EP1691159A1 - Lamellenwärmetauscher, Verfahren zu dessen Herstellung und Aufweitwerkzeug zur Durchführung des Verfahrens - Google Patents
Lamellenwärmetauscher, Verfahren zu dessen Herstellung und Aufweitwerkzeug zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP1691159A1 EP1691159A1 EP06001938A EP06001938A EP1691159A1 EP 1691159 A1 EP1691159 A1 EP 1691159A1 EP 06001938 A EP06001938 A EP 06001938A EP 06001938 A EP06001938 A EP 06001938A EP 1691159 A1 EP1691159 A1 EP 1691159A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating tube
- heat transfer
- transfer tubes
- tube
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
- B21D53/085—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal with fins places on zig-zag tubes or parallel tubes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/32—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means having portions engaging further tubular elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/12—Fastening; Joining by methods involving deformation of the elements
- F28F2275/125—Fastening; Joining by methods involving deformation of the elements by bringing elements together and expanding
Definitions
- the invention relates to a fin heat exchanger with a number of parallel slats, which serve in the operation of the fin heat exchanger for heat exchange with a flowing between the slats gaseous medium, and at least one heating tube for receiving a heating element or for passing a heating medium, wherein the heating tube through heating tube openings in the Slats is guided, a method for producing such a fin heat exchanger and a Aufweitwerkmaschine for carrying out the manufacturing process.
- a run as a cooler for a gaseous medium fin heat exchanger is described in DE 197 09 176 A1.
- a number of generally metallic fins are arranged parallel to each other and is penetrated by one or more heat transfer tubes, here coolant tubes.
- a coolant flows through the at least one coolant pipe in cooling operation, while a gaseous medium to be cooled flows through the free space between the disks.
- the heat transfer tubes exchange heat with the fins, which in turn exchange heat with the flowing gaseous medium.
- frost may form on the fins.
- a heating medium is sent through the heat transfer tubes for defrosting the fins in a break in operation.
- one or more heating tubes are provided parallel to the heat transfer tubes, which are guided by heating tube openings in the slats. Through these heating tubes, either a heating medium can be sent or a heating element can be introduced, e.g. is electrically heated.
- the heating tube openings are crimped in known solutions, so that a larger area is available for heat transfer. Nevertheless, during the defrosting process, very high temperatures may occur at the heating tube, e.g. up to 300 ° C. This can lead to an undesirable formation of steam during the defrosting process.
- the at least one heating tube is pressed in the heating tube openings of the lamellae. Due to the fixed press fit of the heating tube in the slats a much improved heat transfer is ensured.
- the pressing of the heating tube in the slats can e.g. done by expanding the inserted into the heating tube openings heating tube.
- With correspondingly internally flared heating pipes it is possible to increase the fin temperature during the defrosting process at the same heat output and at the same time to ensure a lower surface temperature of the heating tube, without the defrosting efficiency would be reduced compared to conventional solutions, or to increase the defrosting efficiency at the same heat output.
- the heating tube openings of the fin heat exchanger according to the invention can be crimped at their edges.
- the heating tube is then pressed in the crimped heating tube openings.
- a fin heat exchanger according to the invention with hardly any reduced effectiveness of the heat transfer to dispense with the flaring of the edges of the heating tube openings.
- the gaseous medium which flows between the slats to exchange heat with this, should lose as little pressure as possible on its way through the lamellar block, for example, as little as possible to burden a fan, which promotes the gaseous medium.
- the resistance to the flowing medium is kept lower.
- the pressure loss when flowing through the medium through the plate pack can be reduced by a few percent.
- the effectiveness of the heat exchange operation of the slats is increased with the flowing gaseous medium.
- Laminated heat exchangers can be interspersed by heat transfer tubes, the heat with the lamellae exchange these z. B. to cool. It may be a single heat transfer tube z. B. serpentine is guided by the slats or to a plurality of parallel, individual heat transfer tubes. Likewise, individual heat transfer tubes may be connected outside of the parallel slats by corresponding connections to a serpentine tube. As used herein, these alternatives are encompassed when referring generally to heat transfer tubes.
- a plate heat exchanger according to the invention may be interspersed in a rectangular grid of heat transfer tubes.
- a heat exchanger in which the heat transfer tubes are arranged offset in the flow direction of the medium, in particular when three adjacent heat transfer tubes each form an approximately isosceles triangle.
- a selection is advantageous in such a way that the ratio between the diameter of the heat transfer tubes or the openings provided in the lamellae and the length of the isosceles triangle is between 0.25 and 0.33.
- the at least one heating tube between two heat transfer tubes is arranged in alignment. This results in a particularly favorable for the heat exchange flow of the medium in the space between the slats.
- the production is simplified because a simple cutting of the blade is possible in the desired size.
- the at least one heating tube is inserted through aligned heating tube openings of the lamellae of a lamella packet, which consists of a number of parallel lamellae, which are arranged between end plates arranged parallel thereto with corresponding aligned openings.
- the end plates are more stable and thicker than the slats themselves and have aligned with the openings in the slats openings.
- the at least one heating tube on one side is a little dressingtulpt on its front page, so that the edge can not slip through the openings in the end plate.
- a Schurohumufweitst Schemeel is pushed through the at least one heating tube, so that the heating tube is widened within the heating tube openings of the slats and is pressed into the heating tube openings.
- a spherical element can be used as Bank
- the press fit of the at least one heating tube can be realized simply and cost-effectively. Due to the bulge of the edge of the heating tube can be dispensed with elaborate holding steps during the piercing of the Schurohraufweitst Formulaels.
- the Auftulpen can be a separate step or be effected by the impact of the plunger during penetration of the plunger through the heating tube.
- the at least one heating tube is also inserted through aligned heating tube openings of the slats of a plate pack, which consists of a number of parallel slats arranged.
- a Schurohumufweitst Schemeel is pushed through the at least one heating tube to expand the heating tube within the heating tube openings and so to press in the Schurohrö Anlagenen.
- the expansion step thus effected is carried out simultaneously with the expansion of at least two heat transfer tubes.
- the expansion can be carried out particularly stably if the ends of at least two heat transfer tubes projecting out of the disk pack are held by encompassing grippers.
- a heat transfer tube tappet is attached and on a protruding from the disk set preciselygetulptes end of at least one heating tube a Schurohraufweitst Schemeel.
- the at least one heat transfer tube tappet and the at least one heating tube extension tappet are simultaneously pushed through the respective tubes to expand both the heat transfer tubes and the at least one heating tube and thus to press in the openings of the lamellae.
- An expansion tool serves for the simultaneous expansion of at least one heating tube and at least two heat transfer tubes.
- the expansion tool on at least two grippers which are designed such that they can embrace the ends of heat transfer tubes, which protrude from a plate pack, and each a heat transfer tube tappet can be guided within the gripper.
- the expansion tool according to the invention further comprises a Schurohraufweitst Schemeel which is arranged between two such grippers. The Schurohumufweitst Challengeel and the heat transfer tube plunger are connected together so that they can be pushed simultaneously through the at least one heating tube and the heat transfer tubes.
- An inventive expansion tool eliminates the need to widen individual tubes separately.
- the space-saving solution of the expansion tool according to the invention is advantageous.
- no gripper for the end of the heating tube to be expanded is necessary.
- an expansion tool according to the invention with a plurality of heat transfer pushers it can be provided that individual of these heat transfer pushers can not participate in the common expansion process and can be switched off for this purpose.
- individual of these heat transfer pushers can not participate in the common expansion process and can be switched off for this purpose.
- individual Schuntzaufweitst Schemeel be switched off so that they do not participate in the common expansion process.
- the disk set of Fig. 1 consists of a large number of generally metallic blades 1, which are arranged parallel to each other. In Fig. 1, only a few of these fins are shown.
- the dot row F is intended to indicate that the gap between the end plates 5 evenly filled with fins 1.
- the end plates 5 are stable and thicker than the slats and provide a mechanical finish.
- the finned heat exchanger 3 is not shown to scale and may for example be much longer. This should be indicated by the break lines B.
