EP2926949A2 - Luft-kühlung schleifscheiben und ladeteller von federendenschleifmaschine (3-kammer-system) - Google Patents
Luft-kühlung schleifscheiben und ladeteller von federendenschleifmaschine (3-kammer-system) Download PDFInfo
- Publication number
- EP2926949A2 EP2926949A2 EP15162107.5A EP15162107A EP2926949A2 EP 2926949 A2 EP2926949 A2 EP 2926949A2 EP 15162107 A EP15162107 A EP 15162107A EP 2926949 A2 EP2926949 A2 EP 2926949A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- loading plate
- chamber
- door
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/16—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings
- B24B7/167—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings end faces coil springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/02—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/04—Protective covers for the grinding wheel
- B24B55/045—Protective covers for the grinding wheel with cooling means incorporated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/16—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings
- B24B7/17—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings for simultaneously grinding opposite and parallel end faces, e.g. double disc grinders
Definitions
- the invention relates to a grinding machine according to claim 1 and a method for operating a grinding machine according to claim 14.
- Grinders are used in many manufacturing processes in the industry where surfaces of workpieces are machined. Usually surfaces of predominantly metallic machine elements with certain accuracy requirements are to be produced. In this case, a good utilization of the grinding machine and short machining cycles are economically important especially for machine elements that are produced in large quantities.
- grinding dust is generated which contains particles of the removed material and of the abrasive used.
- the grinding dust partially deposits in or on the grinding machine.
- the friction work done between the surface of the workpiece and the abrasive article creates heat that can result in heating of the workpiece and abrasive article beyond a material critical temperature. This can cause thermal damage to the workpiece. Besides, it can when grinding to flying sparks, the emergence of harmful vapors and noise development come.
- grinding wheels with hard abrasives of different coarse grain size are frequently used, which can be operated at high rotational speeds and have a high thermal resistance.
- cooling fluids for example air, water, oil or suitable cooling lubricants
- the service life of grinding wheels can be considerably extended.
- the grinding zone is often easily accessible and the supply of the cooling fluid can be easily realized technically, for example by injection or injection via cooling nozzles.
- the cooling proves to be more technically complicated if the grinding surface is the base of the cylindrically shaped grinding wheel. It is known for grinding wheel cooling cavities, such as cooling air channels to provide in the grinding wheels, or to supply cooling fluids due to the porosity of the abrasive sliding material of the grinding surface. These measures require the use of expensive and specially designed grinding wheels, grinding wheel holders and grinding spindles with feeds for the cooling fluid.
- grinders which are equipped with two movable loading devices for workpieces, one of which is in a grinding position for carrying out the grinding process, while the other is for loading or unloading in a loading position, so that after completion of the grinding process, the chargers without Time loss can be moved to the other position, there to carry out the next manufacturing step.
- occupational safety plays an important role, because it must be ensured that the grinding space around the grinding zone is secured during grinding due to the rotating grinding wheels, the grinding dust development of the spark, while the loading space must be accessible to the loading device with workpieces loaded or to unload the workpieces.
- grinding dust can spread unhindered into the hold, there deposit and lead, especially when deposited on the moving parts of the grinding machine, to functional impairment of the machine.
- the patent application DE 102012201465 A1 generally mentions the possibility of blowing fresh air into the grinding space of a spring-end grinding machine or into the Schaub compression springs.
- a vertically movable shield which is moved before the start of the grinding operation down until its lower edge is located at a small distance above the recorded in the loading plate helical compression springs.
- a thermal imaging camera which is attached to the side facing away from the grinding wheels of the shield.
- the previously known solution aims in this respect to be able to do without expensive cooling measures by temperature monitoring and a temperature-dependent control of the grinding process.
- the well-known shield can protect the exposed part of the loading plate only against such sparks that arise when grinding the upper ends of the coil springs above the loading plate, but not in front of sparks, which arise below the loading plate.
- the present invention therefore has the object, a grinding machine and a method for operating a grinding machine with increased productivity, Provide occupational safety and energy efficiency.
- the design and equipment of the grinding machine is to be improved in view of the spread of grinding dust and exhaust air of the grinding process and the cooling of the workpieces and / or the loading plate in terms of effectiveness and energy efficiency can be improved.
- loading plates there may be a plurality of loading plates, in particular three or four loading plates, but preferably two loading plates, which are preferably provided may be arranged uniformly over the circumference of the turntable and further preferably at the same radial distance from the axis of rotation of the turntable.
- loading plates allow several steps of the machining process to be carried out simultaneously on the grinding machine to increase the productivity of the machine.
- the loading plate can be designed exchangeable and / or height-adjustable, for example, by an axially displaceable along its axis of rotation storage on a loading plate shaft, preferably with a tongue and groove connection. It may be provided a double or multi-level loading plate.
- the loading plate is circular cylindrical and / or infinitely rotatable, in particular cyclically or continuously rotatable about its axis of rotation, where it can be rotated for example by a servo motor via a loading plate shaft.
- the loading of the loading plate with workpieces can be made manually or mechanically, with the term "assembly" loading or loading of objects to be ground on or in the loading plate, and optionally their loose or fixed fixation on or in the loading plate, for example in intended receiving openings, holding or clamping devices, can be understood.
- a plurality of workpiece receiving devices may be provided.
- the workpieces can have any desired shape and materials, but the grinding machine according to the invention is particularly well suited for grinding springs, preferably helical springs, more preferably helical compression springs, in particular for use as a spring-end grinding machine.
- Helical compression springs can be made of wound or wound wire, preferably of metallic materials. Helical compression springs may for example be cylindrical, conical or double conical and have different diameters and / or lengths.
- a "loading position” can be understood as meaning a position of the axis of rotation of the loading plate relative to the grinding machine, in which the loading plate with workpieces can be fitted, or workpieces can be removed from or removed from the loading plate or taken from him.
- a “grinding position” can be understood as meaning a position of the axis of rotation of the loading plate relative to the grinding machine, in which loading plate is positioned relative to the grinding unit such that at least one optionally loaded workpiece can come into sliding contact with the at least one grinding wheel. If the loading plate is in a grinding position, so a workpiece can be ground. Preferably, exactly one loading position and exactly one grinding position are diametrically opposed and provided at the same radial distance from the axis of rotation of the turntable.
- a loading and grinding position of the loading plate is defined by the position of the axis of rotation relative to the grinding machine. The loading plate could be rotated in a loading position and / or grinding position about its own axis of rotation.
- the rotation of the turntable can be implemented, for example, by a servomotor.
- the movement of a loading plate for example, be realized by the turntable is always rotated by half a turn, ie by 180 °, when the loading plate to change its position from the grinding to the loading position, or vice versa.
- other rotational intervals may be provided, for example 120 ° or 90 °. It would also be possible to reverse the direction of rotation of the turntable between a positional movement of the loading plate.
- the rotation of the turntable and an optionally superimposed rotation of the loading plate about its own axis of rotation results in a movement path of the loading plate.
- the peripheral contour of the loading plate describes a, preferably circular, outer web of the loading plate, which results from the distance of the axis of rotation of the loading plate of the axis of rotation of the turntable and the radius of the, preferably circular, loading plate.
- the axis of rotation of the at least one grinding wheel can also be made slightly tilted relative to the axis of rotation of the loading plate, for example in order to adjust the grinding removal during operation of the grinding machine in the continuous grinding process.
- The, preferably circular cylindrical, rotatable grinding wheel can, for example via a driven grinding spindle, in rotation about their Be rotated axis.
- a grinding wheel cooling may be provided, which may for example be integrated into the grinding wheel, preferably as a centrifugal cooling system, or the grinding unit.
- the grinding unit comprises two rotatably mounted grinding wheels, which simultaneously grind workpieces with a part of their base plate facing the loading plate when the loading plate is in a grinding position.
- a double-sided surface grinding process for helical compression springs can be performed with the grinding machine, which is often used for plane-parallel grinding of spring ends of helical compression springs.
- the at least one grinding wheel is displaceably mounted along its axis of rotation, in particular variably adjustable in its axial distance from a loading plate, in particular automatically deliverable.
- a loading plate in particular automatically deliverable.
- workpieces of different lengths in particular helical compression springs, can be ground in the grinding machine.
- the intended removal on a workpiece by delivery of the grinding wheels, in particular during the grinding process, in particular via the adjustment of the grinding pressure when grinding springs can be adjusted.
- sliding contact can be understood as meaning a contact of the surface of the workpiece to be ground with a grinding surface of the grinding wheel.
- grinding pressure which determines the abrasion during the grinding process, and thus the formation of grinding dust and frictional heat.
- Other important parameters are, for example, the rotational speed and direction of the loading plate and the at least one grinding wheel, the material combination material grinding wheel, as well as the use of cooling lubricants and the intended cooling of the workpieces and / or the grinding wheel.
- grinding zone can be understood as meaning the spatial area in which a sliding contact is established. ⁇ br/> ⁇ br/>
- the grinding zone is at a radial overlapping area of the at least one, preferably circular-cylindrical, grinding wheel with a preferably circular-cylindrical loading plate which is in a grinding position.
- the grinding zone extends between a base surface facing the loading plate of the at least one grinding wheel, which acts as a grinding surface, and a base surface of a loading plate at least one workpiece and a grinding surface of the at least one grinding wheel to be understood.
- the grinding zone can also be understood as a three-dimensional area in which it comes to grinding contact during the grinding process.
- the grinding zone may comprise the spatial area in which, during grinding, development of grinding dust and / or exhaust air and / or noise and / or heat and / or sparking due to sliding contact may occur.
- the grinding zone comprises two separate grinding zones, ie is in particular divided into two parts, namely into an upper grinding zone, which lies above the loading plate, and a lower grinding zone, which lies below the loading plate.
- the upper spring ends and in the lower grinding zone the lower workpiece ends, in particular spring ends, ground.
- inside and outside may be understood in reference to the grinding zone.
- inside can be understood as “closer to the grinding zone or to the grinding zone”
- outside can be understood as “further away from the grinding zone”.
- the inner chamber is closer to the grinding zone than the intermediate chamber, and in turn closer to the grinding zone than the outer chamber.
- a workpiece, with which the loading plate is equipped in particular passes through the outer chamber and then the intermediate chamber during the movement of the loading plate from a loading position into a grinding position, in order finally to be ground in the inner chamber. After grinding, the chambers are preferably run in reverse order.
- top and bottom can be understood to mean the position relative to the loading plate in the direction of the axis of rotation of the loading plate. The turntable is therefore below the loading plate.
- the grinding chamber encloses the grinding zone, whereby the grinding chamber does not have to be completely spatially closed to the outside or the grinding zone does not have to be completely sealed, in particular air-tight or sound-proof.
- the grinding chamber in particular represents an at least largely closable space which is not specified geometrically, but is preferably designed so that the grinding zone is located completely within the grinding chamber.
- the grinding chamber is subdivided by the shielding device into an inner chamber and an intermediate chamber, wherein the intermediate chamber preferably extends on the side of the shielding device facing away from the grinding zone. Especially lie the intermediate chamber and the inner chamber so within the grinding chamber or form this together.
- the inner chamber is preferably formed largely by a housing part of the grinding machine, which receives the grinding unit, and in particular open to the loading plate, this opening is preferably limited by the shielding device, which is preferably mounted on a front plate of the grinding machine, and up to an inlet gap for the loading plate and recorded therein workpieces is closed.
- the shielding device is designed in particular as a vertically movable grinding chamber shield whose shape is adapted in particular to the peripheral contour of the grinding wheels.
- the shielding device can be delivered from above to the upper edge of the workpieces or the top of the loading plate.
- the shielding device can be fastened to a height-adjustable front plate of the grinding machine, in turn in turn adjustable in height, and have inlet devices, preferably in the form of beveled inlet plates, for facilitating the retraction of workpieces into the inner chamber.
- the shielding device shields, in particular during the grinding process, the intermediate chamber from sparking and grinding dust which arises in the grinding zone, preferably in the upper grinding zone.
- the shielding device does not necessarily close the inner chamber to the outside, in particular to the intermediate chamber, from. It may also gaps or passages between the intermediate chamber and the inner chamber, in particular on the underside of the inner chamber and / or the sides of the shielding remain.
- the inner chamber does not enclose the lower grinding zone, but is preferably delimited downwardly by a portion of the upper surface of the loading plate located on the side of the shielding device facing the upper grinding wheel.
- the shielding device can be moved upwards after the grinding process or for setting up the grinding machine, for example for changing the grinding wheels, so that the inner chamber is accessible from the intermediate chamber.
- the shielding device could in principle also be laterally displaceable or pivotable or foldable, in particular also in several parts.
- the outer chamber encloses the intermediate chamber at least partially, wherein the outer chamber - neither towards the outside environment, nor to the intermediate chamber - not completely closed, in particular air-dust or soundproof more airtight, space must be.
- the outer chamber may also adjoin the inner chamber.
- the closed intermediate door does not have to completely separate the two chambers, in the sense that there is no structural connection between the two chambers at all.
- two outer chambers may be provided, wherein sections of boundary wall elements of an outer, intermediate and inner chamber may coincide.
- the at least one outer chamber, the intermediate chamber and the inner chamber can be arranged nested one inside the other.
- the intermediate door in a closed state separates the outer chamber from the intermediate chamber and in particular also from the inner chamber with the enclosed grinding zone or from the grinding chamber comprising the inner chamber and the intermediate chamber, preferably also when the shielding device is open.
- the separation is to be understood in the sense mentioned above, that at least in functional terms, the grinding chamber, in particular the inner chamber and the intermediate chamber is separated from the outer chamber with respect to the objectives of occupational safety and / or limitation of the cooling air flow and / or grinding dust spread without that a complete separation must be given. For example, there might well be narrow gaps or indirect winding passages between the chambers, or in the vicinity of the grinder.
- Boundary surfaces of the outer, intermediate, and / or inner chamber may be arranged so that in the closed state of the at least one intermediate door and / or the shielding substantially no sanding dust and / or no exhaust air and / or sparks, at most only a little grinding dust and / or exhaust air and / or a few sparks, from the inner chamber or the intermediate chamber to the outside, in particular in the outer chamber, can penetrate.
