EP2386509A2 - Vorrichtung zum Zuführen und Bearbeiten an einer Bearbeitungsmaschine - Google Patents
Vorrichtung zum Zuführen und Bearbeiten an einer Bearbeitungsmaschine Download PDFInfo
- Publication number
- EP2386509A2 EP2386509A2 EP11405247A EP11405247A EP2386509A2 EP 2386509 A2 EP2386509 A2 EP 2386509A2 EP 11405247 A EP11405247 A EP 11405247A EP 11405247 A EP11405247 A EP 11405247A EP 2386509 A2 EP2386509 A2 EP 2386509A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- positioning
- product
- rollers
- sheet
- punching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000012545 processing Methods 0.000 title claims abstract description 31
- 239000000463 material Substances 0.000 claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 31
- 238000004080 punching Methods 0.000 claims description 53
- 238000007639 printing Methods 0.000 claims description 23
- 230000001360 synchronised effect Effects 0.000 claims description 18
- 238000004364 calculation method Methods 0.000 claims description 11
- 238000004886 process control Methods 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 description 23
- 230000008569 process Effects 0.000 description 21
- 238000010586 diagram Methods 0.000 description 13
- 238000012937 correction Methods 0.000 description 7
- 238000003708 edge detection Methods 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 5
- 238000004590 computer program Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013479 data entry Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/06—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers
- B65H5/062—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers between rollers or balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/34—Varying the phase of feed relative to the receiving machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/90—Machine drive
- B65H2403/94—Other features of machine drive
- B65H2403/943—Electronic shaft arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
- B65H2511/514—Particular portion of element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/20—Acceleration or deceleration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/131—Edges
- B65H2701/1311—Edges leading edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/42—Die-cutting
Definitions
- the positioning roller (s) is synchronized again to the speed of the virtual master axis so that the feed of the sheet edge by the positioning roller (s) to the cutting edge in the stamping plate is correct.
- the queries at the points K and L essentially prepare the subsequent calculation in the process at the point M.
- the other query is made whether the product sheet is released by the suction points. This is immediately applied to the query at location G to provide the sheet fetch trigger to pick up the next sheet.
- FIGS. 6 to 10 now show some details on the positioning of the product (s) and the synchronization of the device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Details Of Cutting Devices (AREA)
Abstract
Description
- Die Erfindung liegt auf dem Gebiet der Bearbeitung von hauptsächlich flächigem Material und betrifft eine Vorrichtung zum Zuführen von solchem Bearbeitungsgut an Bearbeitungsmaschinen wie Stanzen, Drucken, Leimen, Kaschieren etc. von Papier, Karton, Kunststoffe, Metall etc. und bezieht sich auf eine Vorrichtung und deren Steuerung gemäss dem Oberbegriff des Patentanspruches 1.
- Es sind verschiedene Vorrichtungen zur Zuführung von flächigem Material bekannt. Die bspw.
GB 2'266'517 - Es ist deshalb Aufgabe der Erfindung, eine Vorrichtung der eingangs genannten Art zu schaffen, welche die oben genannten Nachteile behebt und insbesondere kein displacement aufweist.
- Ein weiteres Ziel der Erfindung ist, die Reaktionszeit von Vornchtungsförderteilen wesentlich zu erhöhen und dabei das Produkt trotzdem in einer Toleranz von einem Zehntel Millimeter oder weniger zum Ort der vorgesehenen Bearbeitung wie bspw. Stanzung mit der Stanzkante des Stanzbleches zu führen.
- Die Zuführ-Vorrichtung ist systemmässig mit der jeweiligen Bearbeitungsmaschine vernetzt, mit andern Worten, sie kann an verschiedene Bearbeitungsmaschinen angepasst werden und zur Erhöhung der Arbeitseffizienz auch gegen vorhandene Zuführvorrichtungen ausgetauscht werden.
- Diese Aufgabe löst eine Vorrichtung mit einer systemumfassenden Steuerung mit den Merkmalen der Patentansprüche. Zusätzliche Ausführungsformen zeigen die entsprechenden abhängigen Patentansprüche.
- Die erfindungsgemässe Vorrichtung wird am Beispiel einer Stanz- oder Druckmaschine mit Magnetzylindem diskutiert. Das Produkt, also das Stanz- oder Druckgut, wird von einem Anleger über einen Schrägbandtisch Positionierwalzen zugeführt. Ein bspw. Lichtleitersensor im Umfeld der Positionierwalzen erkennt ein Positionierelement, bspw. die Kante eines flächigen Materials oder Druckmarken und dergleichen. Hier im diskutierten Beispiel bezieht sich die Erfindung auf die Erkennung der vorderen Kante des Produktes und gibt, sobald diese eintrifft innerhalb weniger Mikrosekunden das Abtastsignal an die Steuerung. Mittels des Abstandes des Sensors zur Schneidkante der Stanzbleche auf dem Magnetzylinder, der Geschwindigkeit des Zuführbandes, der Umfangsgeschwindigkeit des Magnetzylinders bzw. der Stanzblechkanten und des Abtastsignals wird die momentane Lage der Vorderkante des Produktes zur Lage der gewünschten Schneidkante errechnet.
- Ist bei der Berechnung erkennbar, dass diese Toleranz nicht erreicht wird, so wird die Achse der angetriebenen Positionierwalze/n, in der Folge auch als Positionierwalze benannt, wenn es um das Positionieren geht, so geregelt, dass das Produkt in der gewünschten Toleranz die Schneidkante erreicht. Dies geschieht durch kurzzeitiges Abbremsen oder Beschleunigen der Positionierwalzen, um die Synchronität mit der Magnetwalze mit dem aufgespannten Stanzblech zu sichern. Dabei wird jeweils Bogen für Bogen berechnet.
- Der Vorteil liegt auf der Hand. Die Präzision der Stanzungen wird auf diese Weise massgeblich erhöht und der Ausschuss praktisch eliminiert. Vor allen Dingen tritt durch die ständige Neuberechnung der aktuellen Situation kein systematisch anwachsender Versatz der Stanzungen oder des Druckes auf. Dadurch kann jede Art von Anleger oder Zuführung an die Positionierwalzen verwendet werden. In der Regel sind Anleger und Positionierwalzen zueinander bzw. miteinander getaktet, also in starrem Takt miteinander verbunden, um Fehlstanzungen, Fehldrucke, Fehlprägungen etc. zu vermeiden und damit ist die Flexibilität eingeschränkt und in einem gewissen Sinne auch die maximal mögliche Geschwindigkeit.
- Dadurch wird es möglich, bei hoher Geschwindigkeit eine eindrücklich hohe Präzision der Stanzarbeit zu erreichen. In der Regel werden auf ein Zehntelmillimeter genaue Stanzungen (Prägungen oder Druckbilder) erzeugt. Bevorzugte Ausführungen des Erfindungsgegenstandes sind in den
Figuren 3 und 4 für die Vorrichtung und in denFiguren 5 bis 10 für die Steuerung beschrieben. - Ein wesentlicher Vorteil besteht auch darin, dass die Vorrichtung mit der genannten Steuerung einerseits geschwindigkeitsunabhängig ist, man kann jede gewünschte Geschwindigkeit fahren, und andererseits ist die Vorrichtung achsunabhängig, damit ist gemeint, dass mit der Steuerung eine beliebige Anzahl oder alle der vorhandenen Achsen (Motoren) aktiviert werden können. Dies je nach Produkt und Einsatz von peripheren Mitteln wie bspw. Anleger oder Wegtransporteinrichtungen.
- Zur Steuerung der Vorrichtung weist diese Speichermittel mit darin gespeicherten Computerprogrammcodemitteln auf, welche ein Ablaufprogramm beschreiben, und Datenverarbeitungsmittel zur Ausführung des Ablaufprogramms, wobei die Ausführung des Ablaufprogramms zur Durchführung des Verfahrens gemäss der Erfindung führt.