- the heat transfer tubes 7 are serpentine connected via connecting pieces 6. If the finned heat exchanger is a cooler, the heat transfer tubes 7 serve as coolant tubes. Between the heat transfer tubes 7 heating tubes 9 are inserted through the plate pack. They are provided at one end with a bulge 11. The heating tubes 9 are metallic and serve in the embodiment shown for receiving electrically operated heating elements, which are not shown in Fig. 1. With the heating rods, frost that occurs during cooling operation of the finned heat exchanger can be defrosted by the fins. Both the heat transfer tubes 7 and the heating tubes 9 are guided through corresponding openings in the slats 1 and the end plates 5. In the manner described below, the heat transfer tubes 7 and the heating tubes 9 are pressed by internal expansion in the corresponding openings of the slats 1.
- Fig. 2 shows a particular embodiment of the slats 1 in an enlarged view.
- the slats 1 are embossed.
- the heat transfer tubes and the heating tubes are not shown here.
- the flow 17, which flows through the spaces between the slats, to heat the slats 1 is deflected by the embossing and tears off at the tips 13. This creates a turbulent flow pattern that must first be applied to the lamellar surface again. In this renewed approach process, heat is transmitted particularly effectively. In contrast to a solution with slots for generating turbulent flow, there is no danger of clogging due to frost formation here.
- the period P of the embossing and the embossed height PH are selected in the embodiment such that the quotient of the embossing height and the period is between 0.2 and 0.25.
- the embossing height PH should be greater than 2 mm, for a flow rate of 1.5 to 3.5 m / s, to produce an optimal tear-off effect, e.g. between 2.2 mm and 2.4 mm.
- the distance A of the individual lamellae with respect to one another is advantageously between 3 and 8 mm, in particular in a range from 4 mm to 6 mm, at the stated flow speed.
- a narrow horizontal region 15 is located between individual tines, in order, for example, to ensure the unhindered drainage of condensate from the lamella.
- Fig. 3 shows the top view of a blade of a heat exchanger according to the invention. Recognizable are heat transfer tube openings 19 and heating tube openings 21. As in other figures, multiply existing features, so here, for example, the heat transfer tube openings 19, not necessarily individually provided with reference numerals.
- FIG. 19 Visible is the staggered arrangement of the heat transfer tube openings 19 with respect to the flow direction 17 of the medium.
- Three heat transfer tube openings 19 each form an isosceles triangle, wherein in the embodiment shown, the ratio between the diameter of a heat transfer tube or a heat transfer tube opening 19 and the length of a leg of the triangle is between 0.25 and 0.33.
- a heating tube opening 21 Between each two heat transfer tube openings 19, whose connecting line is oriented obliquely to the flow direction 17, there is in each case a heating tube opening 21.
- R indicates a portion of the sipe which can be treated simultaneously with a widening tool according to the invention, as will be described below.
- FIG. 4 which is drawn with IV in FIG. 3, it can be seen that the heating tube openings 21 do not have any flaring of the edges. In contrast, this embodiment shows flared edges 20 on the heat transfer tube openings 19.
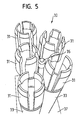
- the tool designated overall by 30 comprises grippers 31, with which five heat transfer tubes 7 can be grasped, which protrude laterally from a set of lamellae and in one through the heat transfer tube openings 19 in the lamellae 1 predetermined grid are arranged. To encompass the grippers 31 are slotted at their ends.
- Fig. 6 shows for explanation, the gripper part 31 isolated. Here is particularly well one of the slots 39 can be seen, which are located in the front end of the gripper 31.
- the fin heat exchanger 3 of the illustrated embodiment is manufactured as follows.
- the slats 1 are arranged parallel to each other and held at a distance A of, for example, 4 mm to 6 mm in a conventional manner.
- the flanging 20 of the heat transfer tubes can act as a spacer between the individual slats 1, for example.
- plate pack heat transfer tubes 7 and 9 heating tubes are pushed.
- the diameters of the openings are chosen so that the tubes 7, 9 can be easily inserted.
- heating tube openings 21 are provided with heating pipes.
- each of the heating tube openings 21 is provided with a heating tube and can be heated.
- the nevertheless larger number of heating tube openings 21, however, ensures an improved turbulent flow during operation of the heat exchanger 3.
- the expansion tool 30 is brought to a closure plate 5 such that the five grippers 31 can engage five heat transfer tubes 7. Moving the Aufsteckrohre 33 toward the ends of the gripper 31 merges the individual separated by slots 39 segments of the gripper 31 in its end, so that the heat transfer tubes 7 are included. The result is a stable connection between the expansion tool 30 and the gripped heat transfer tubes 7 of the disk pack.
- the heat transfer tube tappets within the grippers 31 and the Schurohraefweitungsst Schemeel 35 are connected to each other and are simultaneously pushed in the direction of the disk pack.
- the Schurohraufweitst Schemeel 35 strikes the edge of the heating tube 9 and tulpt this easily, so that a bulge 11 is formed.
- the heating tube 9 deviates so far until the bulge 11 impinges on the end plate 5 and is stopped.
- a further movement of the Schurohraufweitst Schemeels 35 drives it into the heating tube 9 and leads to a widening within the heating tube openings 21. The heating tube 9 is thus pressed from the inside against the heating tube openings 21.
- Fig. 5 shows a tool for the simultaneous treatment of a heating tube and a maximum of five heat transfer tubes. There may also be a larger number of grippers and tappets for the simultaneous treatment of a larger number of tubes.
- individual heat transfer rams or individual Schuntzschweitst Schemeel can be set, turned off or removed so that they do not participate in the common expansion process.
- a heating pipe expansion ram does not participate in the expansion process if it would be effective in the common expansion process at a location at which a heating pipe opening 21 is provided, but no heating pipe is inserted.
- the expansion tool according to the invention in this way is so flexible that, for example, always such heat transfer tubes are expanded simultaneously, which are already connected to one another as a hairpin on one side. This ensures that one possibly occurring change in length caused by the expansion process for the two connected as a hairpin heat transfer tubes is the same.
- the inventive method using the expansion tool 30 according to the invention thus enables the simultaneous expansion of several tubes of a plate heat exchanger.
- the method according to the invention and the expansion tool according to the invention offer the advantage of stable handling.
- no own gripping mechanism is necessary, which would be problematic in the cramped conditions.
- the individual heat transfer tubes 7 are provided with elbows 6, e.g. by solder seams 8 z. B. connected to a queue, insofar as this is not already done on the side on which the plunger and gripper, not already before the expansion process.
- a coolant In operation as a cooler flows through the heat transfer tubes 7 and the connecting pieces 6 in a conventional manner, a coolant.
- the gaseous medium to be cooled is z. B. sent with a fan in the direction 17 through the spaces between the slats 1. It gives off heat to the lamellae 1, this being promoted by the turbulent flow produced at the tines 13 of the lamellae 1.
- the fins pass the heat thus absorbed to the heat transfer tubes 7 and the cooling medium flowing therein.
- the gaseous medium is slowed down less on its way between the fins 1, so that a fan which drives the gaseous medium has a lower power consumption.
- the cooling operation is interrupted and sent no more cooling medium through the heat transfer tubes.
- heating pipes 9 heating rods are pushed or are already provided firmly inserted.
- the heating elements are electrically heated and lead to a heating of the heating tubes 9.
- the heat energy is particularly effectively transmitted to the slats 1, which are effectively defrosted. Due to the interference fit, the heat transfer is so good that no excessive heating of the heating pipes is necessary and unwanted vapor formation is reduced or avoided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
- Die Erfindung betrifft einen Lamellenwärmetauscher mit einer Anzahl parallel angeordneter Lamellen, die im Betrieb des Lamellenwärmetauschers zum Wärmeaustausch mit einem zwischen den Lamellen strömenden gasförmigen Medium dienen, und wenigstens einem Heizrohr zur Aufnahme eines Heizstabs oder zur Durchleitung eines Heizmediums, wobei das Heizrohr durch Heizrohröffnungen in den Lamellen geführt ist, ein Verfahren zur Herstellung eines solchen Lamellenwärmetauschers und ein Aufweitwerkzeug zur Durchführung des Herstellungsverfahrens.
- Ein als Kühler für ein gasförmiges Medium betriebener Lamellenwärmetauscher ist in DE 197 09 176 A1 beschrieben. Eine Anzahl von in der Regel metallischen Lamellen ist parallel zueinander angeordnet und wird von einem oder mehreren Wärmeübertragungsrohren, hier Kühlmittelrohren, durchsetzt. Durch das wenigstens eine Kühlmittelrohr fließt im Kühlbetrieb ein Kühlmittel, während durch den freien Raum zwischen den Lamellen ein zu kühlendes, gasförmiges Medium strömt. Die Wärmeübertragungsrohre tauschen mit den Lamellen Wärme aus, die wiederum Wärme mit dem strömenden gasförmigen Medium austauschen. Insbesondere, wenn der Lamellenwärmetauscher zur Kühlung eingesetzt wird, kann sich an den Lamellen Reif bilden.
