EP2689903A1 - Abrundungs- und Beschneidungsgruppe für Kanten von Platten - Google Patents
Abrundungs- und Beschneidungsgruppe für Kanten von Platten Download PDFInfo
- Publication number
- EP2689903A1 EP2689903A1 EP13425100.8A EP13425100A EP2689903A1 EP 2689903 A1 EP2689903 A1 EP 2689903A1 EP 13425100 A EP13425100 A EP 13425100A EP 2689903 A1 EP2689903 A1 EP 2689903A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rounding
- trimming
- panel
- edges
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D5/00—Other working of veneer or plywood specially adapted to veneer or plywood
- B27D5/006—Trimming, chamfering or bevelling edgings, e.g. lists
Definitions
- the present invention relates to a rounding and trimming group, particularly used in the branch of furniture manufacture, which enables one to carry out operations of trimming and rounding ABS/PVC edges that are attached to panels.
- the present group has linear and simultaneous movements, the objective of which is to obtain a group with less assembling complexity and that is more compact, since the existing groups are complex and require larger space for carrying out the operations.
- MDF medium density fiber
- the panels are usually completed on their side finish by application of a border, through gluing, usually of ABS/PVC, which is subsequently machined, finished by rounding the ends.
- edges strips made of ABS/PVC are used for improving the finish and protecting the panels against risks while handling them.
- the edge strips have different types of texture, brightness, color and adhere solidly to the base.
- Present-day machines for finishing pieces of furniture are assemblies of independent processing evolutions, which were being integrated to each other in order to form more productive single assemblies.
- the panel processing begins by trimming the dimension of the edges, with a view to make the dimension quite uniform in the beginning of the processing.
- the edge is introduced and guided through a main roller and leading rollers, which come close to the panel side.
- Other equipment prepares the surface, applying warmed glue and then another device pressing the edge against the panel through rollers, thus fixing the edge do the panel.
- edge strip After gluing the edge strip to the panel, excess-cutting process known as "destopo" is performed to cut the lateral excesses on the edge strip off the panel, and subsequently the trimming (precise cutting of the edge width) is performed on the panels.
- destopo excess-cutting process
- trimming precise cutting of the edge width
- This system is widely performed, but it has the disadvantage of requiring an additional process step and separate sets of equipment.
- European patent EP0395996 describes a rounding assembly applied to a machine designed for trimming operations, comprising a rounding-processing assembly mounted on a support that turns around an axis inside the panel profile and corresponds to the symmetry axis of the panel itself, parallel to the tool. The tool is brought into contact with the panel, where it turns on the support around the panel-symmetry axis, so as to make the opposite end rounded.
- This rounding assembly has the drawback that its rotation axis should coincide with the panel-symmetry axis and the machine should be adjusted whenever a panel with a different thickness is processed, besides only performing this operation in a static manner.
- a rounding unit for processing panel edges that include a movable support advancing along the panel, a tool mounted on the support and capable of moving along a pair of axis perpendicularly to the direction of advance of the panel, and means capable of moving said support forward together with the panel, while turning it simultaneously around one of the axis perpendicular to the direction of forward motion of the panel and parallel to the tool axis.
- patent EP001719594 it is presented an evolution of patent EP0911100A2 , wherein one sought solutions for controlling motorization and use of inserters, in order to control milling in regions of difficult access.
- this assembly In order to eliminate the drawbacks of the prior art, one has developed a trimming and rounding assembly that enables one to perform the finish of the quadrants of ABS/PVC-panel edges simultaneously.
- this assembly also enables one to trim, that is, to cut off the excess on the edge at the upper and lower portions.
- the present rounding and trimming group for panel edges enables this step to be performed virtually in a simultaneous manner, using for this purpose a combination of actuators of pneumatic type, "V"-arranged , forming between them relationships of approximately 90 degrees and approximately 45 degrees with respect to the longitudinal pass of the panels to be rounded, so as to coordinate the joint actuation of two milling devices.
- Another advantage refers to the space and arrangement of assembly thereof, since the group is compact, requiring little room for installation, thus enabling one to reduce the final machine size.
- Another advantage of this assembly relates to the simplicity of mounting it on the machine, as well as adjusting and actuating the movement assemblies of the cutting tools that perform the panel finish.
- a further advantage relates to its manufacture cost, because it has a smaller number of components to perform the trimming and rounding operations.
- Said rounding and trimming groups for panel edges enables one to perform the finish on the 4 panel faces, that is to say, the front face edges with respect to its displacement will be rounded and trimmed at the same time, and said longitudinal edges with respect to the panel displacement will be rounded.
- the present group enables one to perform only the trimming steps on the front edge, that is, when the ABS/PVC edge is glued and one needs to remove the excess that has remained exposed on the upper front part and lower front part of the panel with respect to its length in a correct manner, with a view to remove excesses of the initial cutting.