- the spatial boundary of the outer, intermediate, and / or inner chamber may be given by surfaces of various components of the grinding machine.
- Such a grinding machine has the advantage that by a structure of the grinding machine with three chambers, namely an inner chamber, an intermediate chamber and at least one outer chamber, the spread of Abrasive dust and / or exhaust air and / or sparks and / or heat and / or noise spatially, in particular in a chamber graduated extent, preferably from the inside to the outside, namely substantially to the area within the inner chamber and the intermediate chamber, limited or at least can be reduced ,
- the spread of grinding dust and / or exhaust air and / or sparks from the upper grinding zone, with the shielding device closed is essentially limited to the inner chamber and from the lower grinding zone substantially to the intermediate chamber.
- an intermediate chamber moreover, the cooling of the workpieces and / or the loading plate can be improved, for example by effectively supplying cooling air to the workpieces or the loading plate in the intermediate chamber.
- the air flow within the outer chambers and the intermediate chamber can be optimized so that sanding dust and exhaust air are better discharged from the grinding zone or carried away.
- cooling devices in the intermediate chamber can be targeted to the grinding zone or the loading plate and the total volume flow of cooling fluid thereby reduced. This can contribute to better productivity and higher energy efficiency of the grinding machine.
- the safety is further increased, because on the one hand less dust and / or exhaust and / or sparks can penetrate through a plurality of chambers to an operator of the machine to the outside, and on the other may not dangerous, rotating parts such as loading plates and grinding wheels not free are accessible when at least one of the three chambers is closed.
- the at least one intermediate door is pivotable, wherein the pivot axis is preferably parallel to the axis of rotation of the turntable.
- the pivot axis could also be aligned differently, for example, perpendicular to the axis of rotation of the turntable.
- the intermediate door could, for example, be pivotable around the upper edge of the door as a hinged door or, for example, about a pivot point, in particular a lower or upper door corner.
- the intermediate door has a door lower edge, which flush with lower boundary surfaces of the intermediate chamber, and / or a Schoundary surfaces of the intermediate chamber flush.
- a narrow gap between the boundary surfaces and the door edges could remain, for example, to prevent jamming of the intermediate door during its pivoting.
- a swiveling intermediate door does not block the movement of the loading plate in the opened state of the intermediate door, so that the loading plate can be moved through the door opening.
- two pivotable intermediate doors are provided, which are preferably arranged symmetrically to a center plane of the grinding machine.
- the flush results in a seal between the outer chamber and the intermediate chamber, which could be further improved for example by the attachment of sealing lips along the lower door edge and / or TÜberberkante.
- An embodiment as a pivotable intermediate door has the advantage that the structural implementation is simple and that, especially if the pivot axis is parallel to the axis of rotation of the turntable, a low overall height of the grinding machine is possible.
- a lower door edge of the intermediate door extends below the upper side of the loading plate, in particular below the loading plate.
- a lower door edge of the intermediate door is flush with a surface of the turntable and / or a table top.
- a lower boundary surface of the intermediate chamber in particular at least part of the lower boundary surface, is formed by a surface of the turntable.
- a narrow gap between the surface of the turntable and the lower door edge remain, so that the intermediate door, preferably pivotable, is movable and the intermediate chamber is substantially sealed, but not necessarily completely sealed, relative to the turntable.
- At the door lower edge may be provided a sealing lip or other mobility-maintaining sealing device.
- the inner door surface of the intermediate door overlaps in projection with the side surface of the loading plate, extends over the entire height of the loading plate or extends beyond it, in particular to the lower workpiece ends, which preferably rest on the turntable.
- An intermediate door which extends to below the top of the loading plate, has the advantage that the upper Abrasive zone can be shielded laterally over its entire height, even a possibly remaining between the lower edge of the shielding and the top of the loading plate gap.
- An intermediate door, which extends to the surface of the turntable has the advantage that the lower grinding zone, in particular substantially over its entire height, can be shielded laterally.
- a grinding chamber of which an intermediate chamber is delimited by such an intermediate door, encloses the loading plate, the workpieces accommodated therein and the grinding zone, essentially over the entire height, ie the upper and lower grinding zone, in particular from the sides.
- the spread of grinding dust and / or exhaust air and / or sparks and / or heat and / or noise which arise in the grinding zone, in particular also in the lower grinding zone can be spatially limited or at least reduced to the intermediate chamber when the intermediate door is closed. especially with respect to the outer chamber.
- the intermediate chamber Whilst grinding dust and / or exhaust air and / or sparks and / or heat and / or noise arising in the upper grinding zone are prevented from spreading mainly by the inner chamber, in particular by the closed shielding device, the intermediate chamber, with its closed intermediate doors, provides , in particular with regard to the lower grinding zone, an additional sealing effect with respect to the outer chamber and the surroundings of the grinding machine.
- lateral boundary surfaces of the intermediate chamber are formed by inner door surfaces of two intermediate doors, which in the closed state adjoin one another or flush with further boundary wall elements of the intermediate chamber, in particular on side surfaces of rotary wall elements fixedly mounted on the turntable relative to the turntable. It would be conceivable that door side edges, which run parallel to the pivot axis, preferably without further boundary wall elements between, flush with each other. This would allow, for example, a tight enclosure of the loading plate through the door inner surfaces. By flushing a seal between the outer chamber and the intermediate chamber can be achieved, which could be further improved, for example, by the attachment of sealing lips along the door side edges.
- lateral boundary surfaces may be formed by side surfaces of first rotary wall elements oriented in the circumferential direction of the rotary table, second rotary wall elements aligned in the radial direction of the rotary table and / or rotary wall elements adapted to the peripheral contour of the loading plate.
- the second Turning wall elements could be designed as radially movable sliding doors. Turning wall elements may have viewing windows.
- the structural design of the intermediate chamber with rotary wall elements has the advantage that these wall elements do not have to be moved separately, for example by separate drives, when the loading plate is moved. A collision with the loading plate can be precluded in this way already constructive. This makes the structure of the grinding machine and its control easier and cheaper.
- the second rotary wall elements as a sliding door, the intermediate chamber could be made accessible from the front, for example, to change grinding wheels, adjust, or to make other maintenance work within the intermediate chamber or the inner chamber.
- the at least one outer chamber has a door leaf space into which the door leaf of a pivotable intermediate door can pivot in the open state.
- Such door leaf spaces could be designed, for example, as a circular segment-shaped bulges of an outer chamber.
- the outer chamber can be designed as an at least laterally closed space, which is substantially tight even with open intermediate doors and offers increased safety.
- a higher productivity of the grinding machine can be achieved by the mobility of the loading plate, in particular of two loading plates.
- the at least one intermediate door has a first cooling device, for example for cooling workpieces and / or the loading plate.
- the first cooling device may be integrated in the intermediate door or attached to the intermediate door.
- the first cooling device is closer to the grinding zone or the inner chamber in the closed state of the intermediate door than in the open state.
- the first cooling device has at least one outflow opening for a cooling fluid, preferably cooling air, which is aligned in particular in the direction of the grinding zone, preferably approximately at the level of the lower grinding zone, more preferably at or along the lower door edge of the intermediate door , in particular as a ventilation slot along the inner door lower edge is formed.
- the outflow opening is preferably aligned in the direction of the grinding zone.
- air cooling is technically easy to implement because the cooling fluid does not have to be collected. It is in principle but also a water cooling, or oil cooling conceivable.
- cooling fluid can flow to the points at which the heat during the Grinding process is created, in particular to the lower workpiece ends, in particular spring ends.
- the outflow opening on or along the door lower edge in particular as an elongated ventilation slot, a distribution of the cooling fluid over a certain width can be achieved, whereby a larger area within the intermediate chamber, can be cooled, for example, the underside of the loading plate.
- the cooling fluid could be particularly well blown into the narrow grinding zone, preferably lower grinding zone, to cool the workpieces that are in it or have just exited the, preferably lower, grinding zone.
- a ventilation slot at the level of the lower edge of the door would be particularly advantageous in order to blow in cooling air into the grinding zone between the lower side of the loading plate and the upper side of the lower grinding wheel using two grinding wheels. In this way, the workpieces could be cooled on their underside.
- the first cooling device has an inflow opening for a cooling fluid, preferably cooling air, which coincides in the closed state of the intermediate door with a supply opening for the cooling fluid, which is formed in an upper or lower boundary surface of the intermediate chamber.
- a cooling fluid preferably cooling air
- the inflow opening is formed flush with the upper edge of the door of the intermediate door.
- the inflow opening could thus be formed with its peripheral contour substantially in a plane with the Matoberseite.
- "coincide” can be understood as meaning that the supply opening coincides with the inflow opening in the closed state of the intermediate door.
- the first cooling device could thus be designed so that when the intermediate door is closed, the inflow opening substantially, that is, for example, just directly above or below, the feed opening comes to rest, the inlet opening and the feed opening could close substantially tightly together.
- Any shapes of the two openings would be conceivable, for example circular openings of identical diameter.
- the outflow opening is connected to the inflow opening via a pipe section integrated in the intermediate door, in particular a pipe running parallel to the pivot axis of the intermediate door.
- the conduit section could be located within the intermediate door, on one of the outsides of the door leaves or edges, in particular along the door leading edge, along the pivot axis, or, for example, in sections, at a distance from the intermediate door, run.
- the line section could be made in one piece with the intermediate door, or be attached as a separate element to the intermediate door. In this case, the line section does not have to run exclusively vertically or straight, but may also be oblique or curved.
- the line section is designed as a circular tube, but could for example be provided as a hose or a channel, or with other cross sections, in particular variable cross sections.
- the cooling fluid can be directed from the inflow opening to the outflow opening, from where it can flow, for example via a distribution channel, preferably as targeted as possible, for example in the direction of the workpieces, the grinding zone, preferably the lower grinding zone, or the loading plate.
- lateral boundary surfaces of the intermediate chamber are adapted to the peripheral contour of the loading plate when it is in a grinding position.
- the loading plate can be enclosed by the intermediate chamber as closely as possible.
- a cooling fluid in particular cooling air, can be directed or circulated in a particularly targeted and effective manner for cooling the loading plate and / or the workpieces received therein within the intermediate chamber.
- the at least one outflow opening of the first cooling device can thereby be positioned as close as possible to the loading plate, in particular with only a small clearance gap to the side surface of the loading plate along the circumferential direction of the loading plate, so that a lossless as possible injection of cooling air into the space between the bottom of the loading plate and the top of the turntable is made possible.
- the lower workpiece ends in particular spring ends, are effectively cooled. In this way, cooling air can in particular also penetrate into or be directed into the lower grinding zone.
- the at least one intermediate door has a door leaf, which is curved towards the grinding zone and / or has a bend in the direction perpendicular to the pivot axis.
- a distance between the grinding zone, in particular the lower grinding zone, and the inner chamber and the inner door surface of the intermediate door as low as possible.
- the outflow opening for example, as well as possible cling to the peripheral contour of the loading plate while the pivot axis is still outside the range of movement of the loading plate.
- the advantage of these measures is that the cooling performance of the cooling device of the intermediate door can be further improved.
- the grinding machine comprises a housing on which at least one second cooling device with a discharge device for a cooling fluid is mounted, wherein the position of the discharge device in the direction of the axis of rotation of the loading plate is variable by means of a height adjustment.
- the housing could be connected to the part of the grinding machine in which the turntable is mounted, for example a machine foundation or foot, or be designed as a separate component of the grinding machine.
- the housing could surround the grinding unit, or the grinding unit could be mounted in the housing.
- the term "height" can be understood as the direction of the axis of rotation of the loading plate. Accordingly, upper and lower positions result in the height direction.
- the height adjustment direction is designed to change the height of the second cooling device, in particular to adjust.
- the advantage of such a grinding machine is that due to the variable height of the outflow device, in particular its height adjustability, the cooling can be adapted to the respective configuration of the grinding machine.
- the second cooling device could be adapted to this configuration of the grinding machine by a corresponding height adjustment direction of the discharge device.
- the possibility of height adjustment of the discharge device with respect to the kinematics of the grinding machine, in particular the trajectories of the loading plate could be advantageously used to improve the cooling of the workpieces or the grinding wheels, in particular the grinding zone. This can increase the productivity and energy efficiency of the grinding machine.
- the height adjustment device is designed and arranged such that the outflow device can be moved out of or into the movement path of the loading plate.
- the movement path of the loading plate results from the rotation of the turntable and an optionally superimposed rotation of the loading plate, as well as from the geometry of the loading plate.
- the outflow device can into the trajectory of the loading plate, ie into a position in which it could come to a collision with the loading plate and / or possibly loaded workpieces, and out of the trajectory, ie in a position in which a collision kinematically is excluded, to be moved. In this way, on the one hand damage to the grinding machine is avoided.
- the second cooling device but can be moved in the meantime in such positions, which would be advantageous for the cooling, but would lead to a collision with the loading plate when it is moved along its trajectory.
- the outflow device is arranged radially outside the circumferential contour of the loading plate when the loading plate is in a grinding position.
- the discharge device can be achieved that the discharge could be lowered laterally next to the loading plate to below the top of the loading plate.
- the cooling fluid could be better supplied, in particular from the sides of the grinding zone, to the grinding zone, thereby achieving a more efficient and efficient cooling.
- the height adjustment device comprises a drive, in particular a plurality of drives, for adjusting the outflow device.
- the drive could, for example, be a pneumatic or electromotive drive, in particular comprise a linear motor.
- the drive could serve via a, in particular programmable, control for adjusting the height of the discharge device.
- the discharge device could thus be moved in the lower position at heights below the upper edge of the workpieces, for example, the height of the grinding zone.
- the undersides of the workpieces could also be cooled by the second cooling device.
- the cooling fluid can flow out of the exhaust device close to the workpieces and thus contribute to improved cooling.
- the discharge device could be moved to the upper position, so that the workpieces and the loading plate pass under the lower edge of the discharge device, for example in a loading position.
- the outflow device has a, preferably adjustable, nozzle with an outflow opening, wherein the outflow opening is preferably aligned in the direction of the grinding zone.