- Das Ablaufprogramm zur Steuerung gemäss der Erfindung ist in einen internen Speicher einer digitalen Datenverarbeitungseinheit ladbar und weist Computerprogrammcodemittel auf, welche, wenn sie in einer digitalen Datenverarbeitungseinheit ausgeführt werden, diese zur Ausführung des erfindungsgemässen Verfahrens bringen. In einer bevorzugten Ausführungsform der Erfindung weist ein Ablaufprogrammprodukt, das kann ein Menüpunkt sein, einen Datenträger, respektive ein computerlesbares Medium auf, auf welchem die Computerprogrammcodemittel gespeichert sind.
- Weitere bevorzugte Ausführungsformen gehen aus den abhängigen Patentansprüchen hervor. Dabei sind Merkmale der Verfahrensansprüche sinngemäss mit den Vorrichtungsansprüchen kombinierbar und umgekehrt.
- Im folgenden wird der Erfindungsgegenstand anhand von bevorzugten Ausführungsbeispielen, welche in den beiliegenden Zeichnungen dargestellt sind, näher erläutert. Es zeigen jeweils schematisch:
- Figur 1
- zeigt eine Übersicht einer beispielsweisen Vorrichtung zum Stanzen,
- Figuren 2
- nämlich 2A die Übersicht eines bspw. Anlegers als Zuführung von Produktebögen, 2B einen Ausschnitt aus
Figur 2A . - Figur 3
- zeigt eine Ausführungsform der Positioniereinheit,
- Figur 4
- zeigt eine andere Ausführungsform der Positioniereinheit,
- Figur 5
- zeigtdas Schema eines Beispiels für ein Ablaufprogramm zur Steuerung der Vorrichtung,
- Figuren 6A
- 6B und 7 zeigen das Funktionsprinzip der Positionierung und Synchronisierung einer Stanzkante zur Produktkante,
- Figur 8
- zeigt das Aufstarten der Antriebe zur Geschwindigkeit der virtuellen Achse.
- Figur 9
- zeigt das Zeitdiagramm der Positionierung des Produktes
- Figur 10
- zeigt die Funktion einer virtuellen Kurvenscheibe
- Figur 11
- zeigt eine vereinfachte Ausführungsform des Anlegers, wie er in den
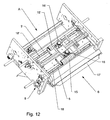
Figuren 2A und 2B beschrieben ist. - Figur 12
- zeigt eine weitere Positioniereinheit, statt mit einem Paar Positionier- und Gegendruckwalzen gemäss
Figuren 3 und 4 mit zwei Paaren solcher. - Figur 13
- zeigen das Funktionsprinzip der Positionierung und Synchronisierung einer Stanzkante zur Produktkante über zwei Paaren von Positionier- und Gegendruckwalzen.
- Figur 14
- zeigt eine Ausführungsform, wie die zwei Paare von Positionier- und Gegendruckwalzen zusammengefasst werden können.
- Grundsätzlich sind in den Figuren gleiche Teile mit gleichen Bezugszeichen versehen.
- Die
Figur 1 zeigt in einer Ansicht von unten die wesentlichen Teile ohne Gehäuse einer Vorrichtung zum Stanzen, zusammengesetzt aus einer Zuführeinheit, hier ein Schrägbandtisch zur Seitenausrichtung und zur Führung des Stanzgutes in eine Positioniereinheit mit Positionierwalzen und aus der Positioniereinheit zur synchronen Führung des Stanzgutes in eine Stanzeinheit mit Magnetylinder und Gegendruckzylinder für die Stanzung des Stanzgutes. - Man erkennt in dieser Figur den Magnetzylinder 2 und den Gegenzylinder 1 der Stanzeinheit zum Aufziehen der Stanzbleche mit dem zu stanzenden Muster. Mit 3 ist der Antrieb der Zylinder 1,2 und mit 4 der zugehörige Motor, hier ein Servomotor, bezeichnet. Ferner erkennt man von oben eine der beiden Positionierwalzen, nämlich die angetriebene Postitionierwalze 5 und deren Antrieb mit Servomotor 7 über einen Zahnriemenantrieb 8 für einen schlupflosen Antrieb. Die angetriebene Positionierwalze kann auch direkt mit einem Servomotor angetrieben werden. Der Schrägbandtisch 9 wird über den Servomotor 10 und einem weiteren Zahnriemenantrieb 11 für einen schlupflosen Antrieb angetrieben. Auch dieser Antrieb kann direkt über einen Servomotor erfolgen. Da alle drei Einheiten aufeinander abgestimmt bzw. synchronisiert sind, ist ein schlupfloser Antrieb unverzichtbar. Hier wird er mit Zahnriemen realisiert, es sind aber weitere schlupflose Antriebsformen denkbar die jedoch meist über einen Formschluss mit einander verbunden sind, wie Zahnräder und dergleichen. Man erkennt ferner nach den Positionierwalzen einen Sensor 6 zur Erkennung der Produktbogenvorderkannte, sowie einen Bandantrieb 13 für den Transport der Produktbogen über den Schrägbandtisch. Weiter unten wird dann die Ansteuerung der Antriebe im Zusammenhang mit der Steuerung der Vorrichtung diskutiert.
- Die
Figuren 2A und 2B zeigen in Ansicht von oben einen mitFigur 1 zusammenarbeitenden Anleger, ebenfalls die wesentlichen Teile ohne Gehäuse, für die Zuführung der Produktebogen. Dieser ist inFigur 2A als Ganzes dargestellt und inFigur 2B sind die wesentlichen funktionellen Teile in einem Ausschnitt vergrössert dargestellt. InFigur 2A erkennt man den Schrägbandtisch 9 mit der Achse seines Antriebes 11. Ferner sieht man das Saugrad 26 für den Transport des Produktbogens auf den Schrägbandtisch. Mit der Ziffer 23 ist der Motor zum Antrieb der Achse für einen Transportexzenter. Diese und weitere Details sind im Ausschnitt derFigur 2B besser erkennbar. Die Produktbogen müssen linear zum Schrägbandtisch gefördert werden können, dazu dient ein Exzenter 22, welcher über einen Exzenterantrieb 21 synchron zum Magnetzylinder mit Hilfe des Motors 23 entsprechend bewegt wird. Zum Aufnehmen der Produktbogen dienen hier Saugnapfpaare 19 und 20 (zweiter Saugnapf jeweils verdeckt). Das Saugnapfpaar 19 dient zum Abheben des Produktbogens vom Stapel und das mit dem Exzenter laufende Saugnapfpaar 20 dient zum Zuführen des Produktbogens zum Saugrad 26. Von dort wird der Produktbogen vom Bandantrieb des Schrägbandtisches übernommen und zu den Positionierwalzen gemässFigur 1 geführt. -
Figur 3 zeigt eine erste Ausführungsform der Positioniereinheit, wie sie in der Vorrichtung gemässFigur 1 verwendet werden kann. Ein Pfeil A zeigt die Verarbeitungsrichtung des Stanzgutes. Das zu bearbeitende Produkt wird von den Positionierwalzen 5, 15 erfasst und über den Sensor 6 geschoben, bspw. einer Lichtschranke, welcher die vordere Kante des ankommenden Stanzgutes detektiert und als Signal dem Verarbeitungsnetzwerk bzw. der Steuerung der Vorrichtung (gemässFigur 5 ) mitteilt. Das Produkt wird durch vor- oder rückschieben oder bereithalten positioniert, dann transportieren die Positionierwalzen das Stanzgut zum Magnetzylinder 1 um es schliesslich ganz freizugeben. Die Bereitschaft besteht darin, dass das Stanzgut je nach aktueller Lage rückwärts oder vorwärts oder gar nicht bewegt wird, bis die Übereinstimmung zum Stanzmuster hergestellt ist. Die gezeigte Ausführungsform hat eine angetriebene Positionierwalze 5 und eine Gegendruckwalze 15 zur Bewerkstelligung dieser Übereinstimmung. Mit der Gegendruckwalze 15 wird über Einstellorgane 16 die Dicke des Stanzgutes eingestellt. Ferner erkennt man noch den schlupflosen Antrieb 8 der Positionierwalze 5 über einen Servomotor 7. Mit 11 ist der Antrieb des angekoppelten Schrägbandtisches bezeichnet. -
