EP2208555B1 - Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke - Google Patents
Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke Download PDFInfo
- Publication number
- EP2208555B1 EP2208555B1 EP09012186A EP09012186A EP2208555B1 EP 2208555 B1 EP2208555 B1 EP 2208555B1 EP 09012186 A EP09012186 A EP 09012186A EP 09012186 A EP09012186 A EP 09012186A EP 2208555 B1 EP2208555 B1 EP 2208555B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal strip
- roll
- forming
- groove
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000002184 metal Substances 0.000 title claims abstract description 145
- 238000005096 rolling process Methods 0.000 title claims abstract description 24
- 238000000034 method Methods 0.000 title claims abstract description 17
- 230000015572 biosynthetic process Effects 0.000 claims description 8
- 230000008569 process Effects 0.000 claims description 6
- 238000005452 bending Methods 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 25
- 230000000694 effects Effects 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000007480 spreading Effects 0.000 description 4
- 238000003892 spreading Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000007734 materials engineering Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H8/00—Rolling metal of indefinite length in repetitive shapes specially designed for the manufacture of particular objects, e.g. checkered sheets
Definitions
- the invention relates to a rolling method and a rolling apparatus for producing a metal strip having a width varying over its width from a flat metal strip by means of a number of groups of roll forming tools arranged in line one behind another according to the preambles of claims 1 and 7.
- a group of roll forming tools comprises at least one forming roller which generates at least one first recess on at least one surface of the metal strip in which the thickness of the strip is reduced.
- Metal sheets or sheet metal parts made from metal strips are used in many fields of engineering such as the automobile industry, household and consumer goods industry and the like. Depending on the field of application, the sheets or sheet metal parts are formed into profiles, in which case roll profiling methods are to be mentioned in particular which produce metal profiles by means of profiling machines with a plurality of roll forming tools made of metal strips.
- Sheet metal, sheet metal parts and profiles with load-adapted thickness structure were previously often produced by welding techniques.
- sheet metal parts of different thicknesses are butt welded together, or reinforcing plates are welded onto particularly stressed areas of a component that is too thin in itself.
- this approach is not optimal in several ways. Because the additional welding process generates significant additional costs. Furthermore, a weld always represents a weak spot in the component due to the thermal structural changes produced during welding.
- a metal strip with, for example, a thinned central region and two thicker edge regions, which can be cut into blanks, for example, or further processed into profiles having load-adapted material thicknesses. From this prior art, the present invention is based.
- the present invention is therefore based on the object to further simplify or improve a rolling process and a rolling device of the type mentioned in relation to the problems described.
- the core of the present invention is therefore to be seen in the fact that the metal strip is bent out of its original direction of movement at least at the first puncture along a rolling on the metal strip surface of a roll forming tool involved in the puncture. Since the axis of the roll forming tool is necessarily transverse to the direction of movement of the metal strip, this results in a bending of the metal strip to a surface thereof, namely around the axis of the roll forming tool in a predetermined radius. This radius can be chosen so small that the metal strip is bent beyond its yield point, resulting in advantageous microstructural changes in the material. This is not necessary. In any case, the bend running transversely to the metal strip lowers the spreading resistance and leads to a slight flow of material of the material displaced during the penetration in the width direction. The attachment of a longitudinal auxiliary bend is unnecessary hereby.
- top and bottom being the two directions corresponding to the normal on the surfaces of the metal strip
- change in the direction of movement of the metal strip according to the invention when piercing upwards and downwards is effected by at least part of the roll forming tools and / or or deflection rollers are arranged so alternately above and / or below the original direction of movement of the metal strip, that the direction of movement of the metal strip changes alternately upwards, in the original direction of movement and / or downwards.
- the metal strip can thus be guided by alternately up and down offset roll forming tools or pulleys so that it also alternately changes its direction;
- the metal strip in each case passes two above and then two arranged below the original direction of movement punctures or pulleys, so that it each bent at the first of the two equally high punctures in the original direction of movement and the second of these punctures then is bent down or up. It is only important in each case that the metal strip according to the invention changes its direction of movement when puncturing.
- Such an arrangement may, in the context of the present invention, be such that the roll forming tools participating in the punctures are arranged in groups above and below the original direction of movement of the metal strip.
- these are each a forming roll and a counter roll, which form a nip between them, and which together form the groups of roll forming tools of a recess.
- one group consisting of a form roller and an opposing roller can thus be arranged one behind the other, offset up and down, relative to one another.
- the roll forming tools are arranged in the manner of a straightening machine, that is, the roll forming tools are arranged offset in the working direction alternately above and / or below the original direction of movement of the metal strip and each roll forming with the two adjacent Rollformwerkmaschineen each form a nip.
- a straightening machine arrangement is easy to store and the forces occurring in it are easy to control;
- Rollformwerkmaschine radii can be selected, which bend the metal strip beyond the yield strength of his material out - at least initially - so that there is also a straightening effect for the metal strip, with the corresponding benefits, such as flatness and stress reduction of the final partially reduced thickness metal strip.
- FIG. 1 shows a total of six pairs of roll forming tools, each consisting of a forming roller 1 and a counter-roller 2, which each form a nip 3 between them.
- Each pair of roll forming tools 1, 2 forms a group a, b, c ... of roll forming tools through which a metal strip (not shown) is passed.
- the direction of movement 4 of this metal band lies in the plane of the drawing and is directed from left to right.
- the metal strip is deflected downwards, guided along the counter-roller 2, while it is deflected upwards in the group b, here guided by the forming roller 1. This is repeated periodically over the further groups c ff ,
- FIG. 2 is an arrangement of the roll forming tools 1, 2 illustrated by the "straightening machine principle".
- an upper row of forming rollers 1 and a lower row of counter rollers 2 constitute the individual groups a, b, c ... of roll forming tools, each group being formed by two counter rollers 2 and a forming roller 1.
- the form roles of the middle groups b, c ... thus each belong to two groups.
- the (not shown here again) metal strip is guided as in a straightening machine along each roll forming tool 1, 2 and thereby deflected in each case in the formed between the roll forming tools 3 columns.
- FIG. 3 A variation of this straightening machine arrangement is in FIG. 3 shown.
- the gaps 3 between the forming rollers 1 and the counter rollers 2 of each individual group a, b, c... Of roll forming tools have different widths, so that the gap 3 passed first between the forming roll 1 and the metal strip (again not shown here) first counter-roller 2 is larger than the gap 3 'between the forming roller 1 and the second counter-roller 2' of the group a, which subsequently passes from the metal belt.