- the nozzle could be manually or automatically adjustable.
- a plurality of nozzles may be provided, which could each be differently oriented or adjustable. It would also be conceivable to orient the nozzle in the direction of the loading plate, which is in a grinding position, in order to cool or clean workpieces, in particular to blow them off, which have already left the grinding zone.
- the cooling effect of the second cooling device can be further improved by an acceleration, deflection and alignment of the cooling fluid flow through a nozzle.
- the outflow opening in the lower position of the outflow device lies substantially at the level of the grinding zone.
- the grinding zone may be - if two grinding wheels are used - between the bottom of the loading plate and the top of the lower grinding wheel, or between the top of the loading plate and the bottom of the upper grinding wheel.
- the outflow opening could thus be at the level of the workpiece undersides or the workpiece tops. In this way, the workpieces on their Bottom and / or top are cooled.
- the workpiece top sides are to be cooled with the second cooling device.
- the second cooling device has a telescopic pipe for supplying cooling air with a first feed pipe and a second feed pipe, which are arranged axially parallel to the axis of rotation of the loading plate into one another.
- the diameter ratio of the first to second feed tubes may be greater than 1 or less than 1, and is to be chosen so that the feed tubes are substantially sealed together.
- the telescopic pipe can have any cross-sectional shapes. It can also be provided a multi-part telescopic pipe with more than two supply pipes. As an alternative to a telescopic pipe, it would also be possible to use a hose which is variable in length, in particular elastic.
- the first feed tube is fastened to the housing and the second feed tube to a front plate of the height adjustment device which is displaceably mounted axially parallel to the axis of rotation of the loading plate and, preferably by means of the drive, can be moved.
- the front panel could also be referred to as a sled.
- the storage of the front panel is preferably carried on the housing.
- the front plate could follow the movement of the discharge device in the direction of the axis of rotation of the loading plate, for example by being guided in guide rails laterally on the housing.
- cooling air is supplied to the first feed pipe from a cooling air supply unit, and the second feed pipe opens into the discharge device.
- the cooling air supply unit may for example be a fan attached to the housing, in particular a fan, or a separate cooling air supply unit to which the grinding machine is connected.
- two second cooling devices are provided, which are preferably arranged symmetrically to a central axis of the grinding machine. In this way, the cooling capacity can be further increased, and act evenly on both sides of the grinding zone.
- the grinding machine comprises at least a third cooling device, each with at least one outflow device for a cooling fluid, wherein the third cooling device is fixedly mounted on the turntable, in particular relative to the turntable.
- the third cooling device is a component of a cooling system, wherein not all components of this cooling system must be arranged in a co-rotating reference frame of the turntable.
- a cooling air supply unit or a supply system for cooling air could be arranged in a fixed reference system, in particular outside the turntable.
- the third cooling device is mounted on the turntable, but may still have degrees of freedom.
- the third cooling device could be considered to be fixed relative to the turntable in that it, in particular as a whole, rotates in the rotating frame of the turntable. It could therefore be movable, for example, at least in the direction of the axis of rotation of the turntable, or have correspondingly movable components.
- individual parts of the third cooling device for example sections of a line, controls such as nozzles, cooling air supply flaps or valves, or controls could be quite movable relative to the turntable, preferably adjustable or adjustable, or have moving parts.
- the discharge device could have movable, preferably adjustable or adjustable, parts relative to the turntable.
- Such a grinding machine according to the invention has the advantage that cooling by a cooling fluid, such as the workpieces or the loading plate, can be made at fixed relative to the turntable fixed positions regardless of the position of the turntable. As a result, the cooling performance can be improved. This can increase the productivity and energy efficiency of the grinding machine.
- a cooling fluid such as the workpieces or the loading plate
- the third cooling device has an inflow opening for a cooling fluid and a supply opening for the cooling fluid is formed in a boundary wall element of an outer chamber which at least partially surrounds the turntable, and the inflow opening coincides with the feed opening when the Turntable is turned so that the loading plate is in a grinding position.
- the supply opening coincides with the inflow opening when the Loading plate is in a grinding position.
- the third cooling device could thus be designed such that the inflow opening essentially comes to lie, for example, just directly above or below, the feed opening when the loading plate is in a grinding position, wherein the inflow opening and the feed opening are substantially close to each other could.
- any shapes of the two openings would be conceivable, for example circular openings with an identical diameter.
- the supply opening for the cooling fluid could be formed in a boundary wall element of an outer chamber or the intermediate chamber. In this way, it is possible to supply the third cooling device via a supply opening from outside the outer chamber with cooling air. As a result, the number of components of the cooling system of the grinding machine could be reduced, in particular the number of parts of the cooling system, which are mounted on the turntable. An improved cooling is possible in a structurally simple manner.
- the third cooling device comprises an optionally one-piece or multi-piece line section, one end of which forms the inflow opening and the other end opens into the outflow device, wherein the outflow device has an outflow opening.
- the outflow opening is preferably carried out at substantially the same distance in the direction of the axis of rotation of the loading plate from the turntable as the loading plate.
- the outflow opening is thus preferably at the level of the loading plate, in particular at the level of a workpiece lower edge.
- the line section is designed as a circular tube, more preferably as a vertically extending tube, but could for example also be provided as a hose or a channel, or with other cross sections, in particular variable cross sections.
- the line section does not have to be exclusively vertical or straight, but may also be oblique or curved.
- the outflow device could also be designed such that the outflow opening is located in the region above the loading plate, in particular projects into this region, for example, workpieces that have already exited the grinding zone, in the form of a cooling air shower from above with cooling air flow.
- the cooling fluid can be passed from the inflow opening to the outflow opening, from where it can preferably flow as targeted as possible, for example, in the direction of the workpieces or the loading plate.
- the cooling effect and efficiency of the third cooling device is further improved in this way.
- the outflow device has a, preferably adjustable, nozzle with an outflow opening, wherein the outflow opening is preferably aligned with the loading plate.
- the nozzle could be manually or automatically adjustable.
- a plurality of nozzles may be provided, which could each be differently oriented or adjustable.
- Workpieces in or on the loading plate could be cooled or cleaned using the nozzle, in particular blown off, even if the grinding zone has already left.
- the cooling effect of the third cooling device can be further improved by an acceleration, deflection and alignment of the cooling fluid flow through a nozzle.
- the third cooling device is firmly connected to a rotary wall element which is fixedly mounted on the turntable relative to the turntable.
- rotating wall elements could be mounted on the turntable to form a lateral boundary surface of the outer chamber or intermediate chamber.
- Rotary wall elements may define a cavity in which the third cooling devices are arranged or run through the line sections of the third cooling devices.
- Turning wall elements could be aligned in the circumferential direction of the turntable and / or aligned in the radial direction of the turntable.
- rotary wall elements are mounted on the turntable so that they extend in the radial direction through the axis of rotation.
- radially oriented rotary wall elements could be designed as radially movable sliding doors.
- the connection of the third cooling device to a rotary wall element preferably takes place via fastening means on the line section, for example via a pipe clamp, or a screwed or welded flange connection.
- fasten the third cooling device directly, for example with the underside of the outflow opening on the turntable.
- the line section could be integrated in a rotary wall element, or in one piece with this be executed.
- a connection of the third cooling device with a rotary wall element lends itself to, if such a rotary wall element is provided anyway, for example, to prevent the direct frontal accessibility of the grinding zone for reasons of safety through rotary wall elements.
- two third cooling devices are preferably arranged symmetrically to a connecting line between the axes of rotation of the turntable and the loading plate. In this way, the cooling capacity can be further increased, and act evenly on both sides of the loading plate.
- the cooling device pairs can be arranged symmetrically to a radially extending rotary wall element.
- the inflow openings of one of the two pairs of third cooling devices coincide with the feed openings when one of the two loading plates is in a grinding position. It can be guaranteed cooling by the cooling devices during the grinding process, especially for both loading plates, when they are in the grinding position.
- a supply of cooling air via the supply openings can always be ensured of that pair of cooling devices which is arranged on the side of the turntable whose loading plate is currently in the grinding position. After one rotation of the turntable, the other pair of cooling devices could coincide with its inlet openings with the feed openings.
- An arrangement with two cooling device pairs has the advantage that the productivity of the grinding machine according to the invention - especially when using two loading plates -, in particular by a better adapted to the kinematics of the grinding cooling, can be increased.
- the feed openings are conveyed via a supply line system, in particular from outside the outer chamber, from a cooling air supply unit with cooling air provided.
- the cooling air supply unit may be, for example, a fan attached to the grinding machine, in particular a fan, or a separate cooling air supply unit to which the grinding machine is connected.
- the feed openings could also be supplied with cooling air from outside the intermediate chamber.
- the supply system could include pipes, hoses or channels, and in particular be composed of several sections.
- a fourth cooling device which, preferably centrally, is attached to the shielding device.
- the fourth cooling device preferably delivers cooling air to the upper side of the loading plate from above or from the front, as a result of which, in particular, the upper workpiece edges of a workpiece are cooled.
- the fourth cooling device is in particular attached to the outside of the shielding device and preferably has at least one outflow opening approximately at the level of the lower edge of the shielding device.
- the discharge opening is preferably directed across the lower edge of the shielding device in the direction of the inner chamber, so that cooling air can be blown into the upper grinding zone.
- the fourth cooling device has two cooling channels, which preferably transition from a vertical orientation of the outflow openings to the sides into a substantially horizontal orientation, in particular with a change in cross section, and in particular via a lateral inflow opening, in particular with cooling air hoses connected thereto, with cooling air be supplied.
- fifth cooling devices with outflow openings are integrated into the outer wall of the outer chamber, wherein the outflow openings are designed as ventilation slots, which extend in particular along a lower boundary surface of the outer chamber via which cooling air is supplied to the outer chamber.
- supply openings to cooling devices are supplied with cooling air from a cooling air supply unit via a common supply system, in particular with branch pipe elements.
- cooling devices in intermediate doors and on the turntable mounted cooling devices could be supplied via common manifold elements from the outside with cooling air.
- a separate cooling air supply unit for example a fan or a fan, does not have to be provided for each cooling device. Cooling can become more efficient and economical.
- the volume flow of the cooling air through the outflow opening preferably via cooling air supply flaps in the supply system and / or in the line section, more preferably for each of the outflow individually, adjustable, in particular controllable.
- the cooling air supply could be adapted to the stage of the grinding process, or to the configuration of the grinding machine, in particular to the position of the loading plates. If a loading plate is currently not in a grinding position, the cooling air supply could be reduced or switched off, in particular by cooling air supply flaps.
- a method is conceivable which is preferably automatically controlled by a control unit in which, at the beginning of grinding, the cooling air supply to cooling devices is switched on or raised by the regulation of cooling air supply flaps and at the end of grinding the cooling air supply to cooling devices is switched off by the control of cooling air supply flaps or be reduced.
- the energy efficiency of the grinding machine can be further increased.
- the spread of grinding dust and / or exhaust air and / or sparks and / or heat and / or noise spatially in particular in a scale graduated extent, preferably from the inside to the outside, namely substantially to the area within the inner chamber and the intermediate chamber, limited, or at least reduced.
- the spread of grinding dust and / or exhaust air and / or sparks from the upper grinding zone, with the shielding device closed is essentially limited to the inner chamber and from the lower grinding zone substantially to the intermediate chamber.
- the method step c) can also be omitted if the positioning of the shielding device, for example due to an unchanged loaded type of workpieces, is unnecessary.
- the method steps c) and d) can also be reversed in the order or carried out simultaneously.
- an intermediate chamber moreover, the cooling of the workpieces and / or the loading plate can be improved, for example, by targeted and thus effectively supplied in the intermediate chamber the workpieces or the loading plate, in particular the lower grinding zone, cooling air.
- the air flow within the intermediate chamber can be optimized, for example, by the geometry of the intermediate chamber and the design of the outflow opening of the first cooling device in such a way that the grinding dust and exhaust air are better removed from the grinding zone or carried away.
- additional cooling devices for example second and third cooling devices, can be targeted in the intermediate chamber to the grinding zone or the loading plate and the total volume flow of cooling fluid thereby be reduced. This can contribute to the higher energy efficiency of the grinding machine.
- the grinding of the workpieces is carried out in a plurality of successively connected grinding steps, wherein during a rough grinding, the shielding device is closed, in particular lowered, and the at least one intermediate door is closed.
- the intermediate door can already be opened. In this way, the productivity of the grinding machine can be further increased, because at the end of the complete grinding process, ie rough grinding and fine grinding, there is no need to wait until the intermediate doors are opened so that the loading plate can move from the grinding position to the loading position.
- the Occupational safety can be increased if in addition outer doors of the outer chamber are provided, which are still closed during the opening of the intermediate doors, with rotating parts such as loading plates and grinding wheels, which may pose a certain risk of accidents at work, even with opened intermediate doors or open shielding for an operator The grinding machine would not be freely accessible.
- the method comprises lowering a second cooling device, in particular a nozzle for cooling air, into a lower position in the region of the height of the loading plate, preferably before grinding the workpieces, and lifting the second cooling device into an upper position in which the loading plate can pass with workpieces at the lower end of the cooling device.
- the loading plate is moved to a grinding position by rotation of the turntable, so that inflow openings of a third cooling device, which is mounted on the turntable, coincide with feed openings in an outer chamber.
- a third cooling device which is mounted on the turntable.
- the cooling performance can be improved.
- the ineffective blowing out of cooling air for example, if the inlet openings just not coincide with the feed openings, can be avoided. This can increase the energy efficiency of the grinding machine.
- the grinding of the workpieces is carried out in a plurality of successively connected grinding steps, in particular rough grinding and fine grinding, wherein at the beginning of rough grinding, increasing or switching on the cooling air supply to cooling devices of the intermediate doors, preferably by openingde Kunststoffzuzuchtklappen, takes place and at the end of the rough grinding, a reduction or switching off the cooling air supply to cooling devices of the intermediate doors, preferably by closingdeluftzuzuchtklappen takes place.
- the cooling of workpieces and / or loading plates can be increased precisely for the phases of the grinding process in which a lot of heat is generated.
