtung 101 auf ihrer Transportebene 108 liegend transportierte Blechtafeln in die Spaltebene 109 zwischen Lackierzylinder 106 und Gegendruckzylinder 107 passgenau, das heißt korrekt ausgerichtet führt, so dass ein passergenaues Lackieren im Walzwerk 105 erfolgt.
- Das Tafelzuführtrum 104 ist über ein erstes Umlenkrad 110 und über ein zweites Umlenkrad 111 geführt. Das Saugriemen-Vorderkantenanschlagtrum 103 weist zwei Umlenkräder 112 und 113 auf und ist ferner um eine Antriebswelle 123 herumgeführt. Die hinlaufenden Trums des Saugriemen-Vorderkantenanschlagtrums 103 liegen in der Transportebene 108. Die rücklaufenden Trums 116 und 117 liegen unterhalb der Transportebene 108. Unterhalb des Saugriemen-Vorderanschlagtrums 103 ist ein Vakuumbereich 120 oder - sofern das gesamte System über magnetische Anziehungskräfte arbeiten soll - ein Magnetfeldbereich angeordnet.
- Gleichmäßig voneinander beabstandet sind am Saugriemen-Vorderkantenanschlagtrums 103 Vorderkantenanschläge 118 befestigt. Die Konstruktion ist derart gestaltet, dass im Betrieb eines mittels nicht dargestellter Fördermittel von einem Blechtafelstapel abgehobene und mittels einer Fördereinrichtung zugeführte Blechtafel 122 über das Tafelzuführtrum 104, mit ihrer Vorderkante gegen die Vorderkantenanschläge 118 auftrifft.
- Die Aufnahme auf die Vorderkantenanschläge erfolgt so vorsichtig, dass Kantenbeschädigungen vermieden werden.
- Die Tafel wird entlang der Transportebene 108 in Transportrichtung 119 solange geführt, bis die Vorderkante der Blechtafel gegen die Anlegemarke 115 der Anlegetrommel 114 trifft. Erst jetzt verlassen die Vorderkantenanschläge 118 die Vorderkante der Blechtafel. Durch das zeitgleich entstehende Vakuum im Vakuumbereich bzw. Magnetfeldbereich 120 im Magnetfeld und die zugleich entstehende Geschwindigkeitsdifferenz zwischen Blechtafel und Greifersystem wird die Tafelvorderkante gegen das Greifersystem bzw. Anlegemarken 115 permanent geschoben, so dass eine hochpräzise Übergabe an die Anlegetrommel 114 erfolgt. Der Saugriemen 103 ermöglicht auch nach dem Verlassen der Anlegetrommel einen präzisen Weitertransport. Hierdurch ist es möglich, dass von der Anlegetrommel 114 aus nunmehr mittels weiterer, nicht dargestellter Transportmittel die präzise ausgerichtete Blechtafel in den Spalt zwischen dem Lackierzylinder 106 und Gegendruckzylinder 107 exakt lagedefiniert eingeführt wird. Aufgrund der durchgängigen Tafelführung ist ein reproduzierbares, passgenaues Anlegen der Blechtafel möglich.
- Figur 2b zeigt die Draufsicht auf das Transportsystem gemäß Figur 2a. Die gestrichelt dargestellte Blechtafel 122 befindet sich bereits in der Anlegemarke 115 und wird dort durch die Anlegetrommel 114 geführt. Durch die Geschwindigkeitsdifferenz zwischen der Anlegetrommel 114 bzw. der Anlegemarke 115 und dem Saugriemen im Bereich des Forderkantenanschlagtrums 103 bewegt sich der Vorderkantenanschlag 118 von der Blechtafel weg. Vor der Anlegetrommel ist unterhalb des Saugriemens ein Vakuumbereich 120 vorgesehen, der das Vakuum zum Anziehen der Blechtafel erzeugt. Selbstverständlich kann hier anstelle eines Vakuumbereichs auch ein Magnetfeldbereich angeordnet sein in diesem Fall ist es nicht erforderlich den Saugriemen mit Löchern, wie abgebildet, zu versehen. Die Fördereinrichtung 104 liegt seitlich versetzt neben dem Saugriemen und bewirkt einen Transport der jeweiligen Blechtafel bis in den Saugriemenbereich hinein. Die seitliche Ausrichtung der Blechtafeln erfolgt vor dem Vakuumbereich seitlich durch entsprechenden Seitenführungsrollen, wobei hier eine Rolle 124 dargestellt ist.
