EP2537651A1 - Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben - Google Patents
Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben Download PDFInfo
- Publication number
- EP2537651A1 EP2537651A1 EP20120172126 EP12172126A EP2537651A1 EP 2537651 A1 EP2537651 A1 EP 2537651A1 EP 20120172126 EP20120172126 EP 20120172126 EP 12172126 A EP12172126 A EP 12172126A EP 2537651 A1 EP2537651 A1 EP 2537651A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- food
- feed
- food strand
- fixing
- strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 235000013305 food Nutrition 0.000 title claims abstract description 196
- 238000005520 cutting process Methods 0.000 title claims abstract description 56
- 238000000034 method Methods 0.000 title claims description 46
- 238000012546 transfer Methods 0.000 claims abstract description 49
- 238000003780 insertion Methods 0.000 claims description 9
- 230000037431 insertion Effects 0.000 claims description 9
- 230000008569 process Effects 0.000 description 16
- 230000008901 benefit Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 240000006829 Ficus sundaica Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- YMTINGFKWWXKFG-UHFFFAOYSA-N fenofibrate Chemical compound C1=CC(OC(C)(C)C(=O)OC(C)C)=CC=C1C(=O)C1=CC=C(Cl)C=C1 YMTINGFKWWXKFG-UHFFFAOYSA-N 0.000 description 1
- 238000012994 industrial processing Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 235000015255 meat loaf Nutrition 0.000 description 1
- 235000019690 meat sausages Nutrition 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 229940051832 triglide Drugs 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/02—Means for holding or positioning work with clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0608—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0616—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by carriages, e.g. for slicing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0641—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form using chutes, hoppers, magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D2007/013—Means for holding or positioning work the work being tubes, rods or logs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0683—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form specially adapted for elongated articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/654—With work-constraining means on work conveyor [i.e., "work-carrier"]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/654—With work-constraining means on work conveyor [i.e., "work-carrier"]
- Y10T83/6563—With means to orient or position work carrier relative to tool station
Definitions
- high-performance slicer which are used in the industrial production and processing of meat and sausage products and cheese use.
- high-performance slicers typically, in such high-performance slicers, several food racks are placed parallel to one another, conveyed and cut, with a correspondingly large-sized slicing knife sweeping over the cross-sections of all juxtaposed food racks and thus separating a corresponding plurality of slices from the food racks at each revolution.
- the food strands are placed in parallel arrangement on an arranged as a feed belt and arranged for the most part outside of a machine housing feeder by an operator. Then, the food strands are simultaneously promoted by the feed belt on the feed device, which has a number of concurrently handled food strands corresponding number of narrow, in cross-section V-shaped feed belts. After a complete transfer of the food strands on the conveyor belts of the feed device, this can be transferred by a pivoting movement, for example, 75 ° in the actual feed position.
- a cutting device with such a holding unit is for example the DE 195 18 583 A1 removable.
- This shows a so-called collet holder, which is able to intervene with a plurality of juxtaposed food strands from the rear side thereof and then fed controlled to the knife of the cutter.
- the collet holder engages the food strings as soon as they are in their feed position, that is, they are arranged inclined relative to the horizontal axis.
- the former can be guided by means of guide means, wherein in particular both side surfaces and an upper side of a respective food strand can be fixed, while the underside rests on the respective conveyor belt.
- Another device which uses the principle of pivoting a plurality of food strands against the horizontal, is in the EP 2 239 108 A2 shown.
- the individual food strands are pivoted by means of a separate device against the horizontal and then - pushed out of the pivoted position - on a permanently "obliquely" set feed belt or pulled.
- the individual food strands are separated by means of rigid partitions and thus blocked against lateral breaking or buckling.
- a disadvantage occurs in the known procedure in appearance that despite the orientation of the food strands at their front ends a precisely aligned alignment of the same at their backs, ie rear ends, not always succeed. This is because that the food strands are inevitably subject to a certain length tolerance in their production, which manifest themselves in steps or paragraphs on the back of parallel juxtaposed food strands. This in turn means that for holding devices with hook-shaped gripping elements, which dig into the material of the food strand, for safety reasons an intervention must be set farther away from the end of the food strand to close engagement at the food strand end and thus a reduction of the maximum It is essential to avoid holding power.
- the underlying object is achieved in that the food strand fixed at least during the transfer from the transfer position to the feed position on at least one of its longitudinal sides, preferably at least one of its free longitudinal sides, by means of at least one fixing a fixing is, wherein the at least one fixing element forms a positive connection and / or a frictional connection with the food strand.
- the inventive fixation of the food strand avoids that the food strand during or after the transfer into the more inclined feed position slides forward and therefore - as in the prior art, the case - must be aligned aligned on its front.
- the form-fit or adhesion with the food strands formed by means of the at least one fixing element is able to The typically due to the skewing of the food strands on self-acting weight forces that would have the undesirable "slippage" result, record and remove.
- the fixing device thus makes it possible to keep the food strand during and after the transfer to the more inclined feed position in the previously assumed position - relative to the feed device - considered.
- the method according to the invention accordingly enables the food strand to be aligned even before it is transferred to the feed position or provides the possibility of maintaining an orientation made prior to the transfer to the advancing position even after the aforementioned transfer.
- the alignment of the rear ends of the food strands allows only the use of so-called vacuum grippers as a holding device because - unlike gripper hooks - there is the setting of a "security surcharge" with respect to the coupling point is not possible, at least if the vacuum gripper also off are connected to a block and combined with a common traversing drive in the feed direction suction cups are combined, which is imperative from economic aspects in comparison with an individual movement and control of each individual suction head.
- the food strand is contacted on two opposite longitudinal sides by a fixing element of the fixing device, preferably by exerting a clamping force on an outer casing of the food strand by means of two opposing clamping jaws of the fixing device.
- Jaws as fixing cause a frictional connection with the food strands. The safety in fixing is increased by such a procedure in comparison with a one-sided attack of the fixing force.
- An embodiment of the invention further provides that the food strand is fixed in a one-third of its length facing a rear end, while it is transferred from the transfer position to the feed position.
- a development of the method according to the invention consists in this respect in that the food strand is fixed by the fixing device and actively conveyed, preferably pulled, while it is being moved from the insertion position into the transfer position and / or while it is moving from the advancing position in the direction of the cutting device to be moved.
- the fixing device can thus advantageously also be used as a conveyor during two phases of the process sequence according to the invention.
- the fixing device for this purpose must have suitable drive means which are able to move the at least one fixing element relative to the feed device.
- the procedure described under point a) has the advantage that the slicing process of a new food strand can already be started at a time when the holding device has returned to its starting position after the slicing process at the preceding food strand has ended. It is therefore not necessary to bring the holding device into contact with the rear end of the new Gutsstrangs, which according to the invention even with already running feed movement, i. while the cutting operation is running. In the aforementioned manner can thus be realized a further increase in performance.
- the procedure according to point b) means a particularly high process reliability, since the food strand is fixed in this typically a middle phase of the slicing process performing phase both of the fixing device as well as held by the holding device. In the middle phase of the slicing process, such a "double-fixation" is without detriment to the cutting performance, as there will be enough time later to provide a new batch of food racks for the slicing process, again requiring the fixing device.
- the advantage can be achieved that the fixing device and in particular the feed device, to which the fixing device is coupled, during the slicing with a remaining strand length of less than about 200 mm to 300 mm for a safe process management is no longer needed. Rather, the leadership of the food strand is typically in this case by each ensures a lower and upper tractor belt in conjunction with the holding device. To increase performance, it is therefore expedient to transfer the feed device and the fixing device connected thereto already back to the transfer position in order to begin with the next loading process can.
- the underlying object is achieved in device-technical terms by a fixing with at least one fixing, with the food strand at least during the transfer of the transfer position in the feed position on at least one of its longitudinal sides, preferably at least one of its free longitudinal sides, can be fixed, wherein the at least one fixing element with the food strand forms a positive connection and / or a frictional connection.
- the fixing device allows an aligned alignment of a plurality of Gutsstrlinden at - viewed in the feed direction - rear ends, without such an orientation would be jeopardized by the transfer of the feed device in the more inclined feed position.
- On a locking device to achieve an alignment at the front ends can be completely dispensed with, which in turn reduces the equipment cost, since the adjustment of the lower tractor belt is no longer needed in a blocking position.
- a development of the device according to the invention is that the feed device is pivotable together with the fixing device relative to a machine frame about an axis which is perpendicular to the feed direction as well as to a direction of movement of the food strand in its transfer from the insertion position into the transfer position ,
- the fixing elements are designed as clamping jaws which can be pressed by means of a clamping drive from opposite sides to free longitudinal sides of the food strand and can be removed again from the longitudinal sides.
- a contact surface of at least one clamping jaw has a surface condition increasing the direction and / or effecting (micro) positive locking.
- the lower longitudinal side, on which the food strand is stored not as a free longitudinal side, but only the two opposite vertical longitudinal sides and the horizontal upper longitudinal side are to be regarded as "free longitudinal side".
- free longitudinal side For food carriers whose cross-section is not approximately angular, but round or oval, corresponding curved surface portions of the outer shell of the food strand are to be understood as "long sides" in the context of the present invention.
- the fixing elements are arranged on a fixing carriage, which is connected by means of a carriage drive, preferably via at least one timing belt, in the feed direction of the food strand relative to the feed device and further preferably connected thereto via a linear guide.
- the jaws are divided into a first group and a second group, wherein the jaws each contact a group of food strands from the same longitudinal side and wherein the jaws of the first group at a first Querhub bain and the jaws of the second group are arranged on a second transverse stroke carriage.
- the transverse lifting carriages can be movable relative to the fixing carriage, perpendicular to the longitudinal axes of the food racks and in each case in the opposite direction.
- a stop element arranged on the feed device which is preferably designed as a conveyor belt, in particular a stop bar, can be used, with which the food racks can be aligned with one another at their rear ends.
- the feed device for each food strand a guide element, preferably a guide rail, along which the respective food strand during the promotion of the loading device to the feed device and during the advancing movement, preferably slidably, is feasible.
- a waiver of an actively moving surface of the guide elements or guide rails is possible by the use of actively movable fixing elements, which act as preferentially pulling used funding when relative to the feed device, d. H. to the guide elements, to be moved.
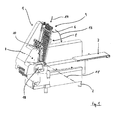
- FIG. 1 shown device for simultaneous cutting of six food strands 40 in slices has a set up on the ground machine frame 2, a feeder 3 in the form of a feed belt, a feed device 4, a fixing device 5, a holding device 6 and a cutting device 7, in FIG. 1 due to a cover not visible, the spiral cutting blade 8, however, in the Figures 5.1 to 5.8 is shown.
- the feed device 4 and the fixing device 5 together form a loading arm 9, the FIG. 2 is shown separately.
- the device 1 has three mutually parallel within the same plane extending upper tractor belt 10 (a tractor belt 10 for each two adjacent food trains 40) and six parallel to each other within the same plane extending lower tractor belt 11, wherein the in FIG. 1 not shown food strands 40 during the feed to the cutter 7 to each between two tractor belts 10, 11, which act with appropriate pressure on opposite free upper and lower longitudinal sides of the food strands 40 and thus a secure guidance of the food strands on the way to the cutting device. 7 towards and in particular in the last feed section in front of the cutting device 7 effect. For clarity, is in FIG.