- the present invention enables new operations, either for rounding and/or trimming ABS/PVC edges, according to the format copied, that is, by only performing the trimming without great preparation and adjustments, coupling all of this to the simplicity of construction and distribution of the actuators, so that they will remain somewhat intertwined with each other, unlike others of the prior art that take up a much larger space and more complex components to carry out the same work.
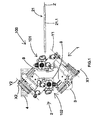
- the rounding and trimming group (100) for panel edges is formed by two rounding and/or trimming assemblies (1 and 2) fixed to a machine frame (not shown) by means of fixing supports (3 and 4) provided with milling devices (101 and 102) that are displaced, so as to perform the rounding and trimming of ABS/PVC edges, by means of actuators (11, 12, 13 and 14) through linear guides (5, 6, 7, and 8), referring to axes (X1, Y1, X2 and Y2), respectively, capable of performing the operation of trimming and rounding panels simultaneously, on the 4 edge faces (21.1) of the panel (21) covered with edges of PVC or the like in a single pass simultaneously with the panel (21) in continuous motion.
- Said milling devices (101 and 102), arranged on the assemblies (1 and 2), are provided with at least one horizontal copier (9) and one vertical copier (10), a milling tool (24), fine-adjustment clocks (15 and 16), chip outlet (17) and motor (22).
- the displacement of the milling device (101) for rounding or trimming edges (21.1) of the panel (21) is carried out by means of at least two linear guides (5, 6) and actuators (11, 12) of pneumatic type, V-arranged under an angle of approximately 90 degrees or approximately 45 degrees with respect to the longitudinal passage of the panels to be rounded, the displacement of the milling device (102) being carried out by means of at least two linear guides (7 and 8) and actuators (13 and 14) of pneumatic type, also V-arranged at approximately 90 degrees with respect to each other or approximately 45 degrees with respect to the longitudinal passage of the panels to be rounded.
- Figure 1 shows the starting position of the rounding and trimming group (100), composed of two assemblies (1 and 2) arranged in an inverted manner, positioned strategically with respect to each other, wherein the supporting of the assembly (1) on the machine structure is achieved by means of the lower support (3) and that of the assembly (2) by means of the upper support (4), each assembly performing 50% of the operation, that is, the group (1) performs the rounding and/or trimming of the lower corners of the panels and the group (2) handles the upper corners thereof simultaneously.
- the milling devices (101 and 102) are moved with the aid of at least two actuators each.
- the return or advance movement of the milling device (101) is carried out through the actuator (12), which is oriented by the linear guide (6) referring to the axis (Y1) and the linear guide (5), oriented by the axis (X1), so as to form an angle of approximately 90 degrees with respect to each other, plus the return or advance movement of the actuator (11), the device being capable of making the necessary movements of the whole operation of rounding and/or trimming the panel edges, with respect to their shapes.
- the milling device (101) In order for the milling device (101) to have contact with the workpiece to be rounded and/or trimmed, it is further composed by a horizontal copier (9) and a vertical copier (10), so that a cutting tool repeats a pre-shape inserted into the equipment, where the horizontal copier (9) and the vertical copier (10) goes around this pre-shape, imparting an identical shape to the workpiece being milled.
- Such milling tools (101 and 102) perform the operation on each rounding and/or trimming group with the aid of a motor 922) and fine-adjustment clocks (15 and 16), to guarantee total control capability throughout the production process.
- actuators 13 and 14
- X2 and Y2 orientation axes
- the assembly (1) is composed by a support (3) attached to the machine (not shown), an actuator (11) that moves on the axis (X1), supported by the linear guide (5), supported by the linear guide (6).
- These components enable the motor (22), the horizontal copier (9) and the vertical copier (10), chip outlet (17) and milling tool (24) to make the necessary movement for adequately performing simultaneous rounding and/or trimming of edges (21.1) of ABS/PVC or the like, aided by the actuators.
- the assembly (2) is composed by a support (4) attached to the machine (not shown), a cylinder (13) that moves on the axis (X2), supported by the linear guide (7), a second actuator (14) that moves along the axis (Y2), supported by the linear guide (8).
- These components enable the motor (22), the horizontal copier (9) and the vertical copier (10), chip outlet (17) and milling tool (24), to make the necessary movement for adequately performing simultaneous rounding and/or trimming of edges (21.1) of ABS/PVC or the like, aided by the actuators.
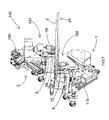
- FIG. 2 a cross-sectional view of the assembly (1), showing, in detail, the horizontal copier (9) and the vertical copier (10), the assembly (1) in contact with the panel (21), rounding the edge (21.1), and then profiling the panel (21).