- Bei bekannten Lösungen wird zum Abtauen der Lamellen in einer Betriebspause ein Heizmedium durch die Wärmeübertragungsrohre geschickt. Bei anderen bekannten Lösungen sind parallel zu den Wärmeübertragungsrohren ein oder mehrere Heizrohre vorgesehen, die durch Heizrohröffnungen in den Lamellen geführt sind. Durch diese Heizrohre kann entweder ein Heizmedium geschickt werden oder ein Heizstab eingeführt werden, der z.B. elektrisch beheizbar ist.
- Um ausreichend Wärmekontakt zwischen dem Heizrohr und den Lamellen zu erzeugen, sind die Heizrohröffnungen bei bekannten Lösungen aufgebördelt, so dass eine größere Fläche für den Wärmeübertrag zur Verfügung steht. Trotzdem kann es während des Abtauvorgangs zu sehr hohen Temperaturen an dem Heizrohr kommen, z.B. bis zu 300°C. Dadurch kann es zu einer unerwünschten Dampfbildung während des Abtauvorgangs kommen.
- Es ist die Aufgabe der vorliegenden Erfindung, einen Lamellenwärmetauscher anzugeben, der einen guten Wärmeübertrag während des Abtauvorgangs gewährleistet und eine hohe Effektivität im Wärmeaustauschbetrieb mit dem strömenden gasförmigen Medium ermöglicht. Weiterhin soll ein Verfahren und ein Werkzeug angegeben werden, mit deren Hilfe ein solcher Lamellenwärmetauscher einfach und kostengünstig hergestellt werden kann.
- Diese Aufgabe wird mit einem Lamellenwärmetauscher mit den Merkmalen des Anspruchs 1, ein Herstellungsverfahren mit den Merkmalen eines der Ansprüche 5 oder 6 bzw. einem Aufweitwerkzeug mit den Merkmalen des Anspruchs 12 gelöst. Unteransprüche sind auf bevorzugte Ausgestaltungen gerichtet.
- Bei einem erfindungsgemäßen Wärmetauscher ist das wenigstens eine Heizrohr in den Heizrohröffnungen der Lamellen verpresst. Durch den festen Presssitz des Heizrohres in den Lamellen ist ein sehr viel verbesserter Wärmeübertrag gewährleistet. Das Verpressen des Heizrohres in den Lamellen kann z.B. durch Aufweiten des in die Heizrohröffnungen eingeführten Heizrohres geschehen. Mit entsprechend von innen aufgeweiteten Heizrohren ist es möglich, die Lamellentemperatur während des Abtauvorgangs bei gleicher Heizleistung zu erhöhen und gleichzeitig eine geringere Oberflächentemperatur des Heizrohres zu gewährleisten, ohne dass die Abtaueffektivität gegenüber konventionellen Lösungen verringert wäre, bzw. die Abtaueffektivität bei gleicher Heizleistung zu erhöhen.
- Die Heizrohröffnungen des erfindungsgemäßen Lamellenwärmetauschers können an ihren Rändern aufgebördelt sein. Das Heizrohr ist dann in den aufgebördelten Heizrohröffnungen verpresst. Es ist bei einem erfindungsgemäßen Lamellenwärmetauscher jedoch erstaunlicherweise bei kaum verringerter Effektivität des Wärmeübertrags möglich, auf die Aufbördelung der Ränder der Heizrohröffnungen zu verzichten. Allein durch den Presssitz der Heizrohre in den Heizrohröffnungen ist ein ausreichend guter Wärmeübertrag gewährleistet. Das gasförmige Medium, das zwischen den Lamellen strömt, um Wärme mit diesem auszutauschen, soll auf seinem Weg durch den Lamellenblock möglichst wenig Druck verlieren, um z.B. einen Ventilator, der das gasförmige Medium fördert, möglichst wenig zu belasten. Durch den Verzicht auf die Aufbördelung der Heizrohröffnungen wird der Widerstand für das strömende Medium geringer gehalten. Im Vergleich zu Lösungen mit aufgebördelten Heizrohröffnungen lässt sich der Druckverlust beim Durchströmen des Mediums durch das Lamellenpaket um einige Prozent verringern. Neben der erheblich vereinfachten Herstellung der Lamellen mit Heizrohröffnungen ohne Aufbördelung ist also auch die Effektivität des Wärmeaustauschbetriebs der Lamellen mit dem strömenden gasförmigen Medium erhöht.
- Dieser Effekt ist besonders vorteilhaft, wenn Lamellen eingesetzt sind, die durch Schlitze oder Prägungen strukturiert sind, um turbulente Strömung zu erzeugen.
- Lamellenwärmetauscher können von Wärmeübertragungsrohren durchsetzt sein, die Wärme mit den Lamellen austauschen um diese z. B. abzukühlen. Dabei kann es sich um ein einzelnes Wärmeübertragungsrohr handeln, das z. B. schlangenförmig durch die Lamellen geführt ist oder um mehrere parallel angeordnete, individuelle Wärmeübertragungsrohre. Ebenso können einzelne Wärmeübertragungsrohre außerhalb der parallel angeordneten Lamellen durch entsprechende Verbindungen zu einem schlangenförmigen Rohr verbunden sein. Im vorliegenden Text sind diese Alternativen umfasst, wenn allgemein von Wärmeübertragungsrohren gesprochen wird. Ein erfindungsgemäßer Lamellenwärmetauscher kann in einem rechtwinkligen Raster von Wärmeübertragungsrohren durchsetzt sein. Besonders effektiv ist ein Wärmetauscher, bei dem die Wärmeübertragungsrohre in Strömungsrichtung des Mediums versetzt angeordnet sind, insbesondere wenn drei benachbarte Wärmeübertragungsrohre jeweils ein etwa gleichschenkliges Dreieck bilden. Vorteilhaft ist z.B. eine Auswahl derart, dass das Verhältnis zwischen Durchmesser der Wärmeübertragungsrohre bzw. der dafür vorgesehenen Öffnungen in den Lamellen und der Länge des gleichschenkligen Dreieckes zwischen 0,25 und 0,33 ist.
- Bei einer bevorzugten Ausgestaltung des erfindungsgemäßen Lamellenwärmetauschers ist das wenigstens eine Heizrohr zwischen zwei Wärmeübertragungsrohren fluchtend angeordnet. Es ergibt sich dabei eine für den Wärmeaustausch besonders günstige Strömungsform des Mediums im Zwischenraum der Lamellen. Außerdem ist bei einer solchen Ausführungsform die Herstellung vereinfacht, da ein einfaches Schneiden der Lamelle in die gewünschte Größe möglich ist.
- Bei einem erfindungsgemäßen Verfahren zur Herstellung eines erfindungsgemäßen Lamellenwärmetauschers wird das wenigstens eine Heizrohr durch fluchtende Heizrohröffnungen der Lamellen eines Lamellenpakets gesteckt, das aus einer Anzahl parallel angeordneter Lamellen besteht, die zwischen parallel dazu angeordneten Abschlussplatten mit entsprechenden fluchtenden Öffnungen angeordnet sind. Die Abschlussplatten sind dabei stabiler und dicker als die Lamellen selbst und weisen mit den Öffnungen in den Lamellen fluchtende Öffnungen auf.
- Bereits vor dem Durchstecken oder nach dem Durchstecken wird das wenigstens eine Heizrohr auf einer Seite ein wenig an seiner Stirnseite aufgetulpt, so dass der Rand nicht mehr durch die Öffnungen in der Abschlussplatte rutschen kann. Ein Heizrohraufweitstößel wird durch das wenigstens eine Heizrohr gestoßen, so dass das Heizrohr innerhalb der Heizrohröffnungen der Lamellen aufgeweitet wird und in den Heizrohröffnungen verpresst wird. Als Heizrohraufweitstößel kann z.B. ein kugelförmiges Element eingesetzt werden.
- Mit dem erfindungsgemäßen Verfahren zur Herstellung eines Lamellenwärmetauschers ist der Presssitz des wenigstens einen Heizrohrs einfach und kostengünstig zu realisieren. Durch die Auftulpung des Randes des Heizrohres kann auf aufwändige Halteschritte während des Durchstoßens des Heizrohraufweitstößels verzichtet werden.