Claims (5)
- Transportsystem einer Blechdruckmaschine oder Blech-Lackiermaschine, mit die jeweilige Vorderkante der Blechtafeln beaufschlagenden Vorderkantenanschlägen (118) die an einem umlaufenden Trum angeordnet sind und einer Anlegetrommel (114), die mindestens zwei Anlegemarken (115) für die Vorderkante der jeweiligen Blechtafel aufweist, dadurch gekennzeichnet, daß ein Riementransportsystem (103) vorgesehen ist und unterhalb eines Riemens des Riementransportsystems ein Vakuum oder Magnetfeld (120) angeordnet ist und der Riemen (103) die Vorderkante der jeweiligen Blechtafel in die Anlegemarken (115) eines Greifersystems bis zum Schließen des Greifersystems führt und anlegt, wobei durch das zeitgleich entstehenden Vakuum im Vakuum bzw. Magnetfeldbereich, (120) im Magnetfeld und die zugleich entstehende Geschwindigkeitsdifferenz zwischen Blechtafel und Greifersystem der Anlegetrommel (114) die Tafelvorderkante gegen das Greifersystem und die Anlegemarken (115) permanent geschoben wird, so dass eine hochpräzise Übergabe an das Greifersystem der Anlegetrommel (114) erfolgt.
- Transportsystem nach Anspruch 1, dadurch gekennzeichnet, dass das Riementransportsystem ein Saugriementransportsystem mit einem Saugriemen ist.
- Transportsystem nach Anspruch 2, dadurch gekennzeichnet, dass der Saugriemen direkt über die Anlegetrommel angetrieben wird.
- Transportsystem nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das mit den Vorderkantenanschlägen (118) versehene Trum eine selbständige Einheit ist und aus wenigstens zwei Laufrollen aufweist.
- Transportsystem nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Vakuum oder das Magnetfeld getaktet ist und ein Lösen der Blechtafel bewirkt wenn die Blechtafel von der Anlegemarke übernommen wurde und ein Halten der Blechtafel, wenn sich das Blech in einem Seitenmarkenbereich oder im Vakuum bzw. Magnetfeldbereich befindet.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10205488 | 2002-02-09 | ||
| DE10205488A DE10205488A1 (de) | 2002-02-09 | 2002-02-09 | Saugriementransportsystem |
| PCT/EP2003/001232 WO2003066490A2 (de) | 2002-02-09 | 2003-02-07 | Transportsystem |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1472164A2 EP1472164A2 (de) | 2004-11-03 |
| EP1472164B1 true EP1472164B1 (de) | 2006-09-27 |
| EP1472164B3 EP1472164B3 (de) | 2009-10-28 |
Family
ID=27618524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03704574A Expired - Lifetime EP1472164B3 (de) | 2002-02-09 | 2003-02-07 | Transportsystem |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1472164B3 (de) |
| AT (1) | ATE340752T1 (de) |
| AU (1) | AU2003206866A1 (de) |
| DE (2) | DE10205488A1 (de) |
| ES (1) | ES2272946T7 (de) |
| WO (1) | WO2003066490A2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014005812A1 (de) | 2012-07-06 | 2014-01-09 | Kba-Metalprint Gmbh | Fördervorrichtung und verfahren zum fördern von bedruckstoffbogen mit nachgiebigem vorschub |
| WO2014005811A1 (de) | 2012-07-06 | 2014-01-09 | Kba-Metalprint Gmbh | Fördervorrichtung und ein verfahren zum fördern von bedruckstoffbogen, insbesondere steifen tafeln |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005037128B4 (de) * | 2005-08-06 | 2009-04-23 | LTG Mailänder GmbH & Co. KG | Transportsystem einer Blechdruck- oder Blechlackiermaschine |
| US20080298472A1 (en) | 2007-06-04 | 2008-12-04 | Texas Instruments Incorporated | Throughput Performance When Applying Deblocking Filters On Reconstructed Image Frames |
| DE102007026194B4 (de) * | 2007-06-04 | 2018-07-12 | Atlantic Zeiser Gmbh | Vorrichtung zum Bearbeiten flächiger Teile und Verfahren |
| DE102007031115B4 (de) * | 2007-06-28 | 2009-04-23 | Kba-Metalprint Gmbh | Vorrichtung zum positionsgenauen Zuführen von tafelförmigen Gütern sowie entsprechendes Verfahren |
| DE102017221220B4 (de) * | 2017-11-27 | 2021-05-20 | Koenig & Bauer Ag | Bogenverarbeitende Maschine |