- it can be prevented that, especially during the fine grinding, a superfluous cooling takes place, which requires unnecessary energy. This can contribute to better productivity through a greater allowable grinding rate and to the higher energy efficiency of the grinding machine.
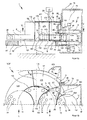
- FIGS. 1a and 1b show an embodiment of a grinding machine 1 according to the invention, which in FIG. 1a in a side view and in FIG. 1b is shown in a plan view.
- a turntable 10 is rotatably mounted about a rotation axis A.
- the storage (not shown in detail) can be carried out in a housing or a foundation of the grinding machine 1.
- the grinding machine is constructed substantially symmetrically to a center plane M.
- the turntable 10 is fixed axially and has a circular cylindrical basic shape and could also be made in several parts. In the turntable 10 are diametrically to the axis of rotation A. opposite two loading plates 11 mounted eccentrically to the axis of rotation A.
- the loading plates 11 are each mounted about a rotational axis B rotatably mounted on a loading plate shaft (not shown in detail). It is conceivable to arrange more than two loading plates 11, for example three or four, about the axis of rotation A.
- a circular cylindrical loading plate 11 with the two base surfaces 111 a plurality of workpiece receiving devices 34, designed here as circular bores, provided over the circumference of the loading plate 11 in different radial positions.
- workpieces 12 are inserted or inserted, wherein the workpieces 12 in the axial direction of the workpiece receiving devices 34 are freely movable.
- the turntable 10 is surrounded by an annular table top 31, which has a circular cutout of the size of the diameter of the turntable 10.
- the table top surface 311 of the table top 31 is flush with the turntable surface 101.
- On the left side is a loading plate 11 in the loading position L and on the right side a loading plate 11 is shown in the grinding position S.
- Workpieces 12 inserted into the workpiece receiving devices 34 may slide over the turntable surface 101 and the table top surface 311.
- the loading plates 11 can rotate clockwise or continuously about the axes of rotation B via servomotors (not shown), which are preferably mounted co-rotating below the turntable 10.
- the grinding unit 13 has at least one grinding wheel 14, here two grinding wheels 14, which is mounted in each case rotatably on a grinding spindle 40 about the rotation axis C and is driven by a grinding wheel drive 41, for example a servomotor.
- a grinding wheel drive 41 for example a servomotor.
- two grinding wheels 14 are provided, whose axes of rotation C are aligned and run parallel to the axes of rotation B of the loading plate 11.
- the two grinding wheels 14 are each displaceable along their axis of rotation, so they can be adjusted to different workpiece lengths, and can be joined in the direction of the loading plate 11.
- the axes of rotation C of the grinding wheels 14 are tilted relative to each other or to the axis of rotation B of the loading plate 11 in order to adjust the abrasion on the workpieces 12 in the case of a continuous loading plate 11.
- the workpieces 12 are preferably cylindrical or conical helical compression springs (in FIG. 1a a workpiece 12 is sketched as a helical spring), which are inserted in workpiece receiving devices 34, which are for example in the form of through holes, for example, frictionally engaged and can be simultaneously ground plane-parallel by both grinding wheels 14 at its upper and lower end of the spring.
- the grinding pressure between the grinding wheel 14 and workpiece 12 is adjusted via an infeed of the grinding wheels 14 by the compression of the springs.
- the current spring length can be monitored by a spring length measuring system (not shown) and the grinding pressure can be adjusted by an automatic delivery of the grinding wheels 14.
- the wear of the grinding wheels 14 may be monitored by a grinding wheel wear control system (not shown) and optionally automatically compensated.
- the axial position of the loading plate 11 can be adjusted depending on the dimensions of the workpieces 12 to be ground, in particular the length of the springs.
- the table plate 31 on the side of the grinding position S has a recess 312 which is adapted to the diameter of the grinding wheel 14.
- the radial position of the axis of rotation B on the turntable 10 and the bearing (not shown) of the grinding unit 13, for example in the housing 24, are selected so that a loading plate 11 radially overlaps with the grinding wheels 14 in a grinding position S.
- This radial overlap region defines a grinding zone 15 in which the workpieces 12 come into sliding contact with the grinding surfaces 141 of the grinding wheels 14.
- the grinding zone 15 comprises two separate grinding zones, namely an upper grinding zone 15a above the loading plate 11 and a lower grinding zone 15b below the loading plate 11.
- the grinding zones 15a, 15b are bounded laterally by the overlapping region of the grinding wheels 14 with the loading plate 11.
- the upper grinding zone 15a extends between the grinding surface 141 of the upper grinding wheels 14 and the base 111 on the upper side 113 of the loading plate 11.
- the lower grinding zone 15b extends between the base 111 on the lower side 114 of the loading plate 11 and the grinding surface 141 of the lower grinding wheels 14.
- the upper workpiece ends 121, in particular upper spring ends, and in the lower grinding zone 15b the lower workpiece ends 122, in particular lower spring ends, are ground.
- a grinding zone 15a, 15b can also be used as the be defined as a two-dimensional contact surface in which a workpiece end 121, 122 and a grinding wheel 141 touch, or be considered as the three-dimensional space through which the contact surface during the duration of the grinding process in the direction of the axis of rotation C of the grinding wheels 14 shifts.
- Supplied cooling air is discharged as exhaust air through the suction opening 33 by means of a suction device (not shown).
- the suction opening 33 is formed from the grinding zone 15 behind the grinding wheels 14 in the housing 24.
- FIGS. 1a and 1b the structure of a grinding machine 1 according to the invention with a grinding chamber 16 and at least one outer chamber 17.
- the grinding chamber 16 is divided by the shielding device 38 into an inner chamber 36 and an intermediate chamber 37.
- the geometry of the intermediate chamber 37 is adapted to the circumferential contour 112 of the loading plate 11 in the grinding position S, while the inner chamber 36, the grinding unit 13 substantially encloses and is geometrically adapted to the peripheral contour 142 of the grinding wheels 14.
- the grinding zone 15 is enclosed by the grinding chamber 16, wherein the grinding chamber 16 is not completely closed, but formed so that the turntable 10 and the table top 31 protrude into the grinding chamber 16 and the table top surface 311 and the turntable surface 101 form part of its lower boundary surface ,
- the grinding chamber 16 and the inner chamber 36 and the intermediate chamber 37 are not completely sealed, in particular airtight, but substantially to the outlet of grinding dust, abrasive particles, sparks or coolant to the outside tight and can each by multi-part lower boundary surfaces, in particular curved side surfaces and upper Limiting surfaces with varying height be geometrically limited.
- the inner chamber 36 is bounded laterally and above substantially by the housing 24 and delimited on the front side by the front plate 26 and the shielding device 38 attached thereto, more precisely, the inside of the grinding zone 15 facing the intermediate chamber 37.
- the front plate 26 is vertically displaceable on the housing 24 in guide rails 35, in particular by means of a drive (in Fig. 1a and 1b not shown) height adjustable, attached.
- the shielding device 38 can at the height adjustable front panel 26 in turn be mounted adjustable in height.
- the shielding device 38 can be moved vertically relative to the front plate 26, for example via an intermediate rod.
- the shielding device 38 is designed as a grinding chamber shield adapted to the circumferential contour 142 of the grinding wheels 14.
- the front panel 26 itself could also be functionally understood as a shielding device 38.
- the shielding device 38 can be delivered from above onto the workpiece upper edge 121 or the upper side 113 of the loading plate 11.
- the inner chamber 36 is lockable except for an inlet gap for the loading plate 11 and workpieces 12 received therein.
- the shielding device 38 has inlet devices 39, preferably in the form of beveled inlet plates mounted on both sides of the underside of the shielding device 38, for facilitating the retraction of workpieces 12 into the inner chamber 36.
- the shielding device 38 when lowered during the grinding process, shields the intermediate chamber 37 from abrasive dust, abrasive particles, sparks, or coolant leaking from the grinding zone 15, particularly the upper grinding zone 15a.
- the intermediate chamber 37 is closed at the top by an upper boundary surface 372 of the ceiling member 176 and bounded on the sides by lateral boundary surfaces 373 including the inside of a rotary wall member 102 and the outside of the front panel 26 and the shield device 38.
- one or more rotary wall elements 102 are provided which are fixedly mounted on the turntable surface 101 of the turntable 10 and co-rotate with the turntable 10 and are adapted here to the circumferential contours 112 of the two loading plates 11.
- the rotary wall elements 102 are designed point-symmetrical to the axis of rotation A, so that they assume congruent positions when the turntable 10 between a loading position L and a grinding position S is rotated back and forth.
- the rotary wall elements 102 are preferably made with thin sheets and include a cavity.
- a viewing window can be provided in the rotary wall elements 102, preferably centrally, so that the grinding chamber 16 can be viewed from the loading position L.
- a first rotary wall element which is substantially along the circumferential direction of the Turntable 10 is aligned and a second rotary wall element, which is aligned along the radial direction of the turntable 10, to provide, wherein the first rotary wall element T-shaped abuts the second rotary wall element.
- the intermediate chamber 37 has an intermediate door 18, which is rotatably mounted about a pivot axis D.
- the intermediate door 18 can be pivoted back and forth, preferably by means of a drive (not shown), between the closed state G and the opened state O (indicated by the dashed-line intermediate door 18).
- a closed state G of the intermediate door 18 the door inner surface 181 of the door leaf 182 forms a lateral boundary surface 373 of the intermediate chamber 37.
- the lower boundary surface 371 of the intermediate chamber 37 is substantially constituted by parts of the tabletop surface 311 and the turntable surface 101.
- the door lower edge 183 terminates flush with the lower boundary surface 371 of the intermediate chamber 37, just as the upper edge of the door 184 is flush with the upper boundary surface 372 of the intermediate chamber 37.
- the lower edge of the door 183 extends below the underside 114 of the loading plate 11, namely immediately above the turntable surface 101.
- the intermediate chamber 37 is substantially leak-tight to the side for grinding dust, abrasive particles, sparks or exhaust air emerging from the grinding zone 15, in particular the lower grinding zone 15b.
- a loading plate 11 can be moved from the grinding position S past the opened intermediate door 18 into a loading position L.
- the intermediate door 18 has a door leaf 182 whose door leading edge 185 is flush with the lateral boundary surface 373 of a rotary wall element 102.
- the outer chamber 17 has outer doors 19, which pivotally adjoin the outer wall 174. In a closed state of an outer door 19, this closes flush with the rotary wall element 102, while in an open state, a loading plate 11 can be moved past the opened intermediate door 18 from a grinding position S to a loading position L.
- the outer chamber 17 has a, preferably circular segment-shaped door leaf space 173, in which the intermediate door 18 can pivot in the open state O.
- the opening angle of the intermediate door 18 must be large enough so that the opened intermediate door 18 with its lower door edge 183 does not collide with the peripheral contour 112 of the loading plate 11 when it is moved past the intermediate door 18 by rotation of the turntable 10.
- the outer chamber 17 is closed at the top by the upper boundary surface 172 of the ceiling element 176.
- a first cooling device 20 is integrated in the intermediate door 18 (in FIG Figure 1c shown in detail).
- the first cooling device 20 has an inflow opening 202 at the height of the top edge 184 of the door.
- a supply port 375 is formed in the upper boundary surface 172 of the outer chamber 17, a supply port 375 is formed.
- the feed opening 375 and the inflow opening 202 are here circular and of equal size, but could take any other forms, as long as they are congruent.
- the first cooling device 20 has an outflow opening 201 along the lower edge of the door 183.
- the outflow opening 201 is connected to the inflow opening 202 via a line section 203, so that a cooling fluid can flow from outside the intermediate chamber 37 and the outer chamber 17 via the feed opening 375 to the outflow opening 201.
- the outflow opening 201 is designed here as a ventilation slot along the entire length of the lower door edge 183.
- the outflow opening 201 could, however, also be designed, for example, as a nozzle or a plurality of nozzles along the lower door edge 183 or at any other positions of the inner door surface 181.
- the intermediate door 18 such that the outflow opening 201 projects into the intermediate chamber 37 in order to achieve a smaller distance from the peripheral contour 112 of the loading plate 11.
- the line section 203 is designed as a vertical tube, which extends on the outside of the intermediate door 18. But it could just as well be mounted on the inside of the intermediate door 18, in which case the feed opening 375 would have to be formed in the upper boundary surface 372 of the intermediate chamber 37.
- the intermediate door 18 has a distribution channel 204, which serves to distribute the cooling air from the line section 203 uniformly over the outflow opening 201.
- the cooling air supply unit 27 supplies via the supply system 28 (shown only schematically) the first cooling device 20 through the supply opening 375 with cooling air, wherein the supply system 28 is equipped with controllable cooling air supply flaps 30 or valves.
- the inflow openings 202 always coincide with the supply openings 375 when, after a rotation of the turntable 10 by 180 °, one of the two loading plates 11 is in a grinding position S.
- Figure 1c shows four embodiments of the intermediate door 18 according to the invention, wherein the side view is the same in each case and differences in the profile in the plan view are shown on a section along the line YY.
- the dimensions of the intermediate door 18 are not necessarily drawn to scale.
- the intermediate door 18 may deviate from a rectangular basic shape, for example by bevelled edges, a rounded outline, or an unevenly shaped door leaf 182.
- the door leaf 182 is rotatable about the pivot axis D and could, for example, by means of hinges, a door hinge or pin, in boundary wall elements, an outer wall 174 or lower or upper boundaries of the outer chamber 17 or intermediate chamber 37 to be pivotally mounted.
- the intermediate door 18 could be sealed all around, ie along the upper edge of the door 184, the door leading edge 185, the lower door edge 183 and along the pivot axis D, or partially against the escape of grinding dust or exhaust air, for example with sealing lips made of rubber.
- the conduit section 203 of the first cooling device 20 extends in the form of a circular tube along the front edge 184 of the door leaf 182, which opens into a distribution channel 204 which distributes the inflowing cooling fluid along the outflow opening 201.
- the line section 203 may be connected to the door leaf 182 as a separate tube element, but could also be integrated into the door leaf 182, and any other, in particular not rectilinear or lying on the door leaf between the inlet opening 202 and the outflow opening 201.