Figur 4 zeigt eine zweite Ausführungsform der Positioniereinheit, wie sie in der Vorrichtung gemässFigur 1 verwendet werden kann. Die Figur ist etwas gekippt dargestellt, um die Positionierrollen ober- und unterhalb der Stanzgutauflage 17 zur Stanzeinheit sichtbar zu machen. Die Antriebe sind im wesentlichen dieselben wie inFigur 3 . Die Einstellorgane 16 zum Andrücken des Stanzgutes auf die angetriebene Positionierwalze sind hier an den Enden der Andruckwalze 15 angeordnet, die man auf die Positionierwalze 5 auf und zu bewegen kann, mit ändern Worten, den Spalt zwischen den Walzen einstellen kann. Es ist natürlich wichtig, dass zwischen den Positionierwalzen kein Schlupf entsteht, der die Förderung des Stanzgutes beeinträchtigt. Zur Sicherung, dass solch ein Schlupf nicht entsteht, sind die Positionierwalzen speziell ausgerüstet. Hier zeigt es sich in der Anlage von Reibschlussbändem 18, welche in die metallenen Positionierwalzen sozusagen eingelassen sind. Die ganze Synchronisierung besteht aus einer Kette von Formschlüssen, einzig zwischen den Positionierwalzen besteht ein Reibschluss, der so ausgestaltet sein muss, dass, wie gesagt, praktisch kein Schlupf möglich ist. -
Figur 5 zeigt nun das Schema eines Ablaufprogramms zur Steuerung der Vorrichtung, wie sie in denFiguren 1 ,2A ,2B ,3 und 4 gezeigt ist. Die Synchronisierung von der Bogenaufnahme bis zur Stanzkante orientiert sich an einer virtuellen Königswelle (nachfolgend Masterwelle), auf welche die gesamte Anlage aufsynchronisiert wird. - A enthält Daten für die Prozesssteuerung, Abstände des Stanzbilds zur Vorderkante des Bogens, Offsetwert für die Schneidkantenverstellung, Umdrehungszahl (Geschwindigkeit) der virtuellen Achse (Königswelle oder Master) in Bezug auf das gewünschte Stanzbild und die Beschaffenheit des Materials , Einschalt- und Ausschaltpunkte der Ventilsteuerung des Anlegers in Bezug auf die Offset - Position der Magnetzylinder. Diese und weitere Daten werden über die manuelle Dateneingabe DE-m eingegeben.
- B ist eine Vorbereitungsstelle. Darin wird die Darstellung der virtuellen Achse vorbereitet. Alle eingegebenen Werte werden gespeichert und durch aktivieren des Automatikbetriebs werden die Achsen (Motoren) an die virtuelle Achse gekoppelt.
- C ist ein Prozess, hier der Auto-Start. Die Magnetzylinder und der Produktvorschub werden auf ihre Grundposition gefahren. Die Grundposition des Vorschubs wird im Werk einmalig eingestellt, der Vorschub des Magnetzylinders auch, jedoch wird zu diesem noch der eingestellte Offsetwert addiert. Dies ist die maschinenbezogene virtuelle Achse, nämlich eine zweite virtuelle Achse, die ihrerseits auf die virtuelle Königswelle bzw. Master bezogen ist. Weiter virtuelle Achsen können auf Wunsch abgeleitet werden.
- Im Prozess D läuft die Geschwindigkeitsanpassung für die virtuelle Achse ab gemäss den Daten, die aus A entnommen sind.
- Im Prozess E geschieht das Aufsynchronisieren der Geschwindigkeit bzw. Drehzahlen aller Motoren an die Geschwindigkeit bzw. Drehzahl der virtuellen Achse.
- F ist eine erste Abfrage, ob die eingestellte Sollgeschwindigkeit angepasst ist, falls nicht, warten bis es so weit ist, falls ja gleich weiter.
- G ist eine weitere Abfrage, ob der Bogenabruf-Trigger betätigt wurde, was auch eine Abfrage aus K voraussetzt, nämlich ob der vorangegangene Bogen abgegeben wurde. Falls dieser noch angesaugt ist, also die Ventile beim Prozess I noch in Betrieb sind, heisst das warten. Es müssen also zwei Bedingungen erfüllt sein.
- H ist eine weitere Abfrage, nämlich, ob die virtuelle Achse den Offsetwert für die Schneidkantenverstellung (Korrektur) bzw. die Offsetposition aus A erreicht hat und einhält.
- Im Prozess I können nun die Ventile nach den in A eingestellten Werten eingeschaltet werden, um den zu transportierenden Bogen aufzunehmen.
- Im Prozess J wird durch die Steuerung der Ventile und Fahrt des Produktvorschubs mit einer virtuellen Kurvenscheibe der Bogen dem Transportband übergeben. Die Kurvenscheibe ist notwendig, um den Produktvorschub auf die Transportgeschwindigkeit aufzusynchronisieren
- An der Abfragestelle K findet die Kontrolle statt, ob die Ansaugventile inaktiv sind mit Meldung an die Abfragestelle G. Sind die Ansaugventile noch aktiv, also der Bogen noch nicht abgegeben, wird zugewartet bis dieser Zustand sich einstellt.
- Gleichzeitig wird an der Abfragestelle L der Zustand des Kantensensor-Triggers abgefragt. Ist er noch nicht aktiviert, dann warten, sonst geht es weiter zum Prozess M.
- Im Prozess M findet die Berechnung der Bogenvorderkante zur Schneidkante des Stanzblechs auf der Magnetwalze statt. Diese Berechnung dauert nur einige Mikrosekunden. Nachher ist alles bereit für den exakt auszuführenden Stanzprozess.
- Bei Erhalt des Resultats wird im Prozess N die Kante des Produktes auf die Schneidkante mit Hilfe der schon laufenden Positionierwalzen innerhalb von wenigen Mikrosekunden aufsynchronisiert, dies geschieht durch Beschleunigen oder Abbremsen der Positionierwalzen.
- Im nachfolgenden Prozess O wird die Positionierwalze/n wieder auf die Geschwindigkeit der virtuellen Masterachse synchronisiert, damit der Vorschub der Bogenkante durch die Positionierwalze/n zur Schneidkante im Stanzblech korrekt ist.
- Im Prozess P wird der Bogen an den gewünschten Stellen gestanzt und weitertransportiert. Zugleich geht ein Signal zurück an den Prozess E für die Bearbeitung das nächsten zu stanzenden Bogens.
- Im Ablaufschema ist A im wesentlichen ein Speicher wie auch Eingabestelle für Daten, bspw. ein Touch-Panel oder Bildschirm und Tastatur. Darin können Bibliotheken mit Ablaufschematas abgelegt werden die Daten zur Steuerung verschiedener Produkteeigenschaften bereithalten. Es ist auch möglich selbstlernende Software aus Daten, welche Sensoren der Anlage liefern einzuspeisen.