| DE102017221215B4 (de) * | 2017-11-27 | 2023-04-06 | Koenig & Bauer Ag | Bogenverarbeitende Maschine |
| CN111822581A (zh) * | 2020-05-25 | 2020-10-27 | 江苏中关村嘉拓新能源设备有限公司 | 一种模切机构的移动装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE583706C (de) * | 1931-02-24 | 1933-09-08 | Wilhelm Mailaender Dipl Ing | Blechdruckrotationsmaschine |
| DE876527C (de) * | 1951-05-09 | 1953-05-15 | Willy Dipl-Ing Mailaender | Verfahren und Einrichtung zum Anlegen von Blech-, Kartontafeln od. dgl. bei Lackier-und Druckmaschinen |
| US3309078A (en) * | 1964-07-01 | 1967-03-14 | Harris Intertype Corp | Continuous sheet feeding device having registering means |
| DE19538632C2 (de) * | 1995-10-17 | 2003-10-02 | Koenig & Bauer Ag | Fördertisch |
| DE20000247U1 (de) * | 2000-01-12 | 2000-03-02 | LTG Mailänder GmbH, 70435 Stuttgart | Vorderkantenanschlagvorrichtung |
| DE10017259B4 (de) * | 2000-04-06 | 2006-10-26 | LTG Mailänder GmbH & Co. KG | Verfahren zum Zuführen von Gegenständen |
-
2002
- 2002-02-09 DE DE10205488A patent/DE10205488A1/de not_active Withdrawn
-
2003
- 2003-02-07 EP EP03704574A patent/EP1472164B3/de not_active Expired - Lifetime
- 2003-02-07 DE DE50305172T patent/DE50305172D1/de not_active Expired - Lifetime
- 2003-02-07 ES ES03704574T patent/ES2272946T7/es active Active
- 2003-02-07 WO PCT/EP2003/001232 patent/WO2003066490A2/de not_active Ceased
- 2003-02-07 AT AT03704574T patent/ATE340752T1/de not_active IP Right Cessation
- 2003-02-07 AU AU2003206866A patent/AU2003206866A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014005812A1 (de) | 2012-07-06 | 2014-01-09 | Kba-Metalprint Gmbh | Fördervorrichtung und verfahren zum fördern von bedruckstoffbogen mit nachgiebigem vorschub |
| WO2014005811A1 (de) | 2012-07-06 | 2014-01-09 | Kba-Metalprint Gmbh | Fördervorrichtung und ein verfahren zum fördern von bedruckstoffbogen, insbesondere steifen tafeln |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003066490A2 (de) | 2003-08-14 |
| DE10205488A1 (de) | 2003-08-21 |
| ES2272946T3 (es) | 2007-05-01 |
| WO2003066490A3 (de) | 2003-12-31 |
| EP1472164B3 (de) | 2009-10-28 |
| ATE340752T1 (de) | 2006-10-15 |
| ES2272946T7 (es) | 2010-03-31 |
| AU2003206866A1 (en) | 2003-09-02 |
| DE50305172D1 (de) | 2006-11-09 |
| EP1472164A2 (de) | 2004-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2008956B1 (de) | Vorrichtung zum positionsgenauen Zuführen von tafelförmigen Gütern sowie entsprechendes Verfahren | |
| DE3022525C2 (de) | Verfahren und Vorrichtung zum Aufbringen eines Aufklebers auf eine Endlosbahn | |
| EP1008016B1 (de) | Ausrichtvorrichtung | |
| EP0029268B1 (de) | Sortiervorrichtung für gedruckte Wertpapiere, insbesondere Banknoten | |
| DE102006023111A1 (de) | Vorrichtung zum Beschichten von Objekten | |
| DE3734967C2 (de) | ||
| EP1472164B1 (de) | Transportsystem | |
| EP3488675A1 (de) | Vorrichtung zum aufbringen von datenträgern auf eine trägerbahn | |
| DE102004030277B4 (de) | Vorrichtung zur Förderung von Bogen durch eine drucktechnische Maschine | |
| EP0101025B1 (de) | Wendeeinrichtung in einer Förderstrecke zwischen zwei Bearbeitungsmaschinen | |
| DE2058606A1 (de) | Verfahren und Vorrichtung zum seitlichen Ausrichten von Blaettern,insbesondere bei einer Druckpresse | |
| DE19911273C2 (de) | Verfahren und Vorrichtung zum Vereinzeln flächiger Güter | |
| EP0120358A2 (de) | Verfahren zum Ausrichten von Bögen | |
| DE102012211784A1 (de) | Fördervorrichtung und ein Verfahren zum Fördern von Bedruckstoffbogen | |
| EP1510489B1 (de) | Verfahren zum Zuführen von flachen, sich geschuppt überlappenden Blechtafeln | |
| EP1588862A2 (de) | Vorrichtung zum arbeitstaktgerechten Zuführen von Buchblocks, Büchern oder dgl. Druckprodukte zu einer Weiterverarbeitungsmaschine | |
| EP3904250B1 (de) | Vorrichtung und verfahren zum zuführen von flächenförmigen gütern zu einer bearbeitungseinheit | |
| DE2217032B2 (de) | Vorrichtung zum anbringen von aus einer fortlaufenden bahn hergestellten zuschnitten an gegenstaenden | |