- FIG. 1 a machine housing not shown, which in particular the area of the device 1, in which the loading rocker 9 and the cutting device 7 are, inaccessible for reasons of accident prevention encapsulates.
- a portal member 12 which is equipped with a pivotable closure flap 13, which releases a feed opening in its open position or closes in its closed position, thus preventing a Hereinglomi.
- FIG. 1 the loading arm 9 is shown in a feed position in which it is inclined relative to a horizontal by an angle of 75 °.
- the food strands 40 located on the advancing device 4 are held and / or fixed by the holding device 6 and fed forward by the fixing device 5 in the feed direction (arrow 14) to the cutting direction 7.
- the fixation by means of the fixing device 5 is achieved in the example shown by means of a frictional connection between the fixing device 5 and the food strands 40.
- the loading rocker 9 is pivotally mounted about an axis 15 so that it starts from the in FIG. 1 shown feed position in the direction of the arrow 16 is pivotable in a transfer position, in which they in the Figures 5.1 to 5.5 is shown.
- FIG. 1 also shows a control panel 18 in touch screen design, can be set with the different parameters of the device 1 for the cutting operation.
- the device 1 still has a non-illustrated conveyor belt, can be collected with the detached from the holding device 6 residual pieces after completion of a cutting cycle and conveyed into a container 20. Die philosophicalvorraum ist in Fig. 2 contradict.
- FIG. 2 shows in an enlarged view the loading arm 9, which includes both the feed device 4 and the fixing device 5.
- the feed device 4 is in turn constructed of six mutually parallel guide rails 21 which are fixed to a common swing frame 22, which is composed, inter alia, of two longitudinal guide rods 23 and two end cross members 24.
- the swing frame 22 is a total, ie with the guide rails 21 and the entire fixing device 5, about a non-visible axis pivotally mounted in the machine frame (s. Fig. 1 ) stored.
- the drive for the pivoting movement of the loading arm 9 takes place by means of a pivotally coupled to a pivotable drive shaft pivot lever, at the end of a rotatably mounted roller is arranged, which cooperates with a backdrop-like guide on the underside of the swing frame 22 and so the lever pivoting in a pivoting movement of the loading arm 9 implements.
- the fixing device 5 consists of a in FIG. 3 Fixing slide 25 shown in detail, which is slidably mounted with its arranged at opposite ends bearing elements 26 on the guide rods 23 of the swing frame 22.
- the drive of the fixing carriage 25 takes place with the aid of two timing belts 27, which are each arranged between one of the guide rods 22 and the adjacent outer guide rail 21.
- Each timing belt 27 is connected in the region of its upper run in a located in the respective bearing element 26 connecting portion in force transmitting manner with the fixing carriage 25. Between the lower run and the bearing element 26 is a non-contact, ie friction-free, relative movement possible.
- the structure of the fixing slide 25 can be particularly well the representation in FIG. 3 From the fixing carriage 25, two transverse lifting carriages 30 and 31 are displaceably mounted in the direction of a double arrow 32.
- the relevant linear guides are in FIG. 3 not shown.
- At the transverse lift carriage 30 six jaws, which act as fixing elements 33, attached.
- six six fixing elements 34 also designed as clamping jaws, are fastened to the transverse lifting carriage 31.
- the one transverse lifting slide 30 is moved by means of a special pneumatic cylinder 17 arranged in one of the bearing elements 26 in one direction and the other transverse lifting slide 31 by means of the same pneumatic cylinder 17 in the other direction, they move alternately into two groups on the respective transverse lifting carriage 30, 31 fixed fixing elements 33, 34 in pairs either towards or away from each other.
- a Aufrationzumosine food strands 40 which are each located between two adjacent fixing elements 33 on the guide rails 21 arranged there, either clamped or released.
- the guide rails 21 are in FIG. 3 for reasons of clarity not shown in FIG. 2 However, in its course between each adjacent fixing elements 33, 34 located.
- the holding device 6 of six mutually parallel and in each case a guide rail 21 of the feed device 4, that is, in each case two fixing elements 33, 34 of the fixing device 5 associated holding elements 35, is composed.
- Each holding element 35 is designed in the form of a known gripping device with gripper hooks penetrating in pairs from opposite sides in the respective food strand 40. While the gripper hooks 36 of the holding elements 35 each enter from the associated rear end of each food strand 40, the fixing elements 33, 34 of the fixing device 5 engage from opposite free longitudinal sides of the food strands 40 in a clamping manner, ie to generate a frictional force.
- adjusting cylinders 37 of the upper tractor belt 10 are also shown, which serve to press the upper tractor belt 10 always with the required contact pressure against the upper longitudinal side of the respective food strand 40, so as to produce a good traction during the advancing movement.
- FIG 5.1 are located on the feeder 3 six food strands 40 in shape in their consistency soft Mettorulste, each having a length of about 1200 mm.
- the food strands 40 are each aligned with their rear end with the aid of a fixed to a conveyor belt of the feeder 3 stop member 41 aligned.
- the parallel alignment of the individual food strands 40 to one another can be facilitated by using an insertion aid arranged above the conveyor belt of the feed device 3.
- the closure flap 13 of the portal element 12 of the machine housing is closed, so that an operator can not inadvertently engage in the region of the loading bow 9.
- the loading rocker 9 is in the transfer position, in which it waits for the transfer of the food strands 40 through the feeder 3.
- the three upper tractor belts 10, the spiral cutting blade 8 (direction of rotation according to arrow 42) of the cutting device 7 and the holding elements 35 of the holding device 6 are shown.
- the summarized into a contiguous block holding elements 35 are connected via a cross-beam 44 with a guide carriage 43 of the holding device 6, wherein the guide carriage 43 along two guide rods 45 is linearly displaceable.
- the orientation of the guide rods 45 is 75 ° to a horizontal plane.
- the orientations of the guide rods 45 and thus the holding device 6 relative to the machine frame 2 is not changeable.
- the Guide rods 45 and also the longitudinal axes of the food strands 40 during the feed are aligned parallel to a rotation axis of the cutting space 8, ie perpendicular to a knife plane.
- Figure 5.3 shows a situation in which the food strands 40 with a part of their length are already located on the advancing device 4, wherein the front ends 46 of the food strands 40 already extend beyond the fixing carriage 25 of the fixing device 6 also. In this position, the food strands 40, the fixing elements 33, 34 thus come into action and each clamp a food strand 40 in the vicinity of the front end 46 between them. Meanwhile, the cutting process of the food strands 40 of the previous feed continues.
- FIG 5.4 is shown a situation in which the food strands 40 is almost completely transferred to the approximately horizontal position (transfer position) located loading arm 9.
- the fixing carriage 25 of the fixing device 6 has moved by activating a non-visible carriage drive correspondingly far in the direction of its front end position and thereby pulled the food strands 40 on the guide rails 21 of the feed device 4, wherein the conveyor belt of the feeder 3, also with the aid the strip-shaped stop element 41, the food strands has pushed behind at their rear ends 47 slightly.
- the loading rocker 9 is now from the waiting position to the differential angle 48 further pivoted from 15 ° in the feed position. Subsequently, the food strands 40 are moved to the cutting blade 8 of the cutting device 7 by starting the carriage drive, ie corresponding displacement of the fixing carriage 25.
- Figure 5.7 shows in this context a situation in which the food strands 40 are located with their front portions between the upper tractor belts 10 and the lower tractor belts 11 and are otherwise fixed only by the fixing device 5.
- the cutting process is already started in this situation, without waiting for the holding device 6 to move down to the rear ends 47 of the food racks 40 and grab and hold the food ropes 40 there.
- time can be saved and as much as the performance of the device 1 can be increased without the lack of rear support of the food racks 40 in the initial phase of the cutting process.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Formation And Processing Of Food Products (AREA)
- Processing Of Meat And Fish (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Details Of Cutting Devices (AREA)
- Meat, Egg Or Seafood Products (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Schneiden mindestens eines Lebensmittelstrangs in Scheiben mit den folgenden Verfahrensschritten:
- a) Der Lebensmittelstrang wird in eine Zuführeinrichtung eingelegt, wobei er sich dann in einer Einlegestellung befindet.
- b) Der Lebensmittelstrang wird von der Zuführeinrichtung auf eine Vorschubeinrichtung gefördert, wobei er sich dann in einer Übergabestellung befindet.
- c) Der Lebensmittelstrang wird mittels der Vorschubeinrichtung in eine Vorschubstellung überführt, in der er gegenüber der Horizontalen stärker geneigt ist als in der Übergabestellung.
- d) Der Lebensmittelstrang wird an einem hinteren Ende mittels einer Halteeinrichtung ergriffen und gehalten.
- e) Der Lebensmittelstrang wird auf eine Schneideinrichtung zu bewegt.
- f) Der Lebensmittelstrang wird mittels der Schneideinrichtung sukzessive in Scheiben geschnitten.
- Darüber hinaus betrifft die Erfindung eine Vorrichtung zum Schneiden mindestens eines Lebensmittelstrangs in Scheiben umfassend
- a) eine Zuführeinrichtung, in die mindestens ein Lebensmittelstrang einlegbar ist, der sich dann in einer Einlegestellung befindet, und mit der der Lebensmittelstrang förderbar ist,
- b) eine Vorschubeinrichtung, auf die der Lebensmittelstrang mittels der Zuführeinrichtung förderbar ist, wobei der Lebensmittelstrang sich dann in einer Übergabestellung befindet, wobei des Weiteren der Lebensmittelstrang mittels der Vorschubeinrichtung in eine Vorschubstellung überführbar ist, in der er gegenüber der Horizontalen stärker geneigt ist als in der Übergabestellung, und anschließend in seine Längsrichtung förderbar ist,
- c) eine Halteeinrichtung, mit der der Lebensmittelstrang an einem hinteren Ende ergreifbar und halterbar ist, und
- d) einer Schneideinrichtung, mit der der Lebensmittelstrang im Zuge einer Vorschubbewegung sukzessive in Scheiben schneidbar ist.
- Ein Verfahren und eine Vorrichtung der vorstehend beschriebenen Art sind allgemein bekannt. Derartige Vorrichtungen werden insbesondere als "Hochleistungs-Slicer" bezeichnet, die bei der industriellen Herstellung und Weiterverarbeitung von Fleisch- und Wurstwaren sowie Käse Verwendung finden. Typischerweise werden bei derartigen Hochleistungs-Slicern mehrere Lebensmittelstränge parallel zueinander eingelegt, gefördert und aufgeschnitten, wobei ein entsprechend groß dimensioniertes Abschneidemesser die Querschnitte sämtlicher nebeneinander angeordneter Lebensmittelstränge überstreicht und daher bei jeder Umdrehung eine entsprechende Mehrzahl von Scheiben von den Lebensmittelsträngen abtrennt.