- the puncture of the forming roller 1 of this first group a in the surface of the metal strip thus takes place in two stages, in the first gap 3 initially only up to a certain depth, which is a fraction of the desired depth, and then in the second gap 3 'completely up to the desired depth ,
- This geometry continues in the following groups b, c, d ..., so that each puncture takes place in two stages.
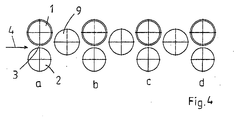
- FIG. 4 A further variation of an inventive arrangement of Rollformwerk-witnesses 1, 2 shows FIG. 4 , Here are four pairs of forming rollers 1 and counter rollers 2, which each form a nip 3 between them, arranged one behind the other, as usual in the prior art such that the roll nips 3 are arranged horizontally in the same plane.
- the inventive Deflection of the (here again not shown) metal strip is effected by between the groups a, b, c, d of roll forming tools 1, 2 deflection rollers 9. Because in order to get from the nip 3 of the first Rollformtechnikmaschinemaschine a to the nip 3 of the second Rollformtechnikmaschinemaschine b, the metal strip must be guided around the bottom guide roller 9 or below. This causes the metal strip in each nip 3 to be deflected either upwards or downwards, with a bending radius corresponding to the radius of either the forming roll 1 or the counter roll 2.
- FIG. 5 shows the arrangement of roll forming tools 1, 2, already in FIG. 1 is shown, in a schematic perspective view, in which case a metal strip 5, which passes through the individual rolling nips 3 of Rollformwerkmaschinemaschine a, b, c, is shown.
- a special feature of a preferred embodiment of the present invention is illustrated, which then occurs when the forming rollers 1 and counter rollers 2 have a smaller width than the metal strip 5:
- a first puncture in the metal strip 5 is generated, by a molded onto the forming roller 1 pressing ring 7.
- This push ring 7 presses into the metal strip 5 and generates a groove 8 of 7 'and 7 "of the Rollformwerkmaschinemaschine b and c Subsequently, successively expanded to a portion of the metal strip 5 with reduced thickness.
- FIG. 7 shows a direct comparison of the effect of the invention, in this case offset in height arrangement of Rollformwerkmaschine a, b and c, here the roll forming tool group b set lower and thus the formed there nip 3 below the original plane of movement of the metal strip 5, while the Rollformwerkmaschine a and c are set higher. Since the forming rollers 1 and the counter rollers 2 are less wide than the metal strip 5, this staggered arrangement of Rollformwerkmaschine a, b, c to fold down or fold up the free, non-guided areas 6 of the metal strip 5, which is the width flow of in the Groove 8 displaced material in addition to inventively provided change of direction of the metal strip 5 in the nip 3 facilitates.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Description
- Die Erfindung betrifft ein Walzverfahren und eine Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke aus einem flachen Metallband mittels einer Anzahl von in Linie hintereinander angeordneten Gruppen von Rollformwerkzeugen nach den Oberbegriffen der Ansprüche 1 und 7.
- Hierbei umfasst eine Gruppe von Rollformwerkzeugen mindestens eine Formrolle, die auf mindestens einer Oberfläche des Metallbandes mindestens einen ersten Einstich erzeugt, in welchem die Dicke des Bandes verkleinert wird. In nachfolgenden Gruppen von Rollformwerkzeugen sind weitere Formrollen vorhanden, die diesen ersten Einstich mit weiteren Einstichen sukzessive zu einem verdünnten Bereich des Metallbandes verbreitern.
- Metallbleche oder Blechteile, die aus Metallbändern hergestellt werden, werden in vielen Bereichen der Technik, wie der Automobilindustrie, der Industrie für Haushalts- und Gebrauchsgüter und dergleichen verwendet. Je nach Anwendungsgebiet werden die Bleche oder Blechteile zu Profilen umgeformt, wobei hier insbesondere Walzprofilierverfahren zu erwähnen sind, die mittels Profiliermaschinen mit einer Mehrzahl von Rollumformwerkzeugen aus Metallbändern Metallprofile herstellen.
- In vielen Anwendungsfällen, beispielsweise im Fahrzeugbau, jedoch auch auf anderen Gebieten, ist man bestrebt, die Materialstärke der eingesetzten Metallbleche und Metallprofile möglichst gering zu halten, um einerseits Materialkosten und andererseits Gewicht einzusparen. Dies kann auf sehr effiziente Art und Weise erzielt werden, indem als Ausgangsmaterial für die Bleche, Blechteile oder Profile Metallbänder verwendet werden, die eine über deren Breite variierende Dicke aufweisen. Die Materialstärke des hieraus hergestellten Bauteils kann dann gezielt an die im Gebrauchsfall zu erwartenden Belastungen angepasst werden, wobei in Bereichen höherer Belastung eine höhere Materialstärke vorgesehen wird, während die Bereiche mit geringerer Belastung dünner ausgebildet werden. Die hierdurch erzielbare Gewichts- und Materialeinsparung bei gleichwohl optimaler Bauteilfestigkeit liegt auf der Hand.
- Bleche, Blechteile und Profile mit belastungsangepasster Dickenstruktur sind früher oft mit schweißtechnischen Verfahren hergestellt worden. Hierbei werden Blechteile unterschiedlicher Dicke stumpf zusammengeschweißt, oder es werden Verstärkungsbleche auf besonders belastete Bereiche eines an sich zu dünn ausgebildeten Bauteils aufgeschweißt. Dieses Vorgehen ist allerdings unter mehreren Gesichtspunkten nicht optimäl. Denn der zusätzliche Schweißprozess erzeugt signifikante zusätzliche Kosten. Des weiteren stellt eine Schweißnaht aufgrund der beim Schweißen hervorgerufenen thermischen Gefügeveränderungen immer eine Schwachstelle im Bauteil dar.