- the depth of the distribution channel 204 decreases continuously, as in FIG all four variants shown in Figure 1c shown, These variants are only examples.
- the line section 203 and the distribution channel 204 could also run on the inside of the door.
- nozzles in particular with adjustment devices, for example slats or ball nozzles, may be provided in order to be able to set the outflow direction of the cooling fluid flow precisely. This could also be done automatically by means of an adjusting device (not shown), for example adapted to the geometry of a specific loading plate 11 or the loaded workpieces 12. By a curved door 182, the door inner surface 181 can fit snugly against the loading plate 11.
- the door inner surface 181 in the closed state G of the intermediate door 18 with respect to the pivot axis D closer to the grinding zone 15, in particular arranged between the loading plate 211 and the intermediate door 18 second cooling devices 21, which is preferably attached to the front panel 26.
- the cooling of the loading plate 11, the workpieces 12 and / or the grinding zone 15, in particular the lower grinding zone 15b made particularly effective, because by the smaller distance between discharge opening 201 and workpiece 12, the convection of the object to be cooled stronger.
- the grinding machine 1 is composed of three different, preferably at least partially nested, chambers, namely the outer chambers 17, the intermediate chamber 37 and the inner chamber 36 constructed.
- the outer chamber 17 in addition to a sealing function, especially the safety at work is increased.
- the intermediate chamber 37 with closed intermediate door 18 an additional seal of the outer chamber 17 and the environment against grinding dust and / or exhaust air and / or sparks and / or heat and / or noise from the grinding zone 15 is achieved.
- the intermediate chamber 37 encloses the lower grinding zone 15b, while the inner chamber 36 substantially encloses the upper grinding zone 15a when the shielding device 38 is suitably positioned, in particular lowered.
- a cooling fluid in particular cooling air, particularly targeted and effective for cooling the loading plate 11 and / or the workpieces 12 received therein within the intermediate chamber can be circulated and passed through the intermediate chamber 37, in particular with the loading tray 11 as close as possible, in particular in the lower Grinding zone 15b.
- sparks or cooling liquid need not be a complete separation between the chambers. For example, very narrow gaps or indirect, in particular angled passages between the chambers, or in the environment of the grinding machine could exist.
- FIG. 2 shows a plan view of the interior of an embodiment of the grinding machine 1 according to the invention, which is constructed symmetrically to the center plane M and substantially with the embodiment of the FIGS. 1a to 1c matches.
- Intermediate doors 18 are curved, along the pivot axes D, for example, with hinges, rotatably mounted, preferably via motors (not shown) actuated and tightly sealed with the lateral boundary surfaces 373 of the intermediate chamber 37.
- further cooling devices namely a height-adjustable second cooling device 21, a co-rotating third cooling device 22 and a central fourth cooling device 23 are provided, which could also be combined individually with one another in one embodiment.
- the common supply system 28 to the cooling devices 20 and 22 is provided with controllable cooling air supply flaps 30, or valves, and a branch pipe element 29, which feeds cooling air to each of the supply ports 375 and 175.
- the second cooling device 21 is fixed to the front plate 26 and supplies the grinding zone 15, preferably the upper grinding zone 15a, with cooling air from the side.
- Third cooling devices 22 are arranged with line sections 223, here designed as vertical tubes, within the cavity between the rotary wall elements 102 and have outflow 224, in particular curved, preferably the peripheral contour 112 of the loading plate 11 following, ventilation slots, for cooling air along the lower edges of the rotary wall elements 102 , so that cooling air is blown near the bottom into the intermediate chamber 37, in particular at the level of the ventilation slots of the first cooling device 20.
- the fourth cooling device 23 is attached, preferably centrally, to the shielding device 38 and leads via an outflow opening 231 of the upper side 113 of the loading plate 11 from above or front cooling air, whereby upper workpiece edges 122 are cooled.
- the outflow opening 231 is directed from outside over the lower edge of the shielding device 38 in the direction of the inner chamber 36, so that cooling air is blown into the upper grinding zone 15a.
- FIG. 3 shows a plan view of an embodiment of a grinding machine according to the invention 1.
- the ceiling element 176 forms a common ceiling of the outer chamber 17 and the intermediate chamber 37 with corresponding upper boundary surfaces 172 and 372.
- the height of the two grinding chambers 17, 37 could also vary and in particular be different.
- the door leaf spaces 173 are formed so that the intermediate doors 18 (indicated by dashed lines) can be opened sufficiently wide.
- the third cooling devices 22 exactly two pairs each having a first inflow opening 222a and a second inflow opening 222b are provided, wherein the two first inflow openings 222a and the two second inflow openings 222b are arranged point symmetrical to the rotation axis A of the turntable 10.
- the inflow openings 222a, 222b of a pair of third cooling devices 22 always coincide with the supply openings 175 when one of the two loading plates 11 is in a grinding position S.
- a supply of cooling air via the feed openings 175 can always be ensured for that pair of cooling devices 22 which is arranged on the side of the turntable 10 whose loading plate 11 is currently in the grinding position S.
- the respective other pair of cooling devices 22 with its inflow openings 222a, 222b comes into coincidence with the supply openings 175.
- FIGS. 4a and 4b show an embodiment of the grinding machine according to the invention, which in FIG. 4a in a side view and in FIG. 4b is shown in a plan view.
- the outer chamber 17 and the intermediate chamber 37 and intermediate chamber doors 18 are not shown here.
- the detailed description of the parts indicated by reference numerals and their operation, already in connection with the FIGS. 1a to 1c . 2 and 3 are not repeated and apply to the FIGS. 4a and 4b corresponding.
- a second cooling device 21 is attached to a housing 24.
- the grinding unit 13 may be mounted in the housing 24 or in another part of the grinding machine 1.
- the housing 24 may be connected to the bearing point of the axis of rotation A of the turntable 10 or be designed as a separate housing.
- the housing 24 may be made in several parts.
- the cooling device 21 is designed to be adjustable in height, wherein at least the height of the outflow device 211 is adjustable.
- the second cooling device 21 is connected via a supply system 28 to a cooling air supply unit 27, for example a fan or a fan.
- the delivery system 28 may include tubes and / or tubes or other channels of any cross-section and may also be mounted within the housing 24.
- the cooling air supply unit 27 is shown here as an independent unit, but is preferably mounted on the outside of the housing 24, wherein it could also be accommodated in the housing 24.
- the second cooling device 21 is embodied here as a two-part telescopic tube 213 with a first feed tube 214 and a second feed tube 215.
- the second cooling device 21 could also be a multi-part telescopic tube, an elastic tube or another variable-length, in particular sixteen- and proceedingsschiebbare structure.
- the telescopic tube 213 may have any cross-section, in particular circular, elliptical or rectangular cross-sections.
- first supply pipe 214 has a slightly larger diameter than the second supply pipe 215, so that the second supply pipe 215 can be inserted from below into the first supply pipe 214.
- the cross-sectional ratio of first to second feed tube (214, 215) could also be reversed.
- the first supply pipe 214 is fixedly connected to the housing 24 via a first fastener 217, such as a pipe clamp or bolted flange connector.
- the second feed tube 215 is fixedly connected to a front plate 26 via a second fastener 218, such as a pipe clip or bolted flange connector.
- the front plate 26 is adjustable in height, that is displaceably guided in the direction of the axis of rotation B of the loading plate 11 on the housing 24.
- the front panel 26 could be guided, for example, in lateral, vertical guide rails 35, in particular like a carriage.
- the position of the front panel 26 is variable via a height adjustment 25, which includes, for example, a hydraulic, pneumatic or electric motor drive 32, preferably a linear motor, in particular adjustable.
- a height adjustment 25 which includes, for example, a hydraulic, pneumatic or electric motor drive 32, preferably a linear motor, in particular adjustable.
- an additional drive could be provided, which has a Connection with the second supply pipe 215, a height adjustability of the discharge device 211, relative to the front plate 26 allows.
- the fourth cooling device 23 may be structurally connected to the second cooling devices 21, for example via a transverse bar.
- Line sections of the fourth cooling device 23, as well as the second cooling devices, 21 may be designed with telescopic pipes and be height adjustable together with the second cooling devices 21, in particular via the same drives, in particular relative to the front panel 26 and / or the shielding device 38.
- the outflow device 211 can be moved between an upper position OP and a lower position UP.
- the lower position UP the lower edge 219 of the discharge device 211 is below the workpiece upper edge 121 of the workpieces 12, while in an upper position OP above it. In this way it is achieved that the equipped with workpieces 12 loading plate 11 can pass under the second cooling device 21 when it is in the upper position OP.
- the outflow opening 212 is approximately at the level of the grinding zone 15. In particular, the outflow opening 212 can be so deep that the lower edge 219 of the outflow device 211 penetrates in the region of the movement path of the loading plate 11.
- the outflow device 211 is positioned in the lower position so that outflow opening 212 is at the level of the tool upper edge 121, ie between the underside of the upper grinding wheel 14 and the top of the loading plate 11.
- the upper position OP is just above the upper edge of the workpieces 12th shown. But it can also be located further above, in particular, to maintain a safety distance to the workpiece top edge 121.
- the upper position OP could be chosen so far up, for example, until the second feed tube 215 comes to a stop point in the first feed tube 214 when pushed into the second feed tube 215, or the carriage 26 reaches an upper stop point.
- the lower position UP could be chosen so far down to the lower edge 219 of the discharge device 211 with the surface 311 of the plate 31 and the surface 101 of the turntable 10 would collide, or the front panel 26 reaches a lower stop point.
- the second cooling device 21 is positioned so that the outflow device 221 is arranged radially outside the circumferential contour 112 of the loading plate 11, which is in a grinding position S.
- the outflow device 211 has a nozzle 216 which is aligned with the grinding zone 15.
- the nozzle 216 may have different orifice cross-sections, for example a rectangular or elliptical cross-section.
- the nozzle 216 may be designed to be manually or automatically rotatable about the longitudinal axis of the second cooling device 21, for example in order to be able to align the nozzle 216.
- the nozzle 216 may comprise adjusting elements, for example tiltable lamellas, with which the outflow angle of the cooling fluid can be adjusted.
- FIGS. 5a and 5b show an embodiment of the grinding machine according to the invention, which in FIG. 5a in a side view and in FIG. 5b is shown in a plan view.
- the intermediate chamber 37 and the inner chamber 36 and intermediate chamber doors 18 are not shown separately here.
- the detailed description of the parts indicated by reference numerals and their operation, already in connection with the FIGS. 1a to 1c . 2 . 3 . 4, 4a and 4b are not repeated and apply to the FIGS. 5a and 5b corresponding.
- a third cooling device 22 is fixed relative to the turntable 10 via a rotary wall element 102 which is fixedly connected to the turntable 10, that is, co-rotating with it.
- the third cooling device 22 comprises a line section 223, an inflow opening 222 and an outflow device 221, which has an outflow opening 224.
- the third cooling device 22 is located in an outer chamber 17 or a grinding chamber 16 which surrounds the loading plate 11 in the grinding position S and the grinding unit 13.
- the outer chamber 17 is bounded laterally by the outer wall 174, the rotary wall element 102 and an outer door 19.
- the boundary ceiling element 176 closes the outer chamber 17 upwards and has a feed opening 175.
- two pairs of cooling devices 22 are provided, which are arranged symmetrically to the rotary wall element 102 on the turntable 10.
- the rotary wall element 102 extends in the radial direction of the turntable 10 through the axis of rotation A.
- the feed opening 175 always coincides with an inflow opening 222, when the loading plate 11 in a Grinding position S or a loading position L are located.
- the third coolers 22 move in circular orbits about the rotation axis A of the turntable 10.
- a cooling fluid can flow into the conduit section 223 through the supply system 28 from a cooling air supply unit 27 as the inflow port 222 of that conduit section with the feed opening 175 in coverage.
- the nozzle 225 may have different orifice cross-sections, for example a rectangular or elliptical cross-section.
- the nozzle 225 may be designed to be manually or automatically rotatable about the longitudinal axis of the third cooling device 22, for example in order to be able to align the nozzle 225.
- the nozzle 225 may comprise adjusting elements, for example fins, with which the outflow angle of the cooling fluid can be adjusted.
- the conduit section 223 is designed as a vertical tube with a circular cross section, but could assume any other cross sections as long as the shape of the inflow opening 222 coincides with that of the feed opening 175. It is conceivable to attach sealing elements, for example sealing lips, to the inflow opening 222 or the feed opening 275 in order to seal a remaining gap between the line section 223 and the boundary ceiling element 176 against the escape of cooling fluid.
- the line section 223 is fixedly connected to the rotary wall element 102 with fastening elements 226, for example pipe clamps or flange elements with a screwed or welded connection.
- the third cooling device 22 could, for example, also be fastened directly on the surface 101 of the turntable 10, for example with the underside of the outflow device 221.
- FIGS. 6a to 6c show an embodiment of the grinding machine according to the invention, which in FIG. 6a in a plan view of the interior in section YY, in FIG. 6b in a plan view and in FIG. 6c in a side sectional view through the plane M is shown.
- This embodiment combines many of the features of the previously described embodiments of the grinding machine according to the invention.
- the detailed description of the parts indicated by reference numerals and their operation, already in connection with FIGS. 1a to 1c . 2 . 3 . 4a and 4b , and 5a and 5b be explained not repeated and apply to the FIGS. 6a to 6c corresponding. Differences or additions to it are described below.
- the grinding machine 1 is constructed symmetrically to the center plane M.
- First, second, third and fifth cooling devices 20, 21, 22, 50 are combined in a single embodiment, and any sub-combination would be possible.
- Two different cooling air supply units 27 are shown, but which could also be combined into a single one, or could each be assigned to a single cooling device.
- the supply system 28 to the cooling device 21 (in FIG. 6b not shown) equipped with adjustable cooling air supply flaps 30 or valves and leads through the housing 24 to an outside, for example, laterally on the housing 24, mounted cooling air supply unit 27.
- the supply system 28 to the cooling devices 20 and 22 is with adjustable cooling air supply flaps 30, or valves, and a Branch tube member 29 which supplies each of the supply ports 375 and 175 cooling air.