- Das Auftulpen kann dabei ein gesonderter Schritt sein oder durch das Auftreffen des Stößels beim Durchstoßen des Stößels durch das Heizrohr bewirkt werden.
- Bei einem anderen erfindungsgemäßen Verfahren zur Herstellung eines erfindungsgemäßen Lamellenwärmetauschers, für das unabhängiger Schutz beansprucht wird, wird das wenigstens eine Heizrohr ebenfalls durch fluchtende Heizrohröffnungen der Lamellen eines Lamellenpaketes gesteckt, das aus einer Anzahl parallel angeordneter Lamellen besteht. Ein Heizrohraufweitstößel wird durch das wenigstens eine Heizrohr gestoßen, um das Heizrohr innerhalb der Heizrohröffnungen aufzuweiten und so in den Heizrohröffnungen zu verpressen. Bei diesem erfindungsgemäßen Verfahren wird der so bewirkte Aufweitschritt gleichzeitig mit dem Aufweiten von wenigstens zwei Wärmeübertragungsrohren durchgeführt. Durch das gleichzeitige Aufweiten des Heizrohres und der Wärmeübertragungsrohre können einzelne Aufweitschritte eingespart werden. Außerdem ist durch das gleichzeitige Aufweiten der Wärmeübertragungsrohre und des Heizrohres eine höhere Stabilität während des Durchstoßens des bzw. der Stößel gewährleistet. Das Herstellungsverfahren ist auf diese Weise sicherer und präziser.
- Besonders günstig ist eine Kombination der beiden erfindungsgemäßen Verfahren, bei der sowohl der Rand des wenigstens einen Heizrohres aufgetulpt wird, als auch gleichzeitig mit dem Heizrohr wenigstens zwei Wärmeübertragungsrohre aufgeweitet werden.
- Besonders stabil kann das Aufweiten durchgeführt werden, wenn die aus dem Lamellenpaket herausragenden Enden von wenigstens zwei Wärmeübertragungsrohren durch umgreifende Greifer gehalten werden. An das Ende zumindest eines der gegriffenen Wärmeübertragungsrohres wird ein Wärmeübertragungsrohrstößel angesetzt und auf ein aus dem Lamellenpaket herausragendes aufgetulptes Ende wenigstens eines Heizrohres ein Heizrohraufweitstößel. Der wenigstens eine Wärmeübertragungsrohrstößel und der wenigstens eine Heizrohraufweitstößel werden gleichzeitig durch die entsprechenden Rohre gestoßen, um sowohl die Wärmeübertragungsrohre als auch das wenigstens eine Heizrohr aufzuweiten und so in den Öffnungen der Lamellen zu verpressen.
- Zur weiteren Vereinfachung des Verfahrens kann vorgesehen sein, dass die Auftulpung des Randes des wenigstens einen Heizrohrs durch das Aufsetzen des Heizrohraufweitstößels bewirkt wird.
- Besonders günstig und stabil ist es, wenn solche Wärmeübertragungsrohre gleichzeitig mit dem wenigstens einen Heizübertragungsrohr aufgeweitet werden, die in direkter Nachbarschaft zu diesem Heizrohr sind. Insbesondere ist es günstig, wenn zwei Wärmeübertragungsrohre zusammen mit einem Heizrohr aufgeweitet werden, die mit dem Heizrohr in einer Linie sind und auf gegenüberliegenden Seiten davon angeordnet sind.
- Besonders effektiv ist es, wenn das erfindungsgemäße Verfahren eingesetzt wird, um mehrere Heizrohre gleichzeitig aufzuweiten.
- Ein erfindungsgemäßes Aufweitwerkzeug dient dem gleichzeitigen Aufweiten von wenigstens einem Heizrohr und wenigstens zwei Wärmeübertragungsrohren. Dazu weist das Aufweitwerkzeug wenigstens zwei Greifer auf, die derart ausgestaltet sind, dass sie die Enden von Wärmeübertragungsrohren, die aus einem Lamellenpaket herausragen, umgreifen können und jeweils ein Wärmeübertragungsrohrstößel innerhalb der Greifer geführt werden kann. Das erfindungsgemäße Aufweitwerkzeug weist weiterhin einen Heizrohraufweitstößel auf, der zwischen zwei derartigen Greifern angeordnet ist. Der Heizrohraufweitstößel und die Wärmeübertragungsrohrstößel sind derart miteinander verbunden, dass sie gleichzeitig durch das wenigstens eine Heizrohr und die Wärmeübertragungsrohre gestoßen werden können.
- Ein erfindungsgemäßes Aufweitwerkzeug erspart die Notwendigkeit, einzelne Rohre gesondert aufzuweiten. Insbesondere bei Ausführungsformen, bei denen die Heizrohre und die Wärmeübertragungsrohre fluchtend zueinander angeordnet sind, ist die Platz sparende Lösung des erfindungsgemäßen Aufweitwerkzeugs vorteilhaft. Insbesondere ist kein Greifer für das Ende des aufzuweitenden Heizrohrs notwendig.
- Insbesondere kann bei einem erfindungsgemäßen Aufweitwerkzeug mit mehreren Wärmeübertragungsstößeln vorgesehen sein, dass einzelne dieser Wärmeübertragungsstößel an dem gemeinsamen Aufweitprozess nicht teilnehmen und zu diesem Zweck abgeschaltet werden können. Ebenso kann bei einem Aufweitwerkzeug mit mehreren Heizrohraufweitstößeln vorgesehen sein, dass einzelne Heizrohraufweitstößel derart abgeschaltet werden, dass sie an dem gemeinsamen Aufweitprozess nicht teilnehmen. Mit derartig ausgestalteten Aufweitwerkzeugen ist eine individuelle Anpassung des Werkzeuges an den zu fertigenden Lamellentauscher einfach möglich.
- Bevorzugte Ausgestaltungen der Erfindung werden anhand der beiliegenden Figuren im Detail erläutert. Dabei zeigt:
- Fig. 1
- in schematischer Darstellung einen Ausschnitt aus einem erfindungsgemäßen Lamellenpaket in seitlicher Draufsicht,
- Fig. 2
- eine seitliche Perspektivansicht eines Ausschnitts aus einem Lamellenpaket in schematischer Darstellung,
- Fig. 3
- einen Ausschnitt einer Lamelle in Draufsicht,
- Fig. 4
- eine seitliche Draufsicht auf die Lamelle der Fig. 3 in Blickrichtung IV,
- Fig. 5
- ein erfindungsgemäßes Aufweitwerkzeug und
- Fig. 6
- einen Greifer eines solchen Aufweitwerkzeugs.
- Das Lamellenpaket der Fig. 1 besteht aus einer großen Anzahl in der Regel metallischer Lamellen 1, die parallel zueinander angeordnet sind. In Fig. 1 sind nur einige dieser Lamellen dargestellt. Die Punktreihe F soll andeuten, dass der Zwischenraum zwischen den Abschlussplatten 5 gleichmäßig mit Lamellen 1 gefüllt ist. Die Abschlussplatten 5 sind stabil und dicker als die Lamellen und bieten einen mechanischen Abschluss. Der Lamellenwärmetauscher 3 ist nicht maßstabsgetreu dargestellt und kann z.B. sehr viel länger sein. Dies soll durch die Bruchlinien B angedeutet werden.
- Durch das Lamellenpaket gehen mehrere Wärmeübertragungsrohre 7. An Verbindungsstellen, z.B. Lötstellen 8 sind die Wärmeübertragungsrohre 7 über Verbindungsstücke 6 schlangenförmig miteinander verbunden. Handelt es sich bei dem Lamellenwärmetauscher um einen Kühler, so dienen die Wärmeübertragungsrohre 7 als Kühlmittelrohre. Zwischen den Wärmeübertragungsrohren 7 sind Heizrohre 9 durch das Lamellenpaket gesteckt. Sie sind an einem Ende mit einer Auftulpung 11 versehen. Die Heizrohre 9 sind metallisch und dienen bei der gezeigten Ausführungsform zur Aufnahme von elektrisch betriebenen Heizstäben, die in Fig. 1 nicht gezeigt sind. Mit den Heizstäben kann Reif, der im Kühlbetrieb des Lamellenwärmetauschers auftritt, von den Lamellen abgetaut werden. Sowohl die Wärmeübertragungsrohre 7 als auch die Heizrohre 9 sind durch entsprechende Öffnungen in den Lamellen 1 und den Abschlussplatten 5 geführt. In weiter unten beschriebener Weise sind die Wärmeübertragungsrohre 7 und die Heizrohre 9 durch inneres Aufweiten in den entsprechenden Öffnungen der Lamellen 1 verpresst.