- An der Stelle B wird die virtuelle Achse vorbereitet. Dazu dienen die Daten aus dem Speicher A. Es ist die Master-Antriebsachse oder -welle nach der sich alle anderen Antriebsachsen bzw. -wellen richten, und dann bei C an den (Auto-) Start übergeben. Nach dem Start wird bei D die Geschwindigkeit für die virtuelle Achse angepasst. Die virtuelle Achse ist Teil der objektorientierten Programmierung, ein CNC-Baustein der in die Steuerung eingesetzt wird. Sie wird mit Vorrichtungsparametern gefüttert wie bspw. Umfang des Magnetzylinders (Längendimension), Getriebeverhältnis (dimensionslos), Zeitablauf (Zeitdimension), was letztlich die Umfanggeschwindigkeit bzw. die für den Ablauf benötigte Drehzahl ergibt.
- An der Stelle E werden alle Motoren an die virtuelle Achse angepasst, wie das in
Figur 8 im einzelnen gezeigt ist. Es sind dies der Motor 23 für den Antrieb der Produktebogen am Anleger, der Motor 11 zur Überführung der Produktebogen zu den Positionierwalzen, der Motor 7 für den Antrieb der Positionierwalzen und schliesslich der Motor 4 zum Antrieb des Magnetzylinders und der Motor zur Wegführung der gestanzten Produkte mit END bezeichnet. Alles dies spielt sich abgestimmt auf die Geschwindigkeit der Masterachse ab. Die Stelle E wird durch die Abfragestelle auf Synchronlauf entsprechend abgefragt. E empfängt auch das Signal des Durchlaufes eines Produktebogens an der Ausgabestelle P. Damit ist ein Bogen fertig und der nächste wird wieder neu prozessiert und berechnet, Bogen für Bogen. - Bei G und H laufen Abfragen ob der Bogenabruf Trigger bereit ist um die Ventile gemäss den eingestellten Parametern zuzuschalten, damit der Bogen aufgenommen werden kann, um ihn eine Strecke zu transportieren. Das ist der Moment, wo sich der Produktbogen erstmals physisch zu bewegen beginnt sobald im Prozess an der Stelle I die Aufnahmeventile aktiviert sind.
- Bei der Stelle J werden die Ventile gemäss den eingestellten Parametern zusammen mit dem Produktbogen vorgeschoben. Dieser Vorschub erfolgt auf bestimmte Weise, nämlich über eine virtuelle Kurvenscheibe, wie sie in
Figur 10 näher dargestellt ist. - Die Abfragen an der Stelle K und L bereiten im wesentlichen die anschliessende Berechnung im Prozess an der Stelle M vor. Zur Berechnung muss der Zustand des Kantensensors bekannt sein. Die andere Abfrage erfolgt ob der Produktbogen von den Saugstellen freigegeben ist. Dies wird gleich noch der Abfrage an der Stelle G zugeführt, um den Bogenabruf-Trigger bereit zu stellen, um den nächsten Bogen aufzunehmen.
- Dieser Ablauf beschreibt den Zustand, wenn ein interner Anleger, wie in
Fig. 11A und Fig. 11B ersichtlich, verwendet wird. Da aber die Bearbeitungsmaschine auch an einen externen, also nicht maschinen-eigener Fremdanleger angeschlossen werden kann, erübrigen sich in diesem Falle die Stellen G, H und I. Bei der Stelle J wird ein Startsignal an die Vormaschine, also den Fremdanleger gesendet und von diesem dann das Produkt zur Bearbeitung angeliefert. Es ist somit fakultativ möglich, einen Fremdanleger oder einen internen, maschineneigenen Anleger zu verwenden. - Der Bogen ist nun beim Kantensensor-Trigger 6.3 in
Fig. 13 angelangt und wird bei L auf seine Position abgefragt. Hier wird das Register mit dem maximalen Korrekturwert verglichen. Ist der Korrekturwert zu gross, wird das Produkt ausgeschleust. Wenn das Produkt im Register ist, also der Korrekturwert nicht zu gross, wird das Produkt (der Bogen) weiter zum Kantensensor-Trigger 6.2 inFigur 13 geleitet und bei M abgefragt. Ist die Position der Vorderkante des Bogens bekannt, beginnt bei N die Berechnung des Abstandes der Vorderkante zur Schneid-oder Stanzkante oder deren Referenz. Zur Berechnung wird bspw. der Abstandswert des Kantensensors zur Schneidkante und der eingegeben Offsetwert der Schneidkante verwendet. Dies geschieht innert Mikrosekunden. Im nächsten Schritt wird bei O die Aufsynchronisierung der Positionierungswalze auf die Schneidkante durchgeführt und gleich anschliessend bei P die Aufsynchronisierung der Positionierwalze auf die Motorachse des Magnetzylinders mit den aufgezogenen Stanzblechen. Damit ist die exakte Position, ausgehend von der Vorderkante des Bogens, zum Stanzkantenbild hergestellt und das Schneiden kann ablaufen. - Bei O ist die Abfrage R enthalten. Diese Abfrage ermittelt, ob der Sensor 6.1 in
Fig. 13 belegt ist oder nicht. Erst wenn dieser Sensor nicht mehr belegt ist, das heisst, der Positionierbereich ist frei, darf bei O die Positionierung erfolgen. - Die Positionierung bei N wird bspw. innerhalb von 64ms ab erreichen des Kantensensors bei L mit Hilfe der Positionierwalzen erreicht. Ausgehend von dem Abstandswert des Kantensensors zur Schneidkante ist eine maximale verfügbare Zeit von bspw. 90ms bei einer Mastergeschwindigkeit von bspw. 110 Meter pro Minute vorhanden. Innerhalb dieser Zeit muss die Synchronisierung auf die Schneidkante und danach die Synchronisierung auf die Masterachse erfolgen. Um die Belastung für die Positionierwalzen nicht übermässig gross zu gestalten, wird die Synchronisierung auf die Schneidkante innerhalb von bspw. 64ms erzeugt und die Synchronisierung zurück auf die Mastergeschwindigkeit innerhalb von bspw. 26ms erreicht.. Bei Q erscheint dann der gestanzte Bogen und kann abgeführt werden. Der Ablauf geht dann zurück nach E für den nächsten Bogen.
- Die Werte, die in A eingefügt werden, werden bei jedem Durchlauf des Programmcodes abgefragt und können somit on the Fly verändert werden und beeinflussen praktisch sofort den Maschinenablauf.
- Die für den Start benötigten Daten sind im Wesentlichen die Abstände des Stanzbildes zu der Vorderkante des Bogens. Das Stanzbild ist auf dem Stanzblech, welches auf dem Magnetzylinder aufgeheftet ist, festgehalten. Somit muss lediglich die Vorderkante zum Stanzblech synchronisiert werden. Weitere Daten sind nötig, welche den Weg des Bogens vom Anleger zum Stanzzylinder abbilden wie Bogenaufnahme und -abgabe, Transport zu den Positionierwalzen, deren Geschwindigkeiten zueinander derart, dass die Aktoren zur virtuellen Achse und somit zueinander synchron laufen.