- the milling device (102) is displaced through the linear guide (8) by means of the advance of the actuator (13), guided by the axis (X2), thus beginning its contact with the panel (21), referring to the axis (Z), first rounding the upper face of the panel (21), until the milling device (102) also begins to trim the upper side part of the panel (21) in a continuous motion.
- Figure 6 shows the advance of the actuator (14) displacing the milling device (102) through the linear guide (7), guided by the axis (Y2), with respect to the panel (21), thus performing the operation of the upper rounding of the back face of the panel (21).
- steps of rounding and trimming the panels (21) are completed and the assemblies (1 and 2) return to their initial rest position, as shown in Figure 1 , awaiting the next panel to be processed.
- the present rounding and trimming group (100) enables one to carry out the operation of trimming ABS/PVC edges (21.1) and, as shown in Figure 7 , each assembly (1 and 2) is equipped with auxiliary actuators (11b and 14b), which upon actuation displace only the milling devices (101 and 102), thus trimming the face of the ABS/PVC panels, that is, when the edge (21.1) is glued and one has to remove the excess that has remained exposed on the upper and lower part of the panels.
- the sequence of driving the actuators so as to enable only the trimming is as follows: the actuator (11) continues active, but the actuator (12) is retracted and brings along the milling device (101) downward. At this moment, the actuator (11b) is activated, moving the milling device (101) sufficiently for trimming the lower part of the panel (21). In order to perform the upper trimming of the panel, the actuator (14) remains retracted and the actuator 913) is activated, bringing along the milling device (102) upward. At this moment, the actuator (14b) is activated, moving the milling device (102) sufficiently for upper trimming of the panel (21), that is to say, in practice the movement of passing the panels plus the movement of the actuators generate a movement between the at approximately 90 degrees, enabling the desired trimming.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Milling Processes (AREA)
- Control Of Cutting Processes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13425100T PL2689903T3 (pl) | 2012-07-23 | 2013-07-10 | Zespół do zaokrąglania i wyrównywania brzegów płyt |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR102012018184-3A BR102012018184B1 (pt) | 2012-07-23 | 2012-07-23 | Grupo arredondador e refilador para bordas de painéis |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2689903A1 true EP2689903A1 (de) | 2014-01-29 |
| EP2689903B1 EP2689903B1 (de) | 2017-11-08 |
Family
ID=49118480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13425100.8A Active EP2689903B1 (de) | 2012-07-23 | 2013-07-10 | Abrundungs- und Beschneidungsgruppe für Kanten von Platten |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2689903B1 (de) |
| BR (1) | BR102012018184B1 (de) |
| ES (1) | ES2654580T3 (de) |
| PL (1) | PL2689903T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2979833A1 (de) * | 2014-08-01 | 2016-02-03 | BIESSE S.p.A. | Beschneidungsanordnung zur endbearbeitung von holzpaneelen oder dergleichen |
| WO2024231583A1 (es) * | 2023-05-09 | 2024-11-14 | Construcciones Españolas De Herramientas Industriales, S.A. | Dispositivo recortador de cantos de paneles |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2157888A1 (de) * | 1971-10-28 | 1973-06-08 | Zoia Michele | |
| EP0171959A2 (de) | 1984-07-30 | 1986-02-19 | Zinetics Medical Technology Corporation | Elektrode zur Messung der Konzentration von Wasserstoffionen |
| EP0395996A2 (de) | 1989-04-29 | 1990-11-07 | REICH Spezialmaschinen GmbH | Profiliervorrichtung für Ecken an plattenförmigen Werkstücken |
| EP0911100A2 (de) | 1997-10-22 | 1999-04-28 | Fravol Export S.r.l. | Werkzeug zur Bearbeitung von Plattenkanten und damit ausgerüstete Maschine |
| EP0997245A2 (de) * | 1998-10-30 | 2000-05-03 | SCM GROUP S.p.A. | Paneelkantenbearbeitungseinheit |
| EP1964654A2 (de) | 2007-02-28 | 2008-09-03 | Bi-Matic S.r.L. | Abrundungsmaschine für Holzpaneele |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4243054C1 (de) * | 1992-12-18 | 1994-07-14 | Homag Maschinenbau Ag | Vorrichtung zur Bearbeitung der Kantenränder von fortlaufend bewegten plattenförmigen Werkstücken |
| IT1292833B1 (it) * | 1997-03-28 | 1999-02-11 | Scm Group Autec Division Spa | Gruppo di bordatura |
-
2012
- 2012-07-23 BR BR102012018184-3A patent/BR102012018184B1/pt active IP Right Grant
-
2013
- 2013-07-10 PL PL13425100T patent/PL2689903T3/pl unknown
- 2013-07-10 EP EP13425100.8A patent/EP2689903B1/de active Active
- 2013-07-10 ES ES13425100.8T patent/ES2654580T3/es active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2157888A1 (de) * | 1971-10-28 | 1973-06-08 | Zoia Michele | |
