EP1656317B1 - Spulenwickelvorrichtung - Google Patents
Spulenwickelvorrichtung Download PDFInfo
- Publication number
- EP1656317B1 EP1656317B1 EP04737416A EP04737416A EP1656317B1 EP 1656317 B1 EP1656317 B1 EP 1656317B1 EP 04737416 A EP04737416 A EP 04737416A EP 04737416 A EP04737416 A EP 04737416A EP 1656317 B1 EP1656317 B1 EP 1656317B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- bobbin
- winding device
- yarn
- deflection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004804 winding Methods 0.000 title claims abstract description 66
- 238000003825 pressing Methods 0.000 claims abstract description 22
- 230000002093 peripheral effect Effects 0.000 claims abstract description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims 1
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 33
- 238000010586 diagram Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/36—Yarn-guide advancing or raising mechanisms, e.g. cop-building arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/005—Means compensating the yarn tension in relation with its moving due to traversing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a coil winding device for producing a coil by winding a thread or ribbon on a spool core, according to the preamble of claim 1.
- a coil winding device for producing a coil by winding a thread or ribbon on a spool core, according to the preamble of claim 1.
- Such a coil winding device is known from GB 978 328 A.
- Coil winding devices serve to wind threads or ribbons onto a spool core, which usually has a cylindrical or conical shape, into a spool.
- a thread 1 passes immediately after its production to a first deflection roller 2 of the coil winding apparatus. From there, the thread 1 continues to a so-called “dancer” 3, which is a spring-biased deflectable pulley, and is deflected to the dancer and stretched. From the dancer 3, the thread 1 continues to a further guide roller 4, and from there to a nozzle 5.
- the nozzle includes thread deflection means 6, which may be formed as overflow bar, and a pressure roller 7, the thread 1 at the beginning of a coil winding operation first against the peripheral surface of a spool core 8 and then, while a coil 9 builds up from the supplied yarn, presses against the circumference of the developing coil 9.
- the spool core 8 is rotatable about a rotation axis A.
- a yarn guide 10 On the nozzle 5 is seated between the deflection means 6 and the pressure roller 7, a yarn guide 10 which moves the yarn back and forth axially over the coil and so ensures a uniform structure of the coil according to a predetermined winding scheme.
- the nozzle 5 is pivotable about a pivot axis C and can thus compensate for the increasing coil diameter.
- the arrow p (D) represents the deflection angle of the distributor 5 as a function of the coil diameter D.
- the coil 9 or the spool core 8 is driven by a motor, not shown, with an angular velocity ⁇ .
- the tension in the thread 1 during winding on the coil 9 is crucial. If the tension in the thread decreases, the engine speed must be increased to restore the desired tension.
- FIG. 2 shows the path of the thread 1 of the guide roller 4 via a deflection means 6 in the form of a straight overflow bracket, through the yarn guide 10 and through the pressure roller 7 on the spool 9.
- the yarn guide 10 in its axial reciprocation is located at the axial ends of the coil 9, the yarn 1 is fed to the coil edge, describing a longer path from the guide roller 4 to the coil edge, as if the yarn guide 10 is in the middle of the coil and the yarn 1 while the way the deflection roller 4 to the coil center describes (dashed lines). Due to the shortening thread path, the thread loosens in the center of the coil.
- the yarn path length x (p) between the stationary deflection roller 4 and the deflecting means 6 fastened on the guide apparatus 5 changes, since the increase in the coil diameter to one Deflection of the nozzle 5 in the direction of the guide roller 4 leads.
- the distance z (p) between the pressure roller 7 arranged on the distributor 5 and the stationary deflection roller 4 changes with the deflection of the distributor 5.
- the distance y between the pressure roller 7 and the deflection means 6 remains constant independently of the deflection of the distributor 5 ,
- the invention has therefore set itself the task of creating a coil winding device in which the above-mentioned disadvantages are avoided and can be wound with the coils of substantially increased quality.
- tape As an embodiment of a ribbon is a stretched, single or multi-layer plastic tape called.
- the bobbin is usually an element of cardboard, plastic or metal, which is attached to a rotatable support and forms a support for the réellespulenden thread.
- the holder may be formed as a spindle on which the thread is wound directly and after completion of the coil, this is withdrawn from the spindle.
- the term coil core as used herein refers to the spindle.
- At least one thread deflection means is arranged between the thread pressing means and the thread support means for moving the thread more smoothly, which is movable radially with respect to the axis of rotation together with the thread pressing means and the thread support means.
- the Fadenumlenkstoff is formed as Fadenwegaus somnsstoff, which compensates for the different length of yarn path from the yarn support means for Fadenanpressstoff between the coil edge and the coil center, as will be explained in more detail below.
- the thread path compensating means is formed as a curved overflow bracket in a predetermined radius.
- the formation of the Fadenwegaus GmbHsmittels could be optimized as a circular arc overflow bracket only for a certain diameter of the coil, was tuned at the radius of the overflow bracket to the distance between the yarn support means and the overflow bracket, while continuing to exceed or fall below this particular coil diameter different lengths of thread paths were given to the coil edge and coil center.
- the distance between the thread support means and overflow bar remains unchanged regardless of the diameter, so that achieved with a circular arc overflow bracket whose radius is tuned to the sum of the thread paths from the thread support means to overflow bar and on to Fadenanpressstoff, perfect Fadenwegaus settle between coil edge and coil center for all coil diameter can be.
- the Fadenanpressstoff, the thread support means and optionally also the Fadenumlenkstoff are pivotable about a common pivot axis which is parallel to the axis of rotation of the coil.
- the Fadenanpressstoff, the thread support means and optionally the Fadenumlenkstoff are integrated into a nozzle, which is pivotable about said pivot axis.
- the thread support means are formed as a roll or eyelet.
- the Fadenumlenkffen is designed as an overflow bracket.
- a yarn tension sensor is arranged upstream of the yarn support means.
- this yarn tension sensor is not subject to rapid variations in yarn tension due to different bobbin diameters, so that its output can be used with high reliability for yarn tension control.
- a stationary Fadenumlenkstoff can be arranged between the yarn support means and the yarn tension sensor.
- the yarn tension sensor is movably arranged together with the yarn support means so that the distance therebetween remains constant. In this embodiment, the above-mentioned problem of varying the deflection angle of the yarn at the yarn tension sensor does not occur.
- the thread tension sensor comprises a cantilever arm with a strain gauge, wherein the cantilever carries a Fadenumlenkstoff, which preferably causes a deflection of the thread or ribbon by 150 to 180 °.
- the output signals of the thread tension sensor representative of the thread tension are fed to a controller, preferably a PID controller, as input signals, which controller controls the rotational speed of the package drive motor in dependence on the input signals and a reference signal.
- a controller preferably a PID controller
- Electronic control can significantly improve the quality of the coils.
- the drive motor preferably rotates the holder of the spool core or the Fadenanpressstoff.
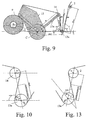
- FIG. 4A schematically shows a first embodiment of a coil winding device, which is a further development of the known coil winding device according to FIG.
- a thread 1 or ribbon passes immediately after its production to a first guide roller 2 of the coil winding device.
- the thread 1 continues to a thread tension sensor 13, which is equipped with a deflection roller.
- An embodiment of this yarn tension sensor 13 will be described below in detail.
- the yarn 1 continues to run to a yarn support means 14, which may be formed as a deflecting roller rotatably mounted on a cantilever 15a of a nozzle 15.
- the nozzle 15 further includes thread deflection means 6, which - as in this embodiment - may be formed as a straight overflow bracket, and a pressure roller 7, the thread 1 at the beginning of a coil winding operation first against the peripheral surface of a spool core 8 and then while a Coil 9 builds up from the supplied yarn, presses against the circumference of the developing coil 9.
- the spool core 8 is rotatable about the axis of rotation A.
- On the diffuser 15 sits between the deflection 6 and the pressure roller 7 a traversing yarn guide 10, the yarn back and forth axially over the coil and thus ensures a uniform structure of the coil according to a predetermined winding scheme.
- the nozzle 5 is pivotable about a pivot axis C and can thus compensate for the increasing coil diameter.
- the arrow p (D) represents the deflection angle of the distributor 5 as a function of the coil diameter D.
- the embodiment of the coil winding device according to FIGS. 4A and 4B with a thread deflection means 6 designed as a straight overflow bow still has the dependence of the thread path length described above with reference to FIG. 2 on the position of the thread at the center of the coil or coil edge.
- a large distance x between the thread support means 14 and the thread deflection means 6 or a large distance z between the thread support means 14 and the thread pressing means 7 is required.