- Fig. 2 zeigt eine besondere Ausgestaltung der Lamellen 1 in vergrößerter Darstellung. Bei der Ausführungsform der Fig. 2 sind die Lamellen 1 geprägt. Der Übersichtlichkeit halber sind hier die Wärmeübertragungsrohre und die Heizrohre nicht dargestellt. Die Strömung 17, die durch die Zwischenräume zwischen den Lamellen strömt, um Wärme an die Lamellen 1 abzugeben, wird durch die Prägung abgelenkt und reißt an den Spitzen 13 ab. Dadurch entsteht ein turbulentes Strömungsmuster, das sich erst wieder an die Lamellenoberfläche anlegen muss. Bei diesem neuerlichen Anströmprozess wird Wärme besonders effektiv übertragen. Im Gegensatz zu einer Lösung mit Schlitzen zur Erzeugung von turbulenter Strömung besteht hier nicht die Gefahr des Zusetzens von Schlitzen durch Reifbildung.
- Die Periode P der Prägung und die Prägungshöhe PH sind bei der Ausführungsform derart gewählt, dass der Quotient der Prägungshöhe und der Periode zwischen 0,2 und 0,25 liegt. Die Prägungshöhe PH sollte zur Erzeugung eines optimalen Abrisseffektes größer sein als 2 mm, für eine Strömungsgeschwindigkeit von 1,5 bis 3,5 m/s z.B. zwischen 2,2 mm und 2,4 mm. Der Abstand A der einzelnen Lamellen zueinander liegt bei der genannten Strömungsgeschwindigkeit vorteilhafterweise zwischen 3 und 8 mm, insbesondere in einem Bereich von 4 mm bis 6 mm.
- In der Regel liegt zwischen zwei nach oben weisenden Zacken 13 einer Lamelle eine nach unten weisende Zacke 13. Zwischen einzelnen Zacken befindet sich bei der gezeigten Ausführungsform ein schmaler waagerechter Bereich 15, um z.B. ein möglichst ungehindertes Ablaufen von Tauwasser von der Lamelle zu gewährleisten.
- Fig. 3 zeigt die Draufsicht auf eine Lamelle eines erfindungsgemäßen Wärmetauschers. Erkennbar sind Wärmeübertragungsrohröffnungen 19 und Heizrohröffnungen 21. Wie in anderen Figuren auch, sind mehrfach vorhandene Merkmale, also hier z.B. die Wärmeübertragungsrohröffnungen 19, nicht notwendigerweise einzeln mit Bezugsziffern versehen.
- Erkennbar ist die versetzte Anordnung der Wärmeübertragungsrohröffnungen 19 bezüglich der Strömungsrichtung 17 des Mediums. Drei Wärmeübertragungsrohröffnungen 19 bilden jeweils ein gleichschenkliges Dreieck, wobei bei der gezeigten Ausführungsform das Verhältnis zwischen Durchmesser eines Wärmeübertragungsrohres bzw. einer Wärmeübertragungsrohröffnung 19 und der Länge eines Schenkels des Dreiecks zwischen 0,25 und 0,33 liegt. Zwischen je zwei Wärmeübertragungsrohröffnungen 19, deren Verbindungslinie schräg zur Strömungsrichtung 17 ausgerichtet ist, befindet sich jeweils eine Heizrohröffnung 21.
- R bezeichnet einen Bereich der Lamelle, der gleichzeitig mit einem erfindungsgemäßen Aufweitwerkzeug behandelt werden kann, wie es weiter unten beschrieben werden wird.
- In der seitlichen Draufsicht der Fig. 4, die in Fig. 3 mit IV gezeichnet ist, ist erkennbar, dass die Heizrohröffnungen 21 keine Aufbördelung der Ränder aufweisen. Im Gegensatz dazu zeigt diese Ausführungsform aufgebördelte Ränder 20 an den Wärmeübertragungsrohröffnungen 19.
- Fig. 5 zeigt ein Aufweitwerkzeug, wie es zum Aufweiten von Heizrohren und Wärmeübertragungsrohren eingesetzt werden kann, die durch entsprechende Öffnungen 19, 21 eines Ausschnittes aus einem Lamellenpaket eingesetzt werden kann, wie er am Beispiel einer einzelnen Lamelle in Fig. 3 mit R bezeichnet ist. Das insgesamt mit 30 bezeichnete Werkzeug umfasst Greifer 31, mit denen fünf Wärmeübertragungsrohre 7 gefasst werden können, die seitlich aus einem Lamellenpaket herausragen und in einem durch die Wärmeübertragungsrohröffnungen 19 in den Lamellen 1 vorgegebenen Raster angeordnet sind. Zum Umgreifen sind die Greifer 31 an ihren Stirnseiten geschlitzt. Aufschieben eines Aufsteckrohres 33 von hinten auf die geschlitzten Enden der Greifer 31 führt dazu, dass sich deren Innenumfang verringert und ein Rohr, das sich in einem Greifer 31 befindet, von außen gefasst wird. 35 bezeichnet einen Heizrohraufweitstößel zum Aufweiten eines Heizrohrs in einer Heizrohröffnung 21. Innerhalb der einzelnen Greifer 31 befindet sich jeweils ein Wärmeübertragungsrohrstößel zum Aufweiten eines Wärmeübertragungsrohres 7 in den Öffnungen 19, der in der Figur nicht erkennbar ist. Die Wärmeübertragungsrohrstößel und der Heizrohraufweitstößel 35 können z.B. durch eine gemeinsame Trägerplatte 37 gehalten sein.
- Fig. 6 zeigt zur Erläuterung das Greiferteil 31 isoliert. Hier ist besonders gut einer der Schlitze 39 zu erkennen, die sich im stirnseitigen Ende des Greifers 31 befinden.
- Der Lamellenwärmetauscher 3 der gezeigten Ausführungsform wird wie folgt hergestellt. Die Lamellen 1 werden parallel zueinander angeordnet und in einem Abstand A von z.B. 4 mm bis 6 mm in an sich bekannter Weise gehalten. In den Lamellen befinden sich bereits die Wärmeübertragungsrohröffnungen 19 mit einer Randaufbördelung 20 und die Heizrohröffnungen 21 ohne Randaufbördelung. Die Aufbördelung 20 der Wärmeübertragungsrohre kann dabei z.B. als Abstandshalter zwischen den einzelnen Lamellen 1 fungieren. Durch das so gebildete Lamellenpaket werden Wärmeübertragungsrohre 7 und Heizrohre 9 geschoben. Die Durchmesser der Öffnungen sind dabei so gewählt, dass die Rohre 7, 9 leicht eingeführt werden können.
- Nicht notwendigerweise alle Heizrohröffnungen 21 werden mit Heizrohren versehen. Für einen effektiven Abtauvorgang nach Reifbildung an den Lamellen 1 ist es nicht notwendig, dass jede der Heizrohröffnungen 21 mit einem Heizrohr versehen ist und geheizt werden kann. Die dennoch größere Anzahl der Heizrohröffnungen 21 gewährleistet allerdings eine verbesserte turbulente Strömung beim Betrieb des Wärmetauschers 3.
- Das Aufweitwerkzeug 30 wird derart an eine Abschlussplatte 5 herangeführt, dass die fünf Greifer 31 an fünf Wärmeübertragungsrohre 7 angreifen können. Verschieben der Aufsteckrohre 33 in Richtung der Enden der Greifer 31 führt die einzelnen durch Schlitze 39 getrennten Segmente der Greifer 31 in ihrem Endbereich zusammen, so dass die Wärmeübertragungsrohre 7 umfasst werden. Es entsteht eine stabile Verbindung zwischen dem Aufweitwerkzeug 30 und den gegriffenen Wärmeübertragungsrohren 7 des Lamellenpaketes.