- In der
DE 101 13 610 A1 , welche die Basis für den Oberbegriff des unabhängigen Ansprüche bildet, ist vorgeschlagen worden, aus einem flachen Metallband mittels einer Anzahl von in Linie hintereinander angeordneten Gruppen von Rollformwerkzeugen ein Metallband mit einer über seine Breite variierenden Dicke herzustellen, ohne Schweißverfahren einsetzen zu müssen. Hierbei wird zunächst von einer ersten Formrolle ein erster Einstich in die Oberfläche des Metallbands gewalzt, der die Materialstärke des Metallbands durch Ausbildung eines rillenförmigen Eindrucks lokal verringert. Eine Anzahl von nachfolgenden Formrollen verbreitert diesen ersten Einstich mit weiteren Einstichen sukzessive zu einem verdünnten Bereich, der dementsprechend längs entlang des gesamten Metallbands verläuft. Im Ergebnis erhält man also ein Metallband mit beispielsweise einem verdünnten mittigen Bereich und zwei dickeren Randbereichen, das beispielsweise zu Platinen geschnitten oder zu Profilen mit belastungsangepassten Materialstärken weiterverarbeitet werden kann. Von diesem Stand der Technik geht die vorliegende Erfindung aus. - Ein ähnliches Verfahren ist aus der Veröffentlichung Utsunomiya H. et al: "Rolling of T-Shaped Profiled Strip by the Satellite Mill", Journal of Materials Engineering and Performance, Volume 6(3), Juni 1997, Seite 319, bekannt, wo die Formrollen als Satellitenrollen ausgestaltet sind, die auf einer angetriebenen Gegendruckrolle mit viel größerem Durchmesser gemeinsam abrollen.
- Beim Eindrücken der Formrollen in das Material des Metallbands wird Material verdrängt. Hierbei ist sorgfältig darauf zu achten, dass das verdrängte Material so wenig wie möglich in Längsrichtung des Metallbands fließt, und dass vielmehr der Materialfluss jedenfalls zum größten Teil quer zur Durchlaufrichtung des Materialbands gerichtet ist, das verdrängte Material also in Breitenrichtung des Metallbands fließt. Denn ein mehr als unwesentlicher Längsfluss des verdrängten Materials führt unweigerlich zu einer Wellenbildung im hergestellten dickenvariablen Metallband. Einem Materialfluss in Breitenrichtung steht allerdings ein Breitungswiderstand des Metallbandes entgegen. Neben hohen Reaktionskräften ist dieser auch deswegen nachteilig, weil er in den Bereichen neben den Einstichen zu einer Materialverfestigung sowie zu Verdickungen und infolgedessen einer Wulstbildung führt. Es gilt also, den Breitungswiderstand abzusenken, um einen Materialfluss in Breitenrichtung zu erleichtern.
- Eine Lösung dieser Problemstellung ist in der
DE 10 2006 000 181 A1 offenbart. Dort wird das Ausgangs-Metallband mit Abbiegungen versehen, die längs des Metallbandes verlaufen, und zwischen denen die Dickenreduktion des Metallbandes erfolgt. Diese Abbiegungen senken den Breitungswiderstand, so dass das bei der Dickenreduzierung verdrängte Material ohne größeren Widerstand in Breitenrichtung nach außen fließen kann. Allerdings erfordert ein solches Vorgehen entweder zusätzlichen Aufwand durch Anbringen von Hilfsbiegungen, die anschließend wieder beseitigt werden müssen - was unter Stabilitätsaspekten nicht optimal ist -, oder das Verfahren ist nur in speziellen Anwendungsfällen einsetzbar, bei denen ein Profil mit variierender Materialstärke hergestellt werden soll, das ohnehin mit den für die Dickenreduktion eingebrachten Abbiegungen versehen werden muss. - Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, ein Walzverfahren und eine Walzvorrichtung der eingangs genannten Art hinsichtlich der beschriebenen Problemstellungen weiter zu vereinfachen bzw. zu verbessern.
- Gelöst ist diese Aufgabe durch Verfahren mit den Merkmalen der Ansprüche 1 und 2 sowie durch Vorrichtungen mit den Merkmalen der Ansprüche 7 und 8.
- Bevorzugte Weiterbildungen der Verfahren ergeben sich aus den Ansprüchen 3 bis 6; vorteilhafte Ausgestaltungen der Vorrichtungen sind in den Ansprüchen 9 bis 12 niedergelegt.
- Der Kern der vorliegenden Erfindung ist demnach darin zu sehen, dass das Metallband zumindest beim ersten Einstich entlang einer auf dem Metallband abrollenden Oberfläche eines am Einstich beteiligten Rollformwerkzeugs aus seiner ursprünglichen Bewegungsrichtung heraus gebogen wird. Da die Achse des Rollformwerkzeugs notwendigerweise quer zur Bewegungsrichtung des Metallbandes verläuft, ergibt sich hierdurch eine Biegung des Metallbands zu einer Oberfläche desselben hin, und zwar um die Achse des Rollformwerkzeugs in vorgegebenem Radius. Dieser Radius kann so klein gewählt sein, dass das Metallband über seine Streckgrenze hinaus gebogen wird, wodurch sich vorteilhafte Gefügeveränderungen im Material ergeben. Dies ist jedoch nicht notwendig. Die exakt quer zum Metallband verlaufende Biegung senkt jedenfalls den Breitungswiderstand und führt zu einem leichten Materialfluss des beim Einstich verdrängten Materials in Breitenrichtung. Das Anbringen einer Längs-Hilfsbiegung erübrigt sich hierdurch.
- Die erfindungsgemäße Änderung der Bewegungsrichtung des Metallbands beim Einstich nach oben und nach unten (wobei "oben" und "unten" die beiden Richtungen sind, die den Normalen auf den Oberflächen des Metallbands entsprechen) wird dadurch bewirkt, dass zumindest ein Teil der Rollformwerkzeuge und/oder Umlenkrollen so abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung des Metallbands angeordnet sind, dass sich die Bewegungsrichtung des Metallbands abwechselnd nach oben, in die ursprüngliche Bewegungsrichtung und/oder nach unten ändert. Das Metallband kann also durch alternierend nach oben und unten versetzte Rollformwerkzeuge bzw. Umlenkrollen geführt werden, so dass es ebenfalls alternierend seine Richtung wechselt; es kann jedoch auch vorgesehen sein, dass das Metallband jeweils zwei oberhalb und dann zwei unterhalb der ursprünglichen Bewegungsrichtung angeordnete Einstiche bzw. Umlenkrollen durchläuft, so dass es jeweils beim ersten der beiden gleich hohen Einstiche in die ursprüngliche Bewegungsrichtung umgebogen und beim zweiten dieser Einstiche dann nach unten bzw. oben umgebogen wird. Wichtig ist jeweils nur, dass das Metallband beim Einstich erfindungsgemäß seine Bewegungsrichtung ändert.