| DE19824694A1 (de) | Vorrichtung zum geschuppten Ablegen von Bögen aus flexiblem Material, insbesondere Wellpappe | |
| DE4016304A1 (de) | Vorrichtung zum ausrichten schuppenfoermig unterlappt gefoerderter bogen | |
| EP1116679B1 (de) | Vorderkantenanschlagvorrichtung | |
| AT404718B (de) | Vorrichtung zur übergabe von flachen werkstücken von einem ersten förderer an einen zweiten nachgeschalteten förderer | |
| DE20202016U1 (de) | Saugriementransportsystem | |
| WO2009015761A1 (de) | Vorrichtung und verfahren zum einziehen von flachmaterialstücken und registergenauen transportieren der flachmaterialstücke | |
| DE3730132A1 (de) | Blechtransportvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040728 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17Q | First examination report despatched |
Effective date: 20050314 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060927 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50305172 Country of ref document: DE Date of ref document: 20061109 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070313 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2272946 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed |
Effective date: 20070628 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: WEISS, PETER Effective date: 20070228 Owner name: KLEPSER, DIETER Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061228 |
|
| PLCP | Request for limitation filed |
Free format text: ORIGINAL CODE: EPIDOSNLIM1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070207 |
|
| PLCQ | Request for limitation of patent found admissible |
Free format text: ORIGINAL CODE: 0009231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 |
|
| LIM1 | Request for limitation found admissible |
Free format text: SEQUENCE NO: 1; FILED AFTER OPPOSITION PERIOD Filing date: 20080530 |
|
| PLCO | Limitation procedure: reply received to communication from examining division + time limit |
Free format text: ORIGINAL CODE: EPIDOSNLIR3 |
|
| PLCR | Communication despatched that request for limitation of patent was allowed |
Free format text: ORIGINAL CODE: 0009245 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8505 |
|
| PLCN | Payment of fee for limitation of patent |
Free format text: ORIGINAL CODE: EPIDOSNRAL3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070207 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 |
|
| PUAM | (expected) publication of b3 document |
Free format text: ORIGINAL CODE: 0009410 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN LIMITED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060927 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: BESCHRAENKUNGANTRAG GUTGEHEISSEN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R039 Ref document number: 50305172 Country of ref document: DE Ref country code: DE Ref legal event code: R008 Ref document number: 50305172 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R039 Ref document number: 50305172 Country of ref document: DE Effective date: 20150407 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R040 Ref document number: 50305172 Country of ref document: DE Ref country code: DE Ref legal event code: R097 Ref document number: 50305172 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: S73 Free format text: SPECIFICATION AMENDED |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220223 Year of fee payment: 20 Ref country code: DE Payment date: 20220221 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220217 Year of fee payment: 20 Ref country code: FR Payment date: 20220216 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220426 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50305172 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20230206 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20230206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20230208 |