- Fig. 5 One way to fully compensate for the different Fadenwegin at the coil edge and coil center is shown in Fig. 5 in perspective and is based on the formation of Fadenumlenkstoffs as Fadenwegaus Sammlungsstoff in the form of a curved overflow bar 16, wherein the radius of curvature of the overflow bar of the length L of Thread 1 between thread support means 14 and overflow bracket 16 corresponds.
- a curved overflow bar were installed instead of the straight overflow bar 6, the sum of the distances x and y in each deflection point of the thread would be constant with respect to the coil axis, whereas the distance y would be smaller towards the bobbin edges would.
- the effectiveness of this thread length compensation is shown in Fig.
- a motor 11 which drives a bobbin holder 12 in the form of a spindle and thereby rotates the bobbin 9 at the angular velocity ⁇ .
- the tension in the yarn 1 during winding on the spool 9 is crucial for the quality of the coil winding. If the tension in the thread decreases, the engine speed must be increased in order to restore the desired tension; with increasing tension, the engine speed must be reduced. Since the fluctuation of high frequency of the thread tension when reciprocating the traversing yarn guide 10 were largely or completely eliminated by the invention, it is thus possible for the first time to use an electronic control circuit for controlling the engine speed, without this control circuit would tend to oscillate , The desired thread tension can be set much more accurately by the electronic control than in the prior art, where this was realized mechanically via a spring bias on a dancer.
- the electronic control circuit is shown schematically in the block diagram of FIG. 7.
- the motor 11 rotates about the bobbin holder 12, the coil 9 and thus generates in the wound on the coil 9 thread 1 a certain thread tension, which is tapped by the yarn tension sensor 13 and fed to a control circuit 17 as an electrical signal TS.
- the control circuit 17 may advantageously be designed as a PI controller or PID controller. If the control circuit 17 determines that the instantaneous yarn tension deviates from a setpoint Ref, it generates (or changes) an output signal OS which acts on a motor driver 18 to adjust the speed of the motor 11 to bring the yarn tension to the setpoint becomes.
- the motor driver 18 may be formed, for example, as a static frequency converter depending on the design of the motor 11.
- the thread tension sensor 13 comprises a deflection roller 13a positioned at the free end of a cantilever 13b.
- the other end of the boom is fixedly mounted on a support 19.
- a strain gauge (DMS) 13c is mounted, which constantly measures the tension of the thread 1 passing around the roller 13a. More specifically, the strain gauge 13c measures the elongation or compression of the cantilever 13b by the thread tension.
- the measurement signal generated by the strain gauge is subsequently used for speed control, as explained above.
- the tensile force of the thread 1, which acts on the deflection roller 13a, depends on the angle of the incoming and outgoing thread end to the DMS measuring direction. Depending on the design, the angles change with the coil diameter or remain constant.
- S is the sum of the forces acting on the DMS portions of the thread forces B (D) and is constant here.
- ⁇ c D 90 ⁇ ° + ⁇ D - arccos r DMS + r B DMSB D
- the thread force B (D) can be calculated from the predetermined force S.
- B D S ⁇ 1 sin ⁇ c + v + sin ⁇ c D - v
- Fig. 11 the course of the thread force B (D) in Newton [N] depending on the coil diameter D in [m] is exemplified.
- the force to roll 2 is constant, the largest contribution of the thread to the thread support means 14 is obtained when the thread is parallel to the strain-strain direction and not when the strain-strain direction is in the angular symmetry of the two thread forces.
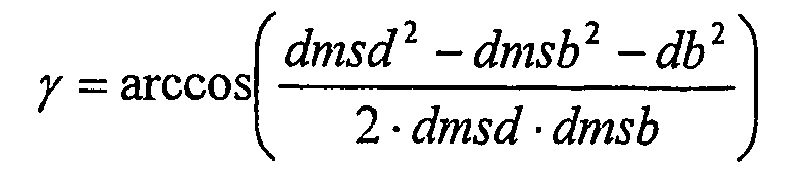
- Fig. 12 an embodiment of the coil winding device according to the invention is shown, which has a mitschwenkende with the nozzle 15 deflection roller 13a of the yarn tension sensor and a variable angle between this guide roller 13a and the stationary guide roller 2.
- the deflection roller 13a of the yarn tension sensor is connected to the nozzle 15 via a cantilever 15b.
- the strain gauge measuring direction also twists.
- the angle ⁇ depends on the coil diameter.
- the angle of the thread to the thread support means 14 and the direction of force of the DMS is constant. Instead, the angle changes from the DMS to the roller 2. This changing angle depends in contrast to the previous variant not only on the bobbin diameter D, but also on the height of the position of the coil winding device! Again, the angles ⁇ and ⁇ must be corrected, as shown in Fig. 13.
- ⁇ c 90 ⁇ ° + ⁇ - arccos r DMS + r B DMSB
- the thread force B (D) can be calculated from the predetermined force S.
- B D S ⁇ 1 cos ⁇ c D + cos ⁇ + ⁇ - ⁇ c
- the deflection roller 13a of the thread tension sensor is arranged in a stationary manner.
- a constant resultant force direction is achieved on the deflection roller 13a of the thread tension sensor.
- ⁇ c 90 ⁇ ° + ⁇ - arccos r DMS + r A dmsa ,
- the thread force B can be calculated from the predetermined force S.
- B D S ⁇ 1 sin ⁇ c + ⁇ + sin ⁇ c - ⁇
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Structural Engineering (AREA)
- Tension Adjustment In Filamentary Materials (AREA)
- Manufacture Of Motors, Generators (AREA)
- Wire Processing (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine Spulenwickelvorrichtung zur Erzeugung einer Spule durch Aufwickeln eines Fadens oder Bändchens auf einen Spulenkern, gemäß dem Oberbegriff des Anspruchs 1. Eine derartige Spulenwickelvorrichtung ist aus der GB 978 328 A bekannt.
- Spulenwickelvorrichtungen dienen dazu, Fäden oder Bändchen auf einen Spulenkern, der meist zylindrische oder konische Form aufweist, zu einer Spule zu wickeln. Bei einer bekannten, in Fig. 1 in einer Prinzipskizze in Seitenansicht dargestellten Spulenwickelvorrichtung gelangt ein Faden 1 unmittelbar nach seiner Produktion zu einer ersten Umlenkrolle 2 der Spulenwickelvorrichtung. Von dort läuft der Faden 1 weiter zu einem so genannten "Tänzer" 3, das ist eine federvorgespannte, auslenkbare Umlenkrolle, und wird an dem Tänzer umgelenkt und gespannt. Vom Tänzer 3 läuft der Faden 1 weiter zu einer weiteren Umlenkrolle 4, und von dort zu einem Leitapparat 5. Der Leitapparat umfasst Faden-Umlenkmittel 6, die als Überlaufbügel ausgebildet sein können, sowie eine Anpresswalze 7, die den Faden 1 am Beginn eines Spulenwickelvorganges zunächst gegen die Umfangsfläche eines Spulenkerns 8 und dann, während sich eine Spule 9 aus dem zugeführten Faden aufbaut, gegen den Umfang der sich aufbauenden Spule 9 anpresst. Der Spulenkern 8 ist um eine Drehachse A drehbar. Auf dem Leitapparat 5 sitzt zwischen den Umlenkmitteln 6 und der Anpresswalze 7 ein Fadenführer 10, der den Faden axial über die Spule hin- und herbewegt und so für einen gleichmäßigen Aufbau der Spule gemäß einem vorgegebenen Wickelschema sorgt. Um bei anwachsendem Spulendurchmesser D einen gleichmäßigen Anpressdruck der Anpresswalze 7 an die Spule 9 beizubehalten, ist der Leitapparat 5 um eine Schwenkachse C schwenkbar und kann so den größer werdenden Spulendurchmesser ausgleichen. Der Pfeil p(D) stellt den Auslenkwinkel des Leitapparates 5 in Abhängigkeit vom Spulendurchmesser D dar.