- Eine solche Anordnung kann im Rahmen der vorliegenden Erfindung so aussehen, dass die an den Einstichen beteiligten Rollformwerkzeuge jeweils gruppenweise oberhalb und unterhalb der ursprünglichen Bewegungsrichtung des Metallbandes angeordnet sind. Im einfachsten Fall sind dies jeweils eine Formrolle und eine Gegenrolle, die zwischen sich einen Walzspalt bilden, und die zusammen die Gruppen von Rollformwerkzeugen eines Einstichs bilden. Dementsprechend können also jeweils eine aus Formrolle und Gegenrolle bestehende Gruppe nach oben und unten gegeneinander versetzt hintereinander angeordnet werden.
- Besonders bevorzugt ist es, wenn die Rollformwerkzeuge nach Art einer Richtmaschine angeordnet sind, also die Rollformwerkzeuge in Arbeitsrichtung versetzt abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung des Metallbandes angeordnet sind und jedes Rollformwerkzeug mit den beiden benachbarten Rollformwerkzeugen jeweils einen Walzspalt bildet. Eine solche "Richtmaschinenanordnung" ist leicht zu lagern und die darin auftretenden Kräfte sind gut beherrschbar; außerdem können Rollformwerkzeug-Radien gewählt werden, die das Metallband über die Streckgrenze seines Materials hinaus biegen - zumindest anfangs -, so dass sich außerdem noch ein Richteffekt für das Metallband ergibt, mit den entsprechenden Vorteilen, wie Ebenheit und Spannungsreduktion des letztendlich bereichsweise dickenreduzierten Metallbands.
- Wenn in einer solchen "Richtmaschinenanordnung" keine regelmäßige Anordnung der Rollformwerkzeuge gewählt wird, kann insbesondere zwischen einer Formrolle und der ersten vom Metallband passierten, mit dieser Formrolle zusammenwirkenden Gegenrolle ein nur mit einem Teil der beabsichtigten Tiefe erzeugter Einstich hergestellt werden, indem der Spalt zwischen der Formrolle und dieser ersten Gegenrolle größer gewählt wird als der Spalt zwischen der Formrolle und der vom Metallband nachfolgend passierten zweiten Gegenrolle. Demgemäß wird der Einstich dann zwischen der Formrolle und der zweiten passierten Gegenrolle bis zur vollständigen Solltiefe vertieft. Hierdurch kann also jeder Einstich zweistufig erfolgen, was bei der Vermeidung einer Wulstbildung vorteilhaft ist.
- Besondere Vorteile ergeben sich im Rahmen der vorliegenden Erfindung, wenn das Rollformwerkzeug, entlang dessen Oberfläche das Metallband beim Einstich geführt wird, schmaler als das Metallband ist oder so geformt ist, dass es nur in einem begrenzten Einstichsbereich um den Einstich auf dem Metallband abrollt und die seitlich daneben befindlichen Bereiche des Metallbands beim erfindungsgemäßen Ändern von dessen Bewegungsrichtung nicht unterstützt oder geführt werden. Denn dies führt beim Biegen des Metallbands nach oben oder unten, um die Achse des entsprechenden Rollformwerkzeugs herum, zu einem Hochklappen oder Herunterklappen der seitlichen, freien Metallbandbereiche. Hierdurch bildet sich eine Art Längs-Hilfsbiegung, ohne dass diese bewusst in das Material eingebracht werden müsste. Auch ein Zurückbiegen einer Hilfsbiegung entfällt, da sich die nach oben bzw. nach unten verformten Bandkanten selbständig wieder in die Ebene zurückverformen, wenn der Einstich verlassen worden ist und das Band geradlinig weitertransportiert wird.
- Mehrere Ausführungsbeispiele einer erfindungsgemäßen Vorrichtung werden im folgenden anhand der beigefügten Zeichnungen näher beschrieben und erläutert. Es zeigen:
- Figur 1
- eine schematische Seitenansicht einer erfindungsgemäß ausgestal- teten Walzvorrichtung, reduziert auf eine schematische Darstellung der Rollformwerkzeuge, in einer ersten Variante;
- Figur 2
- eine Darstellung wie
Figur 1 , jedoch einer zweiten Variante; - Figur 3
- eine Darstellung wie
Figur 1 , jedoch einer dritten Variante; - Figur 4
- eine Darstellung wie
Figur 1 , jedoch einer vierten Variante; - Figur 5
- eine schematische perspektivische Ansicht der Anordnung aus
Figur 1 ; - Figur 6
- drei nebeneinander angeordnete, schematische Frontansichten eines Walzspalts mit eingelegtem Metallband, wobei die nebenein- ander angeordneten Bilder hintereinander angeordneten Walzspal- ten entsprechen, gemäß dem Stand der Technik;
- Figur 7
- eine Darstellung wie
Figur 6 , jedoch eines erfindungsgemäßen Verfahrens; - Figur 8
- eine Darstellung wie
Figur 6 , jedoch mit einer Modifikation gegenüber derFigur 7 ; - Figur 9
- eine Darstellung wie
Figur 6 , jedoch mit einer Modifikation gegenüber denFiguren 7 und 8 . -
Figur 1 zeigt insgesamt sechs Paare von Rollformwerkzeugen, die jeweils aus einer Formrolle 1 und einer Gegenrolle 2 bestehen, welche zwischen sich jeweils einen Walzspalt 3 bilden. Jedes Paar von Rollformwerkzeugen 1, 2 bildet eine Gruppe a, b, c ... von Rollformwerkzeugen, durch die ein (nicht dargestelttes) Metallband geführt wird. Die Bewegungsrichtung 4 dieses Metallbands liegt in der Zeichenebene und ist von links nach rechts gerichtet. Die Gruppen a, b, c ... von Rollformwerkzeugen sind gegenüber der Bewegungsrichtung 4 des Metallbands alternierend nach oben und nach unten versetzt, so dass das Metallband beim Durchlaufen der einzelnen Walzspalte 3 abwechselnd nach unten und nach oben umgelenkt wird, und zwar in dem Bereich, in dem die Formrollen 1 jeweils mindestens einen Einstich in der Oberfläche des Metallbands erzeugen. In der ersten Gruppe a wird das Metallband nach unten umgelenkt, und zwar entlang der Gegenrolle 2 geführt, während es in der Gruppe b nach oben umgelenkt wird, und zwar hier geführt von der Formrolle 1. Dies wiederholt sich periodisch über die weiteren Gruppen c ff. - An dieser Stelle sei angemerkt, dass die einzelnen Gruppen a, b, c von Rollformwerkzeugen nicht unbedingt alternierend nach oben bzw. unten versetzt sein müssen, um die erfindungsgemäße Änderung der Bewegungsrichtung des Metallbands zu bewirken. Vielmehr können auch die ersten zwei Gruppen a, b auf gleicher Höhe angeordnet sein, danach die dritte und vierte Gruppe c, d versetzt dazu auf gleicher Höhe, danach die fünfte und sechste Gruppe e, f wieder etwa auf der Höhe der ersten beiden Gruppen a, b usw. Der Umschlingungswinkel des Metallbands um das Rollformwerkzeug 1, 2, an dem es im Einstich geführt wird, verringert sich hierdurch zwar, jedoch erfolgt noch immer eine Umlenkung bei jedem Stich.