- Die Wärmeübertragungsrohrstößel innerhalb der Greifer 31 und der Heizrohraufweitungsstößel 35 sind miteinander verbunden und werden gleichzeitig in Richtung des Lamellenpakets gestoßen. Insbesondere der Heizrohraufweitstößel 35 trifft auf den Rand des Heizrohrs 9 und tulpt dieses leicht auf, so dass sich eine Auftulpung 11 bildet. Bei Weiterbewegung des Heizrohraufweitstößels 35 in Richtung des Lamellenpakets weicht das Heizrohr 9 soweit aus, bis die Auftulpung 11 an der Abschlussplatte 5 auftrifft und gestoppt wird. Eine weitere Bewegung des Heizrohraufweitstößels 35 treibt diesen in das Heizrohr 9 und führt zu einer Aufweitung innerhalb der Heizrohröffnungen 21. Das Heizrohr 9 wird also von innen gegen die Heizrohröffnungen 21 verpresst.
- Gleichzeitig mit dem Heizrohraufweitstößel 35 werden die in den Greifern 31 befindlichen Stößel durch die Wärmeübertragungsrohre 7 gestoßen und führen zu deren Aufweitung in den Wärmeübertragungsrohröffnungen 19 der einzelnen Lamellen 1.
- Auf ähnliche Weise werden mehrere Gruppen von Rohren mit Hilfe des Aufweitwerkzeugs 30 behandelt, bis alle gewünschten Rohre aufgeweitet sind.
- Selbstverständlich ist die Erfindung nicht auf das besondere Aufweitwerkzeug der Fig. 5 beschränkt. Es können auch andere Anordnungen von Greifern und Heizrohraufweitstößeln vorgesehen sein. Fig. 5 zeigt ein Werkzeug zur gleichzeitigen Behandlung von einem Heizrohr und maximal fünf Wärmeübertragungsrohren. Es kann auch eine größere Anzahl von Greifern und Stößeln zur gleichzeitigen Behandlung einer größeren Anzahl von Rohren vorgesehen sein.
- Insbesondere kann vorgesehen sein, dass einzelne Wärmeübertragungsstößel bzw. einzelne Heizrohraufweitstößel derart eingestellt, abgeschaltet bzw. abgenommen werden können, dass sie an dem gemeinsamen Aufweitprozess nicht teilnehmen. So kann z.B. auch festgelegt werden, dass ein Heizrohraufweitstößel nicht an dem Aufweitprozess teilnimmt, wenn er bei dem gemeinsamen Aufweitprozess an einer Stelle wirksam wäre, an der zwar eine Heizrohröffnung 21 vorgesehen ist, jedoch kein Heizrohr eingeschoben ist. Andererseits ist das erfindungsgemäße Aufweitwerkzeug auf diese Weise derart flexibel, dass z.B. immer solche Wärmeübertragungsrohre gleichzeitig aufgeweitet werden, die auf einer Seite bereits als Haarnadel miteinander verbunden sind. Dies gewährleistet, dass eine eventuell auftretende Längenänderung durch den Aufweitprozess für die beiden als Haarnadel verbundenen Wärmeübertragungsrohre gleich ist.
- Das erfindungsgemäße Verfahren unter Verwendung des erfindungsgemäßen Aufweitwerkzeugs 30 ermöglicht also die gleichzeitige Aufweitung mehrerer Rohre eines Lamellenwärmetauschers. Insbesondere, wenn auch die zwischen zwei Wärmeübertragungsrohren angeordneten Heizrohre gleichzeitig aufgeweitet werden sollen, bietet das erfindungsgemäße Verfahren und das erfindungsgemäße Aufweitwerkzeug den Vorteil einer stabilen Handhabung. Für das Aufweiten des Heizrohrs ist kein eigener Greifmechanismus notwendig, der bei den beengten Platzverhältnissen problematisch wäre.
- Nach dem Aufweitschritt werden in an sich bekannter Weise die einzelnen Wärmeübertragungsrohre 7 mit Bogenstücken 6 z.B. durch Lötnähte 8 z. B. zu einer Schlange verbunden, insoweit dies an derjenigen Seite, an der die Stößel und Greifer nicht angreifen, nicht bereits vor dem Aufweitprozess geschehen ist.
- Im Betrieb als Kühler fließt durch die Wärmeübertragungsrohre 7 und die Verbindungsstücke 6 in an sich bekannter Weise ein Kühlmittel. Das zu kühlende gasförmige Medium wird z. B. mit einem Ventilator in Richtung 17 durch die Zwischenräume zwischen den Lamellen 1 geschickt. Es gibt Wärme an die Lamellen 1 ab, wobei dies durch die turbulente Strömung gefördert wird, die an den Zacken 13 der Lamellen 1 entsteht. Die Lamellen geben die so aufgenommene Wärme an die Wärmeübertragungsrohre 7 und das darin fließende Kühlmedium weiter.
- Dadurch, dass nicht jede Heizrohröffnung 21 mit einem Heizrohr versehen ist und keine Aufbördelung vorgesehen ist, wird das gasförmige Medium auf seinem Weg zwischen den Lamellen 1 weniger stark abgebremst, so dass ein Ventilator, der das gasförmige Medium antreibt, eine geringere Leistungsaufnahme hat.
- Ist es notwendig, die Lamellen 1 abzutauen, so wird der Kühlbetrieb unterbrochen und kein Kühlmedium mehr durch die Wärmeübertragungsrohre geschickt. Durch einzelne Heizrohre 9 werden Heizstäbe geschoben oder sind bereits fest eingeschoben vorgesehen. Die Heizstäbe werden elektrisch beheizt und führen zu einer Erwärmung der Heizrohre 9. Durch den Presssitz der Heizrohre in den Lamellen 1 wird die Wärmeenergie besonders wirksam auf die Lamellen 1 übertragen, die effektiv abgetaut werden. Durch den Presssitz ist der Wärmeübertrag so gut, dass keine allzu hohe Erwärmung der Heizrohre notwendig ist und eine unerwünschte Dampfbildung verringert bzw. vermieden wird.
-
- 1
- Lamelle
- 3
- Lamellenwärmetauscher
- 5
- Abschlussplatte
- 6
- Verbindungsrohrstück für Wärmeübertragungsrohre
- 7
- Wärmeübertragungsrohr
- 8
- Lötnaht
- 9
- Heizrohr
- 11
- Auftulpung
- 13
- Zacken der Lamellenprägung
- 15
- waagrechter Bereich der Lamellenprägung
- 17
- Strömung des gasförmigen Mediums
- 19
- Wärmeübertragungsrohröffnung
- 20
- Randbördelung
- 21
- Heizrohröffnung
- 30
- Aufweitwerkzeug
- 31
- Greifer
- 33
- Aufsteckrohr
- 35
- Heizrohraufweitstößel
- 37
- Trägerplatte
- 39
- Greiferschlitz
Claims (13)
- Lamellenwärmetauscher mita) einer Anzahl parallel angeordneter Lamellen, die im Betrieb des Lamellenwärmetauschers zum Wärmeaustausch mit einem zwischen den Lamellen strömenden gasförmigen Medium dienen, undb) wenigstens einem Heizrohr zur Aufnahme eines Heizstabes oder zur Durchleitung eines Heizmediums, wobei das Heizrohr durch Heizrohröffnungen in den Lamellen geführt ist,dadurch gekennzeichnet, dass
das wenigstens eine Heizrohr (9) in den Heizrohröffnungen (21) der Lamellen (1) verpresst ist. - Lamellenwärmetauscher nach Anspruch 1,
dadurch gekennzeichnet, dass
die Heizrohröffnungen (21) für das wenigstens eine Heizrohr (9) an ihren Rändern nicht aufgebördelt sind. - Lamellenwärmetauscher nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet, dass
die Lamellen (9) jeweils mehrfach von einem oder mehreren Wärmeübertragungsrohren (7) durchsetzt sind, die zum Wärmeaustausch der Lamellen (1) mit einem Wärmeaustauschmedium dienen, das beim Betrieb des Lamellenwärmetauschers (3) in den Wärmeübertragungsrohren (7) fließt, wobei drei benachbarte Wärmeübertragungsrohre (7) jeweils ein etwa gleichschenkliges Dreieck bilden. - Lamellenwärmetauscher nach Anspruch 3,
dadurch gekennzeichnet, dass
das wenigstens eine Heizrohr (9) fluchtend zwischen zwei Wärmeübertragungsrohren (7) angeordnet ist. - Verfahren zur Herstellung eines Lamellenwärmetauschers gemäß Anspruch 1, bei dem
das wenigstens eine Heizrohr (9) durch die Heizrohröffnungen (21) der Lamellen (1) eines Lamellenpakets gesteckt wird, das aus einer Anzahl parallel angeordneter Lamellen (1) besteht, die zwischen parallel dazu angeordneten Abschlussplatten (5) angeordnet sind,
das wenigstens eine Heizrohr (9) vor oder nach dem Durchstecken an einem stirnseitigen Rand (11) aufgetulpt wird, und