- Die Spule 9 oder der Spulenkern 8 wird durch einen nicht dargestellten Motor mit einer Winkelgeschwindigkeit Ω angetrieben. Für die Qualität der Spulenwicklung ist die Spannung im Faden 1 während des Aufwickelns auf die Spule 9 entscheidend. Lässt die Spannung im Faden nach, so muss die Motordrehzahl erhöht werden, um die gewünschte Spannung wieder herzustellen. Zur Regelung der Motordrehzahl dient der Tänzer 3, der aufgrund seiner Federvorspannung auch selbst für einen gewissen Ausgleich der Fadenspannung sorgt. Sinkt der Tänzer 3 aufgrund einer geringer werdenden Spannung im Faden 1 ab, so bewirkt dies eine Erhöhung der Motordrehzahl. Steigt der Tänzer 3 aufgrund erhöhter Fadenspannung, so wird die Motordrehzahl verringert. Variationen in der Fadenspannung, die Motordrehzahländerungen notwendig machen, entstehen wenn der Spulendurchmesser D zunimmt oder wenn die Fadenproduktion und damit die Zufuhr des Fadens zur Spulenwickelvorrichtung schneller oder langsamer wird.
- Ein weiterer Grund für Schwankungen der Fadenspannung liegt in der axialen Bewegung des Fadenführers 10, wie anhand der perspektivischen Darstellung von Fig. 2 erklärt wird. Fig. 2 zeigt den Weg des Fadens 1 von der Umlenkrolle 4 über ein Umlenkmittel 6 in Form eines geraden Überlaufbügels, durch den Fadenführer 10 hindurch und über die Anpresswalze 7 auf die Spule 9. Wenn sich der Fadenführer 10 bei seiner axialen Hin- und Herbewegung an den axialen Enden der Spule 9 befindet, so wird der Faden 1 zum Spulenrand zugeführt und beschreibt dabei einen längeren Weg von der Umlenkrolle 4 zum Spulenrand, als wenn der Fadenführer 10 sich in der Mitte der Spule befindet und der Faden 1 dabei den Weg von der Umlenkrolle 4 zur Spulenmitte beschreibt (strichliert dargestellt). Durch den sich verkürzenden Fadenweg lockert sich der Faden in der Spulenmitte. Da im Allgemeinen die axiale Bewegung des Fadens mit einer relativ hohen Frequenz erfolgt, kann die dadurch hervorgerufene Fadenspannungsschwankung nicht mit einer Drehzahlregelung des Spulen-Antriebsmotors ausgeglichen werden, da jeder Regler, wie z.B. ein PID-Regler, entweder zu langsam wäre oder unter solchen Bedingungen zum Aufschaukeln, d.h. instabilem Regelverhalten, neigen würde. Der Einfluss der am Spulenrand bzw. in Spulenmitte unterschiedlich langen Fadenwege auf die Fadenspannung konnte daher bisher nur durch einen möglichst großen Abstand zwischen der Umlenkrolle 4 und der Anpresswalze 7 in Grenzen gehalten werden. Bei einem größeren Abstand verringert sich der zwischen der Umlenkrolle 4 und den beiden Positionen des Fadens 1 an den Spulenrändern aufgespannte Winkel und damit auch der Faktor (Kosinus) der Längenänderung.
- Nun wieder auf die Darstellung von Fig. 1 Bezug nehmend erkennt man, dass sich in Abhängigkeit vom Spulendurchmesser D die Fadenweglänge x(p) zwischen der ortsfesten Umlenkrolle 4 und dem auf dem Leitapparat 5 befestigten Umlenkmittel 6 ändert, da die Zunahme des Spulendurchmessers zu einer Auslenkung des Leitapparates 5 in Richtung der Umlenkrolle 4 führt. Ebenso ändert sich mit der Auslenkung des Leitapparates 5 der Abstand z(p) zwischen der auf dem Leitapparat 5 angeordneten Anpresswalze 7 und der ortsfesten Umlenkrolle 4. Der Abstand y zwischen der Anpresswalze 7 und dem Umlenkmittel 6 bleibt unabhängig von der Auslenkung des Leitapparates 5 konstant.
- Die Auswirkungen falscher Fadenspannungen auf die Spulenqualität sind enorm. An dieser Stelle soll nicht detailliert auf die Wahl der Fadenspannung beim Wickeln eingegangen werden, allgemein kann man jedoch sagen, dass eine falsche Fadenspannung und im Besonderen eine variierende Spannung des Fadens zwischen Spulenrand und Spulenmitte dazu führt, dass der Faden vom Rand der Spule herunterfällt, wie in Fig. 3 dargestellt. Man erkennt aus Fig. 3, dass der Faden 1 vom Rand der Spule 9 auf den Spulenkern 8 heruntergefallen ist und sich in weiterer Folge um den Spulenkern wickeln würde. Dieses Herunterfallen des Fadens kann sich bereits beim Herstellungsvorgang der Spule auf die Produktionsleistung auswirken und zu Maschinenstopps führen, oder aber bei der späteren Verwendung der Spule, zum Beispiel beim Verweben des Fadens, und dabei zu Maschinenstopps oder Maschinenbeschädigung führen.
- Dass der Faden nicht herunterfällt, ist somit eines der wichtigsten Merkmale einer Spule. Es war jedoch bei den bekannten Spulenwickelvorrichtungen schwierig, dieses Kriterium in befriedigender Weise zu erfüllen. Insbesondere war es aufgrund der hohen Wickelfrequenz nicht möglich, die schwankenden Fadenspannungen zwischen Spulenrand und Spulenmitte durch Motor-Regelsysteme zu kompensieren.
- Die Erfindung hat sich daher zur Aufgabe gestellt, eine Spulenwickelvorrichtung zu schaffen, bei der die vorstehend angegebenen Nachteile vermieden sind und mit der Spulen von wesentlich erhöhter Qualität gewickelt werden können.
- Die erfindungsgemäße Spulenwickelvorrichtung zur Erzeugung einer Spule durch Aufwickeln eines Fadens oder Bändchens auf einen Spulenkern umfasst eine Halterung zum Halten und Drehen eines Spulenkerns um eine Drehachse, Fadenanpressmittel zum Anpressen eines Fadens oder Bändchens an die Umfangsfläche einer sich auf dem Spulenkern bildenden Spule, wobei die Fadenanpressmittel im wesentlichen radial in Bezug auf die Drehachse beweglich sind, wobei die Fadenanpressmittel vorzugsweise als Anpresswalze mit einer parallel zur Drehachse ausgerichteten Längsachse ausgebildet sind, einen nahe den Fadenanpressmitteln angeordneten Changier-Fadenführer zur Hin- und Herbewegung des Fadens oder Bändchens entlang der Drehachse, und Fadenstützmittel, um den zur Spule zugeführten Faden axial ortsfest in Bezug auf die Drehachse zu führen wobei die Fadenanpressmittel gemeinsam mit den Fadenstützmitteln im wesentlichen radial in Bezug auf die Drehachse beweglich sind, so dass der Abstand zwischen den Fadenanpressmitteln und den Fadenstützmitteln konstant bleibt. Durch diese Maßnahme wird der Einfluss des beim Wickeln zunehmenden Spulendurchmessers auf die Fadenspannung ausgeschaltet.
- Es sei erwähnt, dass in der nachfolgenden Beschreibung zumeist der Begriff "Faden" verwendet wird. Dieser ist allerdings im Kontext so zu verstehen, dass er auch Bändchen umfasst. Als Ausführungsbeispiel eines Bändchens sei ein verstrecktes, ein- oder mehrschichtiges Kunststoffbändchen genannt.
- Es sei weiters erwähnt, dass der Spulenkern zumeist ein Element aus Karton, Kunststoff oder Metall ist, das an einer drehbaren Halterung befestigt wird und einen Träger für den aufzuspulenden Faden bildet. In manchen Anwendungen kann jedoch die Halterung als Spindel ausgebildet sein, auf die der Faden unmittelbar aufgespult und nach Fertigstellung der Spule diese von der Spindel abgezogen wird. Bei solchen Anwendungen bezieht sich der Begriff Spulenkern, wie hierin verwendet, auf die Spindel.