- In
Figur 2 ist eine Anordnung der Rollformwerkzeuge 1, 2 nach dem "Richtmaschinenprinzip" verdeutlicht. Hier bilden eine obere Reihe von Formrollen 1 und eine untere Reihe von Gegenrollen 2 die einzelnen Gruppen a, b, c ... von Rollformwerkzeugen, wobei jede Gruppe von zwei Gegenrollen 2 und einer Formrolle 1 gebildet wird. Die Formrollen der mittleren Gruppen b, c ... gehören also jeweils zwei Gruppen an. Das (hier wiederum nicht dargestellte) Metallband wird wie in einer Richtmaschine entlang jedes einzelnen Rollformwerkzeugs 1, 2 geführt und hierbei in den zwischen den Rollformwerkzeugen gebildeten Spalten 3 jeweils umgelenkt. - Eine Variation dieser Richtmaschinenanordnung ist in
Figur 3 dargestellt. Hier sind die Spalte 3 zwischen den Formrollen 1 und den Gegenrollen 2 jeder einzelnen Gruppe a, b, c ... von Rollformwerkzeugen unterschiedlich breit, so dass der Spalt 3 zwischen der Formrolle 1 und der vom (hier wiederum nicht dargestellten) Metallband zuerst passierten ersten Gegenrolle 2 größer ist als der Spalt 3' zwischen der Formrolle 1 und der vom Metallband nachfolgend passierten zweiten Gegenrolle 2' der Gruppe a. Der Einstich der Formrolle 1 dieser ersten Gruppe a in die Oberfläche des Metallbandes erfolgt also zweistufig, und zwar im ersten Spalt 3 zunächst nur bis zu einer gewissen Tiefe, die ein Bruchteil der Solltiefe ist, und im zweiten Spalt 3' dann vollständig bis zur Solltiefe. Diese Geometrie setzt sich in den nachfolgenden Gruppen b, c, d ... fort, so dass hier jeder Einstich zweistufig erfolgt. - Eine weitere Variation einer erfindungsgemäßen Anordnung von Rollformwerk-zeugen 1, 2 zeigt
Figur 4 . Hier sind vier Paare von Formrollen 1 und Gegenrollen 2, welche zwischen sich jeweils einen Walzspalt 3 bilden, hintereinander angeordnet, und zwar wie im Stand der Technik üblich derart, dass die Walzspalte 3 horizontal in derselben Ebene angeordnet sind. Die erfindungsgemäße Umlenkung des (hier wiederum nicht dargestellten) Metallbandes wird durch zwischen den Gruppen a, b, c, d von Rollformwerkzeugen 1, 2 angeordnete Umlenkrollen 9 bewirkt. Denn um vom Walzspalt 3 der ersten Rollformwerkzeuggruppe a zum Walzspalt 3 der zweiten Rollformwerkzeuggruppe b zu gelangen, muss das Metallband unten oder oben um die Umlenkrolle 9 herumgeführt werden. Dies bewirkt, dass das Metallband in jedem Walzspalt 3 entweder nach oben oder nach unten umgelenkt wird, und zwar mit einem Biegeradius, der dem Radius entweder der Formrolle 1 oder der Gegenrolle 2 entspricht. -
Figur 5 zeigt die Anordnung von Rollformwerkzeugen 1, 2, die bereits inFigur 1 dargestellt ist, in einer schematischen perspektivischen Ansicht, wobei hier ein Metallband 5, das durch die einzelnen Walzspalte 3 der Rollformwerkzeuggruppen a, b, c durchläuft, dargestellt ist. Hierdurch wird eine Besonderheit einer bevorzugten Weiterbildung der vorliegenden Erfindung verdeutlicht, die dann auftritt, wenn die Formrollen 1 und Gegenrollen 2 eine geringere Breite besitzen, als das Metallband 5: Die dann von den Rollformwerkzeugen 1, 2 nicht geführten Randbereiche 6 des Metallbands 5 versuchen, die Auf- und Abbewegung des Metallbands 5 durch die einzelnen Walzspalte 3 nicht mitzugehen, sondern in der ursprünglichen Bewegungsebene des Metallbands 5 zu verharren. Dies führt zu einem Hochklappen bzw. Herunterklappen dieser Randbereiche 6 des Metallband 5 insbesondere beim Durchgang desselben durch die Walzspalte 3, so dass der Breitungswiderstand an den Walzspalten 3 sich nochmals verringert. - Der anhand
Figur 5 eben beschriebene Vorgang eines Hochklappens und Herunterklappens der Randbereiche 6 des Metallbands 5 in einer erfindungsgemäßen Anordnung von Rollformwerkzeugen wird anhand derFiguren 6 bis 9 weiter verdeutlicht. Genau genommen ist dies nur in denFiguren 7 bis 9 der Fall, daFigur 6 im wesentlichen einem Verfahren nach dem Stand der Technik entspricht und somit geeignet ist, das allgemeine Prinzip des vorliegenden erfindungsgemäßen Walzverfahrens zu illustrieren: - Die in den
Figuren 6 bis 9 jeweils nebeneinander angeordneten Darstellungen sind schematische Draufsichten auf eigentlich hintereinander angeordnete, aus jeweils einer Formrolle 1 und einer Gegenrolle 2 bestehende Rollformwerkzeugpaare a, b, c, die jeweils einen Walzspalt 3 zwischen sich bilden. - In der Rollformwerkzeuggruppe a in
Figur 6 wird ein erster Einstich im Metallband 5 erzeugt, und zwar durch einen an der Formrolle 1 angeformten Drückring 7. Dieser Drückring 7 drückt sich in das Metallband 5 ein und erzeugt eine Rille 8, die von Drückringen 7' und 7" der Rollformwerkzeuggruppen b und c nachfolgend sukzessive zu einem Bereich des Metallbands 5 mit verringerter Dicke erweitert wird. -
Figur 7 zeigt im direktem Vergleich die Wirkung der erfindungsgemäßen, in diesem Fall höhenversetzten Anordnung der Rollformwerkzeuggruppen a, b und c, wobei hier die Rollformwerkzeuggruppe b tiefer gesetzt und somit der dort gebildete Walzspalt 3 unterhalb der ursprünglichen Bewegungsebene des Metallbandes 5 liegt, während die Rollformwerkzeuggruppen a und c höher gesetzt sind. Da die Formrollen 1 und die Gegenrollen 2 weniger breit als das Metallband 5 sind, führt diese versetzte Anordnung der Rollformwerkzeuggruppen a, b, c zu einem Herunterklappen bzw. Hochklappen der freien, nicht geführten Bereiche 6 des Metallbands 5, was den Breitenfluss des in der Rille 8 verdrängten Materials zusätzlich zur erfindungsgemäß vorgesehenen Richtungsänderung des Metallbands 5 im Walzspalt 3 erleichtert. - Dieser Effekt kann verstärkt werden, wenn der Drückring 7 (