ein Heizrohraufweitstößel (35) durch das wenigstens eine Heizrohr (9) gestoßen wird um das Heizrohr (9) innerhalb der Heizrohröffnungen (21) aufzuweiten und so in den Heizrohröffnungen (21) zu verpressen. - Verfahren insbesondere nach Anspruch 5, zur Herstellung eines Lamellenwärmetauschers gemäß Anspruch 1, bei dem
das wenigstens eine Heizrohr (9) durch die Heizrohröffnungen (21) der Lamellen (1) eines Lamellenpakets gesteckt wird, das aus einer Anzahl parallel angeordneter Lamellen (1) besteht,
ein Heizrohraufweitstößel (35) durch das wenigstens eine Heizrohr (9) gestoßen wird um das Heizrohr (9) innerhalb der Heizrohröffnungen (21) aufzuweiten und so in den Heizrohröffnungen (21) zu verpressen,
wobei das wenigstens eine Heizrohr (9) gleichzeitig mit zumindest zwei Wärmeübertragungsrohren (7) aufgeweitet wird, die zum Wärmeaustausch der Lamellen (1) mit einem Wärmeaustauschmedium dienen, das beim Betrieb des Lamellenwärmetauschers (3) in den Wärmeübertragungsrohren (7) fließt. - Verfahren nach Anspruch 6, bei dem
eine Anzahl von Wärmeübertragungsrohren (7), die durch Wärmeübertragungsrohröffnungen (19) in dem Lamellenpaket gesteckt sind, mit einer entsprechenden Anzahl von Greifern (31) an Enden, die aus dem Lamellenpaket herausragen, festgehalten wird,
an zumindest ein gegriffenes Ende eines Wärmeübertragungsrohres (7) ein Wärmeübertragungsrohrstößel angesetzt wird,
ein Heizrohraufweitstößel (35) auf ein aus dem Lamellenpaket herausragendes, aufgetulptes Ende (11) des wenigstens einen Heizrohres (9) aufgesetzt wird, und
die Wärmeübertragungsrohrstößel und der Heizrohraufweitstößel (35) gleichzeitig durch die Wärmeübertragungsrohre (7) bzw. das wenigstens eine Heizrohr (9) gestoßen werden, um die Wärmeübertragungsrohre (7) und das wenigstens eine Heizrohr (9) aufzuweiten und so in den Öffnungen (19, 21) der Lamellen (1) zu verpressen. - Verfahren nach Anspruch 7, bei dem das Auftulpen des wenigstens einen Heizrohres (9) gleichzeitig mit dem Aufsetzen des Heizrohraufweitstößels (35) auf das Heizrohr (9) geschieht.
- Verfahren nach einem der Ansprüche 7 oder 8, bei dem zumindest solche Wärmeübertragungsrohre (7) gleichzeitig mit dem wenigstens einen Heizrohr (9) aufgeweitet werden, die dem wenigstens einen Heizrohr (9) auf mehreren Seiten benachbart sind.
- Verfahren nach Anspruch 9, bei dem zumindest zwei Wärmeübertragungsrohre (7) gleichzeitig mit dem wenigstens einen Heizrohr (9) aufgeweitet werden, wobei das Heizrohr (9) zwischen den zwei Wärmeübertragungsrohren (7) angeordnet ist.
- Verfahren nach einem der Ansprüche 5 bis 10, bei dem mehrere Heizrohraufweitstößel (35) gleichzeitig durch eine entsprechende Anzahl von Heizrohren (9) gestoßen wird.
- Aufweitwerkzeug zur Durchführung eines Verfahrens nach Anspruch 7, mit
wenigstens zwei Greifern (31), die derart ausgestaltet sind, dass sie Enden von Wärmeübertragungsrohren (7), die aus einem Lamellenpaket herausragen, umgreifen können,
wenigstens zwei Wärmeübertragungsrohrstößeln, die innerhalb der Greifer (31) geführt werden, und
wenigstens einem Heizrohraufweitstößel (35), der zwischen zwei Greifern (31) angeordnet ist,
wobei der wenigstens eine Heizrohraufweitstößel (35) und die Wärmeübertragungsrohrstößel derart miteinander verbindbar sind, dass sie gleichzeitig durch das wenigstens eine Heizrohr (9) und die Wärmeübertragungsrohre (7) gestoßen werden können. - Aufweitwerkzeug nach Anspruch 12, bei dem wenigstens einer der Wärmeübertragungsstößel und/oder wenigstens einer der Heizrohraufweitstößel derart einstellbar, abschaltbar oder abnehmbar ist/ sind, dass er am gleichzeitigen Aufweitprozess nicht teilnimmt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005005292A DE102005005292A1 (de) | 2005-02-04 | 2005-02-04 | Lamellenwärmetauscher, Verfahren zu dessen Herstellung und Aufweitwerkzeug zur Durchführung des Verfahrens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1691159A1 true EP1691159A1 (de) | 2006-08-16 |
| EP1691159B1 EP1691159B1 (de) | 2012-06-20 |
| EP1691159B8 EP1691159B8 (de) | 2012-07-25 |
Family
ID=36585956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20060001938 Expired - Lifetime EP1691159B8 (de) | 2005-02-04 | 2006-01-31 | Lamellenwärmetauscher, Verfahren zu dessen Herstellung und Aufweitwerkzeug zur Durchführung des Verfahrens |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1691159B8 (de) |
| DE (1) | DE102005005292A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102374702A (zh) * | 2011-08-30 | 2012-03-14 | 黄山市广远光电科技有限公司 | 一种超低温空气能热泵机组及其使用方法 |
| US9015943B2 (en) | 2010-01-15 | 2015-04-28 | Kyoshin Kogyo Co., Ltd. | Holder for pipe in heat exchanger, method and device for manufacturing heat exchanger using said holder, and air conditioner and/or outdoor unit having said heat exchanger |
| DE102017200422A1 (de) | 2017-01-12 | 2018-07-12 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Herstellung eines Wärmeübertragers und Wärmeübertrager |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014016214A1 (de) * | 2014-10-31 | 2016-05-04 | Webasto SE | Wärmetauscher und Heizgerät mit einem derartigen Wärmetauscher |
| CN108942183B (zh) * | 2018-07-28 | 2024-02-06 | 安徽华瑞电气有限公司 | 一种翅片式电加热管加工用自动装套设备 |
| CN110919307A (zh) * | 2019-12-05 | 2020-03-27 | 南京皓威机械有限公司 | 散热板的加工方法及其生产线 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2529215A (en) * | 1947-11-10 | 1950-11-07 | Trane Co | Heat exchanger |
| US4720902A (en) * | 1986-12-22 | 1988-01-26 | Carrier Corporation | One step tension expander and method of using |
| US4858305A (en) * | 1988-06-06 | 1989-08-22 | Carrier Corporation | Single station tension hairpin tube expander |
| DE4332768A1 (de) * | 1993-09-25 | 1995-03-30 | Behr Gmbh & Co | Verfahren und Vorrichtung zur Aufweitung von Metallrohren mit ovalem Querschnitt |
| US5404942A (en) * | 1993-10-06 | 1995-04-11 | Ford Motor Company | Heat exchanger and method of making the same |
| US5806173A (en) * | 1995-07-28 | 1998-09-15 | Hidaka Seiki Kabushiki Kaisha | Tube expander |
| DE19709176A1 (de) | 1997-03-06 | 1998-09-17 | Juergen Lessing | Lamellenwärmetauscher |
| WO2004018954A1 (en) * | 2002-08-20 | 2004-03-04 | Hae Hwan Lee | Connecting heat-radiating fins and tubes for radiator |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1057625B (de) * | 1953-07-09 | 1959-05-21 | Helmuth Kuehne Dr Ing | Luftkuehler |
| AT184591B (de) * | 1954-02-12 | 1956-02-10 | Gedeon Wein | Verfahren zur Herstellung von Wärmeaustauschern für Kühlanlagen |
| DE3432073A1 (de) * | 1984-08-31 | 1986-03-06 | Dirk Dipl.-Wirtsch.-Ing. 3500 Kassel Pietzcker | Waermetauscher, insbesondere fuer kraftfahrzeuge, und vorrichtung und verfahren zum verbinden von dessen rohren und lamellen |
| JPH01179890A (ja) * | 1988-01-06 | 1989-07-17 | Mitsubishi Electric Corp | 冷却器 |
| JPH02110293A (ja) * | 1988-10-19 | 1990-04-23 | Matsushita Seiko Co Ltd | 冷媒用熱交換器 |
| US5222550A (en) * | 1992-05-28 | 1993-06-29 | Carrier Corporation | Offset cooling coil fin |
-
2005
- 2005-02-04 DE DE102005005292A patent/DE102005005292A1/de not_active Withdrawn
-
2006
- 2006-01-31 EP EP20060001938 patent/EP1691159B8/de not_active Expired - Lifetime
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2529215A (en) * | 1947-11-10 | 1950-11-07 | Trane Co | Heat exchanger |
| US4720902A (en) * | 1986-12-22 | 1988-01-26 | Carrier Corporation | One step tension expander and method of using |