- Die
Figuren 6 bis 10 zeigen nun einige Details zur Positionierung des/der Produktes/Produkte und der Synchronisierung der Vorrichtung. - Die
Figuren 6A, 6B und 7 zeigen das Funktionsprinzip der Positionierung eines Produktebogens und die Synchronisation der Bogen(vorder-)kante zur gewünschten Stanzkante, wobei die beidenFiguren 6A und 6B den Sensor 6 im Umfeld der Positionierwalzeneinheit 12 zeigen. Der Produktbogen P läuft in Pfeilrichtung zur Positionierwalzeneinheit 12, das sind die Positionierwalzen mit der angetriebenen Positionierwalze 5 und der Gegendruckwalze laufen am Sensor 6 vorbei und werden von diesen erfasst (Figur 6B ) oder sie werden von diesen erfasst und bis zum Kantensensor 6 vorangetrieben (Figur 6A ). An diesen Stellen wird die Kante vom Kantensensor detektiert durch Verzögerung oder Beschleunigung des Vorschubes die Kante des Produktbogens zur gewünschten Schneidkante des Stanzbleches, das auf dem Magnetzylinder angeheftet ist, synchronisiert. Im Detail ablaufend zeigt diesFigur 7 . Man erkennt wie inFigur 6 die Positionierwalzeneinheit 12, den Magnetzylinder mit dem ebenfalls angetriebenen Gegendruck-Magnetzylinder und dazwischen den Kantensensor 6, wie schon inFigur 6A gezeigt. Auf dem Magnetzylinder sieht man eine tortenähnliche Darstellung mit den Buchstaben A, B, C und X, sowie eine Distanz Y vom Kantensensor zum Punkt A zwischen den beiden Walzen. Ferner eine Produktbogenstapel und ein zu bearbeitender Produktbogen. - Punkt A auf der Peripherie des Magnetzylinders (es kann ein Stanz- oder Druckzylinder sein) ist der Nullpunkt des Zylinders, welcher im Werk so eingestellt wird. Punkt B auf der Peripherie ist die Position der Schneidkante. Dieser Wert kann als Offsetwert bspw. über ein Bedienungsdisplay eingegeben werden und beeinflusst direkt die Position des Zylinders. Dieser Wert ist als virtueller Nullpunkt des Magnetzylinders anzusehen. Von diesem Wert sind alle anderen Bewegungen und auch die Ventilsteuerung abhängig. Der Wert B wird vorzugsweise in der Steuerung schon vorgesehen und zum Nullpunkt addiert. Dieser addierte Wert wird dann zum besseren Verständnis des Bedieners als Wert Null angezeigt. Er resultiert aus der Strecke Z vom Produktbogenstapel zum Nullpunkt A bei der Anlage im Stillstand. Mit C wird ein Referenzpunkt für die Synchronisation der Schneidkante mit der Produktbogenkante bezeichnet. Mit 6 ist der Moment der Produktbogen Kantenerkennung bezeichnet. Die Strecke X auf dem Umfang des Magnetzylinders wird mit der Strecke Y von der Produktbogenkantenerkennung durch den Kantensensor 6 zum (absoluten) Nullpunkt A verglichen. Diese in vollem Laufe der Anlage. Es wird errechnet, wie gross die Differenz der beiden Strecken ist und dieser Wert wird als Korrektur für die Positionierwalzen 5/15 bzw. Positionierwalzeneinheit 12 festgelegt. Gemäss diesem Wert beschleunigen oder verzögern die Positionierwalzen den Vorschub des Bogens zum Stanzzylinder.
-
Figur 8 zeigt das gemeinsame Aufstarten der Antriebe der Vorrichtung. Steuerungstechnisch ist es ein 5-Achsensystem. Die einzelnen Diagramme stehen für eine Antriebswelle. Sie sind entsprechend bezeichnet. So zeigt von oben nach unten das erste Diagramm das Start- und Stoppsignal der virtuellen Achse, dann das Start-Stoppsignal für den Produktvorschub 23, dann das Start- und Stoppsignal für das Transportband 13, angetrieben durch die Achse 11, dann das Start- und Stoppsignal für die Positionierwalzen 5;15, angetrieben durch die Achse 7, dann das Start- und Stoppsignal für den Magnetzylinder 1, angetrieben durch die Achse 4, und schliesslich das Start- und Stoppsignal für den Abtransport END des gestanzten Produktes, angetrieben durch eine hier nicht dargestellte Achse. Das unterste Diagramm zeigt die Start- und Stopprampe der virtuellen Achse, die anderen oben angegebenen Achsen werden auf die virtuelle Achse aufsynchronisiert und laufen dann absolut synchron. Alle Motoren zeigen natürlich eine Start- und Stopprampe, da sie ja physische Masse haben. Für den Antrieb des Stapeltisches wird bspw. ein Drehstrommotor, also eine weitere Achse verwendet, welche in das Ablaufkonzept eingebunden werden kann. -
Figur 9 zeigt ein gemeinsames Zeitdiagramm der Positionierung verschiedener Vorrichtungsteile im Ablauf eines Durchganges eines Produktbogens. Sie zeigt acht Zeitdiagramme in Anlehnung an das Ablaufdiagramm nachFigur 6 . Zu beachten ist, dass die Zeitachse der Diagramme in Mikrosekunden eingeteilt ist, die Synchronisierprozesse sind also sehr schnell. - Das Diagramm 'Master' beginnt mit Start und Lauf der virtuellen (Master-) Achse und dadurch auch Start und Lauf aller Achsen gemäss
Figur 8 . Bei Diagramm G erfolgt ein Triggersignal für den Produktabruf. Das Signal wird in der Steuerung gespeichert. Bei H erreicht der Magnetzylinder seine vordefinierte Nullposition zur Produktanforderung. Bei I+J wird das Produkt angefordert und der Transportstrecke zugeführt. Bei L erfolgt das Triggersignal der Kantenerkennung, bei M erfolgt die Berechnung der Toleranz von Produktkante zu Schneidkante. Bei N erfolgt die zu korrigierende Positionierung der Produktkante zur Schneidkante durch die Positionierwalzen. Bei O wird nach der korrekten Einstellung der Produktkante zur Schneidkante die Geschwindigkeit der Positionierwalzen auf die virtuelle Achse synchronisiert und der Produktbogen dem Drucken oder Stanzen zugeführt. Von der Kantenerkennung im Diagramm L bis zur Berechnung der Toleranz im Diagramm M vergehen einige Mikrosekunden, bis das Resultat für die Positionierung für die Positionierwalzen da ist. Die Positionierung erfolgt in Bruchteilen von Sekunden sowie dann die Förderung zum Magnetzylinder. Die auf den vertikalen Linien gleichzeitig ablaufenden Signale erfolgen einige Mikrosekunden (us) nacheinander, es ist also nur eine zeichnerisch bedingte quasi-Gleichzeitigkeit. Auf diese Weise ist es möglich, mit für diesen Typ Vorrichtung hohe Kadenzen zu fahren bspw. 8'000 bis 16'000 Produktbogen pro Stunde). -
Figuren 10A und 10B zeigen noch ein Detail zum Produktvorschub auf Seite des Anlegers. Sie ist dargestellt als virtuelle Kurvenscheibe, welche den Vorschub der Produktebogen am Anleger steuert. Das Diagramm zeigt auf der Zeitachse den Weg d der Produktbogentransporteinheit. Die Ziffern 40 - 42 inFigur 10A zeigen Prozessstellen in einem Zyklus und die Ziffern 45 und 46 inFigur 10B zeigen zwei Zyklen hintereinander.Figur 10A : an der mit 40 bezeichneten Stelle ist die Synchronität mit dem Transportband gegeben und der Übergabepunkt des Vorschubes an das Transportband ist bereit. Der Kehrpunkt des Vorschubes ist mit der Ziffer 41 bezeichnet, die virtuelle Kurvenscheibe läuft in die Rückwärtsbewegung des Vorschubes ein. Die Ziffer 42 zeigt den Endpunkt der Bewegung und steht in Warteposition bis zum nächsten Nullpunkt der Masterachse, um sich auf diese wieder aufzusynchronisieren und einen nächsten Zyklus abzufahren.Figur 10B zeigt zwei hintereinander ablaufende Zyklen. Die Ziffer 45 zeigt die Masterachse, wie sie zum Punkt 42 inFigur 10A hochläuft, um in den nächsten Zyklus überzugehen. Die Ziffer 46 zeigt zwei Zyklen des Produktvorschubes im Zusammenhang mit der Masterachse. Wie aus der Grafik ersichtlich, ist der Zyklus des Produktvorschubes gleich mit dem Zyklus der Masterachse. -