- Bei der erfindungsgemäßen Spulenwickelvorrichtung ist, für eine ruhigere Zuführung des Fadens auf die Spule, zwischen den Fadenanpressmitteln und den Fadenstützmitteln zumindest ein Fadenumlenkmittel angeordnet, das gemeinsam mit den Fadenanpressmittelp und den Fadenstützmitteln radial in Bezug auf die Drehachse beweglich ist. Dabei ist das Fadenumlenkmittel als Fadenwegausgleichsmittel ausgebildet, das den unterschiedlich langen Fadenweg vom Fadenstützmittel zum Fadenanpressmittel zwischen dem Spulenrand und der Spulenmitte ausgleicht, wie weiter unten näher erläutert wird. In einer sehr robusten und zuverlässigen Ausführungsform ist das Fadenwegausgleichsmittel als in einem vorgegebenen Radius gekrümmter Überlaufbügel ausgebildet. Nach dem Stand der Technik konnte die Ausbildung des Fadenwegausgleichsmittels als kreisbogenförmiger Überlaufbügel nur für einen bestimmten Durchmesser der Spule optimiert werden, bei dem Radius des Überlaufbügels auf den Abstand zwischen dem Fadenstützmittel und dem Überlaufbügel abgestimmt war, wogegen bei Über- oder Unterschreiten dieses bestimmten Spulendurchmessers weiterhin unterschiedlich lange Fadenwege an Spulenrand und Spulenmitte gegeben waren. Erfindungsgemäß bleibt der Abstand zwischen Fadenstützmittel und Überlaufbügel unabhängig vom jeweiligen Durchmesser unverändert, so dass mit einem kreisbogenförmigen Überlaufbügel, dessen Radius auf die Summe der Fadenwege vom Fadenstützmittel zum Überlaufbügel und weiter zum Fadenanpressmittel abgestimmt ist, ein perfekter Fadenwegausgleich zwischen Spulenrand und Spulenmitte für alle Spulendurchmesser erzielt werden kann.
- In einer bevorzugten Ausführungsform der erfindungsgemäßen Spulenwickelvorrichtung sind die Fadenanpressmittel, die Fadenstützmittel und gegebenenfalls auch die Fadenumlenkmittel um eine gemeinsame Schwenkachse schwenkbar, die parallel zur Drehachse der Spule verläuft. In einer mechanisch sehr stabilen und kompakten Ausführungsform sind die Fadenanpressmittel, die Fadenstützmittel und gegebenenfalls die Fadenumlenkmittel in einen Leitapparat integriert sind, der um die genannte Schwenkachse schwenkbar ist.
- Hohe konstruktive Zuverlässigkeit der Spulenwickelvorrichtung wird erzielt, wenn die Fadenstützmittel als Rolle oder Öse ausgebildet sind. In einer sehr robusten Ausführungsform der Erfindung ist das Fadenumlenkmittel als Überlaufbügel ausgebildet.
- In einer bevorzugten Ausführungsform der erfindungsgemäßen Spulenwickelvorrichtung ist stromaufwärts vom Fadenstützmittel ein Fadenspannungssensor angeordnet. Anders als bei den Vorrichtungen nach dem Stand der Technik unterliegt dieser Fadenspannungssensor jedoch keinen durch unterschiedliche Spulendurchmesser bedingten raschen Schwankungen der Fadenspannung, so dass sein Ausgangssignal mit hoher Verlässlichkeit für Fadenspannungsregelungen herangezogen werden kann.
- In einer ersten, mechanisch einfachen Ausführungsform ist der Fadenspannungssensor ortsfest angeordnet. Konstruktionsbedingt würde sich bei dieser Ausführungsform der Umlenkwinkel des Fadens am Fadenspannungssensor verändern, was auf die Positionsveränderung des Fadenstützmittels bei anwachsendem Spulendurchmesser zurückzuführen ist. Dadurch könnten die Messergebnisse des Fadenspannungssensors geringfügig verfälscht werden. Um diesem möglichen Nachteil abzuhelfen, kann in einer Ausgestaltung der Erfindung zwischen dem Fadenstützmittel und dem Fadenspannungssensor ein ortsfestes Fadenumlenkmittel angeordnet werden.
- In einer alternativen Ausführungsform ist der Fadenspannungssensor gemeinsam mit den Fadenstützmitteln beweglich angeordnet, so dass der Abstand dazwischen konstant bleibt. Bei dieser Ausführungsform tritt das oben erwähnte Problem eines variierenden Umlenkwinkels des Fadens am Fadenspannungssensor nicht auf.
- In einer bevorzugten Ausgestaltung der Erfindung umfasst der Fadenspannungssensor einen Kragarm mit einem Dehnungsmessstreifen, wobei der Kragarm ein Fadenumlenkmittel trägt, das vorzugsweise eine Umlenkung des Fadens oder Bändchens um 150 bis 180° bewirkt.
- Durch die erfindungsgemäßen Maßnahmen zur Verhinderung variierender Weglängen des Fadens beim Aufwickeln auf die Spule und der dadurch bedingten Verhinderung von Fadenspannungsschwankungen hoher Frequenz ist es möglich geworden, die Ausgangssignale des Fadenspannungssensors für eine Spulenmotorregelung zu verwenden.
- Dazu werden die für die Fadenspannung repräsentativen Ausgangssignale des Fadenspannungssensors einem Regler, vorzugsweise einem PID-Regler, als Eingangssignale zugeführt, welcher Regler in Abhängigkeit von den Eingangssignalen und einem Referenzsignal die Drehgeschwindigkeit des Spulenantriebsmotors steuert. Mithilfe der elektronischen Regelung lässt sich die Qualität der Spulen wesentlich verbessern. Der Antriebsmotor dreht vorzugsweise die Halterung des Spulenkerns oder das Fadenanpressmittel.
- Die Erfindung wird nun anhand von nicht einschränkenden Ausführungsformen unter Bezugnahme auf die Zeichnungen näher erläutert. In den Zeichnungen zeigen:
- Fig. 1 eine Prinzipskizze einer bekannten Spulenwickelvorrichtung;
- Fig. 2 einen Fadenumlenk- und -anpressmechanismus bei der bekannten Spulenwickelvorrichtung;
- Fig.3 die Auswirkungen falscher Fadenspannung bei Herstellung einer Spule; die Figuren 4A und 4B schematisch eine erste Ausführungsform einer Spulenwickelvorrichtung bei verschiedenen Spulendurchmessern;
- Fig. 5 ein Fadenwegausgleichsmittel als Teil einer erfindungsgemäßen Spulenwickelvorrichtung;
- Fig. 6 die Wirksamkeit des Fadenwegausgleichsmittels von Fig. 5 im Vergleich mit einem geraden Überlaufbügel;
- Fig. 7 ein Blockschaltbild einer elektronischen Motorregelung in der erfindungsgemäßen Spulenwickelvorrichtung;
- Fig. 8 einen Fadenspannungsregler bei der erfindungsgemäßen Spulenwickelvorrichtung in der Perspektive;
- Fig. 9 die geometrischen Zusammenhänge der Spulenwickelvorrichtung von Fig. 4B;
- Fig. 10 die geometrische Winkelkorrektur der Umlenkrollen an der Spulenwickelvorrichtung;
- Fig. 11 ein Diagramm der Fadenkraft in Abhängigkeit vom Spulendurchmesser;
- Fig. 12 die geometrischen Zusammenhänge einer weiteren Ausführungsform einer Spulenwickelvorrichtung;
- Fig. 13 die geometrische Winkelkorrektur der Umlenkrollen an der Spulenwickelvorrichtung von Fig. 12;
- Fig. 14 ein Diagramm der Fadenkraft in Abhängigkeit vom Spulendurchmesser bei der Ausführungsform von Fig. 12;
- Fig. 15 die geometrischen Zusammenhänge einer weiteren Ausführungsform einer Spulenwickelvorrichtung;
- Fig. 16 ein Diagramm der Fadenkraft in Abhängigkeit vom Spulendurchmesser bei der Ausführungsform von Fig. 15.
- In Fig. 4A ist schematisch eine erste Ausführungsform einer Spulenwickelvorrichtung dargestellt, die eine Weiterentwicklung der bekannten Spulenwickelvorrichtung nach Fig. 1 ist. Ein Faden 1 oder Bändchen gelangt unmittelbar nach seiner Produktion zu einer ersten Umlenkrolle 2 der Spulenwickelvorrichtung. Von dort läuft der Faden 1 weiter zu einem Fadenspannungssensor 13, der mit einer Umlenkrolle ausgestattet ist. Eine Ausführungsform dieses Fadenspannungssensors 13 wird weiter unten ausführlich beschrieben. Vom Fadenspannungssensor 13 läuft der Faden 1 weiter zu einem Fadenstützmittel 14, das als eine an einem Kragarm 15a eines Leitapparates 15 drehbar befestigte Umlenkrolle ausgebildet sein kann. Der Leitapparat 15 umfasst weiters Faden-Umlenkmittel 6, die - wie in diesem Ausführungsbeispiel - als gerader Überlaufbügel ausgebildet sein können, sowie eine Anpresswalze 7, die den Faden 1 am Beginn eines Spulenwickelvorganges zunächst gegen die Umfangsfläche eines Spulenkerns 8 und dann, während sich eine Spule 9 aus dem zugeführten Faden aufbaut, gegen den Umfang der sich aufbauenden Spule 9 anpresst. Der Spulenkern 8 ist um die Drehachse A drehbar. Auf dem Leitapparat 15 sitzt zwischen den Umlenkmitteln 6 und der Anpresswalze 7 ein Changier-Fadenführer 10, der den Faden axial über die Spule hin- und herbewegt und so für einen gleichmäßigen Aufbau der Spule gemäß einem vorgegebenen Wickelschema sorgt. Um bei anwachsendem Spulendurchmesser D einen gleichmäßigen Anpressdruck der Anpresswalze 7 an die Spule 9 beizubehalten, ist der Leitapparat 5 um eine Schwenkachse C schwenkbar und kann so den größer werdenden Spulendurchmesser ausgleichen. Der Pfeil p(D) stellt den Auslenkwinkel des Leitapparates 5 in Abhängigkeit des Spulendurchmessers D dar.