| US4858305A (en) * | 1988-06-06 | 1989-08-22 | Carrier Corporation | Single station tension hairpin tube expander |
| DE4332768A1 (de) * | 1993-09-25 | 1995-03-30 | Behr Gmbh & Co | Verfahren und Vorrichtung zur Aufweitung von Metallrohren mit ovalem Querschnitt |
| US5404942A (en) * | 1993-10-06 | 1995-04-11 | Ford Motor Company | Heat exchanger and method of making the same |
| US5806173A (en) * | 1995-07-28 | 1998-09-15 | Hidaka Seiki Kabushiki Kaisha | Tube expander |
| DE19709176A1 (de) | 1997-03-06 | 1998-09-17 | Juergen Lessing | Lamellenwärmetauscher |
| WO2004018954A1 (en) * | 2002-08-20 | 2004-03-04 | Hae Hwan Lee | Connecting heat-radiating fins and tubes for radiator |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9015943B2 (en) | 2010-01-15 | 2015-04-28 | Kyoshin Kogyo Co., Ltd. | Holder for pipe in heat exchanger, method and device for manufacturing heat exchanger using said holder, and air conditioner and/or outdoor unit having said heat exchanger |
| US9091493B2 (en) | 2010-01-15 | 2015-07-28 | Kyoshin Kogyo Co., Ltd. | Holder for pipe in heat exchanger, method and device for manufacturing heat exchanger using said holder, and air conditioner and/or outdoor unit having said heat exchanger |
| US9182179B2 (en) | 2010-01-15 | 2015-11-10 | Kyoshin Kogyo Co., Ltd. | Holder for pipe in heat exchanger, method and device for manufacturing heat exchanger using said holder, and air conditioner and/or outdoor unit having said heat exchanger |
| CN102374702A (zh) * | 2011-08-30 | 2012-03-14 | 黄山市广远光电科技有限公司 | 一种超低温空气能热泵机组及其使用方法 |
| CN102374702B (zh) * | 2011-08-30 | 2013-08-14 | 黄山市广远光电科技有限公司 | 一种超低温空气能热泵机组及其使用方法 |
| DE102017200422A1 (de) | 2017-01-12 | 2018-07-12 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Herstellung eines Wärmeübertragers und Wärmeübertrager |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1691159B1 (de) | 2012-06-20 |
| DE102005005292A1 (de) | 2006-08-10 |
| EP1691159B8 (de) | 2012-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4404837A1 (de) | Rippe für Wärmetauscher | |
| DE60219538T2 (de) | Wärmetauscher | |
| DE102006048305B4 (de) | Plattenwärmetauscher | |
| DE3425382C2 (de) | Verfahren zur Herstellung des Kernes eines Röhrenwärmeaustauschers | |
| DE202014105709U1 (de) | Wärmeaustauscher | |
| DE3834822A1 (de) | Waermetauscher | |
| EP0990868B1 (de) | Wärmetauscher | |
| DE596871C (de) | Rippenrohr fuer Waermeaustauscher mit aus der Rippenebene herausgedrueckten Flaechen | |
| DE102011013244A1 (de) | Turbulenzeinlage für flache Wärmetauscherrohre, Flachrohr für einen Wärmetauscher mit einer derartigen Turbulenzeinlage, Wärmetauscher mit derartigen Flachrohren, sowie Verfahren und Vorrichtung zur Herstellung eines derartigen Flachrohres | |
| EP1691159B1 (de) | Lamellenwärmetauscher, Verfahren zu dessen Herstellung und Aufweitwerkzeug zur Durchführung des Verfahrens | |
| DE3014506A1 (de) | Waermeaustauscher mit einem spiralenfoermigen raum fuer den waermeaustausch zwischen wenigstens zwei medien | |
| EP1306640A2 (de) | Rohrboden für Abgaswärmeübertragung | |
| EP3491323B1 (de) | Wärmetauscher mit mikrokanal-struktur oder flügelrohr-struktur | |
| DE102006002932B4 (de) | Wärmetauscher und Herstellungsverfahren für Wärmetauscher | |
| DE69721101T2 (de) | Verflüssiger für Klimaanlagen von Fahrzeugen | |
| DE69717947T2 (de) | Wärmetauscher mit verbeulten Rippenplatten | |
| DE102007001430A1 (de) | Wärmetauscher | |
| EP1832830B1 (de) | Wärmeübertrager | |
| EP0268831B1 (de) | Lamelle | |
| DE3327335A1 (de) | Waermetauscher und verfahren zu seiner herstellung | |
| DE202004013882U1 (de) | Wärmeübertragungsbauteil und damit hergestellter Wärmeaustauscher | |
| EP1703227A2 (de) | Wärmetauscher | |
| DE10296564T5 (de) | Wärmetauscherbündel mit perfektionierter Wärmetauschfläche | |
| EP1398592A1 (de) | Flachrohr-Wärmeübertrager | |
| AT403259B (de) | Wärmetauscher |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070207 |
|
| 17Q | First examination report despatched |
Effective date: 20070312 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 563296 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: GEA KUEBA GMBH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011615 Country of ref document: DE Effective date: 20120816 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. GRAF & PARTNER AG INTELLECTUAL PROPERTY |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502006011615 Country of ref document: DE Owner name: GEA KUEBA GMBH, DE Free format text: FORMER OWNER: KUEBA KAELTETECHNIK GMBH, 82065 BAIERBRUNN, DE Effective date: 20120621 Ref country code: DE Ref legal event code: R081 Ref document number: 502006011615 Country of ref document: DE Owner name: GEA KUEBA GMBH, DE Free format text: FORMER OWNER: KUEBA KAELTETECHNIK GMBH, 82065 BAIERBRUNN, DE Effective date: 20120823 Ref country code: DE Ref legal event code: R081 Ref document number: 502006011615 Country of ref document: DE Owner name: KELVION REFRIGERATION GMBH, DE Free format text: FORMER OWNER: KUEBA KAELTETECHNIK GMBH, 82065 BAIERBRUNN, DE Effective date: 20120621 Ref country code: DE Ref legal event code: R081 Ref document number: 502006011615 Country of ref document: DE Owner name: KELVION REFRIGERATION GMBH, DE Free format text: FORMER OWNER: KUEBA KAELTETECHNIK GMBH, 82065 BAIERBRUNN, DE Effective date: 20120823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120921 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121020 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121022 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121001 |
|
| 26N | No opposition filed |
Effective date: 20130321 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006011615 Country of ref document: DE Effective date: 20130321 |
|
| BERE | Be: lapsed |
Owner name: KUBA KALTETECHNIK G.M.B.H. Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006011615 Country of ref document: DE Representative=s name: MANITZ FINSTERWALD PATENT- UND RECHTSANWALTSPA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006011615 Country of ref document: DE Representative=s name: MANITZ, FINSTERWALD & PARTNER GBR, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006011615 Country of ref document: DE Owner name: KELVION REFRIGERATION GMBH, DE Free format text: FORMER OWNER: GEA KUEBA GMBH, 82065 BAIERBRUNN, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006011615 Country of ref document: DE Representative=s name: MANITZ FINSTERWALD PATENTANWAELTE PARTMBB, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240119 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240119 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240122 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20240123 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240123 Year of fee payment: 19 Ref country code: CH Payment date: 20240202 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240129 Year of fee payment: 19 Ref country code: FR Payment date: 20240124 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250327 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20250201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 563296 Country of ref document: AT Kind code of ref document: T Effective date: 20250131 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 502006011615 Country of ref document: DE |