Figur 11 zeigt eine vereinfachte Ausführungsform des Anlegers, wie er oben in denFiguren 2A und 2B beschrieben ist. Die vereinfachte Form wird ohne Transportexzenter mit Antriebsmotor 23 und Exzenter 22. Der Produktbogen wird bei dieser Ausführungsform von dem Saugnapfpaar 19 (eines davon nicht sichtbar) direkt zum Saugrad 26 geführt. Von dort wird der Produktbogen vom Bandantrieb des Schrägbandtisches 9 übernommen und zu den Positionierwalzen geführt. -
Figur 12 zeigt eine weitere Positioniereinheit, statt mit einem Paar Positionier- und Gegendruckwalzen gemäss den oben diskutiertenFiguren 3 und 4 mit zwei Paaren solcher Positionier- und Gegendruckwalzen. Die Funktionsweise ist weitgehend inFigur 3 beschrieben. Dazugekommen ist ein zweites Paar Walzen, welche sinngemäss mit den Bezugszeichen 5', 15', 16' und 18' bezeichnet sind. Ein zweites Einstellorgan 16' dient der Einstellung der Dicke des Stanzgutes, gleich wie das Einstellorgan 16 des anderen Walzenpaares. Die beiden Walzenpaare sind so voneinander beabstandet, dass grössere bzw. längere Produktbogen dem Magnetzylinder mit dem Stanzblech präszisions- und lagegerecht zugeführt werden können, als dies mit einem Walzenpaar gleichermassen exakt möglich ist. Alle weiteren Bezugszeichen derFigur 12 bedeuten dieselben Teile wie bei denFiguren 3 und 4 . -
Figur 13 zeigt das Funktionsprinzip der Positionierung und Synchronisierung einer Stanzkante zur Produktkante über zwei Paare von Positionier- und Gegendruckwalzen wie inFigur 12 beschrieben. Es besteht natürlich eine Ähnlichkeit mit der Beschreibung derFiguren 6A und 6B . Das dazugekommene zweite Walzenpaar ist sinngemäss mit 15.2 für die Gegendruckwalze und mit 5.2 für die Positionierwalze bezeichnet. In den beiden Ausführungsformen derFiguren 6A und 6B bezüglich der Anordnung des Sensors 6 vor und hinter dem (einzigen) Walzenpaar, sind diese Anordnungen von mehreren Sensoren mit 6.1, 6.2 und 6.3 bezeichnet, wobei diese Mehrzahl auch gemeinsam betrieben werden kann. Der Sensor 6.1 ermittelt, ob die Positionierung durch die Positionierwalzen freigegeben werden kann. Erfasst der Sensor 6.1 ein Produkt und gleichzeitig wird auch am Sensor 6.2 ein Produkt erkannt, so errechnet sich die Steuerung ständig die aktuelle Position mittels der bekannten Geschwindigkeit und der durch den Sensor 6.2 erkannten Kantenposition. Ist der Sensor 6.1 nicht mehr belegt, so ist die Positionierung wieder freigegeben und das an Sensor 6.2 erkannte Produkt wird auf die Schneid- bzw. Stanzkante synchronisiert. Gleichzeitig kann der Sensor 6.1 noch die Funktion der Kanten- bzw. Positionskontrolle innehaben. Das bedeutet, der Sensor kontrolliert die Positionierung, die mittels des Sensors 6.2 festgelegt wurde. Der Sensor 6.2 dient als Positioniertrigger, wie der Sensor 6 inFigur 6A . - Der Sensor 6.3, der erste beim Einlauf des Produktes dient zur Überwachung von einlaufenden Produktbogen, ob sie innerhalb des Registers, das ist der Bereich, in welchem eine Positionskorrektur durch die Positionswalzen durchgeführt werden kann, oder lagemässig ausserhalb des Registers sind. Sind sie ausserhalb, so werden sie ausgeschleust (statt fehlgestanzt) und kommen wieder unversehrt in den Prozess zurück. Nun ist noch zu erwähnen, dass in dieser Ausführungsform die beiden Walzenpaare synchron angetrieben sind. Damit entsteht keine Geschwindigkeitsdifferenz zwischen den Walzenpaaren. Dadurch kann der Sensor 6.2 für die Kantenerkennung oder der Sensor 6.1 zur Kantenerkennung in den Prozessablauf eingeflochten sein, so wie das in den
Figuren 6A und 6B beschrieben ist. Die beiden Sensoren können auch redundant geschaltet sein, was die Kantenabtastung verbessern kann. -
Figur 14 zeigt eine Ausführungsform, wie die zwei gleichlaufenden Paare von Positionier- und Gegendruckwalzen in einen Antrieb zusammengefasst werden können. Die beiden Walzenpaare sind mit bspw. zwei umlaufenden Riemen mit einem Abstand zueinander für den Durchblick des Sensors 2, falls man diesen verwenden will. Bei dieser Ausführungsform kann ein grösserer Abstand zwischen den Walzenpaaren gewählt werden, weil das Stanzgut P durch die Riemen gegen die Schwerkraft abgestützt sind. Dadurch ist die Grösse bzw. Länge der zuführbaren Bogen unbeschränkt. - Zusammengefasst enthält die erfinderische Vorrichtung mit ihrer Ablaufsteuerung zum Bearbeiten eines flächigen Materials, aufweisend eine Mehrzahl von Antrieben Motoren 4, 7, 10, 23, 26 für den Transport des zu bearbeitenden Gutes P und mit einer Positionierwalzen 5, 15 aufweisenden Zuführung, welche das zu bearbeitende Gut aufgrund einer mit Mitteln 6 zur Abtastung eines Positionierelementes auf dem zu bearbeitenden Gut lagerichtig positionierbar macht und lagegrichtig am Bearbeitungsort mit den Bearbeitungszylindern 1,2 in diese einführbar macht, wobei im Umfeld der Positionierwalzen 5,15 das Mittel 6 zur Abtastung des Positionierelementes angeordnet ist.
- Angewendet auf eine Anlage zum Stanzen oder Drucken, weist die Vorrichtung eine Mehrzahl von Antrieben bzw. Motoren für den Transport des Stanz- oder Druckgutes sowie mit einer Positionierwalzen aufweisenden Zuführung, welche das Stanz- oder Druckgut aufgrund einer mit Mitteln zur Abtastung des Stanz- oder Druckgutes lagerichtig positionierbar macht und lagegrichtig zum Stanz- oder Druckmuster auf dem Stanz- oder Druckzylinder in diese einführbar macht, wobei das Mittel zur Abtastung des Stanz- oder Druckgutes, in der Regel eine Lichtschranke, auf die Laufrichtung des Stanz- oder Druckgutes bezogen, nach den Positionierwalzen oder in einem Zwischenraum zwischen der Positioniereinheit mit den Positionierwalzen und der Stanz- oder Druckeinheit mit den Magnetwalzen angeordnet ist. Die Ablaufsteuerung berechnet die momentane Lage eines jeden durchlaufenden Produktbogens zur Lage des Stanz- oder Druckmusters auf dem Magnetzylinder so, dass sie mittels Vor- oder Nachlauf der Positionerwalzen in die berechnete Lage bringbar ist und lagekorrigiert der Stanz- oder Druckeinheit mit den Magnetwalzen zuführt.
- Mindestens zwei Antriebe zur Förderung des Stanz- oder Druckgutes, nämlich die der angetriebenen Positionierwalze 5 und die des Magnetzylinders 1 sollen unabhängig voneinander über eine in der Steuerung vorhandene virtuelle Welle (Master) zueinander synchronisierbar sein. Bei einer Mehrzahl von Antrieben für den Transport des Stanz- oder Druckgutes, bspw. mit einer Zuführung von Produktbogen ab einem Produktbogenstapel (PS), einer weiteren Zuführung durch einen Schrägbandtisch 9 mit Transportband 13 an die Positionierwalzen 5, 15 und an die Stanz- oder Druckeinheiteinheit 14 mit Magnetzylinder, sind alle die Antriebe (Motoren) auf die virtuelle Achse bezogene Geschwindigkeiten einstellbar.