| EP0171959A2 (de) | 1984-07-30 | 1986-02-19 | Zinetics Medical Technology Corporation | Elektrode zur Messung der Konzentration von Wasserstoffionen |
| EP0395996A2 (de) | 1989-04-29 | 1990-11-07 | REICH Spezialmaschinen GmbH | Profiliervorrichtung für Ecken an plattenförmigen Werkstücken |
| EP0911100A2 (de) | 1997-10-22 | 1999-04-28 | Fravol Export S.r.l. | Werkzeug zur Bearbeitung von Plattenkanten und damit ausgerüstete Maschine |
| EP0997245A2 (de) * | 1998-10-30 | 2000-05-03 | SCM GROUP S.p.A. | Paneelkantenbearbeitungseinheit |
| EP1964654A2 (de) | 2007-02-28 | 2008-09-03 | Bi-Matic S.r.L. | Abrundungsmaschine für Holzpaneele |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2979833A1 (de) * | 2014-08-01 | 2016-02-03 | BIESSE S.p.A. | Beschneidungsanordnung zur endbearbeitung von holzpaneelen oder dergleichen |
| WO2024231583A1 (es) * | 2023-05-09 | 2024-11-14 | Construcciones Españolas De Herramientas Industriales, S.A. | Dispositivo recortador de cantos de paneles |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2689903B1 (de) | 2017-11-08 |
| PL2689903T3 (pl) | 2018-05-30 |
| BR102012018184B1 (pt) | 2021-12-14 |
| ES2654580T3 (es) | 2018-02-14 |
| BR102012018184A2 (pt) | 2015-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2873316C (en) | Covering panel with bevelled edges having varying cross-section, and apparatus and method of making the same | |
| EP2909032B1 (de) | Verfahren und vorrichtung zur herstellung von doppelplatten | |
| RU2689403C2 (ru) | Способ автоматической гибки профилей для разделительных элементов изолирующих стеклопакетов и устройство для осуществления данного способа | |
| GB2494075A (en) | Method of manufacturing a compound multiple curved surface molding plate | |
| RU2505396C2 (ru) | Обрабатывающий узел | |
| CN103447761A (zh) | 一种门框成型工艺 | |
| CN101254729A (zh) | 一种复合型石材浮雕的制作工艺及其采用的雕刻机 | |
| EP2689903B1 (de) | Abrundungs- und Beschneidungsgruppe für Kanten von Platten | |
| CZ294914B6 (cs) | Způsob a zařízení k vytvoření trojstranně ohraničené rohové oblasti z rovinné desky pro výrobu krabicovité součásti | |
| EP2527110B1 (de) | Betriebseinheit, insbesondere für Kantenverkleidungsmaschinen | |
| ITTO20080504A1 (it) | Gruppo di lavorazione | |
| DE202006021287U1 (de) | Arbeitsmaschine zum Bearbeiten von Holzelementen | |
| WO2016082119A1 (zh) | 六轴多点精密定位数控加工机 | |
| EP1853737B1 (de) | Arbeitstisch für eine automatische maschine zum zuschneiden von leder und dergleichen | |
| JP3739383B1 (ja) | 積層体の製造装置及び製造方法 | |
| US8651780B2 (en) | Cutting tool including a clamping system and a method for cutting a spar inside a wing of an aircraft | |
| EP0997245B1 (de) | Paneelkantenbearbeitungseinheit | |
| KR20130041439A (ko) | 양면 가공용 더블 에지밴딩기 | |
| CN105252273A (zh) | 一种刨槽和剪板一体化的数控刨剪机 | |
| ITBO970653A1 (it) | Macchina bordatrice. | |
| CN210967193U (zh) | 一种边缘修整的钣金切割设备 | |
| CN203920187U (zh) | 一种雕铣机中雕刻电机的安装结构 | |
| IT202000027363A1 (it) | Unità di lavorazione per la raschiatura di pannelli e metodo di raschiatura. | |
| GB2148181A (en) | A method for forming panels for the production of furniture and the like and an automatic machine for forming the method | |
| ITBO970188A1 (it) | Gruppo di bordatura |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DA SILVA, EDELCIO JOSE Inventor name: CORREA, ALEXANDRE COLIN |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17P | Request for examination filed |
Effective date: 20140725 |
|
| 17Q | First examination report despatched |
Effective date: 20150911 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170623 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 943707 Country of ref document: AT Kind code of ref document: T Effective date: 20171115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013029048 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2654580 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180214 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171108 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180208 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180308 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180208 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013029048 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180710 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180710 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180710 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 943707 Country of ref document: AT Kind code of ref document: T Effective date: 20171108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130710 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171108 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250819 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250722 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250701 Year of fee payment: 13 Ref country code: IT Payment date: 20250708 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250721 Year of fee payment: 13 |