Figur 8 ) oder zwei Drückringe (Figur 9 ) zum Erzeugen der Rille 8 jeweils unmittelbar am äußeren Rand der Formrolle 1 angeordnet ist, wie dies dieFiguren 8 und 9 zeigen. Dies bedingt, dass die Formrollen 1 der jeweils nachfolgenden Rollformwerkzeuggruppen b, c jeweils etwas breiter ausgebildet sein müssen, als diejenigen der jeweils vorangehenden Rollformwerkzeuggruppen a, b, so dass die Rille 8 sich sukzessive verbreitert. Dadurch, dass die Rille 8 unmittelbar neben der Stelle angeordnet ist, an der der Randbereich 6 des Metallbands 5 nach unten oder nach oben abknickt, wird der Effekt des Hochklappens bzw. Abklappens der Randbereiche 6 des Metallbands 5 optimal zur Verringerung des Breitungswiderstandes ausgenutzt.
Claims (12)
- Walzverfahren zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke aus einem flachen Metallband (5) mit einer Anzahl von in Linie hintereinander angeordneten Gruppen (a, b, c...) von Rollformwerkzeugen (1, 2), die sukzessive vom Metallband (5) durchlaufen werden, wobei in einer Gruppe (a) von Rollformwerkzeugen (1, 2) mittels einer Formrolle (1) auf mindestens einer Oberfläche des Metallbandes (5) mindestens ein erster Einstich (8) erzeugt wird, in welchem die Dicke des Bandes (5) verringert wird, wobei in nachfolgenden Gruppen (b, c, d...) von Rollformwerkzeugen dieser erste Einstich (8) mit weiteren Einstichen (8) von weiteren Formrollen (1) zu einem verdünnten Bereich des Metallbandes (5) verbreitert wird, und wobei das Metallband (5) zumindest beim ersten Einstich (8) seine Bewegungsrichtung entlang einer auf dem Metallband (5) abrollenden Oberfläche eines am Einstich (8) beteiligten Rollformwerkzeugs (1, 2) ändert,
dadurch gekennzeichnet,
dass das Metallband (5) so zwischen abwechselnd oberhalb und/oder unterhalb seiner ursprünglichen Bewegungsrichtung (4) angeordneten Rollformwerkzeugen (1, 2) hindurchgeführt wird, dass sich seine Bewegungsrichtung abwechselnd nach oben, in die ursprüngliche Bewegungsrichtung (4) und/oder nach unten ändert: - Walzverfahren zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke aus einem flachen Metallband (5) mit einer Anzahl von in Linie hintereinander angeordneten Gruppen (a, b, c...) von Rollformwerkzeugen (1, 2), die sukzessive vom Metallband (5) durchlaufen werden, wobei in einer Gruppe (a) von Rollformwerkzeugen (1, 2) mittels einer Formrolle (1) auf mindestens einer Oberfläche des Metallbandes (5) mindestens ein erster Einstich (8) erzeugt wird, in welchem die Dicke des Bandes (5) verringert wird, wobei in nachfolgenden Gruppen (b, c, d...) von Rollformwerkzeugen dieser erste Einstich (8) mit weiteren Einstichen (8) von weiteren Formrollen (1) zu einem verdünnten Bereich des Metallbandes (5) verbreitert wird, und wobei das Metallband (5) zumindest beim ersten Einstich (8) seine Bewegungsrichtung entlang einer auf dem Metallband (5) abrollenden Oberfläche eines am Einstich (8) beteiligten Rollformwerkzeugs (1, 2) ändert,
dadurch gekennzeichnet,
dass das Metallband (5) so durch die Gruppen (a, b, c, d...) von Rollformwerkzeugen, deren Walzspalte (3) horizontal in derselben Ebene angeordnet sind, hindurchgeführt sowie um Umlenkrollen (9), die zwischen den einzel-nen Gruppen (a, b, c, d...) von Rollformwerkzeugen (1, 2) angeordnet sind, herumgeführt wird, dass sich seine Bewegungsrichtung von einer Gruppe (a) von Rollformwerkzeugen zu der nachfolgenden Umlenkrolle (9) zur nächsten Gruppe (b) von Rollformwerkzeugen zu der dieser nachfolgenden Umlenkrolle (9) und so weiter abwechselnd nach unten und/oder nach oben ändert. - Walzverfahren nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet,
dass die Änderung der Bewegungsrichtung mit einem Biegeradius erfolgt, der ein Biegen des Metallbands (5) über seine Streckgrenze hinaus bewirkt. - Walzverfahren nach einem der Ansprüche 1 oder 3 in Kombination mit 1,
dadurch gekennzeichnet,
dass das Metallband (5) durch eine Rollformwerkzeug-Anordnung geführt wird, die richtmaschinenartig in Arbeitsrichtung (4) versetzte, abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung (4) des Metallbandes angeordnete Rollformwerkzeuge (1, 2) umfasst. - Walzverfahren nach Anspruch 4,
dadurch gekennzeichnet,
dass jeweils eine Formrolle (1) mit zwei Gegenrollen (2, 2') zusammenwirkt, und dass zwischen der Formrolle (1) und der ersten vom Metallband (5) passierten Gegenrolle (2) ein nur mit einem Teil der beabsichtigten Tiefe versehener Einstich (8) erzeugt wird, der nachfolgend zwischen der Formrolle (1) und der zweiten vom Metallband (5) passierten Gegenrolle (2') bis zur vollständigen beabsichtigten Tiefe vertieft wird. - Walzverfahren nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet,