- Das Verfahren zum Betrieb der Vorrichtung bewirkt, dass die gewünschte Anzahl der Antriebe (Achsen) der Vorrichtung unabhängig voneinander auf eine in der Ablaufsteuerung definierten virtuellen Achse synchronisierbar sind und beim Start der Ablaufsteuerung synchronisiert werden. Nach der Einstellung der virtuellen Achse werden alle am Durchlauf der Produktebogen beteiligten Achsen auf die Drehzahl der virtuellen Achse hochgefahren und darauf synchronisiert.
- Auf das Triggersignal des Positionierelements wird die Berechnung zu einer Referenz (Stanzkante) auf dem Magnetzylinder durchgeführt, mit welcher die Positionierwalzen gesteuert werden, um die Lage des Postionierelements zur Referenz einzustellen und anschliessend wieder auf die virtuelle Achse aufzusynchronisieren, um den Produktbogen lagerichtig und mit der gleichen Achse-Geschwindigkeit wie der Magnetzylinder dem Bearbeitungsbild auf dem Magnetzylinder zuzuführen.
- Im Falle einer Stanz- oder Druckarbeit, löst das Triggersignal der Produktbogenvorderkante die Berechnung zu einer Referenz (Stanzkante) auf dem Magnetzylinder aus, mit welcher die Positionierwalzen gesteuert werden, um die Lage der Produktvorderkante zur Referenz einzustellen und anschliessend wieder auf die virtuelle Achse aufzusynchronisieren, um den Produktbogen lagerichtig und mit der gleichen Achse-Geschwindigkeit wie der Magnetzylinder dem Stanz- oder Druckbild auf dem Magnetzylinder zuzuführen. Im Laufe der Stanz- oder Druckarbeit wird jeder einlaufende Bogen auf diese Weise berechnet und dem Magnetzylinder zugeführt.
- Ablaufsteuerung zum Betieb der Vorrichtung weist Eingabemittel (A) zur Eingabe von Daten auf und enthält eine oder mehrere von einer Masterachse (virtuelle Königswelle) abgeleitete virtuelle Achse/n so dass sie eine oder mehrere Achsen auf die virtuelle Achse synchronisieren kann. Sie errechnet auf Grund eines produktbogen-bezogenes Triggersignal die momentane Lage des Bogens und errechnet in Bezug auf eine Referenz im Stanz- oder Druckbild eine Korrektur und dies nacheinander bei jedem einlaufenden Produktbogen wieder neu. Sie kann für Verfahren und Betrieb von Stanz- oder Druckeinrichtung und ähnliche Vor- und Einrichtungen verwendet werden. Sie kann auch auf bestehende Anlagen implantiert werden.
Claims (15)
- Vorrichtung mit Ablaufssteuerung zum Bearbeiten eines flächigen Materials, aufweisend eine Mehrzahl von Antrieben (Motoren 4, 7, 10, 23, 26) für den Transport des zu bearbeitenden Gutes (P) und mit einer Positionierwalzen (5, 15) aufweisenden Zuführung, welche das zu bearbeitende Gut aufgrund einer mit Mitteln (6) zur Abtastung eines Positionierelementes auf dem zu bearbeitenden Gut lagerichtig positionierbar macht und lagegrichtig am Bearbeitungsort mit den Bearbeitungszylindern (1,2) in diese einführbar macht, wobei im Umfeld der Positionierwalzen (5,15) das Mittel (6) zur Abtastung des Positionierelementes angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Mittel (6) zur Abtastung des Positionierelements bezogen auf die Laufrichtung des Stanz-oder Druckgutes (P) nach den Positionierwalzen (5, 15) angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Mittel (6) zur Abtastung des Positionierelements bezogen auf die Laufrichtung des Stanz-oder Druckgutes (P) vor den Positionierwalzen (5, 15) angeordnet ist
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Ablaufsteuerung der Vorrichtung die momentane Lage eines jeden durchlaufenden Produktbogens (P) zur Lage des Bearbeitungsmusters auf dem Magnetzylinder (1) berechnet und mittels Vor- oder Nachlauf der Positionerwalzen (5, 15) in die berechnete Lage bringbar macht, und lagekorrigiert der Bearbeitungseinheit (14) mit den Bearbeitungszylindern (1, 2) zuführt.
- Vorrichtung nach einem der Ansprüche 1, 2, 4, oder 4, dadurch gekennzeichnet, dass mindestens zwei Antriebe (4, 8) zur Förderung des Bearbeitungsgutes (P) unabhängig voneinander über eine in der Steuerung vorhandene virtuelle Welle (Master) zueinander synchronisierbar sind.
- Vorrichtung angewendet zum Stanzen oder Drucken nach den Ansprüchen 4 und 5, aufweisend eine Mehrzahl von Antrieben (Motoren 4, 7, 10, 23, 26) für den Transport des Bearbeitungsgutes (P), mit einer Zuführung von Produktbogen ab einem Produktbogenstapel (PS), einer Zuführung (9, 13) an Positionierwalzen (5, 15), mit Mitteln (6) zum Abtasten einer Kante des Stanz- oder Druckgutes, mit Positionierwalzen (5, 15) welche aufgrund der Kantenabtastung positioniert und lagerichtig zum Stanz- oder Druckmuster in die Stanz- oder Druckeinheiteinheit (14) auf einem Magnetzylinder (1) einbringbar ist, wobei die Antriebe (Motoren) zur Förderung des Stanz- oder Druckgutes auf gleiche Geschwindigkeiten, auf die virtuelle Achse bezogen, einstellbar sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass das Mittel (6) zum Abtasten des Stanz- oder Druckgutes in einem Zwischenraum zwischen der Positioniereinheit (12) mit den Positionierwalzen (5, 15) und der Stanz- oder Druckeinheit (14) mit den Magnetwalzen (1, 2) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass sie eine Ablaufsteuerung mit Rechenmitteln zur Bestimmung der Lage von Produktbogen und zur Korrektur der Lage dieser Produktbogen in Bezug auf ein Bearbeitungsbild aufweist.
- Verfahren zum Betrieb der Vorrichtung gemäss einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die gewünschte Anzahl der Antriebe (Achsen) der Vorrichtung unabhängig voneinander auf eine in der Ablaufsteuerung definierten virtuellen Achse synchronisierbar sind und beim Start der Ablaufsteuerung synchronisiert werden.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass nach der Einstellung der virtuellen Achse alle am Durchlauf der Produktebogen beteiligten Achsen auf die Drehzahl der virtuellen Achse hochgefahren und darauf synchronisiert werden.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass auf das Triggersignal des Positionierelements die Berechnung zu einer Referenz (Stanzkante) auf dem Magnetzylinder durchgeführt wird, mit welcher die Positionierwalzen gesteuert werden, um die Lage des Postionierelements zur Referenz einzustellen und anschliessend wieder auf die virtuelle Achse aufzusynchronisieren, um den Produktbogen lagerichtig und mit der gleichen Achse-Geschwindigkeit wie der Magnetzylinder dem Bearbeitungsbild auf dem Magnetzylinder zuzuführen.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass im Laufe der Bearbeitungsarbeit jeder einlaufende Bogen auf diese Weise berechnet und dem Magnetzylinder zugeführt wird.
- Ablaufsteuerung zum Betrieb der Vorrichtung nach einem der Vorrichtungsansprüche 1 bis 7, dadurch gekennzeichnet, dass sie ein Eingabemittel (A) zur Eingabe von Daten, dass sie eine oder mehrere virtuelle Achse/n beinhaltet und dass sie eine oder mehrere Achsen auf die virtuelle Achse synchronisiert, und dass sie auf ein Produktbogen bezogenes Triggersignal die momentane Lage des Bogens errechnet und in Bezug auf eine Referenz im Bearbeitungsbild korrigiert und dies bei jedem einlaufenden Produktbogen.