- Durch die Maßnahme, das Fadenstützmittel 14 über den Kragarm 15a in den Leitapparat 15 zu integrieren, bleibt im Gegensatz zur Spulenwickelvorrichtung nach dem Stand der Technik der Abstand x zwischen dem Fadenstützmittel 14 und dem Umlenkmittel 6 sowie der Abstand z zwischen dem Fadenstützmittel 14 und dem Fadenanpressmittel 7 unabhängig vom momentanen Durchmesser D der Spule 9 und unabhängig vom momentanen Auslenkwinkel p(D) des Leitapparates 15 konstant. Dies ist am besten im Vergleich der Fig. 4A, bei der die Spule 9 noch einen geringen Durchmesser D aufweist, mit der Fig. 4B zu sehen, wobei die Fig. 4B die Spulenwickelvorrichtung von Fig. 4A in einem späteren Stadium des Spulenwickelvorgangs zeigt, bei dem der Spulendurchmesser bereits beträchtlich zugenommen hat und somit der Leitapparat um einen größeren Winkel p(D) verschwenkt ist. Wie man sieht, bleibt aber unabhängig vom Auslenkwinkel des Leitapparates das zwischen Fadenstützmittel 14, Umlenkmittel 6 und Fadenanpressmittel 7 aufgespannte Dreieck mit den Seiten x - y - z konstant. Somit wurde erfolgreich der Einfluss des sich verändernden Spulendurchmessers auf die Fadenspannung ausgeschaltet.
- Die Ausführungsform der Spulenwickelvorrichtung gemäß den Figuren 4A und 4B mit einem als gerader Überlaufbügel ausgebildeten Fadenumlenkmittel 6 weist allerdings nach wie vor die oben anhand der Fig. 2 beschriebene Abhängigkeit der Fadenweglänge von der Position des Fadens an Spulenmitte oder Spulenrand auf. Um diesen Einfluss gering zu halten ist ein großer Abstand x zwischen Fadenstützmittel 14 und Fadenumlenkmittel 6 bzw. ein großer Abstand z zwischen Fadenstützmittel 14 und Fadenanpressmittel 7 erforderlich.
- Eine Möglichkeit, die unterschiedlichen Fadenweglängen an Spulenrand und Spulenmitte vollständig zu kompensieren, ist in Fig. 5 in der Perspektive dargestellt und beruht auf der Ausbildung des Fadenumlenkmittels als Fadenwegausgleichsmittel in Form eines gekrümmten Überlaufbügels 16, wobei der Radius der Krümmung des Überlaufbügels der Länge L des Fadens 1 zwischen Fadenstützmittel 14 und Überlaufbügel 16 entspricht. Wäre bei der Ausführungsform der Figuren 4A und 4B anstelle des geraden Überlaufbügels 6 ein gekrümmter Überlaufbügel eingebaut, so würde die Summe der Abstände x und y in jedem Auslenkungspunkt des Fadens in Bezug auf die Spulenachse konstant sein, wogegen der Abstand y zu den Spulenrändem hin geringer würde. Die Wirksamkeit dieser Fadenlängenkompensation ist in Fig. 6 im Vergleich zwischen einem geraden Überlaufbügel 6 und einem gekrümmten Überlaufbügel 16 dargestellt. Man erkennt, dass bei geradem Überlaufbügel 6 der Fadenweg in Spulenmitte um die Strecke L1 über den Überlaufbügel hinausragt. Dies führt zu einem Nachlassen der Fadenspannung jedes Mal, wenn sich der Faden in Spulenmitte befindet. Obwohl die Ausbildung des Fadenumlenkmittels als gekrümmter Überlaufbügel 16 an sich bekannt ist, erlangt diese Maßnahme erst durch die vorliegende Erfindung, bei der der Abstand zwischen Fadenstützmittel 14 und Überlaufbügel 16 unabhängig vom Spulendurchmesser konstant bleibt, ihre volle Wirkung. Nach dem Stand der Technik war es nur möglich, den Krümmungsradius des Überlaufbügels für einen einzigen Spulendurchmesser zu optimieren, so dass bei jedem davon abweichenden Spulendurchmesser weiterhin Weglängenunterschiede des Fadens zwischen Spulenrand und Spulenmitte bestanden.
- Nun wieder auf die Darstellung von Fig. 5 Bezug nehmend ist darin schematisch ein Motor 11 dargestellt, der eine Spulenkernhalterung 12 in Form einer Spindel antreibt und dadurch die Spule 9 mit der Winkelgeschwindigkeit Ω dreht.
- Wie eingangs erwähnt, ist für die Qualität der Spulenwicklung die Spannung im Faden 1 während des Aufwickelns auf die Spule 9 entscheidend. Lässt die Spannung im Faden nach, so muss die Motordrehzahl erhöht werden, um die gewünschte Spannung wieder herzustellen, bei steigender Spannung muss die Motordrehzahl verringert werden. Da durch die Erfindung die Schwankungen hoher Frequenz der Fadenspannung beim Hin- und Herbewegen des Changier-Fadenführers 10 weitgehend oder vollständig eliminiert wurden, ist es somit erstmals möglich, eine elektronische Regelungsschaltung zur Regelung der Motordrehzahl zu verwenden, ohne dass diese Regelungsschaltung zum Schwingen neigen würde. Die gewünschte Fadenspannung kann durch die elektronische Regelung wesentlich exakter eingestellt werden als nach dem Stand der Technik, wo dies mechanisch über eine Federvorspannung an einem Tänzer realisiert wurde. Der elektronische Regelungskreis ist schematisch im Blockschaltbild von Fig. 7 dargestellt. Dabei dreht der Motor 11 über die Spulenkernhalterung 12 die Spule 9 und erzeugt damit in dem auf die Spule 9 aufgewickelten Faden 1 eine bestimmte Fadenspannung, die vom Fadenspannungssensor 13 abgegriffen und als elektrisches Signal TS einer Regelschaltung 17 zugeführt wird. Die Regelschaltung 17 kann vorteilhaft als PI-Regler oder PID-Regler ausgebildet sein. Stellt die Regelschaltung 17 fest, dass die momentane Fadenspannung von einem Sollwert Ref abweicht, so erzeugt (oder verändert) sie ein Ausgangssignal OS, das auf einen Motortreiber 18 wirkt, um die Drehzahl des Motors 11 zu verstellen, damit die Fadenspannung auf den Sollwert gebracht wird. Der Motortreiber 18 kann je nach Ausführung des Motors 11 beispielsweise als statischer Frequenzumrichter ausgebildet sein.
- In Fig. 8 ist eine Ausführungsform des Fadenspannungssensors 13 im Detail dargestellt. Der Fadenspannungssensor 13 umfasst eine Umlenkrolle 13a, die am freien Ende eines Auslegers (Kragarms) 13b positioniert ist. Das andere Ende des Auslegers ist an einem Träger 19 fix montiert. Etwa auf halber Länge des Auslegers 13b ist ein Dehnungsmessstreifen (DMS) 13c angebracht, der die Spannung des Fadens 1, der um die Rolle 13a läuft, ständig misst. Genauer gesagt misst der Dehnungsmessstreifen 13c die durch die Fadenspannung ausgeübte Dehnung oder Stauchung des Auslegers 13b. Das vom Dehnungsmessstreifen erzeugte Messsignal wird in weiterer Folge zur Drehzahlregelung herangezogen, wie oben erklärt wurde. Die Zugkraft des Fadens 1, die auf die Umlenkrolle 13a wirkt, hängt vom Winkel des zu- und ablaufenden Fadenendes zur DMS-Messrichtung ab. Je nach konstruktiver Ausführung ändern sich die Winkel mit dem Spulendurchmesser oder bleiben konstant. Im Folgenden sind anhand der Zeichnungen einige Varianten beschrieben, wobei der geometrische Zusammenhang zwischen dem veränderlichen Spulendurchmesser D und der Fadenkraft B(D) bei vorgegebener Kraft S analytisch dargestellt wird. S ist die Summe der auf den DMS wirkenden Anteile der Fadenkräfte B(D) und ist hier konstant.