- Bei einem allgemein bekannten Verfahren werden die Lebensmittelstränge in paralleler Anordnung auf eine als Zuführband ausgebildete und zum größten Teil außerhalb einer Maschineneinhausung angeordneten Zuführeinrichtung von einer Bedienperson gelegt. Sodann werden die Lebensmittelstränge durch Ingangsetzung des Zuführbandes gleichzeitig auf die Vorschubeinrichtung gefördert, die eine der Anzahl der gleichzeitig gehandhabten Lebensmittelstränge entsprechende Anzahl von schmalen, im Querschnitt V-förmig gestalteten Vorschubbändern besitzt. Nach einer vollständigen Überführung der Lebensmittelstränge auf die Förderbänder der Vorschubeinrichtung kann diese durch eine Schwenkbewegung um z.B. 75° in die eigentliche Vorschubstellung überführt werden. Zuvor wurde der Schneidvorgang der vorangegangenen Mehrzahl von Lebensmittelsträngen abgeschlossen, und die an den hinteren Enden der Lebensmittelstränge angreifenden Halteeinrichtungen haben jeweils das an ihnen verbleibende Reststück freigegeben und sind von der messernahen Endposition in die messerferne Startposition zurückgefahren worden, um nach Ankunft der nächsten Lebensmittelstränge in der Vorschubstellung diese an den Enden zu ergreifen und zu halten. Der Greifvorgang wird allerdings erst dann in Gang gesetzt, wenn die Gutstränge bedingt durch die Überführung in die "Schräglage" entsprechend der Vorschubstellung in ihren jeweiligen vorderen Enden fluchtend miteinander ausgerichtet wurden, was dadurch erfolgt, dass untere Traktorbänder, die den Vorschub während des Schneidprozesses in einem messernahem Bereich unterstützen, in eine um ca. 90° gedrehte Sperrstellung überführt wurde, wodurch der Förderquerschnitt für die Lebensmittelstränge versperrt wird. Die unteren Traktorbänder dienen somit als Anschlag für die in gleicher Länge hergestellten Lebensmittelstränge, so dass aufgrund der Längengleichheit auch die hinteren Enden ungefähr fluchten und somit mit den zu einer Halteeinheit gekoppelten Halteelement für alle Lebensmittelstränge in Interaktion gebracht werden kann.
- Eine Schneideinrichtung mit einer derartigen Halteeinheit ist beispielsweise der
DE 195 18 583 A1 entnehmbar. Diese zeigt einen so genannten Spannzangenhalter, der in der Lage ist, mit einer Mehrzahl nebeneinander angeordneter Lebensmittelstränge von deren Rückseite her zu einzugreifen und diese anschließend kontrolliert auf das Messer der Schneideinrichtung zuzuführen. Gemäß obiger Erläuterung greift der Spannzangenhalter an den Lebensmittelsträngen an, sobald diese in ihrer Vorschubstellung sind, also gegen die horizontale Achse geneigt angeordnet sind. Während des Vorschubs der schräg gestellten Lebensmittelstränge in Richtung des Messers können erstere mittels Führungseinrichtungen geführt werden, wobei insbesondere beide Seitenflächen sowie eine Oberseite eines jeweiligen Lebensmittelstrangs fixierbar sind, während die Unterseite auf dem jeweiligen Förderband aufliegt. - Eine weitere Vorrichtung, die sich des Prinzips des Verschwenkens einer Mehrzahl von Lebensmittelsträngen gegen die Horizontale bedient, ist in der
EP 2 239 108 A2 gezeigt. Hierbei werden die einzelnen Lebensmittelstränge mittels einer separaten Vorrichtung gegen die Horizontale verschwenkt und anschließend - aus der verschwenkten Position heraus - auf ein permanent "schräg" gestelltes Vorschubband geschoben beziehungsweise gezogen. Während der Überführung der Lebensmittelstränge von der horizontalen Lage in die "Schräglage", sind die einzelnen Lebensmittelstränge mittels starrer Trennwände voneinander getrennt und somit gegen seitliches Ausbrechen oder Ausknicken blockiert. - Als nachteilig tritt bei der bekannten Verfahrensweise in Erscheinung, dass trotz der Ausrichtung der Lebensmittelstränge an ihren vorderen Enden eine exakt fluchtende Ausrichtung derselben an ihren Rückseiten, d.h. hinteren Enden, nicht immer gelingt. Dies liegt daran, dass die Lebensmittelstränge bei ihrer Herstellung zwangsläufig einer gewissen Längentoleranz unterliegen, die sich in Stufen bzw. Absätzen an der Rückseite der parallel nebeneinander angeordneten Lebensmittelstränge äußern. Dies wiederum führt dazu, dass bei Halteeinrichtungen mit hakenförmigen Greifelementen, die sich in das Material des Lebensmittelstrangs eingraben, aus Sicherheitsgründen ein Eingriff weiter entfernt vom Ende des Lebensmittelstrangs eingestellt werden muss, um einen zu nahen Eingriff am Lebensmittelstrang-Ende und damit eine Reduzierung der maximalen Haltekraft unbedingt zu vermeiden. Aufgrund der blockweisen Anordnung der Mehrzahl der Halteelemente ist eine individuelle Einstellung des Greiferhakenabstands vom jeweiligen Lebensmittelstrang-Ende nicht möglich. Ein unnötig großer "Sicherheitsabstand" vom jeweiligen Lebensmittelstrang-Ende bedeutet jedoch im Schneidbetrieb eine unnötig große Reststücklänge und somit wirtschaftliche Nachteile.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zum Schneiden mindestens eines Lebensmittelstrangs in Scheiben vorzuschlagen, mit dem bzw. der die Größe der nach dem Ende des Schneidvorgangs verbleibenden Reststücke minimiert und die Prozesssicherheit während des Schneidbetriebs erhöht, d.h. insbesondere ein Ausreißen der Halteeinrichtung aus dem Endbereich des jeweiligen Lebensmittelstrangs vermieden wird.
- Ausgehend von einem Verfahren der eingangs beschriebenen Art wird die zugrunde liegende Aufgabe dadurch gelöst, dass der Lebensmittelstrang zumindest während der Überführung von der Übergabestellung in die Vorschubstellung an mindestens einer seiner Längsseiten, vorzugsweise an mindestens einer seiner freien Längsseiten, mittels mindestens eines Fixierelements einer Fixiereinrichtung fixiert wird, wobei das mindestens eine Fixierelement mit dem Lebensmittelstrang einen Formschluss und/oder einen Kraftschluss bildet.
- Die erfindungsgemäße Fixierung des Lebensmittelstrangs vermeidet, dass der Lebensmittelstrang während bzw. nach der Überführung in die stärker geneigte Vorschubstellung nach vorne rutscht und daher - wie beim Stand der Technik der Fall - zwingend an seiner Vorderseite fluchtend ausgerichtet werden müsste. Der mittels des mindestens einen Fixierelements gebildete Formschluss bzw. Kraftschluss mit den Lebensmittelsträngen ist dabei in der Lage, die typischerweise aufgrund der Schrägstellung der Lebensmittelstränge auf selbige einwirkende Gewichtskräfte, die das unerwünschte "Rutschen" zur Folge hätten, aufzunehmen und abzutragen. Die Fixiereinrichtung erlaubt es somit, den Lebensmittelstrang auch während und nach der Überführung in die stärker geneigte Vorschubstellung in der zuvor eingenommenen Position - relativ zu der Vorschubeinrichtung betrachtet - zu halten. Das erfindungsgemäße Verfahren ermöglicht demgemäß eine Ausrichtung des Lebensmittelstrangs bereits vor der Überführung in die Vorschubstellung bzw. schafft die Möglichkeit, eine vor der Überführung in die Vorschubstellung vorgenommene Ausrichtung auch nach der vorgenannten Überführung beizubehalten.
- Die Möglichkeit einer Ausrichtung insbesondere einer Mehrzahl von Lebensmittelsträngen an deren jeweiligen hinteren Enden erlaubt bei Verwendung von Halteeinrichtungen mit Greiferhaken die Realisierung einer minimalen Reststücklänge, da keine Sicherheitszuschläge zur Kompensation variierender Positionen der Enden nebeneinander liegender Lebensmittelstränge vorgesehen werden müssen. Somit kann der Schneidbetrieb wirtschaftlicher stattfinden, da die durch die Reststücke bedingten Lebensmittelverluste geringer ausfallen.
- Darüber hinaus erlaubt die fluchtende Ausrichtung der hinteren Enden der Lebensmittelstränge erst die Verwendung von so genannten Vakuumgreifern als Halteeinrichtung, da - anders als bei Greiferhaken - dort die Einstellung eines "Sicherheitszuschlags" hinsichtlich der Kopplungsstelle nicht möglich ist, zumindest dann, wenn der Vakuumgreifer ebenfalls aus zu einem Block verbundenen und mit eines gemeinsamen Verfahrantrieb in Vorschubrichtung bewegbaren Saugköpfen zusammengesetzt sind, was unter Wirtschaftlichkeitsaspekten im Vergleich mit einer individuellen Bewegung und Ansteuerung jedes einzelnen Saugkopfes zwingend erforderlich ist.
- Gemäß einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird der Lebensmittelstrang an zwei gegenüber liegenden Längsseiten jeweils von einem Fixierelement der Fixiereinrichtung kontaktiert, vorzugsweise indem mittels zweier gegenüber liegender Klemmbacken der Fixiereinrichtung eine Klemmkraft auf einen Außenmantel des Lebensmittelstrangs ausgeübt wird. Klemmbacken als Fixierelemente bewirken einen Kraftschluss mit den Lebensmittelsträngen. Die Sicherheit beim Fixieren wird durch eine derartige Vorgehensweise im Vergleich mit einem nur einseitigen Angriff der Fixierkraft erhöht.
- Eine Ausgestaltung der Erfindung sieht darüber hinaus vor, dass der Lebensmittelstrang in einem einem hinteren Ende zugewandten Drittel seiner Länge fixiert wird, während er von der Übergabestellung in die Vorschubstellung überführt wird.
- Wenn mindestens ein Fixierelement der Fixiereinrichtung mittels eines Fixierantriebs in Längsrichtung des Lebensmittelstrangs bewegt wird, während es den Lebensmittelstrang fixiert, lassen sich mit Hilfe der Fixiereinrichtung auch Längskräfte in den Lebensmittelstrang einleiten, die beispielsweise zu Förderzwecken genutzt werden können. Mit der Fixiereinrichtung steht somit ein weiteres Mittel zur Erzielung einer sicheren und schonenden Förderung des Lebensmittelstrangs zur Verfügung. Dabei gilt es zu bedenken, dass die Lebensmittelstränge nicht selten eine Länge von 1 m und länger aufweisen, was insbesondere bei weicher Konsistenz (Fleischwurst, Leberkäse, Mettwurst, etc.) zu Problemen bei punktueller Krafteinleitung sowie schiebender Bewegung führt.
- Eine Weiterbildung des erfindungsgemäßen Verfahrens besteht in dieser Hinsicht darin, dass der Lebensmittelstrang von der Fixiereinrichtung fixiert und aktiv gefördert, vorzugsweise gezogen, wird, während er von der Einlegestellung in die Übergabestellung bewegt wird und/oder während er von der Vorschubstellung in Richtung auf die Schneideinrichtung zu bewegt wird. Die Fixiereinrichtung kann somit vorzugsweise während zwei Phasen des erfindungsgemäßen Prozessablaufs nutzbringend auch als Fördereinrichtung benutzt werden.
- Es versteht sich, dass die Fixiereinrichtung zu diesem Zweck über geeignete Antriebsmittel verfügen muss, die das mindestens eine Fixierelement relativ zu der Vorschubeinrichtung zu bewegen vermögen.