- the inflow openings 202 and 222, or the cross sections of the line sections 203 and 223 connected thereto, may be different in diameter and / or shape, for example.
- the first rotary wall element 103 is curved and approximately follows the circumferential contour of the turntable 10.
- the second rotary wall element 104 is designed here as a sliding door 105 with two sliding in the radial direction of the turntable 10, or run by a drive, sliding door elements. The sliding door 105 can enter the area on the inside of the outer doors 19.
- the second rotary wall element 104 as pivotable doors.
- Fifth cooling devices 50 are provided on the outside of the outer wall 174 and have outflow openings 501 on the inside of the outer wall 174 at the level of the lower boundary surfaces 171 of the outer chamber 17, which are supplied with cooling air via distribution channels.
- the second cooling devices 22 exactly two pairs each having a first inflow opening 222a and a second inflow opening 222b are provided, wherein the two first inflow openings 222a and the two second inflow openings 222b are arranged point symmetrical to the rotation axis A of the turntable 10.
- the cooling device pairs 22 are arranged symmetrically with respect to the second rotary wall element 104.
- Embodiments of the grinding machine according to the invention are conceivable in which only first cooling devices, only second cooling devices, only third Cooling devices, first and second cooling devices combined, first and third cooling devices combined, second and third cooling devices combined or realized all three cooling devices are combined, in each case with fourth and / or fifth cooling devices together.
- FIG. 7 shows a flowchart of an embodiment of a method according to the invention.
- the method begins with the loading 1000 of the loading plate 11 with workpieces 12, in particular coil springs, which are to be ground in the grinding machine 1 according to the invention, in particular spring end grinding machine.
- This loading 1000 can be done manually, for example by an operator of the grinding machine 1, or automated, for example by means of a robot.
- the loading plate 11 is mounted eccentrically rotatably on a turntable 10 and is located for loading 1000 in a loading position L.
- a method 1001 of the loading plate 11 by an outer chamber 17 in a grinding position S instead by the turntable 10 is rotated.
- the loading plate 11 passes through an open outer door 19 and continues past an open pivotable intermediate door 18 along its predetermined trajectory.
- the outer door 19 can now, for example by a drive, be closed, so that the outer chamber 17 and a further inner intermediate chamber 37 or inner chamber 36, in particular possibly dangerous, rotating parts such as loading plate 11 and grinding wheels 14 advantageous for safety no longer are accessible outside.
- the grinding chamber 16 is divided into an inner chamber 36 and an intermediate chamber 37, so that the grinding zone 15 is at least partially, in particular the upper grinding zone 15a, enclosed by the inner chamber 36.
- the positioning 1002 of the shielding device 38 can also take place during the method 1001 of the loading plate 11, or omitted completely, for example, if the type of workpieces 12 to be processed has not changed and an adjustment of the positioning, in particular the height of the shielding device 38, preferably to a different spring length, or a readjustment can be omitted.
- a grinding chamber 16 which is spatially composed of the intermediate chamber 37 and the inner chamber 36, separated from the outer chamber 17 spatially.
- the intermediate chamber 37 encloses the lower grinding zone 15b when the intermediate doors 18 are closed.
- the complete grinding zone 15, ie the upper grinding zone 15a and the lower grinding zone 15b, in which the grinding 1004 of the workpieces 12 takes place through the grinding unit 13, is enclosed in the grinding chamber 16, so that the outer chamber 17 and the surroundings of the grinding machine 1 are substantially sealed against grinding dust, abrasive particles, sparks, exhaust air and / or cooling liquid.
- the environment of the grinding machine 1 is still substantially sealed against grinding dust, abrasive particles, sparks, exhaust air and / or coolant, as long as the outer doors 19 are closed.
- the method steps of positioning 1002 the shielding device 38 and the closing 1003 of the intermediate door 18 can also be performed in reverse order or simultaneously.
- the three chambers are preferably run in the reverse order.
- the outer doors 19, intermediate doors 18 and the shielding device 38 in particular depending on the position of the loading plate 11, coordinated with each other time-shifted opened or closed or positioned, whereby the fastest possible method 1001, 1006 of the loading plate 11 and a short changeover of the Grinding machine can be achieved.
- the shielding device 38 shields the intermediate chamber 37 from the discharge of grinding dust, abrasive particles, sparks, exhaust air and / or cooling liquid from the upper grinding chamber 15a.
- the closed intermediate chamber 37 prevents grinding dust, abrasive particles, sparks, exhaust air or cooling liquid from the lower grinding zone 15b from leaving the grinding machine 1.
- the cooling air supply to first cooling devices 20, which may be provided on or in the closed intermediate doors 18, could be by opening cooling air supply doors 30 in the supply system, ie by controlling the angle of attack of the flaps relative to the intended flow direction of the cooling fluid , switched on or increased.
- the grinding 1004 may be divided into a rough grinding 1004 a and a fine grinding 1004 b, wherein possible parameters to produce a coarser or finer grinding surface on the workpiece 12, a different speed of delivery of the grinding wheels 14, and thus more or less abrasion on the workpieces 12th , and / or rotational speeds of the loading plate 11 and / or grinding wheels 14 include.
- rough grinding 1004a a lot of grinding dust, sparks and / or spent cooling liquid, which already remain mainly within inner chamber 36 due to the shielding device 38, remain within the intermediate chamber 37 due to the closed intermediate doors 18.
- Suction of grinding dust from the grinding machine 1 takes place together with injected cooling air through a suction opening 33.
- the workpieces 12 may be provided with a reduction 1009 or switching off the cooling air supply to the first cooling device 20, but possibly also to the second, third, fourth and / or fifth cooling devices 21, 22, 23, 50 preferably by closingde Kunststoffzufar Kunststoffklappen 30, prevents that takes place during the fine grinding 1004 b unnecessary cooling, which would require unnecessary energy or in the process 1006 of the loading plate 11 with the ground workpieces 12 in a loading position L cooling air unnecessarily from the feed openings 175 in the outer chamber 17 or Intermediate chamber 37 is blown.
- an opening 1005 of the pivotable intermediate doors 18 may already take place (variant A, FIG. FIG. 7 ). Due to the fact that outer doors 19 can be closed at this time, the occupational safety is given insofar as the grinding zone 15, in particular rotating parts such as loading plates 11 and / or grinding wheels 14, are not freely accessible from outside the grinding machine 1.
- the grinding zone 15 is further enclosed by the closed outer doors 19, so that grinding dust, sparks, exhaust air or coolant can not penetrate to the outside substantially.
- the shielding device 38 restricts its propagation, at least from the upper grinding zone 15a, also during the fine grinding 1004b to the area within the inner chamber 36.
- a method 1006 of the loading plate 11 with the ground workpieces 12 past the opened intermediate doors 18 and through an open outer door 19 into a loading position L by rotation of the turntable 10 can take place.
- the loading plate 11 with workpieces 12, in particular a workpiece upper edge 121 pass by a lower end of the cooling device 21, in particular its lower edge 219 of the discharge device 211, because the Outflow device 211 is not in an upper position OP in the movement path of the loading plate 11.
- the lowering 1010 and lifting 1011 can be carried out together with the positioning 1002 of the shielding device 38, in particular by the activation of common drives.
- the loading plate 11 comes by the method 1001 by rotation of the turntable 10 in a grinding position S. In this position fall the inflow openings 222 of a third cooling device 22, which mounted on the turntable 10 is, with feed ports 175 in an outer chamber 17 together. This results in a continuous duct for cooling air from a cooling air supply device 27 to outflow openings 224 of the third cooling devices 22. Due to an increase 1008 of the cooling air supply to the cooling devices 22, preferably by openingde Kunststoffzuschreibklappen 30, a equipped with workpieces 12 loading plate 11, in particular by Nozzle 225 for cooling air, which may be provided in the outflow openings 224, cooled.
- cooling air may be unnecessarily prevented from the supply openings 175 is blown into the outer chambers 17 or the grinding chamber 16.
- 1006 of the loading plate 11 that is, a rotation of the turntable 10
- the inflow openings 222 are not in registration with supply openings 175.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die Erfindung betrifft eine Schleifmaschine nach dem Anspruch 1 sowie ein Verfahren zum Betrieb einer Schleifmaschine nach dem Anspruch 14.
- Schleifmaschinen werden in vielen Fertigungsprozessen in der Industrie eingesetzt, wo Oberflächen von Werkstücken spanend bearbeitet werden. Meistens sollen Flächen von vorwiegend metallischen Maschinenelementen mit bestimmten Genauigkeitsanforderungen hergestellt werden. Dabei sind besonders bei Maschinenelementen, die in großer Stückzahl hergestellt werden, eine gute Auslastung der Schleifmaschine und kurze Bearbeitungszyklen wirtschaftlich wichtig.
- Während des Schleifprozesses fällt aufgrund der spanenden Abtragung des Werkstoffs Schleifstaubs an, der Partikel des abgetragenen Werkstoffs und des verwendeten Schleifmittels enthält. Der Schleifstaub lagert sich teilweise in oder an der Schleifmaschine ab. Durch die verrichtete Reibungsarbeit zwischen der Oberfläche des Werkstücks und dem Schleifkörper, entsteht Wärme, die zu einer Erhitzung des Werkstücks und des Schleifkörpers über eine materialbedingte kritische Temperatur hinaus führen kann. Dadurch können thermische Beschädigungen am Werkstück auftreten. Außerdem kann es beim Schleifen zu Funkenflug, der Entstehung von gesundheitsschädlichen Dämpfen und Lärmentwicklung kommen.
- Um eine hohe Bearbeitungsgenauigkeit und kurze Schleifzyklen zu erfüllen, werden häufig Schleifscheiben mit harten Schleifmitteln unterschiedlich grober Körnung eingesetzt, die bei hohen Umdrehungszahlen betrieben werden können und eine hohe thermische Beständigkeit aufweisen. Durch die Kühlung der Schleifscheiben bzw. der Werkstücke sind erheblich größere Abtragsleistungen möglich, was den Schleifzyklus verkürzt und die Wirtschaftlichkeit des Schleifprozesses erhöht. Außerdem kann durch Kühlung der Schleifscheiben mit Kühlfluiden, beispielsweise Luft, Wasser, Öl oder geeigneten Kühlschmierstoffen, die Standzeit von Schleifscheiben erheblich verlängert werden. Wenn mit der Mantelfläche der zylindrisch geformten Schleifscheibe geschliffen wird, ist die Schleifzone häufig leicht zugänglich und die Zuführung des Kühlfluids kann, beispielsweise durch Eindüsung bzw. Einspritzung über Kühldüsen, einfach technisch realisiert werden. Technisch aufwendiger erweist sich die Kühlung, wenn die Schleiffläche die Grundfläche der zylindrisch geformten Schleifscheibe ist. Es ist bekannt zur Schleifscheibenkühlung Hohlräume, beispielsweise Kühlluftkanäle, in den Schleifscheiben vorzusehen, oder Kühlfluide aufgrund der Porosität des Schleifschiebenmaterials der Schleiffläche zuzuführen. Diese Maßnahmen erfordern den Einsatz teurer und speziell angefertigter Schleifscheiben, Schleifscheibenhalterungen und Schleifspindeln mit Zuführungen für das Kühlfluid.
- Um eine möglichst hohe Auslastung einer Schleifmaschine zu erreichen, ist es bekannt, Schleifmaschinen so aufzubauen, dass gleichzeitig mehrere Schritte des Fertigungsprozesses ausgeführt werden können. Beispielsweise sind Schleifmaschinen bekannt, die mit zwei verfahrbaren Ladevorrichtungen für Werkstücke ausgestattet sind, wovon eine sich zur Ausführung des Schleifprozesses in einer Schleifposition befindet, während sich die andere zum Be- bzw. Entladen in einer Ladeposition befindet, sodass nach Abschluss des Schleifprozesses die Ladevorrichtungen ohne Zeitverlust in die jeweils andere Position gefahren werden können, um dort den nächsten Fertigungsschritt auszuführen. Bei solchen Schleifmaschinen spielt die Arbeitssicherheit eine große Rolle, weil gewährleistet sein muss, dass der Schleifraum um die Schleifzone während des Schleifens aufgrund der rotierenden Schleifscheiben, der Schleifstaubentwicklung du des Funkenflugs gesichert ist, während der Laderaum zugänglich sein muss, um die Ladevorrichtung mit Werkstücken zu beladen bzw. die Werkstücke zu entladen. Weiterhin kann sich Schleifstaub ungehindert bis in den Laderaum ausbreiten, sich dort ablagern und, insbesondere bei Ablagerung an den beweglichen Teilen der Schleifmaschine, zu Funktionsbeeinträchtigung der Maschine führen.
- Das Aufbauprinzip einer Schleifmaschine mit zwei Ladevorrichtungen wird beispielsweise häufig bei Federendenschleifmaschinen umgesetzt, indem zwei Ladeteller gegenüberliegend auf einem Drehtisch angebracht sind, der durch Drehung die Ladeteller zwischen einer Ladeposition und einer Schleifposition hin und her bewegen kann. Federendenschleifmaschinen werden eingesetzt, um die Enden von aus Draht gewickelten oder gewundenen Schraubenfedern planparallel zu schleifen. Die bearbeiteten Federn können im eingebauten Zustand an definierten Auflageflächen an den Federenden sauber axial belastet werden.