dass als Rollformwerkzeug (1, 2), entlang dessen Oberfläche das Metallband (5) beim Einstich (8) geführt wird, ein Rollformwerkzeug (1, 2) verwendet wird, dessen Oberfläche nur in einem begrenzten Einstichsbereich um den Einstich (8) auf dem Metallband (5) abrollt, während die seitlich neben dem Einstichsbereich liegenden Bereiche (6) des Metallbands (5) von diesem Rollformwerkzeug (12) nicht unterstützt oder geführt werden. - Walzvorrichtung zum Herstellen eines Metallbandes mit einer über seine Breite variierenden Dicke aus einem flachen Metallband, insbesondere zur Durchführung des Verfahrens nach Anspruch 1, mit einer Anzahl von in Linie hintereinander angeordneten Gruppen (a, b, c ...) von Rollformwerkzeugen (1, 2), die sukzessive vom Metallband (5) durchlaufen werden, wobei eine Gruppe (a) von Rollformwerkzeugen (1, 2) mindestens eine Formrolle (1) umfasst, die mindestens einen ersten Einstich (8) in einer Oberfläche des Metallbandes (5) erzeugt, um dort die Dicke des Metallbandes (5) zu verringern, wobei zumindest einige nachfolgenden Gruppen (b, c, d ...) von Rollformwerkzeugen (1, 2) weitere Formrollen (1) enthalten, die den ersten Einstich (8) durch weitere Einstiche (8) sukzessive zu einem verdünnten Bereich des Metallbandes (5) verbreitern, und wobei das Metallband (5) zumindest beim ersten Einstich (8) entlang einer auf dem Metallband (5) abrollenden Oberfläche eines am Einstich (8) beteiligten Rollformwerkzeugs (1, 2) geführt ist und hierdurch beim Einstich (8) seine Bewegungsrichtung ändert,
dadurch gekennzeichnet,
dass zumindest ein Teil der Rollformwerkzeuge (1, 2) so abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung (4) des Metallban-des (5) angeordnet ist, dass sich im Betrieb die Bewegungsrichtung des Metallbandes (5) abwechselnd nach oben, in die ursprüngliche Bewegungsrichtung (4) und/oder nach unten ändert. - Walzvorrichtung zum Herstellen eines Metallbandes mit einer über seine Breite variierenden Dicke aus einem flachen Metallband, insbesondere zur Durchführung des Verfahrens nach Anspruch 2, mit einer Anzahl von in Linie hintereinander angeordneten Gruppen (a, b, c ...) von Rollformwerkzeugen (1, 2), die sukzessive vom Metallband (5) durchlaufen werden, wobei eine Gruppe (a) von Rollformwerkzeugen (1, 2) mindestens eine Formrolle (1) umfasst, die mindestens einen ersten Einstich (8) in einer Oberfläche des Metallbandes (5) erzeugt, um dort die Dicke des Metallbandes (5) zu verringern, wobei zumindest einige nachfolgenden Gruppen (b, c, d ...) von Rollformwerkzeugen (1, 2) weitere Formrollen (1) enthalten, die den ersten Einstich (8) durch weitere Einstiche (8) sukzessive zu einem verdünnten Bereich des Metallbandes (5) verbreitern, und wobei das Metallband (5) zumindest beim ersten Einstich (8) entlang einer auf dem Metallband (5) abrollenden Oberfläche eines am Einstich (8) beteiligten Rollformwerkzeugs (1, 2) geführt ist und hierdurch beim Einstich (8) seine Bewegungsrichtung ändert,
dadurch gekennzeichnet,
dass zwischen den einzelnen Gruppen (a, b, c, d...) von Rollformwerkzeugen, deren Walzspalte (3) horizontal in derselben Ebene angeordnet sind, (1, 2) Umlenkrollen (9) angeordnet sind und dass diese Umlenkrollen so oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung (4) des Metallban-des (5) angeordnet sind, dass sich im Betrieb die Bewegungsrichtung des Metallbandes (5) von einer Gruppe (a) von Rollformwerkzeugen zu der nachfolgenden Umlenkrolle (9) zur nächsten Gruppe (b) von Rollformwerkzeugen zu der dieser nachfolgenden Umlenkrolle (9) und so weiter abwechselnd nach unten und/oder nach oben ändert - Walzvorrichtung nach Anspruch 7,
dadurch gekennzeichnet,
dass zumindest ein Teil der Rollformwerkzeuge (1, 2) in einer Rollformwerkzeug-Anordnung zusammengefasst ist, die richtmaschinenartig in Arbeitsrichtung versetzte, abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung (4) des Metallbandes (5) angeordnete Rollformwerkzeuge (1, 2) umfasst. - Walzvorrichtung nach Anspruch 9,
dadurch gekennzeichnet,
dass jeweils eine Formrolle (1) mit zwei Gegenrollen (2, 2') zusammenwirkt, und dass der Spalt (3) zwischen der Formrolle (1) und der vom Metallband (5) zuerst passierten ersten Gegenrolle (2) größer ist als der Spalt (3') zwischen der Formrolle (1) und der vom Metallband (5) nachfolgend passierten zweiten Gegenrolle (2'). - Walzvorrichtung nach Anspruch 7,
dadurch gekennzeichnet,
dass zumindest ein Teil der Gruppen (a, b, c ...) von Rollformwerkzeugen (1, 2) so gruppenweise abwechselnd oberhalb und/oder unterhalb der ursprünglichen Bewegungsrichtung (4) des Metallbandes (5) angeordnet sind, dass sich die Bewegungsrichtung des Metallbandes (5) abwechselnd nach oben, in die ursprüngliche Bewegungsrichtung (4) und/oder nach unten ändert. - Walzvorrichtung nach einem der Ansprüche 7 bis 11,
dadurch gekennzeichnet,
dass die Gruppen (a, b, c ...) von Rollformwerkzeugen jeweils aus einer Formrolle (1) und mindestens einer Gegenrolle (2) bestehen, die jeweils einen Walzspalt (3) zwischen sich bilden.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT09012186T ATE541656T1 (de) | 2009-09-25 | 2009-09-25 | Walzverfahren und walzvorrichtung zum herstellen eines metallbands mit einer über seine breite variierenden dicke |
| EP09012186A EP2208555B1 (de) | 2009-09-25 | 2009-09-25 | Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09012186A EP2208555B1 (de) | 2009-09-25 | 2009-09-25 | Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2208555A1 EP2208555A1 (de) | 2010-07-21 |
| EP2208555B1 true EP2208555B1 (de) | 2012-01-18 |
Family
ID=41683311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09012186A Not-in-force EP2208555B1 (de) | 2009-09-25 | 2009-09-25 | Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2208555B1 (de) |
| AT (1) | ATE541656T1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016200520A1 (de) | 2015-03-19 | 2016-09-22 | Ford Global Technologies, Llc | Verfahren zur Herstellung eines Strukturbauteils |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10113610C2 (de) | 2001-03-20 | 2003-04-17 | Reiner Kopp | Verfahren und Walzvorrichtung zur Ausbildung von dickenprofiliertem einstückigem Walzgut |