- Zur Steigerung der Leistung des in Rede stehenden Schneidverfahrens wird gemäß der Erfindung vorgeschlagen, dass der Lebensmittelstrang mittels der Vorschubeinrichtung in eine Wartestellung überführt und dort angehalten wird, die sich zwischen der Übergabestellung und der Vorschubstellung befindet. Auf diese Weise kann während des noch laufenden Schneidbetriebs bereits eine neue Charge von Lebensmittelsträngen sehr nah an die Bewegungsebene der Halteeinrichtung, d.h. den Ort, von dem aus später die eigentliche Vorschubbewegung stattfindet, herangeführt werden, sodass der Zeitverlust nach Beendigung des Aufschneidevorgangs der vorangegangenen Charge an Lebensmittelsträngen entsprechend kürzer ist als bei den bekannten Verfahren. In diesem Zusammenhang wird im Sinne der Erzielung einer möglichst großen zeitlichen Parallelität von Abläufen zur weiteren Leistungssteigerung vorgeschlagen, dass der Lebensmittelstrang
- a) in einer ersten Phase einer Vorschubbewegung, in der er ausgehend von der Vorschubstellung auf die Schneideinrichtung zu bewegt wird, nur von der Fixiereinrichtung fixiert wird, und/oder
- b) in einer zweiten Phase der Vorschubbewegung von der Fixiereinrichtung fixiert und von der Halteeinrichtung gehalten wird und/oder
- c) in einer dritten Phase der Vorschubbewegung nur von der Halteeinrichtung gehalten wird.
- Die unter Punkt a) beschriebene Vorgehensweise bringt den Vorteil, dass bereits zu einem Zeitpunkt mit dem Aufschneidevorgang eines neuen Lebensmittelstrangs begonnen werden kann, wenn die Halteeinrichtung nach Beendigung des Aufschneidevorgangs bei dem vorhergehenden Lebensmittelstrang in ihre Startposition zurückgefahren ist. Es ist somit nicht nötig, die Halteeinrichtung mit dem hinteren Ende des neuen Gutsstrangs in Eingriff bzw. Kontakt zu bringen, was erfindungsgemäß auch bei bereits laufender Vorschubbewegung, d.h. bei laufendem Schneidbetrieb, erfolgen kann. Auf die vorgenannte Weise kann somit eine weitere Leistungssteigerung realisiert werden.
- Die Vorgehensweise gemäß Punkt b) bedeutet eine besonders große Prozesssicherheit, da der Lebensmittelstrang in dieser typischerweise eine Mittelphase des Aufschneidevorgangs darstellenden Phase sowohl von der Fixiereinrichtung fixiert als auch von der Halteeinrichtung gehalten wird. In der Mittelphase des Aufschneidevorgangs ist eine derartige "Doppelhalterung" bzw. "Doppelfixierung" ohne Nachteil auf die Schneidleistung, da später noch genug Zeit zur Verfügung stehen wird, um eine neue Charge von Lebensmittelsträngen für den Schneidprozess bereitzustellen, wozu wiederum die Fixiereinrichtung benötigt wird.
- Bei Anwendung der Verfahrensweise gemäß Punkt c) lässt sich der Vorteil erreichen, dass die Fixiereinrichtung und insbesondere die Vorschubeinrichtung, an die die Fixiereinrichtung gekoppelt ist, während des Aufschneidens bei einer verbleibenden Stranglänge von weniger als ca. 200 mm bis 300 mm für eine sichere Prozessführung nicht mehr benötigt wird. Vielmehr wird die Führung des Lebensmittelstrangs in diesem Falle typischerweise durch jeweils ein unteres und oberes Traktorband in Verbindung mit der Halteeinrichtung gewährleistet. Zur Leistungssteigerung ist es daher zweckmäßig, die Vorschubeinrichtung und die damit verbundene Fixiereinrichtung bereits wieder in die Übergabestellung zu überführen, um mit dem nächsten Beladevorgang beginnen zu können.
- Ausgehend von einer gattungsgemäßen Vorrichtung der weiter oben beschriebenen Art wird die zugrunde liegende Aufgabe in vorrichtungstechnischer Hinsicht durch eine Fixiereinrichtung mit mindestens einem Fixierelement gelöst, mit dem der Lebensmittelstrang zumindest während der Überführung von der Übergabestellung in die Vorschubstellung an mindestens einer seiner Längsseiten, vorzugsweise an mindestens einer seiner freien Längsseiten, fixierbar ist, wobei das mindestens eine Fixierelement mit dem Lebensmittelstrang einen Formschluss und/oder einen Kraftschluss bildet.
- Mit einer derartigen Vorrichtung lässt sich das erfindungsgemäße Verfahren auf besonders einfache Weise durchführen. Die Fixiereinrichtung erlaubt dabei eine fluchtende Ausrichtung einer Mehrzahl von Gutssträngen an deren - in Vorschubrichtung betrachteten - hinteren Enden, ohne dass eine derartige Ausrichtung durch die Überführung der Vorschubeinrichtung in die stärker geneigte Vorschubstellung gefährdet würde. Auf eine Sperreinrichtung zur Erzielung einer Ausrichtung an den vorderen Enden kann dabei vollständig verzichtet werden, wodurch wiederum der apparative Aufwand gesenkt wird, da die Verstellung des unteren Traktorbands in eine Sperrstellung nicht mehr benötigt wird. Die sich aus der Ausrichtung an dem hinteren Ende ergebenden großen Vorteile sind bereits weiter oben beschrieben.
- Eine Weiterbildung der Vorrichtung nach der Erfindung besteht darin, dass die Vorschubeinrichtung zusammen mit der Fixiereinrichtung relativ zu einem Maschinengestell um eine Achse schwenkbar ist, die sowohl senkrecht zu der Vorschubrichtung als auch zu einer Bewegungsrichtung des Lebensmittelstrangs bei seiner Überführung von der Einlegestellung in die Übergabestellung verläuft.
- Bei einer bevorzugten Ausführungsform sind die Fixierelemente als Klemmbacken ausgebildet, die mittels eines Klemmantriebs von gegenüberliegenden Seiten an freie Längsseiten des Lebensmittelstrangs pressbar und wieder von den Längsseiten entfernbar sind. Vorzugsweise besitzt eine Kontaktfläche mindestens einer Klemmbacke eine die Richtung erhöhende und/oder einen (Mikro-)Formschluss bewirkende Oberflächenbeschaffenheit. Bei einem auf einer Führungsschiene oder einem Förderband liegenden Lebensmittelstang ist die untere Längsseite, auf der der Lebensmittelstrang lagert, nicht als freie Längsseite, sondern sind lediglich die beiden gegenüberliegenden vertikalen Längsseiten und die horizontale obere Längsseite als "freie Längsseite" anzusehen. Bei Lebensmittelsträengen, deren Querschnitt nicht angenähert eckig ist, sondern rund oder oval, sind entsprechend gekrümmte Flächenabschnitte des Außenmantels des Lebensmittelstrangs als "Längsseiten" im Sinne der vorliegenden Erfindung zu verstehen.
- Gemäß einer bevorzugten Weiterbildung der vorliegenden Erfindung sind die Fixierelemente an einem Fixierschlitten angeordnet, der mittels eines Schlittenantriebs, vorzugsweise über mindestens einen Synchronriemen, in Vorschubrichtung des Lebensmittelsstrangs relativ zu der Vorschubeinrichtung verfahrbar und weiter vorzugsweise mit dieser über eine Linearführung verbunden ist.
- Wenn eine Mehrzahl von Lebensmittelsträngen mit ihrer jeweiligen Längsrichtung parallel nebeneinander sowohl auf der Einlegeeinrichtung als auch auf der Vorschubeinrichtung platzierbar sind, wobei die Fixierelemente für alle Lebensmittelstränge mittels eines einzigen Antriebs betätigbar sind, lässt sich ein besonders rationeller und effizienter Fixiervorgang erzielen.
- Der apparative Aufwand lässt sich in diesem Zusammenhang gleichwohl gering halten, wenn die Klemmbacken in eine erste Gruppe und eine zweite Gruppe aufgeteilt sind, wobei die Klemmbacken jeweils einer Gruppe die Lebensmittelstränge von derselben Längsseite her kontaktieren und wobei die Klemmbacken der ersten Gruppe an einem ersten Querhubschnitten und die Klemmbacken der zweiten Gruppe an einem zweiten Querhubschlitten angeordnet sind. Darüber hinaus können die Querhubschlitten relativ zu dem Fixierschlitten, senkrecht zu den Längsachsen der Lebensmittelstränge und jeweils in entgegengesetzte Richtung verfahrbar sein.
- Zur Erleichterung der fluchtenden Ausrichtung der Lebensmittelstränge kann ein an der vorzugsweise als Förderband ausgebildeten Zuführeinrichtung angeordnetes Anschlagelement, insbesondere eine Anschlagleiste, verwendet werden, mit dem die Lebensmittelstränge an ihren hinteren Enden miteinander fluchtend ausrichtbar sind.
- Schließlich ist gemäß der Erfindung noch vorgesehen, dass die Vorschubeinrichtung für jeden Lebensmittelstrang ein Führungselement, vorzugsweise eine Führungsschiene, aufweist, entlang dessen der jeweilige Lebensmittelstrang während der Förderung von der Einlegeeinrichtung auf die Vorschubeinrichtung sowie während der Vorschubbewegung, vorzugsweise gleitend, führbar ist. Ein Verzicht auf eine aktiv bewegte Oberfläche der Führungselemente bzw. Führungsschienen ist durch die Verwendung der aktiv verfahrbaren Fixierelemente möglich, die als vorzugsweise ziehend eingesetzte Fördermittel wirken, wenn sie relativ zu der Vorschubeinrichtung, d. h. zu den Führungselementen, bewegt werden.
- Das erfindungsgemäße Verfahren wird nachfolgend anhand einer Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben, die in der Zeichnung dargestellt ist, näher erläutert. Es zeigt jeweils in perspektivischer Ansicht:
- Fig. 1:
- Eine Vorrichtung zum gleichzeitigen Schneiden von sechs Lebensmittelsträngen in Scheiben ohne ein Maschinengehäuse,
- Fig. 2:
- eine Ladeschwinge, bestehend aus einer Vorschubeinrichtung und einer Fixiereinrichtung,
- Fig. 3:
- einen Fixierschlitten der Fixiereinrichtung mit zwei Querhubschlitten,
- Fig. 4:
- eine Teilansicht der Ladeschwinge mit der Fixiereinrichtung und einer Halteeinrichtung und
- Fig. 5.1 - Fig. 5.8:
- eine Abfolge von acht Momentaufnahmen während des Ablaufs eines bis vollständigen Schneidzyklus.