- Die Patentanmeldung
DE 102012201465 A1 nennt allgemein die Möglichkeit Frischluft in den Schleifraum einer Federendenschleifmaschine oder in die Schaubendruckfedern einzublasen. Außerdem wird dort ein vertikal verfahrbarer Schutzschild gezeigt, der vor Beginn der Schleifoperation nach unten gefahren wird, bis seine Unterkante mit geringem Abstand oberhalb der in dem Ladeteller aufgenommenen Schraubendruckfedern liegt. Allerdings wird dort vorgeschlagen, die Temperatur der geschliffenen Schraubendruckfedern mit Hilfe einer Wärmebildkamera zu messen, die an der den Schleifscheiben abgewandten Seite des Schutzschildes angebracht ist. Die vorbekannte Lösung zielt insofern darauf ab, durch Temperaturüberwachung und eine temperaturabhängige Steuerung des Schleifprozesses auf aufwendige Kühlmaßnahmen verzichten zu können. Der bekannte Schutzschild kann den freiliegenden Teil des Ladetellers nur vor solchen Funken schützen, die beim Schleifen der oberen Enden der Schraubenfedern oberhalb des Ladetellers entstehen, nicht aber vor Funken, die unterhalb des Ladetellers entstehen. - Aus dem Zusammenspiel der Kinematik der beweglichen Teile einer beschriebenen Schleifmaschine und den auftretenden physikalischen Effekten eines Schleifprozesses, ergeben sich besondere technische Herausforderungen für den Aufbau, die Kühlungssysteme und den Betrieb einer Schleifmaschine, die im Stand der Technik noch nicht befriedigend gelöst sind.
- Die vorliegende Erfindung hat deshalb die Aufgabe, eine Schleifmaschine und ein Verfahren zum Betrieb einer Schleifmaschine mit erhöhter Produktivität, Arbeitssicherheit und Energieeffizienz bereitzustellen. Insbesondere soll der Aufbau und die Ausstattung der Schleifmaschine im Hinblick auf die Ausbreitung von Schleifstaub und Abluft des Schleifprozesses verbessert und die Kühlung der Werkstücke und/oder des Ladetellers in Hinblick auf die Wirksamkeit und die Energieeffizienz verbessert werden.
- Diese Aufgabe wird mit einer Schleifmaschine gemäß dem Anspruch 1 sowie einem Verfahren zum Betrieb einer Schleifmaschine gemäß dem Anspruch 14 gelöst.
- Die Aufgabe wird insbesondere durch eine Schleifmaschine, insbesondere eine Federendenschleifmaschine, gelöst, die Folgendes umfasst:
- einen um eine Drehachse drehbar gelagerten Drehtisch,
- mindestens einen Ladeteller zur Bestückung mit Werkstücken, insbesondere Schraubenfedern, der exzentrisch in dem Drehtisch um eine Drehachse drehbar gelagert ist, wobei die Drehachsen des Drehtisches und des Ladetellers parallel zueinander sind und der Ladeteller durch Drehung des Drehtisches von einer Ladeposition in eine Schleifposition verfahrbar ist,
- eine Schleifeinheit mit mindestens einer um eine Drehachse drehbar gelagerten Schleifscheibe, wobei die Drehachse der Schleifscheibe im Wesentlichen parallel zur Drehachse des Ladetellers ist und die Schleifscheibe mit mindestens einem Werkstück in einer Schleifzone in Schleifkontakt kommt, wenn sich der mit Werkstücken bestückte Ladeteller in einer Schleifposition befindet,
- eine Schleifkammer, die die Schleifzone einschließt,
wobei eine Innenkammer, die die Schleifzone zumindest teilweise umschließt, und eine Zwischenkammer durch eine Abschirmvorrichtung voneinander abgrenzbar sind, - mindestens eine Außenkammer, die die Zwischenkammer zumindest teilweise umschließt,
- Es können mehrere Ladeteller, insbesondere drei oder vier Ladeteller, vorzugsweise aber zwei Ladeteller, vorgesehen sein, die vorzugsweise gleichmäßig über den Umfang des Drehtisches und weiter vorzugsweise im gleichen radialen Abstand zur Drehachse des Drehtisches angeordnet sein können. Durch mehrere Ladeteller können mehrere Schritte des Bearbeitungsprozesses auf der Schleifmaschine gleichzeitig ausgeführt werden, um die Produktivität der Maschine zu erhöhen.
- Der Ladeteller kann austauschbar und/oder höhenverstellbar gestaltet sein, beispielsweise durch eine axial entlang seiner Drehachse verschiebliche Lagerung auf einer Ladetellerwelle, vorzugsweise mit einer Feder- Nut-Verbindung. Es kann ein doppel- oder mehrstöckiger Ladeteller vorgesehen sein. Vorzugsweise ist der Ladeteller kreiszylinderförmig und/oder unbegrenzt drehbar, insbesondere taktweise oder kontinuierlich um seine Drehachse drehbar, wobei er beispielsweise durch einen Servomotor über eine Ladetellerwelle gedreht werden kann.
- Die Bestückung des Ladetellers mit Werkstücken kann manuell oder maschinell vorgenommen werden, wobei unter dem Begriff "Bestückung" das Auf- bzw. Einladen von zu schleifenden Werkstücken auf oder in den Ladeteller, und optional deren lose oder feste Fixierung auf oder in dem Ladeteller, beispielsweise in vorgesehenen Aufnahmeöffnungen, Halte- oder Klemmvorrichtungen, verstanden werden kann. In oder auf dem Ladeteller kann eine Vielzahl von Werkstückaufnahmevorrichtungen vorgesehen sein. Die Werkstücke können beliebige Gestalt und Werkstoffe aufweisen, die erfindungsgemäße Schleifmaschine ist aber insbesondere zum Schleifen von Federn, vorzugsweise Schraubenfedern, weiter vorzugsweise Schraubendruckfedern, insbesondere zum Einsatz als Federendenschleifmaschine, besonders gut geeignet. Schraubendruckfedern können aus gewickeltem oder gewundenem Draht, vorzugsweise aus metallischen Werkstoffen, hergestellt sein. Schraubendruckfedern können beispielsweise zylindrisch, konisch, oder doppelt konisch sein und unterschiedliche Durchmesser und/oder Längen haben.
- Durch die exzentrische Lagerung im Drehtisch, also eine Lagerung außerhalb der Drehachse des Drehtisches, bewegt sich die Drehachse des Ladetellers bei Drehung des Drehtisches entlang einer Kreisbahn um die Drehachse des Drehtisches. Durch diese Anordnung kann der Ladeteller zwischen einer Ladeposition und einer Schleifposition verfahren werden. Unter einer "Ladeposition" kann eine Stellung der Drehachse des Ladetellers relativ zur Schleifmaschine verstanden werden, in der der Ladeteller mit Werkstücken bestückt werden kann, oder Werkstücke aus oder von dem Ladeteller entnommen bzw. von ihm heruntergenommen werden können. Wenn sich der Ladeteller in einer Ladeposition befindet, kann also ein Be- und Entladen des Ladetellers stattfinden.
- Unter einer "Schleifposition" kann eine Stellung der Drehachse des Ladetellers relativ zur Schleifmaschine verstanden werden, in der Ladeteller relativ zur Schleifeinheit so positioniert ist, dass mindestens ein gegebenenfalls geladenes Werkstück mit der mindestens einen Schleifscheibe in Schleifkontakt kommen kann. Wenn sich der Ladeteller in einer Schleifposition befindet, kann also ein Werkstück geschliffen werden. Vorzugsweise sind genau eine Ladeposition und genau eine Schleifposition diametral gegenüberliegend und im gleichen radialen Abstand zur Drehachse des Drehtisches vorgesehen. Eine Lade- und Schleifposition des Ladetellers ist über die Stellung der Drehachse relativ zur Schleifmaschine definiert. Der Ladeteller könnte in einer Ladeposition und/oder Schleifposition um seine eigene Drehachse gedreht werden. Die Drehung des Drehtisches kann beispielsweise durch einen Servomotor umgesetzt sein. Die Verfahrung eines Ladetellers kann beispielsweise realisiert werden, indem der Drehtisch immer um eine halbe Drehung, also um 180°, weiterrotiert wird, wenn der Ladeteller seine Position von der Schleif- in die Ladeposition, oder umgekehrt, wechseln soll. Es können aber auch andere Drehintervalle vorgesehen sein, beispielsweise 120° oder 90°. Es wäre ebenfalls möglich die Drehrichtung des Drehtisches zwischen einer Positionsverfahrung des Ladetellers umzukehren.
- Durch die Drehung des Drehtisches und eine gegebenenfalls überlagerte Drehung des Ladetellers um seine eigene Drehachse ergibt sich eine Bewegungsbahn des Ladetellers. Die Umfangskontur des Ladetellers beschreibt eine, vorzugsweise kreisförmige, Außenbahn der Ladetellers, die sich aus dem Abstand der Drehachse des Ladetellers von der Drehachse des Drehtisches und dem Radius des, vorzugsweise kreisförmigen, Ladetellers ergibt. Unter parallelen Drehachsen kann eine Parallelität im Rahmen der Fertigungstoleranzen angenommen werden. Die Drehachse der mindestens einen Schleifscheibe kann aber auch geringfügig verkippt zur Drehachse des Ladetellers ausgeführt sein, beispielsweise um im Betrieb der Schleifmaschine im Durchlaufschleifverfahren den Schleifabtrag einzustellen.
- Die, vorzugsweise kreiszylinderförmige, drehbare Schleifscheibe kann, beispielsweise über eine angetriebene Schleifspindel, in Rotation um ihre Drehachse versetzt werden. Außerdem kann eine Schleifscheibenkühlung vorgesehen sein, die beispielsweise in die Schleifscheibe, vorzugsweise als ein Zentrifugalkühlsystem, oder die Schleifeinheit integriert sein kann. Insbesondere umfasst die Schleifeinheit zwei drehbar gelagerte Schleifscheiben, die Werkstücke gleichzeitig jeweils mit einem Teil ihrer dem Ladeteller zugewandten Grundfläche schleifen, wenn der Ladeteller sich in einer Schleifposition befindet. Damit kann beispielsweise ein doppelseitiges Planschleifverfahren für Schraubendruckfedern mit der Schleifmaschine ausgeführt werden, das zum Planparallelschleifen von Federenden von Schraubendruckfedern häufig eingesetzt wird. Vorzugsweise ist die mindestens eine Schleifscheibe entlang ihrer Drehachse verschieblich gelagert, insbesondere in ihrem axialen Abstand zu einem Ladeteller veränderlich einstellbar, insbesondere automatisch zustellbar. Auf diese Weise können unterschiedlich lange Werkstücke, insbesondere Schraubendruckfedern, in der Schleifmaschine geschliffen werden. Außerdem kann der vorgesehene Abtrag an einem Werkstück durch Zustellung der Schleifscheiben, insbesondere während des Schleifprozesses, insbesondere über die Einstellung des Schleifdrucks beim Schleifen von Federn, eingestellt werden.
- Unter dem Begriff "Schleifkontakt" kann eine Berührung der Oberfläche des zu schleifenden Werkstückes mit einer Schleiffläche der Schleifscheibe verstanden werden. Dabei herrscht im Schleifkontakt zwischen dem Werkstück und der Schleifscheibe ein Schleifdruck, der den Abrieb während des Schleifprozesses, und damit die Entstehung von Schleifstaub und Reibungswärme, mitbestimmt. Andere wichtige Parameter sind beispielsweise die Umdrehungsgeschwindigkeit und -richtung des Ladetellers und der mindestens einen Schleifscheibe, die Materialpaarung Werkstoff-Schleifscheibe, sowie der Einsatz von Kühlschmiermitteln und die vorgesehene Kühlung der Werkstücke und/oder der Schleifscheibe.
- Unter dem Begriff "Schleifzone kann der räumliche Bereich verstanden werden, in dem ein Schleifkontakt zustande kommt. Insbesondere ist die Schleifzone auf einen radialen Überlappungsbereich der mindestens einen, vorzugsweise kreiszylinderförmigen, Schleifscheibe mit einem, vorzugsweise kreiszylinderförmigen, Ladeteller, der sich in einer Schleifposition befindet, begrenzt. Insbesondere erstreckt sich die Schleifzone zwischen einer dem Ladeteller zugewandten Grundfläche der mindestens einen Schleifscheibe, die als Schleiffläche wirkt, und einer Grundfläche eines Ladetellers. Die Schleifzone kann als die Gesamtheit der begrenzten zweidimensionalen Kontaktflächen zwischen mindestens einem Werkstück und einer Schleiffläche der mindestens einen Schleifscheibe verstanden werden. Die Schleifzone kann aber auch als ein dreidimensionaler Bereich verstanden werden, in dem es während des Schleifprozesses zum Schleifkontakt kommt. Die Schleifzone kann den räumlichen Bereich umfassen, in dem es während des Schleifens zur Entwicklung von Schleifstaub und/oder Abluft und/oder Lärm und/oder Wärme und/oder Funkenflug aufgrund eines Schleifkontaktes kommen kann. Die Schleifzone umfasst insbesondere zwei getrennte Schleifzonen, ist also insbesondere zweigeteilt, nämlich in eine obere Schleifzone, die oberhalb des Ladetellers liegt, und eine untere Schleifzone, die unterhalb des Ladetellers liegt. Insbesondere werden in der oberen Schleifzone die oberen Federenden und in der unteren Schleifzone die unteren Werkstückenden, insbesondere Federenden, geschliffen.
- Die Begriffe "innen" und "außen" können in Bezug auf die Schleifzone verstanden werden. "Innen" kann also als "räumlich näher an der Schleifzone oder um die Schleifzone" verstanden werden, wobei "außen" im Gegensatz dazu als "weiter weg von der Schleifzone" verstanden werden kann. Insbesondere liegt die Innenkammer näher an der Schleifzone als die Zwischenkammer, und diese wiederum näher an der Schleifzone als die Außenkammer. Ein Werkstück, mit dem der Ladeteller bestückt ist, durchläuft beim Verfahren des Ladetellers aus einer Ladeposition in eine Schleifposition insbesondere zuerst die Außenkammer und dann die Zwischenkammer, um schließlich in der Innenkammer geschliffen zu werden. Nach dem Schleifen werden die Kammern vorzugsweise in umgekehrter Reihenfolge durchlaufen. Die Begriffe "oben" und "unten" können auf die Lage relativ zum Ladeteller in Richtung der Drehachse des Ladetellers verstanden werden. Der Drehtisch befindet sich demzufolge unterhalb des Ladetellers.