- Zunächst wird anhand der Figur 9 die Geometrie der Spulenwickelvorrichtung von Fig. 4B erläutert, die eine ortsfeste Umlenkrolle 13a des Fadenspannungssensors sowie einen veränderlichen Winkel zwischen Umlenkrolle 13a und Fadenstützmittel 14 aufweist. Bei dieser Variante bleibt der Winkel α konstant. Wie groß der gleich bleibende Anteil des zulaufenden Fadenendes ist hängt vom Winkel α und von der Fadenspannungsmessrichtung ν ab. Der Anteil des weglaufenden Anteils hängt mit dem Spulendurchmesser zusammen. Diese Abhängigkeit wird unten ausführlich beschrieben. Aus Fig. 9 ist erkennbar, dass die Winkel α und γ wegen des Radius der Umlenkrollen korrigiert werden müssen, um die Kraftrichtung der Bändchen zu erhalten. Die erforderliche Winkelkorrektur der Umlenkrollen ist in Fig. 10 dargestellt.
- Die folgenden Größen entstehen durch einfache Winkelbeziehungen aus den konstruktiv gegebenen Lageparametern:




- Mit Berücksichtigung des Rollendurchmessers ergibt sich der Winkel γ(D) zu γc(D) (siehe Fig.10):

- Analog zu γc(D) ergibt sich αc zu

- Addiert beziehungsweise subtrahiert man zu den oben bestimmten Winkeln die Schräglage der Kraftrichtung ν des Dehnmessstreifens (DMS), so kann die Fadenkraft B(D) aus der vorgegebenen Kraft S berechnet werden.

- In Fig. 11 ist der Verlauf der Fadenkraft B(D) in Newton [N] abhängig vom Spulendurchmesser D in [m] beispielhaft dargestellt. Der Winkel ν wurde so gewählt, dass die DMS-Kraftrichtung die Winkelsymmetrale aus der Fadenkraft von Rolle 2 und der Winkelsymmetrale der Endlagen bei D=40mm und D=180mm des Fadenstützmittels 14 ist. Hierbei ist zu beachten, dass die Winkelsymmetrale des Fadens zum Fadenstützmittel 14 nicht beim mittleren Spulendurchmesser D=90mm erreicht wird, sondern erst bei größerem Durchmesser D. Der Hauptfaktor der Asymmetrie der Maximalkraft hat jedoch einen anderen Grund: Die Kraft zu Rolle 2 ist konstant, den größten Beitrag des Fadens zum Fadenstützmittel 14 erhält man, wenn der Faden parallel zur DMS-Kraftrichtung liegt und nicht, wenn die DMS-Kraftrichtung in der Winkelsymmetrale der beiden Fadenkräfte liegt.
- In Fig. 12 ist eine Ausführungsform der erfindungsgemäßen Spulenwickelvorrichtung dargestellt, die eine mit dem Leitapparat 15 mitschwenkende Umlenkrolle 13a des Fadenspannungssensors sowie einen veränderlichen Winkel zwischen dieser Umlenkrolle 13a und der ortsfesten Umlenkrolle 2 aufweist. Die Umlenkrolle 13a des Fadenspannungssensors ist über einen Kragarm 15b mit dem Leitapparat 15 verbunden. Dadurch verdreht sich auch die DMS-Messrichtung. Somit ist bei dieser Variante der Winkel α abhängig vom Spulendurchmesser. Bei dieser Variante ist der Winkel des Fadens zum Fadenstützmittel 14 und der Kraftrichtung des DMS konstant. Statt dessen ändert sich der Winkel vom DMS zur Rolle 2. Dieser sich ändernde Winkel hängt im Gegensatz zur vorigen Variante nicht nur vom Spulendurchmesser D ab, sondern auch von der Höhe der Position der Spulenwickelvorrichtung! Auch hier müssen die Winkel α und γ korrigiert werden, wie in Fig. 13 dargestellt.
- Damit ergeben sich die folgenden Größen durch einfache Winkelbeziehungen aus den konstruktiv gegebenen Lageparametern:





- Mit Berücksichtigung der Rollendurchmesser ergibt sich der Winkel γ zu γc (siehe Fig. 10):

- Aus Fig. 13 ergibt sich αc(D) zu:

- Addiert man zu dem oben bestimmten Winkel γc die Schräglage der Kraftrichtung ν des DMS, kann die Fadenkraft B(D) aus der vorgegebenen Kraft S berechnet werden.

- In Fig. 14 ist der Verlauf der Fadenkraft B(D) in Newton [N] abhängig vom Spulendurchmesser D in [m] beispielhaft dargestellt.
- Bei einer weiteren, in Fig. 15 dargestellten Variante einer erfindungsgemäßen Spulenwickelvorrichtung ist die Umlenkrolle 13a des Fadenspannungssensors ortsfest angeordnet. Durch eine zusätzliche Umlenkrolle 19 wird eine gleichbleibende resultierende Kraftrichtung an der Umlenkrolle 13a des Fadenspannungssensors erzielt. Bei dieser Variante bleiben die Kraftrichtungen der Fadenkräfte konstant. Sie sind demnach nicht vom Spulendurchmesser D abhängig. Beide Winkel γc und αc müssen wieder korrigiert werden:

- Analog zu γc ergibt sich αc zu

- Addiert beziehungsweise subtrahiert man zu den oben bestimmten Winkeln die Schräglage der Kraftrichtung ν des DMS, kann die Fadenkraft B aus der vorgegebenen Kraft S berechnet werden.
- In Fig. 16 ist der Verlauf der Fadenkraft B in Newton [N] beispielhaft dargestellt. Man erkennt, dass sie völlig unabhängig vom Spulendurchmesser ist.
Claims (13)
- Spulenwickelvorrichtung zur Erzeugung einer Spule durch Aufwickeln eines Fadens oder Bändchens auf einen Spulenkern, umfassend:eine Halterung (12) zum Halten und Drehen eines Spulenkerns (8) um eine Drehachse (A), Fadenanpressmittel (7) zum Anpressen eines Fadens (1) oder Bändchens an die Umfangsfläche einer sich auf dem Spulenkern (8) bildenden Spule (9), wobei die Fadenanpressmittel im wesentlichen radial in Bezug auf die Drehachse (A) beweglich sind, wobei die Fadenanpressmittel (7) vorzugsweise als Anpresswalze mit einer parallel zur Drehachse (A) ausgerichteten Längsachse ausgebildet sind,einen nahe den Fadenanpressmitteln (7) angeordneten Changier-Fadenführer (10) zur Hin- und Herbewegung des Fadens (1) oder Bändchens entlang der Drehachse (A),Fadenstützmittel (14), um den zur Spule bzw. Spulenkern zugeführten Faden in Bezug auf die Drehachse (A) zu führen, wobei die Fadenanpressmittel (7) gemeinsam mit den Fadenstützmitteln (14) im wesentlichen radial in Bezug auf die Drehachse (A) beweglich sind, so dass der Abstand (z) zwischen den Fadenanpressmitteln (7) und den Fadenstützmitteln (14) konstant bleibt, wobei zwischen den Fadenanpressmitteln (7) und den Fadenstützmitteln (14) zumindest ein Fadenumlenkmittel (6, 16) angeordnet ist, das gemeinsam mit den Fadenanpressmitteln (7) und den Fadenstützmitteln (14) radial in Bezug auf die Drehachse (A) beweglich ist, dadurch gekennzeichnet, dass das Fadenumlenkmittel (16) als Fadenwegausgleichsmittel ausgebildet ist, und dass die Fadenstützmittel (14) den zur Spule bzw. Spulenkern zugeführten Faden in Bezug auf die Drehachse (A) axial ortsfest führen.
- Spulenwickelvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Fadenanpressmittel (7), die Fadenstützmittel (14) und die Fadenumlenkmittel (6, 16) um eine gemeinsame Schwenkachse (C) schwenkbar sind, die parallel zur Drehachse (A) verläuft.
- Spulenwickelvorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die Fadenanpressmittel (7), die Fadenstützmittel (14) und die Fadenumlenkmittel (6, 16) in einen Leitapparat (15) integriert sind, der um die Schwenkachse (C) schwenkbar ist.
- Spulenwickelvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Fadenstützmittel (14) als Rolle oder Öse ausgebildet sind.
- Spulenwickelvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Fadenumlenkmittel (6, 16) als Überlaufbügel ausgebildet ist.
- Spulenwickelvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Fadenwegausgleichsmittel (16) als in einem vorgegebenen Radius gekrümmter Überlaufbügel ausgebildet ist.
- Spulenwickelvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass stromaufwärts vom Fadenstützmittel (14) ein Fadenspannungssensor (13) angeordnet ist.
- Spulenwickelvorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass der Fadenspannungssensor (13) ortsfest angeordnet ist.
- Spulenwickelvornchtung nach Anspruch 8, dadurch gekennzeichnet, dass zwischen dem Fadenstützmittel (14) und dem Fadenspannungssensor (13) ein ortsfestes Fadenumlenkmittel (19) angeordnet ist.
- Spulenwickelvorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass der Fadenspannungssensor (13) gemeinsam mit den Fadenstützmitteln (14) beweglich ist, so dass der Abstand dazwischen konstant bleibt.
- Spulenwickelvorrichtung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass der Fadenspannungssensor (13) einen Kragarm (13b) mit einem Dehnungsmessstreifen (13c) umfasst, wobei der Kragarm (13b) ein Fadenumlenkmittel (13a) trägt, das vorzugsweise eine Umlenkung des Fadens (1) oder Bändchens um 150 bis 180° bewirkt.
- Spulenwickelvorrichtung nach einem der Ansprüche 7 bis 11, dadurch gekennzeichnet, dass für die Fadenspannung repräsentative Ausgangssignale (TS) des Fadenspannungssensors (13) einem Regler (17), vorzugsweise einem PID-Regler, als Eingangssignale zuführbar sind, wobei der Regler (17) in Abhängigkeit von den Eingangssignalen und einem Referenzsignal (Ref) die Drehgeschwindigkeit eines Spulenantriebsmotors (11) steuert.
- Spulenwickelvorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass der Antriebsmotor (11) die Halterung (12) des Spulenkerns (8) oder das Fadenanpressmittel (7) dreht.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200430237T SI1656317T1 (sl) | 2003-08-20 | 2004-08-12 | Naprava za navijanje navitka |
| PL04737416T PL1656317T3 (pl) | 2003-08-20 | 2004-08-12 | Nawijarka szpulek |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0131303A AT502728B1 (de) | 2003-08-20 | 2003-08-20 | Spulenwickelvorrichtung |
| PCT/AT2004/000287 WO2005019081A1 (de) | 2003-08-20 | 2004-08-12 | Spulenwickelvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1656317A1 EP1656317A1 (de) | 2006-05-17 |
| EP1656317B1 true EP1656317B1 (de) | 2006-12-27 |
Family
ID=34200461
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04737416A Expired - Lifetime EP1656317B1 (de) | 2003-08-20 | 2004-08-12 | Spulenwickelvorrichtung |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US7651046B2 (de) |
| EP (1) | EP1656317B1 (de) |
| CN (1) | CN100509599C (de) |
| AR (1) | AR045242A1 (de) |
| AT (2) | AT502728B1 (de) |
| BR (1) | BRPI0413735B1 (de) |
| CL (1) | CL43724B (de) |
| DE (1) | DE502004002483D1 (de) |
| EG (1) | EG24163A (de) |
| ES (1) | ES2279378T3 (de) |
| MX (1) | MXPA06001926A (de) |
| PL (1) | PL1656317T3 (de) |
| RU (1) | RU2339564C2 (de) |
| SI (1) | SI1656317T1 (de) |
| WO (1) | WO2005019081A1 (de) |
| ZA (1) | ZA200601269B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008032643B3 (de) * | 2008-07-10 | 2009-12-24 | Georg Sahm Gmbh & Co. Kg | Fadenumlenkeinheit für eine Spulmaschine |
| EP3626657A1 (de) | 2018-09-19 | 2020-03-25 | Georg Sahm GmbH & Co. KG | Spulmaschine |
| RU2779035C1 (ru) * | 2018-09-19 | 2022-08-30 | Георг Зам Гмбх Унд Ко. Кг | Мотальная машина |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100934941B1 (ko) * | 2009-08-13 | 2010-01-06 | 동일산자주식회사 | 인발성형용 원사 공급시스템 |
| ES2397320T3 (es) | 2010-10-04 | 2013-03-06 | Starlinger&Co Gesellschaft M.B.H. | Dispositivo de sujección para una pistola de aspiración de material de bobinado |
| CN102453984A (zh) * | 2010-10-29 | 2012-05-16 | 吴江市中仕服饰有限公司 | 加弹机卷纱装置 |
| JP2012153476A (ja) * | 2011-01-25 | 2012-08-16 | Murata Machinery Ltd | 糸巻取装置 |
| CZ304508B6 (cs) * | 2013-12-23 | 2014-06-04 | Technická univerzita v Liberci | Převíjecí zařízení |
| US10133327B2 (en) * | 2016-06-07 | 2018-11-20 | Konnectronix, Inc. | Smart cord reel |
| CN106743972A (zh) * | 2016-11-30 | 2017-05-31 | 浙江海之门橡塑有限公司 | 一种线筒放线装置 |
| CN108570720A (zh) * | 2017-03-03 | 2018-09-25 | 刘聪英 | 一种便于拆卸收卷轴的化纤卷绕机 |
| CN107640641B (zh) * | 2017-11-01 | 2023-06-30 | 湖州市练市新民纺织有限公司 | 一种保护原料线的并线机 |
| DE102018005392A1 (de) * | 2018-07-09 | 2020-01-09 | Saurer Technologies GmbH & Co. KG | Fadenliefervorrichtung für eine Zwirn- oder Kabliermaschine |
| CN110386503B (zh) * | 2019-08-22 | 2024-07-19 | 江苏工程职业技术学院 | 一种络筒机卷绕导纱装置 |
| CN110921423B (zh) * | 2019-11-27 | 2022-01-04 | 河南通达电缆股份有限公司 | 一种用于电线加工的送线支撑架 |
| CN111874746A (zh) * | 2020-08-03 | 2020-11-03 | 上海牛城机器人有限责任公司 | 力矩传感器及收丝机 |
| CN112768226B (zh) * | 2020-12-30 | 2022-06-14 | 沅江市金莫特电子有限公司 | 一种变压器线圈智能绕线装置 |
| CN116495568B (zh) * | 2023-05-04 | 2025-07-25 | 忠县南泰电子有限公司 | 一种反绕式电磁线用的包膜线卷绕装置 |
| EP4477592A1 (de) * | 2023-06-07 | 2024-12-18 | Starlinger & Co Gesellschaft m.b.H. | Wickelmaschine, quertraversen-anschlagvorrichtung und verfahren zum betreiben einer wickelmaschine |
| CN117144593A (zh) * | 2023-10-08 | 2023-12-01 | 浙江圣禾纤维科技有限公司 | 一种牛皮纤维纱线表面处理设备 |
| CN117466032B (zh) * | 2023-12-28 | 2024-03-15 | 山东大森新材料科技有限公司 | 一种包装纸印刷收卷装置 |
| CN118270598A (zh) * | 2024-06-03 | 2024-07-02 | 常州市新创智能科技有限公司 | 一种碳纤维原丝无捻收丝装置及控制方法 |
| CN120364526B (zh) * | 2025-06-27 | 2025-10-17 | 山西钢科碳材料有限公司 | 一种纤维的收卷方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE953632C (de) | 1944-12-19 | 1956-12-06 | American Viscose Corp | In Abhaengigkeit von der Fadenspannung arbeitende Regeleinrichtung fuer Wechselstromantriebe von Wickelmaschinen, insbesondere fuer Kunstseide-Kontinue-Spinnmaschinen |
| US2623701A (en) * | 1949-09-27 | 1952-12-30 | Western Electric Co | Apparatus for winding filaments |
| BE504694A (de) * | 1950-12-04 | |||
| GB865905A (en) | 1957-11-16 | 1961-04-19 | Barmag Barmer Maschf | Improvements relating to textile winding arrangements |
| FR1325678A (fr) * | 1962-03-06 | 1963-05-03 | Verre Textile Soc Du | Dispositif de bobinage |
| US3276705A (en) * | 1964-01-31 | 1966-10-04 | Porter W Erickson | Winding machine |
| DE2634251C2 (de) * | 1976-07-30 | 1987-01-22 | Schubert & Salzer Maschinenfabrik Ag, 8070 Ingolstadt | Vorrichtung zum Aufwickeln eines mit konstanter Geschwindigkeit gelieferten Fadens |
| JPS60135734A (ja) | 1983-12-26 | 1985-07-19 | Torii Tekkosho:Kk | 可撓性走行材料のための張力検出器と張力制御装置 |
| EP0196090B2 (de) * | 1985-03-28 | 1995-06-14 | TEIJIN SEIKI CO. Ltd. | Störungsanzeiger in einer Vorrichtung zum Aufwickeln von Fäden |
| SU1414744A1 (ru) * | 1986-01-02 | 1988-08-07 | Ивановский текстильный институт им.М.В.Фрунзе | Устройство дл наматывани нитевидного материала на паковку |
| GB2224520B (en) * | 1988-11-07 | 1993-06-23 | Appalachian Electronic Instr | High speed precision yarn winding system |
| US6349896B1 (en) * | 2000-03-21 | 2002-02-26 | Owens Corning Fiberglas Technology, Inc. | Method of controlling strand guide position during package buildup |