| JP4400280B2 (ja) * | 2004-03-26 | 2010-01-20 | Jfeスチール株式会社 | U型鋼矢板の製造方法 |
| DE102006000181A1 (de) * | 2006-04-18 | 2007-10-25 | Hilti Ag | Verfahren zur Dickenreduzierung von einstückigem Walzgut |
-
2009
- 2009-09-25 AT AT09012186T patent/ATE541656T1/de active
- 2009-09-25 EP EP09012186A patent/EP2208555B1/de not_active Not-in-force
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016200520A1 (de) | 2015-03-19 | 2016-09-22 | Ford Global Technologies, Llc | Verfahren zur Herstellung eines Strukturbauteils |
| EP3085471A1 (de) | 2015-03-19 | 2016-10-26 | Ford Global Technologies, LLC | Verfahren zur herstellung eines strukturbauteils und zugehörige walzeinrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2208555A1 (de) | 2010-07-21 |
| ATE541656T1 (de) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4400185B4 (de) | Verfahren und Vorrichtung zur Herstellung einer zwei Flansche und einen Steg aufweisenden Schiene für Hängedecken | |
| DE10041280C2 (de) | Verfahren und Vorrichtung zum flexiblen Walzen eines Metallbandes | |
| EP2313216B1 (de) | Verfahren zur herstellung eines kaltgewalzten profils mit mindestens einer verdickten profilkante | |
| DE10113610C2 (de) | Verfahren und Walzvorrichtung zur Ausbildung von dickenprofiliertem einstückigem Walzgut | |
| EP2085163B1 (de) | Kaltwalzverfahren zur Herstellung eines Profils | |
| DE102009008356B4 (de) | Verfahren zur Herstellung von profilierten Blechen | |
| DE102007051354B4 (de) | Verfahren zum Herstellen eines Profils aus flachem Metallband | |
| DE2423279A1 (de) | Aus plattenmaterial durch praegen geformte gegenstaende | |
| DE4027043C2 (de) | Verfahren zur Herstellung von im Querschnitt verformten Bandblechen | |
| EP0031822B1 (de) | Verfahren zum biegen von blechen und vorrichtung zur durchführung des verfahrens | |
| DE202008013876U1 (de) | Vorrichtung zum Rollformen von Blech | |
| EP2919620A1 (de) | Verfahren zur herstellung eines blechprofils für eine schubladen-ausziehführung sowie dadurch hergestelltes blechprofil und dadurch hergestellte schubladen-ausziehführung | |
| EP3085471B1 (de) | Verfahren zur herstellung eines strukturbauteils und zugehörige walzeinrichtung | |
| EP2208555B1 (de) | Walzverfahren und Walzvorrichtung zum Herstellen eines Metallbands mit einer über seine Breite variierenden Dicke | |
| EP1371430B1 (de) | Verfahren und Vorrichtung zum Herstellen eines Hohlprofils | |
| DE102009056324A1 (de) | Verfahren und Vorrichtung zum Längsumformen eines Metallbands mit entlang seiner Längsachse variierender Materialstärke | |
| DE69311846T2 (de) | Pressvorrichtung | |
| EP3999209A1 (de) | Tropfenabscheiderprofil und verfahren zu dessen herstellung | |
| DE2438595A1 (de) | Band mit durchbruechen | |
| DE69926406T2 (de) | Verfahren und vorrichtung zum rollformen von stahlrohren | |
| DE102008023174B4 (de) | Verfahren zum Herstellen einer Metallplatte mit einer Vielzahl von parallel zueinander angeordneten Stegen sowie derartige Metallplatte | |
| EP2959985B1 (de) | Profilträger mit einer erhöhten biegefestigkeit aus kaltband sowie verfahren zur herstellung eines solchen | |
| EP2875877B1 (de) | Verfahren zur Herstellung eines Profils mit variierendem Querschnitt | |
| EP3515629B1 (de) | Verfahren und vorrichtung zum aufweiten eines metallelements | |
| DE19744308C1 (de) | Verfahren zum Umformen eines ebenen Metallbandes zu einem Profil, insbesondere Rohr, durch Ziehprofilieren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20101230 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21H 8/00 20060101AFI20110630BHEP Ipc: B21B 1/08 20060101ALI20110630BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: AT Ref legal event code: REF Ref document number: 541656 Country of ref document: AT Kind code of ref document: T Effective date: 20120215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009002454 Country of ref document: DE Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120418 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120418 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120518 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120419 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| 26N | No opposition filed |
Effective date: 20121019 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120926 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20120919 Year of fee payment: 4 Ref country code: NL Payment date: 20120920 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009002454 Country of ref document: DE Effective date: 20121019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120429 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| BERE | Be: lapsed |
Owner name: DREISTERN G.M.B.H. & CO.KG Effective date: 20130930 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009002454 Country of ref document: DE Effective date: 20140401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090925 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140401 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120118 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 541656 Country of ref document: AT Kind code of ref document: T Effective date: 20140925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140925 |