- Datenträger mit einer Ablaufsteuerung nach Anspruch 11 zur Ausführung des Verfahrens nach den Ansprüchen 9 bis 12.
- Datenträger mit einer Ablaufsteuerung nach den Ansprüchen Verwendung der Ablaufsteuerung für den Betrieb einer Vorrichtung nach den Ansprüchen 1 bis 8.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00740/10A CH703129A2 (de) | 2010-05-12 | 2010-05-12 | Vorrichtung mit ablaufsteuerung zum zuführen und bearbeiten eines flächigen materials. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2386509A2 true EP2386509A2 (de) | 2011-11-16 |
| EP2386509A3 EP2386509A3 (de) | 2013-07-31 |
Family
ID=44489153
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11405247.5A Withdrawn EP2386509A3 (de) | 2010-05-12 | 2011-04-27 | Vorrichtung zum Zuführen und Bearbeiten an einer Bearbeitungsmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2386509A3 (de) |
| CH (1) | CH703129A2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3072690A1 (de) | 2015-03-25 | 2016-09-28 | Heidelberger Druckmaschinen AG | Bogendruckmaschine mit beschleunigungsstation |
| CN114873322A (zh) * | 2022-05-13 | 2022-08-09 | 江苏理工学院 | 一种自动辅助翻纸装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2266517A (en) | 1992-04-30 | 1993-11-03 | Ricoh Kk | Sheet feed device for image forming equipment |
| DE19849633A1 (de) * | 1998-10-28 | 2000-05-04 | Heidelberger Druckmasch Ag | Positioniervorrichtung in einer Druckmaschine |
| DE10306493A1 (de) * | 2002-03-27 | 2003-10-09 | Heidelberger Druckmasch Ag | Bogen verarbeitende Rotationsdruckmaschine mit einem Stanzwerk und Verfahren zum Betrieb einer solchen Maschine |
| US20070082798A1 (en) * | 2005-10-11 | 2007-04-12 | Dicar, Inc. | Die cutting/scoring apparatus sheet material driving member |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4674739A (en) * | 1985-08-02 | 1987-06-23 | Corrugated Paper Machinery Corp. | Sheet transfer device |
| DE19508041C2 (de) * | 1995-03-07 | 1999-05-20 | Brehmer Buchbindereimaschinen | Vorrichtung zur Synchronisation der Zuführung von Bogen |
| JPH11180022A (ja) * | 1997-12-24 | 1999-07-06 | Riso Kagaku Corp | 孔版印刷機 |
-
2010
- 2010-05-12 CH CH00740/10A patent/CH703129A2/de not_active Application Discontinuation
-
2011
- 2011-04-27 EP EP11405247.5A patent/EP2386509A3/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2266517A (en) | 1992-04-30 | 1993-11-03 | Ricoh Kk | Sheet feed device for image forming equipment |
| DE19849633A1 (de) * | 1998-10-28 | 2000-05-04 | Heidelberger Druckmasch Ag | Positioniervorrichtung in einer Druckmaschine |
| DE10306493A1 (de) * | 2002-03-27 | 2003-10-09 | Heidelberger Druckmasch Ag | Bogen verarbeitende Rotationsdruckmaschine mit einem Stanzwerk und Verfahren zum Betrieb einer solchen Maschine |
| US20070082798A1 (en) * | 2005-10-11 | 2007-04-12 | Dicar, Inc. | Die cutting/scoring apparatus sheet material driving member |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3072690A1 (de) | 2015-03-25 | 2016-09-28 | Heidelberger Druckmaschinen AG | Bogendruckmaschine mit beschleunigungsstation |
| DE102015205453A1 (de) | 2015-03-25 | 2016-09-29 | Heidelberger Druckmaschinen Ag | Bogendruckmaschine mit Beschleunigungsstation |
| CN114873322A (zh) * | 2022-05-13 | 2022-08-09 | 江苏理工学院 | 一种自动辅助翻纸装置 |
| CN114873322B (zh) * | 2022-05-13 | 2023-07-11 | 江苏理工学院 | 一种自动辅助翻纸装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CH703129A2 (de) | 2011-11-15 |
| EP2386509A3 (de) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0904934B1 (de) | Vorrichtung und Verfahren zum Antrieb von Druckmaschinen mit mehreren entkoppelt angeordneten Motoren | |
| EP1500504B1 (de) | Vorrichtung zum Bedrucken von flachen Werkstücken aus Holzwerkstoff | |
| DE202012100708U1 (de) | Stanzvorrichtung mit kontinuierlich laufender Stanzwalze | |
| DE102009046089A1 (de) | Bogenanleger einer Bogen verarbeitenden Maschine | |
| EP0708046A1 (de) | Registereinzugsvorrichtung | |
| EP3507097A1 (de) | Bogenverarbeitende maschine und verfahren zur überwachung eines bogenlaufs | |
| EP1479627B1 (de) | Vorrichtung zur Ausrichtung von Bogen | |
| DE10103040B4 (de) | Verfahren zur Bildung einer Folge von unterlappten Bögen | |
| EP0731046A2 (de) | Vorrichtung zur Synchronisation der Zuführung von Bogen | |
| EP2386509A2 (de) | Vorrichtung zum Zuführen und Bearbeiten an einer Bearbeitungsmaschine | |
| EP2935060B1 (de) | Vorrichtung und verfahren zum drehen von flachen gütern | |
| EP1970330A1 (de) | Einrichtung zur gesteuerten Ueberführung von auf einem Förderweg einer Verarbeitung zugeführten Buchblocks | |
| EP4493498B1 (de) | Bearbeitungsmaschine umfassend mindestens eine ausrichtestrecke, und verfahren zur ansteuerung mindestens einer ausrichtestrecke einer bearbeitungsmaschine | |
| EP4496762B1 (de) | Verfahren zur ansteuerung mindestens einer ausrichtestrecke einer bearbeitungsmaschine | |
| DE102023108105B4 (de) | Verfahren zur Ansteuerung einer Bearbeitungsmaschine | |
| WO2009015773A1 (de) | Verfahren zum herstellen nutzen bildender flachmaterialzuschnitte aus vereinzelten flachmaterialbögen sowie rotationsstanze zur durchführung des verfahrens | |
| DE102023127065B4 (de) | Bearbeitungsmaschine und Verfahren zum Positionieren mindestens einer Ausbrechplatte mindestens eines Werkzeugs mindestens eines Ausbrechaggregats einer Bearbeitungsmaschine | |
| DE102022125018B4 (de) | Bearbeitungsmaschine sowie Verfahren zur Ansteuerung mindestens einer Ausrichtestrecke einer Bearbeitungsmaschine | |
| DE102015017063B4 (de) | Verfahren zum Anpassen eines Druckbildes und/oder mindestens eines Zylinderaufzugs an eine Bedruckstoffänderung in einer Druckmaschine | |
| DE102009046086A1 (de) | Ausrichteinheit einer Bogen verarbeitenden Maschine und ein Verfahren zum Abbremsen und Ausrichten zumindest eines Bogens | |
| DE102012112718A1 (de) | Vorrichtung und Verfahren zum Drehen von flachen Gütern | |
| DE10212534A1 (de) | Mehrmotorenantrieb und Verfahren zum Antreiben einer Druckmaschine | |
| EP2085221B1 (de) | Bogendruckmaschine | |
| DE102022125019A1 (de) | Bearbeitungsmaschine sowie Verfahren zur Ansteuerung mindestens einer Ausrichtestrecke einer Bearbeitungsmaschine | |
| DE102022125021A1 (de) | Verfahren zur axialen Verstellung von Transportabschnitten mindestens einer Ausrichtestrecke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 5/34 20060101ALI20130625BHEP Ipc: B65H 5/06 20060101AFI20130625BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140128 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20161121 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20170404 |