- Eine in
Figur 1 dargestellte Vorrichtung 1 zum gleichzeitigen Schneiden von sechs Lebensmittelsträngen 40 in Scheiben weist ein auf dem Boden aufgestelltes Maschinengestell 2, eine Zuführeinrichtung 3 in Form eines Zuführbandes, eine Vorschubeinrichtung 4, eine Fixiereinrichtung 5, eine Halteeinrichtung 6 sowie eine Schneideinrichtung 7 auf, die inFigur 1 aufgrund einer Abdeckung nicht erkennbar, deren spiralförmiges Schneidmesser 8 jedoch in denFiguren 5.1 bis 5.8 dargestellt ist. - Die Vorschubeinrichtung 4 und die Fixiereinrichtung 5 bilden zusammen eine Ladeschwinge 9, die in
Figur 2 gesondert abgebildet ist. Darüber hinaus besitzt die Vorrichtung 1 drei parallel zueinander innerhalb derselben Ebene verlaufende obere Traktorbänder 10 (ein Traktorband 10 für jeweils zwei benachbarte Lebensmittelstränge 40) sowie sechs parallel zueinander innerhalb derselben Ebene verlaufende untere Traktorbänder 11, wobei sich die inFigur 1 nicht gezeigten Lebensmittelstränge 40 während des Vorschubs auf die Schneideinrichtung 7 zu jeweils zwischen zwei Traktorbändern 10, 11 befinden, die mit entsprechendem Druck auf gegenüberliegenden freien oberen und unteren Längsseiten der Lebensmittelstränge 40 einwirken und somit eine sichere Führung der Lebensmittelstränge auf dem Weg zu der Schneideinrichtung 7 hin sowie insbesondere auch im letzten Vorschubabschnitt vor der Schneideinrichtung 7 bewirken. Aus Gründen der Übersichtlichkeit ist inFigur 1 ein Maschinengehäuse nicht dargestellt, das insbesondere den Bereich der Vorrichtung 1, in dem sich die Ladeschwinge 9 und die Schneideinrichtung 7 befinden, aus Gründen der Unfallverhütung unzugänglich abkapselt. In denFiguren 5.1 bis 5.8 ist von dem Maschinengehäuse lediglich ein Portalelement 12 dargestellt, das mit einer schwenkbaren Verschlussklappe 13 ausgestattet ist, die in ihrer geöffneten Stellung eine Zuführöffnung freigibt oder in ihrer Verschlussstellung verschließt und somit ein Hereingreifen verhindert. - In
Figur 1 ist die Ladeschwinge 9 in einer Vorschubstellung dargestellt, in der sie gegenüber einer Horizontalen um einen Winkel von 75° geneigt angeordnet ist. In der Vorschubstellung werden die auf der Vorschubeinrichtung 4 befindlichen Lebensmittelstränge 40 durch die Halteeinrichtung 6 gehalten und/oder fixiert und durch die Fixiereinrichtung 5 in Vorschubrichtung (Pfeil 14) auf die Schneidrichtung 7 zu vorgeschoben. Die Fixierung mittels der Fixiereinrichtung 5 wird im gezeigten Beispiel mittels eines Kraftschlusses zwischen der Fixiereinrichtung 5 und den Lebensmittelsträngen 40 erreicht. Die Ladeschwinge 9 ist um eine Achse 15 schwenkbar gelagert, so dass sie ausgehend von der inFigur 1 gezeigten Vorschubstellung in Richtung des Pfeils 16 in eine Übergabestellung schwenkbar ist, in der sie in denFiguren 5.1 bis 5.5 dargestellt ist. - Mit weiteren in den Figuren nicht gezeigten Handhabungseinrichtungen (Waage, Ablagetisch mit Zwischenablage etc.) werden die aus den Lebensmittelsträngen 40 erzeugten Scheiben beispielsweise in Stapeln angeordnet und später in Selbstbedienungspackungen aus Kunststofffolie verpackt.
Figur 1 zeigt ferner noch ein Bedientableau 18 in Touchscreen-Ausführung, mit dem für den Schneidbetrieb verschiedene Parameter der Vorrichtung 1 einstellbar sind. Schließlich weist die Vorrichtung 1 noch ein nicht abgebildetes Förderband auf, mit dem von der Halteeinrichtung 6 abgelöste Reststücke nach Beendigung eines Schneidzyklus aufgefangen und in einen Behälter 20 gefördert werden können. -
Figur 2 zeigt in einer vergrößerten Darstellung die Ladeschwinge 9, die sowohl die Vorschubeinrichtung 4 als auch die Fixiereinrichtung 5 umfasst. Die Vorschubeinrichtung 4 ist wiederum aus sechs parallel zueinander verlaufenden Führungsschienen 21 aufgebaut, die an einem gemeinsamen Schwingenrahmen 22 befestigt sind, der unter anderem aus zwei längsseitigen Führungsstangen 23 und zwei stirnseitigen Querstreben 24 zusammengesetzt ist. Der Schwingenrahmen 22 ist insgesamt, d. h. mit den Führungsschienen 21 und der gesamten Fixiereinrichtung 5, um eine nicht sichtbare Achse schwenkbar in dem Maschinengestell (s.Fig. 1 ) gelagert. Der Antrieb für die Schwenkbewegung der Ladeschwinge 9 erfolgt mittels eines fest mit einer schwenkbaren Antriebswelle gekoppelten Schwenkhebels, an dessen Ende eine drehbar gelagerte Rolle angeordnet ist, die mit einer kulissenartigen Führung an der Unterseite des Schwingenrahmens 22 zusammenwirkt und so die Hebelschwenkung in eine Schwenkbewegung der Ladeschwinge 9 umsetzt. - Die Fixiereinrichtung 5 besteht aus einem in
Figur 3 im Detail dargestellten Fixierschlitten 25, der mit seinen an gegenüberliegenden Enden angeordneten Lagerelementen 26 auf den Führungsstangen 23 des Schwingenrahmens 22 verschiebbar gelagert ist. Der Antrieb des Fixierschlittens 25 erfolgt mit Hilfe zweier Synchronriemen 27, die jeweils zwischen einer der Führungsstangen 22 und der benachbarten äußeren Führungsschiene 21 angeordnet sind. Jeder Synchronriemen 27 ist im Bereich seines Obertrums in einem in dem jeweiligen Lagerelement 26 befindlichen Verbindungsabschnitt in Kraft übertragender Weise mit dem Fixierschlitten 25 verbunden. Zwischen dem Untertrum und dem Lagerelement 26 ist eine berührungslose, d. h. reibungsfreie, Relativbewegung möglich. - Mit Hilfe einer Welle 28, die koaxial zu der Achse 15 verläuft, werden zwei Synchronscheiben 29, die mit den Synchronriemen 27 in Eingriff sind, angetrieben. Auf diese Weise lässt sich der mit den Synchronriemen 27 gekoppelte Fixierschlitten 25 über die gesamte freie Länge der Führungsstangen 23 beliebig hin und her bewegen.
- Der Aufbau des Fixierschlittens 25 lässt sich besonders gut der Darstellung in
Figur 3 entnehmen: An dem Fixierschlitten 25 sind zwei Querhubschlitten 30 und 31 in Richtung eines Doppelpfeils 32 verschiebbar gelagert. Die diesbezüglichen Linearführungen sind inFigur 3 nicht dargestellt. An dem Querhubschlitten 30 sind sechs Klemmbacken, die als Fixierelemente 33 fungieren, befestigt. In gleicher Weise sind an dem Querhubschlitten 31 sechs ebenfalls als Klemmbacken ausgebildete Fixierelemente 34 befestigt. Wird der eine Querhubschlitten 30 mittels eines speziellen, in einem der Lagerelemente 26 angeordneten Pneumatikzylinders 17 in die eine Richtung und der andere Querhubschlitten 31 mittels desselben Pneumatikzylinders 17 in die andere Richtung bewegt, so bewegen sich die abwechselnd in zwei Gruppen auf den jeweiligen Querhubschlitten 30, 31 befestigten Fixierelemente 33, 34 paarweise entweder aufeinander zu oder voneinander weg. Bei einer Aufeinanderzubewegung werden Lebensmittelstränge 40, die sich jeweils zwischen zwei benachbarten Fixierelementen 33 auf den dort angeordneten Führungsschienen 21 befinden, entweder geklemmt oder freigegeben. Die Führungsschienen 21 sind inFigur 3 aus Gründen der Übersichtlichkeit nicht gezeigt, inFigur 2 jedoch in ihrem Verlauf zwischen jeweils benachbarten Fixierelementen 33, 34 eingezeichnet. - Aus den
Figuren 1 und insbesondere der vergrößerten Darstellung inFigur 4 ist ersichtlich, dass die Halteeinrichtung 6 aus sechs parallel zueinander angeordneten und jeweils einer Führungsschiene 21 der Vorschubeinrichtung 4, d. h. auch jeweils zwei Fixierelemente 33, 34 der Fixiereinrichtung 5 zugeordneten Halteelementen 35, zusammengesetzt ist. Jedes Halteelement 35 ist in Form einer bekannten Greifeinrichtung mit paarweise von entgegengesetzten Seiten in dem jeweiligen Lebensmittelstrang 40 eindringenden Greiferhaken 36 ausgebildet. Während die Greiferhaken 36 der Halteelemente 35 jeweils von dem zugeordneten hinteren Ende eines jeden Lebensmittelstrangs 40 in diesen eintreten, greifen die Fixierelemente 33, 34 der Fixiereinrichtung 5 von gegenüberliegenden freien Längsseiten der Lebensmittelstränge 40 klemmend, d.h. unter Erzeugung einer Reibkraft, an diesen an. Zur Erzeugung besonders großer Klemm- bzw. Fixierkräfte ist es auch möglich, die Fixierelemente 33, 34 auf ihrer jeweils dem Lebensmittelstrang 40 zugewandten Seite mit (Mikro-) Formschlusselementen auszustatten, die zumindest leicht in den äußeren Mantel des jeweiligen Lebensmittelstrangs 40 eindringen und dort lediglich zu einer elastischen Verformung führen, ohne Spuren im Lebensmittel und damit auch in den später erzeugten Scheiben zu hinterlassen. In der dargestellten Ausführungsform ist jedes Fixierelement 33, 34 aus einer Mehrzahl über einen jeweils gemeinsamen Basisschenkel 38 miteinander gekoppelten Klemmfingern 39 zusammengesetzt. - In
Figur 4 sind darüber hinaus noch Stellzylinder 37 des oberen Traktorbandes 10 dargestellt, die dazu dienen, das obere Traktorband 10 stets mit dem benötigten Anpressdruck gegen die obere Längsseite des jeweiligen Lebensmittelstrangs 40 zu pressen, um so eine gute Traktion während der Vorschubbewegung zu erzeugen. - Im Folgenden wird der Ablauf des erfindungsgemäßen Schneidverfahrens unter Bezugnahme auf die
Figuren 5.1 bis 5.8 näher erläutert: - In
Figur 5.1 befinden sich auf der Zuführeinrichtung 3 sechs Lebensmittelstränge 40 in Form in ihrer Konsistenz weicher Mettwürste, die jeweils eine Länge von ca. 1200 mm besitzen. Die Lebensmittelstränge 40 sind jeweils mit ihrem hinteren Ende unter Zuhilfenahme eines an einem Förderband der Zuführeinrichtung 3 befestigten Anschlagelements 41 miteinander fluchtend ausgerichtet. Die parallele Ausrichtung der einzelnen Lebensmittelstränge 40 zueinander kann durch Verwendung einer oberhalb des Förderbandes der Zuführeinrichtung 3 angeordneten Einlegehilfe erleichtert werden. Die Verschlussklappe 13 des Portalelements 12 der Maschineneinhausung ist geschlossen, so dass ein Bediener nicht unbeabsichtigt in den Bereich der Ladeschwinge 9 eingreifen kann. Die Ladeschwinge 9 befindet sich in der Übergabeposition, in der sie auf die Übergabe der Lebensmittelstränge 40 durch die Zuführeinrichtung 3 wartet. - In
Figur 5.1 befindet sich der Fixierschlitten 25 der Fixiereinrichtung 5 in seiner linksseitigen Endposition, die er noch aus dem vorangegangenen nicht dargestellten Verfahrensschritt innehat. - Am linken Ende der Vorrichtung 1 sind die drei oberen Traktorbänder 10, das spiralförmige Schneidmesser 8 (Drehrichtung entsprechend Pfeil 42) der Schneideinrichtung 7 und die Haltelemente 35 der Halteeinrichtung 6 dargestellt. Die zu einem zusammenhängenden Block zusammengefassten Halteelemente 35 sind über eine Quertraverse 44 mit einem Führungsschlitten 43 der Halteeinrichtung 6 verbunden, wobei der Führungsschlitten 43 entlang zweier Führungsstangen 45 linear verschiebbar ist. Die Ausrichtung der Führungsstangen 45 beträgt 75° zu einer horizontalen Ebene. Die Ausrichtungen der Führungsstangen 45 und damit der Halteeinrichtung 6 gegenüber dem Maschinengestell 2 ist nicht veränderbar. Die Führungsstangen 45 und auch die Längsachsen der Lebensmittelstränge 40 während des Vorschubs sind parallel zu einer Drehachse des Schneidraums 8, d. h. senkrecht zu einer Messerebene ausgerichtet.