| CN2499380Y (zh) * | 2001-09-20 | 2002-07-10 | 泰安泰山复合材料有限公司 | 络纱导纱装置 |
-
2003
- 2003-08-20 AT AT0131303A patent/AT502728B1/de not_active IP Right Cessation
-
2004
- 2004-08-10 AR ARP040102860A patent/AR045242A1/es active IP Right Grant
- 2004-08-12 ZA ZA200601269A patent/ZA200601269B/en unknown
- 2004-08-12 AT AT04737416T patent/ATE349393T1/de not_active IP Right Cessation
- 2004-08-12 BR BRPI0413735A patent/BRPI0413735B1/pt active IP Right Grant
- 2004-08-12 ES ES04737416T patent/ES2279378T3/es not_active Expired - Lifetime
- 2004-08-12 RU RU2006108547/12A patent/RU2339564C2/ru not_active IP Right Cessation
- 2004-08-12 SI SI200430237T patent/SI1656317T1/sl unknown
- 2004-08-12 US US10/568,906 patent/US7651046B2/en not_active Expired - Fee Related
- 2004-08-12 WO PCT/AT2004/000287 patent/WO2005019081A1/de not_active Ceased
- 2004-08-12 CN CNB2004800238137A patent/CN100509599C/zh not_active Expired - Lifetime
- 2004-08-12 EP EP04737416A patent/EP1656317B1/de not_active Expired - Lifetime
- 2004-08-12 MX MXPA06001926A patent/MXPA06001926A/es active IP Right Grant
- 2004-08-12 PL PL04737416T patent/PL1656317T3/pl unknown
- 2004-08-12 DE DE502004002483T patent/DE502004002483D1/de not_active Expired - Lifetime
- 2004-08-20 CL CL200402132A patent/CL43724B/es active
-
2006
- 2006-02-19 EG EGNA2006000167 patent/EG24163A/xx active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008032643B3 (de) * | 2008-07-10 | 2009-12-24 | Georg Sahm Gmbh & Co. Kg | Fadenumlenkeinheit für eine Spulmaschine |
| EP2143681A1 (de) | 2008-07-10 | 2010-01-13 | Georg Sahm Gmbh & Co. Kg | Fadenumlenkeinheit für eine Spulmaschine |
| EP3626657A1 (de) | 2018-09-19 | 2020-03-25 | Georg Sahm GmbH & Co. KG | Spulmaschine |
| RU2779035C1 (ru) * | 2018-09-19 | 2022-08-30 | Георг Зам Гмбх Унд Ко. Кг | Мотальная машина |
| US11731852B2 (en) | 2018-09-19 | 2023-08-22 | Georg Sahm Gmbh & Co. Kg | Winding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0413735A (pt) | 2006-10-24 |
| BRPI0413735B1 (pt) | 2016-06-14 |
| CN1839083A (zh) | 2006-09-27 |
| DE502004002483D1 (de) | 2007-02-08 |
| MXPA06001926A (es) | 2006-05-31 |
| EG24163A (en) | 2008-08-24 |
| ES2279378T3 (es) | 2007-08-16 |
| SI1656317T1 (sl) | 2007-06-30 |
| ZA200601269B (en) | 2007-05-30 |
| US7651046B2 (en) | 2010-01-26 |
| AR045242A1 (es) | 2005-10-19 |
| AT502728B1 (de) | 2008-10-15 |
| CN100509599C (zh) | 2009-07-08 |
| EP1656317A1 (de) | 2006-05-17 |
| CL43724B (es) | 2005-06-03 |
| ATE349393T1 (de) | 2007-01-15 |
| PL1656317T3 (pl) | 2007-05-31 |
| US20060261206A1 (en) | 2006-11-23 |
| RU2339564C2 (ru) | 2008-11-27 |
| AT502728A1 (de) | 2007-05-15 |
| RU2006108547A (ru) | 2007-10-20 |
| WO2005019081A1 (de) | 2005-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1656317B1 (de) | Spulenwickelvorrichtung | |
| DE4324412C2 (de) | Vorrichtung zur Einstellung der Fadenspannung | |
| DE2513981A1 (de) | Verfahren und vorrichtung zum steuern und/oder regeln der fadenspannung beim wickeln einer textilspule | |
| EP0165511B1 (de) | Vorrichtung zum Aufwinden eines mit konstanter Geschwindigkeit zugeführten Fadens auf eine Kreuzspule | |
| DE1785153C3 (de) | Vorrichtung zum Ausgleichen der Fadenspannung an Spuleinrichtungen | |
| CH677918A5 (de) | ||
| DE2518646C2 (de) | Vorrichtung zur Steuerung des Auflagedruckes einer Textilspule auf eine Stütz- oder Antriebswalze | |
| DE2739066A1 (de) | Vorrichtung zum zusammenbringen einer mehrzahl von feinen faeden o.dgl. | |
| EP4101800A1 (de) | Fadenspeichereinheit für eine arbeitsstelle einer textilmaschine | |
| DE3872554T2 (de) | Vorrichtung und verfahren zum intermittierenden speichern und wiederabgeben von faeden waehrend des aufspulens von konischen spulen mit konstanter fadenzufuehrgeschwindigkeit. | |
| DE3144228A1 (de) | Laufriemenbetriebene falschdreheinrichtung | |
| EP0937007B1 (de) | Verfahren und aufspulmaschine zum aufspulen eines mit konstanter geschwindigkeit anlaufenden fadens | |
| AT517296B1 (de) | Spulmaschine zum Aufwickeln von Spulgut | |
| EP0593951A2 (de) | Spinnereivorrichtung | |
| DE3932385A1 (de) | Textilmaschine, insbesondere kettfadenwickelmaschine | |
| DE2635200C2 (de) | Fadenzuführeinrichtung | |
| EP0973685A1 (de) | Aufspulvorrichtung | |
| DE102010046692B4 (de) | Dockenwickler zum Wickeln einer Warenbahn zu einer Docke | |
| DE3718391C2 (de) | ||
| EP0340322B1 (de) | Drahtabspulvorrichtung | |
| DE4411447C2 (de) | Wickeleinrichtung | |
| DE3002035A1 (de) | Vorrichtung zum aufspulen eines fadens | |
| DE4129028A1 (de) | Falschzwirnkraeuselmaschine | |
| DE3228032A1 (de) | Drahtspann- und auffangapparat | |
| WO2007090425A1 (de) | Verfahren und vorrichtung zum über kopf abziehen eines garns |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060220 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004002483 Country of ref document: DE Date of ref document: 20070208 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070528 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E001428 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2279378 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: OERLIKON TEXTILE GMBH & CO. KG Effective date: 20070926 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070328 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE VSP;ZWAENGIWEG 7;8038 ZUERICH (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070812 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061227 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20090528 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090821 Year of fee payment: 6 Ref country code: HU Payment date: 20090814 Year of fee payment: 6 Ref country code: PL Payment date: 20090807 Year of fee payment: 6 Ref country code: RO Payment date: 20090810 Year of fee payment: 6 Ref country code: SI Payment date: 20090804 Year of fee payment: 6 Ref country code: SK Payment date: 20090811 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20090826 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090821 Year of fee payment: 6 |
|
| BERE | Be: lapsed |
Owner name: STARLINGER & CO. GES.M.B.H. Effective date: 20100831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100813 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20110318 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 1615 Country of ref document: SK Effective date: 20100812 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100812 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100812 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20130826 Year of fee payment: 10 Ref country code: ES Payment date: 20130828 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170613 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180812 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230808 Year of fee payment: 20 Ref country code: CZ Payment date: 20230728 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230822 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 502004002483 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20240812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20240812 |