- Darüber hinaus ist aus
Figur 5.1 entnehmbar, dass von der Halteeinrichtung 6 sechs Lebensmittelstränge 40 jeweils an ihren hinteren Enden gehalten werden. Diese Lebensmittelstränge 40 sind bereits zum großen Teil in Scheiben aufgeschnitten. Ihre Restlänge beträgt ca. 300 mm und verkürzt sich fortlaufend weiter. Die Vorschubbewegung wird ausgeführt von der Halteeinrichtung 6, den drei oberen Traktorbändern 10 und den sechs unteren Traktorbändern 11, die insbesondere inFigur 5.6 besser erkennbar sind. - Mit Blick auf
Figur 5.2 lässt sich erkennen, dass - im Vergleich mit der Darstellung inFigur 5.1 - die Verschlussklappe 13 nunmehr geöffnet ist und das Förderband der Zuführeinrichtung 3 die Lebensmittelstränge 40 bereits bis zum vorderen Ende der Zuführeinrichtung 3 gefördert hat, so dass ab dem nächsten Moment eine Übergabe auf die Ladeschwinge 9 stattfindet. In der Zwischenzeit hat sich darüber hinaus die Fixiereinrichtung 5 von ihrer linken Endposition in die rechte Endposition bewegt. Der Schneidprozess der von der Halteeinrichtung 6 gehaltenen Lebensmittelstränge 41 wurde zwischenzeitlich fortgesetzt, so dass sich die verbleibende Stranglänge etwas verkürzt hat. -
Figur 5.3 zeigt eine Situation, in der die Lebensmittelstränge 40 mit einem Teil ihrer Länge bereits auf der Vorschubeinrichtung 4 befindlich sind, wobei sich die vorderen Enden 46 der Lebensmittelstränge 40 bereits über den Fixierschlitten 25 der Fixiereinrichtung 6 hinaus erstrecken. In dieser Stellung der Lebensmittelstränge 40 können die Fixierelemente 33, 34 somit in Aktion treten und jeweils einen Lebensmittelstrang 40 in der Nähe des vorderen Endes 46 zwischen sich einklemmen. Der Schneidprozess der Lebensmittelstränge 40 der vorangegangenen Beschickung läuft derweil weiter. - In
Figur 5.4 ist eine Situation dargestellt, in der die Lebensmittelstränge 40 nahezu vollständig auf die in ungefähr horizontaler Stellung (Übergabestellung) befindliche Ladeschwinge 9 übergeben ist. Der Fixierschlitten 25 der Fixiereinrichtung 6 hat sich durch Aktivierung eines nicht sichtbaren Schlittenantriebs entsprechend weit in Richtung seiner vorderen Endposition bewegt und dabei die Lebensmittelstränge 40 auf die Führungsschienen 21 der Vorschubeinrichtung 4 gezogen, wobei das Förderband der Zuführeinrichtung 3, auch unter Zuhilfenahme des leistenförmigen Anschlagelements 41, die Lebensmittelstränge an ihren hinteren Enden 47 leicht nachgeschoben hat. Hierdurch wird verhindert, dass die Übergabe der Lebensmittelstränge 40 von der Zuführeinrichtung 3 auf die Vorschubeinrichtung 4 allein durch einen von der Zuführeinrichtung 3 ausgeübten Druck erfolgt, da in diesem Fall die große Gefahr bestünde, dass die in ihrer Konsistenz sehr weichen Lebensmittelstränge 40 dabei seitlich ausbrechen, was eine korrekte Positionierung vereiteln und einen ordnungsgemäßen späteren Schneidbetrieb unmöglich machen würde. Die Länge der noch im Aufschneideprozess befindlichen Lebensmittelstränge hat sich in der Zwischenzeit weiter verkürzt. - Im Unterschied zu der Situation in
Figur 5.4 wurde der Fixierschlitten 25 der Fixiereinrichtung 6 in der Zwischenzeit von dem vorderen Ende 46 mehr in Richtung des hinteren Endes 47 der Lebensmittelstränge 40 verschoben, wozu die Fixierelemente 33, 34 vor der Verschiebung des Fixierschlittens 25 gelöst und anschließend in der inFigur 5.5 gezeigten Position des Fixierschlittens 25 wieder aufeinander zu bewegt wurden, um die Lebensmittelstränge 40 an der betreffenden Stelle klemmend zu fixieren. Die Verschlussklappe 13 ist jetzt wieder in ihrer Schließstellung. Der Aufschneideprozess der von der Halteeinrichtung 6 gehaltenen Lebensmittelstränge 40 ist nunmehr quasi abgeschlossen. - In der
Figur 5.6 hat die Ladeschwinge 9 die in denFiguren 5.1 bis 5.5 eingenommene Übergabestellung verlassen und stattdessen eine Wartestellung eingenommen, in der sie unter einem Winkel von ca. 60° zur Horizontalen ausgerichtet ist und damit einen Differenzwinkel 48 gegenüber den Führungsstangen 45 der Halteeinrichtung 6 von ca. 15° einschließt. Trotz der starken Neigung der Ladeschwingen 9 bleiben die Lebensmittelstränge 40 aufgrund der Aktivierung der Fixiereinrichtung 5 quasi hängend in ihrer Position auf den Führungsschienen 21. - Nach Beendigung des Aufschneidevorgangs der Lebensmittelstränge 40 der vorangegangenen Charge wurden die Reststücke des Lebensmittels von den Greiferhaken 36 gelöst, woraufhin die Halteelemente 35 der Halteeinrichtung 6 von ihrer unteren Endposition in die in
Figur 5.6 . dargestellte obere Endposition verfahren worden sind. Eine Kollision mit den in der Wartestellung befindlichen Lebensmittelsträngen 40 tritt dabei selbstredend nicht ein. - Ohne dass eine Kollision mit dem gänzlich zurückgefahrenen Block der Halteelemente 35 eintreten kann, wird die Ladeschwinge 9 nunmehr von der Warteposition um den Differenzwinkel 48 von 15° in die Vorschubposition weiter geschwenkt. Anschließend werden die Lebensmittelstränge 40 durch Ingangsetzung des Schlittenantriebs, d.h. entsprechende Verschiebung des Fixierschlittens 25, nach unten auf das Schneidmesser 8 der Schneideinrichtung 7 zu bewegt.
-
Figur 5.7 . zeigt in diesem Zusammenhang eine Situation, in der sich die Lebensmittelstränge 40 mit ihren vorderen Abschnitten zwischen den oberen Traktorbändern 10 und den unteren Traktorbändern 11 befinden und im Übrigen lediglich noch von der Fixiereinrichtung 5 fixiert werden. Der Schneidvorgang wird in dieser Situation bereits gestartet, ohne dass abgewartet würde, dass sich die Halteeinrichtung 6 nach unten auf die hinteren Enden 47 der Lebensmittelstränge 40 zu bewegt und dort die Lebensmittelstränge 40 ergreifen und halten würde. Durch das frühzeitige Beginnen des Schneidprozesses kann Zeit gespart und soweit die Leistung der Vorrichtung 1 erhöht werden, ohne dass die in der Anfangsphase des Schneidvorgangs fehlende hintere Halterung der Lebensmittelstränge 40 sich irgendwie negativ bemerkbar machen könnte. - Nach dem Eingriff der Halteeinrichtung 6 an den hinteren Enden 47 der Lebensmittelstränge 40 findet der "reguläre" Schneidbetrieb statt, in dem sowohl die Halteeinrichtung 6 als auch die Fixiereinrichtung 5 aktiv sind.
- Sobald aber der Fixierschlitten 25 der Fixiereinrichtung 5 die in
Figur 5.8 gezeigte untere Endposition erreicht hat und somit die Fixierelemente 33, 34 ohnehin von dem jeweiligen Lebensmittelstrang 40 gelöst werden müssten, kann die Ladeschwinge 9 in leerem Zustand aus der Vorschubstellung in die inFigur 5.1 gezeigte Übergabestellung zurückgefahren werden. Die gerade im Schneidprozess befindlichen Lebensmittelstränge 40 werden ab diesem Zeitpunkt von den Traktorbändern 10 und 11 sowie an ihren hinteren Enden 47 von der Halteeinrichtung 6 hinreichend sicher gehalten. - Nach dem Überführen der Ladeschwinge 9 in die Übergabeposition und dem Bestücken des Zuführbands 3 mit neuen Lebensmittelsträngen 40 ist die in
Figur 5.1 gezeigte Anfangssituation wieder erreicht und der Zyklus kann von neuem beginnen. -
- 1
- Vorrichtung
- 2
- Maschinengestell
- 3
- Zuführeinrichtung
- 4
- Vorschubeinrichtung
- 5
- Fixiereinrichtung
- 6
- Halteeinrichtung
- 7
- Schneideinrichtung
- 8
- Schneidmesser
- 9
- Ladeschwinge
- 10
- Oberes Traktorband
- 11
- Unteres Traktorband
- 12
- Portalelement
- 13
- Verschlussklappe
- 14
- Pfeil
- 15
- Achse
- 16
- Pfeil
- 17
- Pneumatikzylinder
- 18
- Bedientableau
- 21
- Führungsschiene
- 22
- Schwingenrahmen
- 23
- Führungsstange
- 24
- Querstrebe
- 25
- Fixierschlitten
- 26
- Lagerelement
- 27
- Synchronriemen
- 28
- Welle
- 29
- Synchronscheibe
- 30
- Querhubschlitten
- 31
- Querhubschlitten
- 32
- Doppelpfeil
- 33
- Fixierelement
- 34
- Fixierelement
- 35
- Halteelement
- 36
- Greiferhaken
- 37
- Stellzylinder
- 38
- Basisschenkel
- 39
- Klemmfinger
- 40
- Lebensmittelstrang
- 41
- Anschlagelement
- 42
- Pfeil
- 43
- Führungsschlitten
- 44
- Quertraverse
- 45
- Führungsstange
- 46
- vorderes Ende
- 47
- hinteres Ende
- 48
- Differenzwinkel
Claims (16)
- Verfahren zum Schneiden mindestens eines Lebensmittelstrangs (40) in Scheiben mit den folgenden Verfahrensschritten:a) Der Lebensmittelstrang (40) wird in eine Zuführeinrichtung (3) eingelegt, wobei er sich dann in einer Einlegestellung befindet.b) Der Lebensmittelstrang (40) wird auf eine Vorschubeinrichtung (4) gefördert, wobei er sich dann in einer Übergabestellung befindet.c) Der Lebensmittelstrang (40) wird mittels der Vorschubeinrichtung (4) in eine Vorschubstellung überführt, in der er gegenüber der Horizontalen stärker geneigt ist als in der Übergabestellung.d) Der Lebensmittelstrang (40) wird an einem hinteren Ende (47) mittels einer Halteeinrichtung (6) ergriffen und gehalten.e) Der Lebensmittelstrang (40) wird auf eine Schneideinrichtung (7) zu bewegt.f) Der Lebensmittelstrang (40) wird mittels der Schneideinrichtung (7) sukzessive in Scheiben geschnitten.
gekennzeichnet durch den folgenden Verfahrensschritt:g) Der Lebensmittelstrang (40) wird mindestens während der Überführung von der Übergabestellung in die Vorschubstellung an mindestens einer seiner Längsseiten, vorzugsweise an mindestens einer seiner freien Längsseiten, mittels mindestens eines Fixierelements (33, 34) einer Fixiereinrichtung (5) fixiert, wobei das mindestens eine Fixierelement (33, 34) mit dem Lebensmittelstrang (40) einen Formschluss und/oder einen Kraftschluss bildet. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Lebensmittelstrang (40) an zwei gegenüber liegenden Längsseiten jeweils von einem Fixierelement (33, 34) der Fixiereinrichtung (5) kontaktiert wird, vorzugsweise indem mittels zwei gegenüber liegenden Klemmbacken der Fixiereinrichtung (5) eine Klemmkraft auf einen Außenmantel des Lebensmittelstrangs (40) ausgeübt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Lebensmittelstrang (40) in einem einem hinteren Ende (47) zugewandten Drittel seiner Länge fixiert wird, während er von der Übergabestellung in die Vorschubstellung überführt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass mindestens ein Fixierelement (33, 34) der Fixiereinrichtung (5) in Längsrichtung des Lebensmittelstrangs (40) bewegt wird, während es den Lebensmittelstrang (40) fixiert.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Lebensmittelstrang (40) von der Fixiereinrichtung (5) fixiert und aktiv gefördert, vorzugsweise gezogen, wird, während er von der Einlegestellung in die Übergabestellung bewegt wird und/oder während er von der Vorschubstellung in Richtung auf die Schneideinrichtung (7) zu bewegt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Lebensmittelstrang (40) mittels der Vorschubeinrichtung (4) in eine Wartestellung überführt und dort angehalten wird, die sich zwischen der Übergabestellung und der Vorschubstellung befindet.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Lebensmittelstrang (40)a) in einer ersten Phase der Vorschubbewegung, in der er ausgehend von der Vorschubstellung auf die Schneideinrichtung (7) zu bewegt wird, nur von der Fixiereinrichtung (5) fixiert wird, und/oderb) in einer zweiten Phase der Vorschubbewegung von der Fixiereinrichtung (5) fixiert und von der Halteeinrichtung (6) gehalten wird, und/oderc) in einer dritten Phase der Vorschubbewegung nur von der Halteeinrichtung (6) gehalten wird.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Vorschubeinrichtung (4) von der Vorschubstellung in die Übergabestellung zurückbewegt wird, während ein verbleibender Teil des Lebensmittelstrangs (40) vorgeschoben und aufgeschnitten und dabei von der Halteeinrichtung (6) gehalten wird.
- Vorrichtung (1) zum Schneiden mindestens eines Lebensmittelstrangs (40) in Scheiben, umfassenda) eine Zuführeinrichtung (3), in die mindestens ein Lebensmittelstrang (40) einlegbar ist, der sich dann in einer Einlegestellung befindet und mit der der Lebensmittelstrang (40) förderbar ist,b) eine Vorschubeinrichtung (4), auf die der Lebensmittelstrang (40) mittels der Zuführeinrichtung (3) förderbar ist, wobei der Lebensmittelstrang (40) sich dann in einer Übergabestellung befindet, wobei des Weiteren der Lebensmittelstrang (40) mittels der Vorschubeinrichtung (4) in eine Vorschubstellung überführbar ist, in der er gegenüber der Horizontalen stärker geneigt ist als in der Übergabestellung, und anschließend in seine Längsrichtung förderbar ist,c) eine Halteeinrichtung (6), mit der der Lebensmittelstrang (40) an einem hinteren Ende (47) ergreifbar und halterbar ist, undd) einer Schneideinrichtung (7), mit der der Lebensmittelstrang (40) im Zuge einer Vorschubbewegung sukzessive in Scheiben schneidbar ist.
gekennzeichnet durche) eine Fixiereinrichtung (5) mit mindestens einem Fixierelement (33, 34), mit dem der Lebensmittelstrang (40) vor und während der Überführung von der Übergabestellung in die Vorschubstellung an mindestens einer seiner Längsseiten, vorzugsweise an mindestens einer seiner freien Längsseiten, fixierbar ist, wobei das mindestens eine Fixierelement (33, 34) mit dem Lebensmittelstrang (40) einen Formschluss und/oder einen Kraftschluss bildet. - Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Vorschubeinrichtung (4) zusammen mit der Fixiereinrichtung (5) relativ zu einem Maschinengestell (2) um eine Achse (15) schwenkbar ist, die sowohl senkrecht zu der Vorschubrichtung als auch zu einer Bewegungsrichtung des Lebensmittelstrangs (40) bei seiner Überführung von der Einlegestellung in die Übergabestellung verläuft.
- Vorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Fixierelemente (33, 34) Klemmbacken sind, die mittels eines Klemmantriebs von gegenüber liegenden Seiten an freie Längsseiten des Lebensmittelstrangs (40) pressbar und wieder von den Längsseiten entfernbar sind, wobei eine Kontaktfläche mindestens einer Klemmbacke vorzugsweise eine die Reibung erhöhende und/oder einen (Mikro- )Formschluss bewirkende Oberflächenbeschaffenheit besitzt.
- Vorrichtung nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass die Fixierelemente (33, 34) an einem Fixierschlitten (25) angeordnet sind, der mittels eines Schlittenantriebs, vorzugsweise über mindestens einen Synchronriemen (27), in Vorschubrichtung des Lebensmittelstrangs (40) relativ zu der Vorschubeinrichtung (4) verfahrbar und vorzugsweise mit dieser über eine Linearführung verbunden ist.
- Vorrichtung nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass eine Mehrzahl von Lebensmittelsträngen (40) mit ihrer jeweiligen Längsrichtung parallel nebeneinander sowohl auf der Zuführeinrichtung (3) als auch auf der Vorschubeinrichtung (4) platzierbar sind, wobei vorzugsweise die Fixierelemente (33, 34) für alle Lebensmittelstränge (40) mittels eines einzigen Antriebs betätigbar sind.
- Vorrichtung nach Anspruch 11 und 13, dadurch gekennzeichnet, dass die Fixierelemente (33, 34) in eine erste Gruppe und eine zweite Gruppe aufgeteilt sind, wobei die Fixierelemente (33, 34) jeweils einer Gruppe die Lebensmittelstränge (40) von derselben Richtung her kontaktieren und wobei die Fixierelemente (33) der ersten Gruppe an einem ersten Querhubschlitten (30) und die Fixierelemente (34) der zweiten Gruppe an einem zweiten Querhubschlitten (31) angeordnet sind, wobei die Querhubschlitten (30, 31) relativ zu dem Fixierschlitten (25) senkrecht zu den Längsachsen der Lebensmittelstränge (40) und jeweils in entgegengesetzte Richtung verfahrbar sind.
- Vorrichtung nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass die Lebensmittelstränge (40) mittels eines an der vorzugsweise als Förderband ausgebildeten Zuführeinrichtung (3) angeordneten Anschlagelements (41) an ihren hinteren Enden (47) miteinander fluchtend ausrichtbar sind.
- Vorrichtung nach einem der Ansprüche 9 bis 15, dadurch gekennzeichnet, dass die Vorschubeinrichtung (4) für jeden Lebensmittelstrang (40) ein Führungselement, vorzugsweise eine Führungsschiene (21), aufweist, entlang dessen der jeweilige Lebensmittelstrang (40) während der Förderung von der Zuführeinrichtung (3) auf die Vorschubeinrichtung (4) sowie während der Vorschubbewegung, vorzugsweise gleitend, führbar ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201110051210 DE102011051210A1 (de) | 2011-06-20 | 2011-06-20 | Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2537651A1 true EP2537651A1 (de) | 2012-12-26 |
| EP2537651B1 EP2537651B1 (de) | 2015-10-21 |
Family
ID=46354019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12172126.0A Not-in-force EP2537651B1 (de) | 2011-06-20 | 2012-06-15 | Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9061432B2 (de) |
| EP (1) | EP2537651B1 (de) |
| CN (1) | CN102941595B (de) |
| DE (1) | DE102011051210A1 (de) |
| DK (1) | DK2537651T3 (de) |
| ES (1) | ES2555996T3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015110533A1 (de) * | 2015-06-30 | 2017-01-05 | Weber Maschinenbau Gmbh Breidenbach | Zuführvorrichtung |
| EP3140091A4 (de) * | 2014-05-07 | 2018-07-18 | Formax, Inc. | Lebensmittelproduktschneidvorrichtung und -verfahren |
| US10245745B2 (en) | 2016-04-28 | 2019-04-02 | TVI Entwicklung & Produktion GmbH | Slicing machine and method for slicing elastic strands in particular meat strands |
| DE102017123058A1 (de) | 2017-10-05 | 2019-04-11 | Tpv Gmbh | Verfahren zum Aufschneiden eines Lebensmittelstrangs sowie Schneidvorrichtung |
| EP3944937A1 (de) * | 2020-07-29 | 2022-02-02 | Weber Maschinenbau GmbH Breidenbach | Slicer für lebensmittel mit ladevorrichtung |
| EP3170632B1 (de) * | 2015-10-26 | 2024-01-17 | Textor Maschinenbau GmbH | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014112800A1 (de) * | 2014-09-05 | 2016-03-10 | Weber Maschinenbau Gmbh Breidenbach | Aufschneidevorrichtung |
| DE102016101753A1 (de) * | 2016-02-01 | 2017-08-03 | Textor Maschinenbau GmbH | Aufschneiden von lebensmittelprodukten |
| DE102017121799A1 (de) * | 2017-08-18 | 2019-02-21 | Weber Maschinenbau Gmbh Breidenbach | Produktzufuhr für eine vorrichtung zum aufschneiden von lebensmittelprodukten |
| CN108058208B (zh) * | 2018-01-22 | 2023-12-08 | 林志明 | 一种切条机 |
| CN108393950A (zh) * | 2018-03-09 | 2018-08-14 | 潍坊田汇食品有限公司 | 一种鸭翅切割机 |
| CN111844205A (zh) * | 2020-07-29 | 2020-10-30 | 陈余超 | 一种棍状中药材切片设备用送料装置 |
| CN112123416B (zh) * | 2020-08-04 | 2022-09-23 | 安徽抱香树生物科技有限公司 | 一种大量加工腊肠果用切割打包一体机 |
| CN112171732A (zh) * | 2020-08-27 | 2021-01-05 | 朱波云 | 一种药材切片装置 |
| US20230125230A1 (en) | 2021-10-25 | 2023-04-27 | Provisur Technologies, Inc. | Pivoting loading tray assembly for food product slicing apparatus and method of use |
| EP4460413A4 (de) | 2022-04-29 | 2026-04-08 | Provisur Technologies Inc | Lebensmittelproduktschneidvorrichtung mit produktverschlussanordnung und verfahren zum betrieb davon |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19518583A1 (de) * | 1995-05-20 | 1996-11-21 | Schindler & Wagner Kg | Schneidmaschine |
| WO2000059689A1 (fr) * | 1999-03-31 | 2000-10-12 | Prima Meat Packers, Ltd. | Dispositif servant a trancher un produit alimentaire tel que du jambon |
| DE10353114A1 (de) * | 2003-10-15 | 2005-05-12 | Cfs Kempten Gmbh | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelriegeln |
| DE102007063112A1 (de) * | 2007-12-23 | 2009-07-23 | Dipl.-Ing. Schindler & Wagner Gmbh & Co. Kg | Schneidmaschine |
| DE102008020246A1 (de) * | 2008-04-22 | 2009-11-12 | Maschinenbau Heinrich Hajek Gmbh & Co. | Verfahren zur Beladung einer Hochgeschwindigkeits-Schneidmaschine mit Produkten und Beladungseinrichtung hierfür |
| EP2239108A2 (de) * | 2007-10-22 | 2010-10-13 | Formax, Inc. | Nahrungsmittelschneidemaschine mit einem Schneidklingenrückholmechanismus |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2377198A1 (en) * | 2001-03-23 | 2002-09-23 | Kraft Foods Holdings, Inc. | Automated system and method for placing sliced food stacks in packages |
| US20070214969A1 (en) * | 2003-10-15 | 2007-09-20 | Peter Mueller | Method and Device for Slicing Food Bars |
| DE10353527A1 (de) * | 2003-11-14 | 2005-06-23 | Cfs Kempten Gmbh | Aufschneidevorrichtung mit einer krümmbaren Beladeschwinge |
| US7603936B2 (en) * | 2005-03-05 | 2009-10-20 | Formax, Inc. | Loaf seam synchronization device for continuous loaf feed slicing machine |
-
2011
- 2011-06-20 DE DE201110051210 patent/DE102011051210A1/de not_active Withdrawn
-
2012
- 2012-06-15 EP EP12172126.0A patent/EP2537651B1/de not_active Not-in-force
- 2012-06-15 ES ES12172126.0T patent/ES2555996T3/es active Active
- 2012-06-15 DK DK12172126.0T patent/DK2537651T3/en active
- 2012-06-19 US US13/526,619 patent/US9061432B2/en not_active Expired - Fee Related
- 2012-06-20 CN CN201210402264.0A patent/CN102941595B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19518583A1 (de) * | 1995-05-20 | 1996-11-21 | Schindler & Wagner Kg | Schneidmaschine |
| WO2000059689A1 (fr) * | 1999-03-31 | 2000-10-12 | Prima Meat Packers, Ltd. | Dispositif servant a trancher un produit alimentaire tel que du jambon |
| DE10353114A1 (de) * | 2003-10-15 | 2005-05-12 | Cfs Kempten Gmbh | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelriegeln |
| EP2239108A2 (de) * | 2007-10-22 | 2010-10-13 | Formax, Inc. | Nahrungsmittelschneidemaschine mit einem Schneidklingenrückholmechanismus |
| DE102007063112A1 (de) * | 2007-12-23 | 2009-07-23 | Dipl.-Ing. Schindler & Wagner Gmbh & Co. Kg | Schneidmaschine |
| DE102008020246A1 (de) * | 2008-04-22 | 2009-11-12 | Maschinenbau Heinrich Hajek Gmbh & Co. | Verfahren zur Beladung einer Hochgeschwindigkeits-Schneidmaschine mit Produkten und Beladungseinrichtung hierfür |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3140091A4 (de) * | 2014-05-07 | 2018-07-18 | Formax, Inc. | Lebensmittelproduktschneidvorrichtung und -verfahren |
| US10919170B2 (en) | 2014-05-07 | 2021-02-16 | Provisur Technologies, Inc. | Food product slicing apparatus |
| EP3140091B1 (de) | 2014-05-07 | 2021-04-07 | Formax, Inc. | Lebensmittelproduktschneidvorrichtung |
| DE102015110533A1 (de) * | 2015-06-30 | 2017-01-05 | Weber Maschinenbau Gmbh Breidenbach | Zuführvorrichtung |
| EP3170632B1 (de) * | 2015-10-26 | 2024-01-17 | Textor Maschinenbau GmbH | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten |
| US10245745B2 (en) | 2016-04-28 | 2019-04-02 | TVI Entwicklung & Produktion GmbH | Slicing machine and method for slicing elastic strands in particular meat strands |
| US10492504B2 (en) | 2016-04-28 | 2019-12-03 | TVI Entwicklung & Produktion GmbH | Cutting machine as well as method for cutting elastic strings, in particular meat strings |
| US10843364B2 (en) | 2016-04-28 | 2020-11-24 | TVI Entwicklung & Produktion GmbH | Cutting machine as well as method for cutting elastic strings, in particular meat strings |
| US10875207B2 (en) | 2016-04-28 | 2020-12-29 | TVI Entwicklung & Produktion GmbH | Cutting machine as well as method for cutting elastic strings, in particular meat strings |
| DE102017123058A1 (de) | 2017-10-05 | 2019-04-11 | Tpv Gmbh | Verfahren zum Aufschneiden eines Lebensmittelstrangs sowie Schneidvorrichtung |
| US11383398B2 (en) | 2020-07-29 | 2022-07-12 | Weber Maschinenbau Gmbh Breidenbach | Loading apparatus |
| US11667050B2 (en) | 2020-07-29 | 2023-06-06 | Weber Maschinenbau Gmbh Breidenbach | Loading apparatus |
| EP3944937A1 (de) * | 2020-07-29 | 2022-02-02 | Weber Maschinenbau GmbH Breidenbach | Slicer für lebensmittel mit ladevorrichtung |
| US12246467B2 (en) | 2020-07-29 | 2025-03-11 | Weber Food Technology Gmbh | Slicing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US9061432B2 (en) | 2015-06-23 |
| DE102011051210A1 (de) | 2012-12-20 |
| CN102941595A (zh) | 2013-02-27 |
| HK1182054A1 (zh) | 2013-11-22 |
| EP2537651B1 (de) | 2015-10-21 |
| ES2555996T3 (es) | 2016-01-12 |
| US20130160620A1 (en) | 2013-06-27 |
| DK2537651T3 (en) | 2015-12-21 |
| CN102941595B (zh) | 2016-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2537651B1 (de) | Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben | |
| EP2407285B1 (de) | Vorrichtung und Verfahren zum Aufschneiden von Lebensmittelprodukten | |
| DE2918687A1 (de) | Vorrichtung zum erzeugen von drahtleitungs- oder kabelabschnitten | |
| WO2014029590A1 (de) | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten | |
| DE2918724A1 (de) | Vorrichtung zur hochgeschwindigkeitsproduktion identischer draht- bzw. kabellaengen | |
| DE2918725A1 (de) | Vorrichtung zum herstellen von saetzen genau gleich langer drahtleitungen | |
| DE60113580T2 (de) | Schneidemaschine für eine Vielzahl von Küchen- und/oder Toiletten-Papierrollen | |
| DE3902454A1 (de) | Einrichtung zum auftrennen und entfernen eines verpackungsmateriales | |
| DE10244377A1 (de) | Zuführvorrichtung für eine Vorrichtung zum Schneiden von Produkten aus Bogenmaterial | |
| DE2159841B2 (de) | Kabelzurichtmaschine zum automatischen Ablängen von Kabeln | |
| DE2200419C3 (de) | Vorrichtung zur intermittierenden Zufuhr eines Abschnitts einer Folienbahn aus einer Vorratsrolle zum Verschließen eines Behälters | |
| EP1995026A1 (de) | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelriegeln | |
| EP0362740B1 (de) | Verfahren und Vorrichtung zum Herstellen und Abtransportieren von Stapeln aus Folienabschnitten | |
| EP3341168B1 (de) | Aufschneidevorrichtung mit einem anschlagmittel | |
| DE1277140B (de) | Vorrichtung zum Stapeln und Transportieren von flachen Gegenstaenden, insbesondere Papiertuechern | |
| DE102019001270B3 (de) | Vorrichtung und Verfahren zum Herstellen einer Grillfackel | |
| DE2430043A1 (de) | Verfahren zum beschneiden von papierstapeln | |
| EP2187750B1 (de) | Verfahren und vorrichtung zum pellen von würsten | |
| DE2014146B2 (de) | Verfahren und Vorrichtung zum Andrücken elektrischer Verbinder | |
| DE2519420A1 (de) | Falzvorrichtung | |
| EP2298514B1 (de) | Verfahren und Vorrichtung zum Schneiden eines Lebensmittelstrangs in Scheiben | |
| DE1561141B2 (de) | Vorrichtung zum einfuehren von beilagen in gefaltete druckerzeugnisse | |
| EP3261786B1 (de) | Vorrichtung zum schrittweisen vorschieben von werkstücken | |
| DE2134921A1 (de) | Einrichtung zur herstellung von wattewickeln | |
| DE10243731A1 (de) | Übergabevorrichtung mit angepasster Geschwindigkeit für eine Vorrichtung zum Schneiden von Produkten aus Bogenmaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130312 |
|
| 17Q | First examination report despatched |
Effective date: 20130415 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150724 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 7/02 20060101AFI20150714BHEP Ipc: B26D 7/06 20060101ALI20150714BHEP Ipc: B26D 7/01 20060101ALN20150714BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 756294 Country of ref document: AT Kind code of ref document: T Effective date: 20151115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012005004 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20151214 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2555996 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160112 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160121 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160222 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160122 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012005004 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| 26N | No opposition filed |
Effective date: 20160722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160615 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170815 Year of fee payment: 11 Ref country code: DK Payment date: 20170627 Year of fee payment: 6 Ref country code: IS Payment date: 20170531 Year of fee payment: 6 Ref country code: CH Payment date: 20170627 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170627 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120615 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160615 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151021 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 756294 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180615 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20200625 Year of fee payment: 9 Ref country code: GB Payment date: 20200629 Year of fee payment: 9 Ref country code: IT Payment date: 20200618 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200710 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012005004 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20210701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210615 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210615 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210616 |