- Die Schleifkammer schließt die Schleifzone ein, wobei die Schleifkammer dabei nicht komplett nach außen räumlich abgeschlossen sein muss bzw. die Schleifzone nicht vollständig dicht, insbesondere luft- staub- oder schalldicht, eingeschlossen sein muss. Die Schleifkammer stellt insbesondere einen zumindest größtenteils schließbaren Raum dar, der geometrisch nicht näher bestimmt ist, aber vorzugsweise so ausgebildet ist, dass sich die Schleifzone komplett innerhalb der Schleifkammer befindet. Insbesondere ist die Schleifkammer durch die Abschirmvorrichtung in eine Innenkammer und eine Zwischenkammer unterteilbar, wobei die Zwischenkammer sich vorzugsweise auf der der Schleifzone abgewandten Seite der Abschirmvorrichtung erstreckt. Insbesondere liegen die Zwischenkammer und die Innenkammer also innerhalb der Schleifkammer bzw. bilden diese gemeinsam. Die Innenkammer ist vorzugsweise größtenteils durch einen Gehäuseteil der Schleifmaschine gebildet, der die Schleifeinheit aufnimmt, und insbesondere zum Ladeteller hin offen gestaltet, wobei diese Öffnung vorzugsweise durch die Abschirmvorrichtung, die vorzugsweise an einer Frontplatte der Schleifmaschine angebracht ist, begrenzt wird und bis auf einen Einlaufspalt für den Ladeteller und darin aufgenommene Werkstücke verschließbar ist.
- Die Abschirmvorrichtung ist insbesondere als ein vertikal verfahrbarer Schleifkammerschild ausgebildet, dessen Form insbesondere an die Umfangskontur der Schleifscheiben angepasst ist. Vorzugsweise kann die Abschirmvorrichtung von oben auf die Oberkante der Werkstücke bzw. die Oberseite des Ladetellers zugestellt werden. Die Abschirmvorrichtung kann an einer höhenverstellbaren Frontplatte der Schleifmaschine, insbesondere dazu wiederum höhenverstellbar, befestigt sein und Einlaufvorrichtungen, vorzugsweise in Form von abgeschrägten Einlaufplatten, zum Erleichtern des Einfahrens von Werkstücken in die Innenkammer aufweisen. Die Abschirmvorrichtung schirmt insbesondere während des Schleifprozesses die Zwischenkammer vor Funkenflug und Schleifstaub, der in der Schleifzone, vorzugsweise in der oberen Schleifzone, entsteht, ab. Dabei schließt die Abschirmvorrichtung die Innenkammer nicht notwendigerweise dicht nach außen, insbesondere zur Zwischenkammer hin, ab. Es können auch Spalte oder Durchgänge zwischen der Zwischenkamme und der Innenkammer, insbesondere an der Unterseite der Innenkammer und/oder den Seiten der Abschirmvorrichtung, verbleiben. Insbesondere umschließt die Innenkammer die untere Schleifzone nicht, sondern ist vorzugsweise durch einen Teil der Oberseite des Ladetellers nach unten begrenzt, der sich auf der der oberen Schleifscheibe zugewandten Seite der Abschirmvorrichtung befindet. Die Abschirmvorrichtung kann nach dem Schleifprozess oder zum Einrichten der Schleifmaschine, beispielsweise zum Wechsel der Schleifscheiben, nach oben gefahren werden, sodass die Innenkammer von der Zwischenkammer aus zugänglich ist. Die Abschirmvorrichtung könnte grundsätzlich auch seitlich verschieblich oder schwenkbar bzw. klappbar, insbesondere auch mehrteilig, ausgeführt sein.
- Die Außenkammer umschließt die Zwischenkammer zumindest teilweise, wobei die Außenkammer - weder zur äußeren Umgebung hin, noch zur Zwischenkammer hin - kein komplett abgeschlossener, insbesondere luft- staub- oder schalldicht luftdichter, Raum sein muss. Die Außenkammer kann auch an die Innenkammer angrenzen. Die geschlossene Zwischentür muss beide Kammern nicht komplett voneinander abtrennen, in dem Sinn, dass überhaupt keine bauliche Verbindung mehr zwischen beiden Kammern besteht. Es können mehrere, insbesondere zwei Außenkammern, vorgesehen sein, wobei Abschnitte von Begrenzungswandelementen einer Außen-, Zwischen- und Innenkammer zusammenfallen können. Die mindestens eine Außenkammer, die Zwischenkammer und die Innenkammer können ineinander verschachtelt angeordnet sein.
- Die Zwischentür trennt in einem geschlossenen Zustand die Außenkammer von der Zwischenkammer und insbesondere auch von der Innenkammer mit der eingeschlossenen Schleifzone bzw. von der die Innenkammer und die Zwischenkammer umfassenden Schleifkammer ab, vorzugsweise auch bei geöffneter Abschirmvorrichtung. Die Abtrennung ist insofern im vorgenannten Sinne zu verstehen, dass zumindest in funktioneller Hinsicht die Schleifkammer, insbesondere die Innenkammer und die Zwischenkammer, von der Außenkammer im Hinblick auf die Zielsetzungen Arbeitssicherheit und/oder Begrenzung des Kühlluftstroms und/oder Schleifstaub-Ausbreitung abgetrennt ist, ohne dass eine vollständige Abtrennung gegeben sein muss. Beispielsweise könnten durchaus schmale Spalte oder indirekte verwinkelte Durchgänge zwischen den Kammern, oder in die Umgebung der Schleifmaschine bestehen. Begrenzungsflächen der Außen-, Zwischen-, und/oder Innenkammer können so angeordnet sein, dass im geschlossenen Zustand der mindestens einen Zwischentür und/oder der Abschirmvorrichtung im Wesentlichen kein Schleifstaub und/oder keine Abluft und/oder keine Funken, höchstens nur wenig Schleifstaub und/oder Abluft und/oder wenige Funken, aus der Innenkammer bzw. der Zwischenkammer nach außen, insbesondere in die Außenkammer, dringen kann. Die räumliche Begrenzung der Außen-, Zwischen-, und/oder Innenkammer kann durch Oberflächen verschiedener Komponenten der Schleifmaschine gegeben sein. Es können Kühlvorrichtungen vorgesehen sein, die Werkstücke in der Schleifzone und/oder Werkstücke, die die Schleifzone schon verlassen haben, und/oder den Ladeteller kühlen. Kühlvorrichtungen können innerhalb der Zwischenkammer angeordnet sein, oder ihre Kühlwirkung in der Zwischenkammer entfalten.
- Eine solche erfindungsgemäße Schleifmaschine hat den Vorteil, dass durch einen Aufbau der Schleifmaschine mit drei Kammern, nämlich einer Innenkammer, einer Zwischenkammer und mindestens einer Außenkammer, die Ausbreitung von Schleifstaub und/oder Abluft und/oder Funken und/oder Wärme und/oder Lärm räumlich, insbesondere in kammerweise abgestuftem Ausmaß, vorzugsweise von innen nach außen, nämlich im Wesentlichen auf den Bereich innerhalb der Innenkammer und der Zwischenkammer, begrenzt oder zumindest reduziert werden kann. Vorzugsweise ist die Ausbreitung von Schleifstaub und/oder Abluft und/oder Funken aus der oberen Schleifzone, bei geschlossener Abschirmvorrichtung, im Wesentlichen auf die Innenkammer und aus der unteren Schleifzone im Wesentlichen auf die Zwischenkammer begrenzt. Dadurch verringern sich Ablagerungen von Staub an Maschinenteilen und das Verspritzen von Kühlflüssigkeit, die zu Funktionsbeeinträchtigungen der Schleifmaschine führen können. Durch eine Zwischenkammer kann außerdem die Kühlung der Werkstücke und/oder des Ladetellers verbessert werden, beispielsweise indem in der Zwischenkammer den Werkstücken oder dem Ladeteller Kühlluft wirksam zugeführt wird. Die Luftströmung innerhalb der Außenkammern und der Zwischenkammer kann dahingehend optimiert werden, dass Schleifstaub und Abluft besser aus der Schleifzone ausgetragen bzw. weggeführt werden. Weiterhin können Kühlvorrichtungen in der Zwischenkammer gezielt auf die Schleifzone oder den Ladeteller ausgerichtet werden und der Gesamtvolumenstrom von Kühlfluid dadurch reduziert werden. Dies kann zur besseren Produktivität und höheren Energieeffizienz der Schleifmaschine beitragen. Durch drei Kammern wird weiterhin die Arbeitssicherheit erhöht, weil zum einen weniger Staub und/oder Abluft und/oder Funken zu einem Bediener der Maschine durch mehrere Kammern hindurch nach außen dringen können, und zum anderen eventuell gefährliche, rotierende Teile wie Ladeteller und Schleifscheiben nicht frei zugänglich sind, wenn zumindest eine der drei Kammern geschlossen ist.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die mindestens eine Zwischentür schwenkbar, wobei deren Schwenkachse vorzugsweise parallel zur Drehachse des Drehtisches ist. Die Schwenkachse könnte auch anders ausgerichtet sein, beispielsweise senkrecht zur Drehachse des Drehtisches. Die Zwischentür könnte beispielsweise als Flügeltür um die Türoberkante, oder beispielsweise um einen Drehpunkt, insbesondere eine untere oder obere Türecke, schwenkbar sein. Alternativ wäre es ebenfalls denkbar, die Zwischentür translatorisch verschieblich zu gestalten, beispielsweise als Schiebetür, oder als vertikal bewegbares Tor. Insbesondere weist die Zwischentür eine Türunterkante, die mit unteren Begrenzungsflächen der Zwischenkammer bündig abschließt, und/oder eine Türoberkante auf, die mit oberen Begrenzungsflächen der Zwischenkammer bündig abschließt. Dabei könnte ein schmaler Spalt zwischen den Begrenzungsflächen und den Türkanten verbleiben, beispielsweise um eine Verklemmung der Zwischentür bei ihrer Verschwenkung zu verhindern. Dies hat den Vorteil, dass im geöffneten Zustand der Zwischentür eine Türöffnung ohne Türschwelle bzw. ohne Türrahmen entstehen kann. Durch eine schwenkbare Zwischentür wird die Bewegung des Ladetellers im geöffneten Zustand der Zwischentür nicht blockiert, sodass der Ladeteller durch die Türöffnung hindurch verfahren werden kann. Vorzugsweise sind zwei schwenkbare Zwischentüren vorgesehen, die vorzugsweise zu einer Mittelebene der Schleifmaschine symmetrisch angeordnet sind. Dies hat den Vorteil, dass der Ladeteller durch die Zwischenkammer und die Innenkammer hindurch gefahren werden kann, wobei der der Drehtisch insbesondere in nur eine Richtung drehbar ausgeführt sein muss. Außerdem ergibt sich durch die Bündigkeit eine Abdichtung zwischen der Außenkammer und der Zwischenkammer, die beispielsweise durch die Anbringung von Dichtlippen entlang der Türunterkante und/oder Türoberkante weiter verbessert werden könnte. Eine Ausführung als schwenkbare Zwischentür hat den Vorteil, dass die konstruktive Umsetzung einfach ist und dass, insbesondere wenn die Schwenkachse parallel zur Drehachse des Drehtisches verläuft, eine geringe Bauhöhe der Schleifmaschine möglich ist.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine verläuft eine Türunterkante der Zwischentür unterhalb der Oberseite des Ladetellers, insbesondere unterhalb des Ladetellers. Vorzugsweise schließt eine Türunterkante der Zwischentür mit einer Oberfläche des Drehtisches und/oder einer Tischplatte bündig ab. Vorzugsweise wird eine untere Begrenzungsfläche der Zwischenkammer, insbesondere zumindest ein Teil der unteren Begrenzungsfläche, durch eine Oberfläche des Drehtisches gebildet. Dabei kann ein schmaler Spalt zwischen der Oberfläche des Drehtisches und der Türunterkante verbleiben, sodass die Zwischentür, vorzugsweise verschwenkbar, beweglich ist und die Zwischenkammer im Wesentlichen dicht, aber nicht notwendigerweise vollständig dicht, gegenüber dem Drehtisch abgeschlossen ist. An der Türunterkante kann eine Dichtlippe oder eine andere die Beweglichkeit wahrende Abdichtungsvorrichtung vorgesehen sein. Insbesondere überlappt die Türinnenfläche der Zwischentür in der Projektion mit der Seitenfläche des Ladetellers, erstreckt sich über die ganze Höhe des Ladetellers oder erstreckt sich nach unten darüber hinaus, insbesondere bin zu den unteren Werkstückenden, die vorzugsweise auf dem Drehtisch aufliegen. Eine Zwischentür, die sich bis unterhalb der Oberseite des Ladetellers erstreckt, hat den Vorteil, dass die obere Schleifzone über ihre komplette Höhe seitlich abgeschirmt werden kann, auch ein eventuell zwischen der Unterkante der Abschirmvorrichtung und der Oberseite des Ladetellers verbleibender Spalt. Eine Zwischentür, die sich bis zur Oberfläche des Drehtisches erstreckt, hat den Vorteil, dass die untere Schleifzone, insbesondere im Wesentlichen über ihre komplette Höhe, seitlich abgeschirmt werden kann. Insbesondere schließt eine Schleifkammer, von der eine Zwischenkammer mit einer solchen Zwischentür abgegrenzt ist, den Ladeteller, die darin aufgenommenen Werkstücke und die Schleifzone, im Wesentlichen über die gesamte Höhe, also die obere und untere Schleifzone, insbesondere von den Seiten her, ein. Dadurch kann die Ausbreitung von Schleifstaub und/oder Abluft und/oder Funken und/oder Wärme und/oder Lärm, die in der Schleifzone, insbesondere auch in der unteren Schleifzone, entstehen, bei geschlossener Zwischentür räumlich auf die Zwischenkammer begrenzt oder zumindest reduziert werden, insbesondre gegenüber der Außenkammer. Während Schleifstaub und/oder Abluft und/oder Funken und/oder Wärme und/oder Lärm, die in der oberen Schleifzone entstehen, hauptsächlich durch die Innenkammer, insbesondere durch die geschlossene Abschirmvorrichtung, an der Ausbreitung gehindert werden, leistet die Zwischenkammer, bei geschlossenen Zwischentüren, insbesondere bezüglich der unteren Schleifzone eine zusätzliche Abdichtwirkung gegenüber der Außenkammer und der Umgebung der Schleifmaschine.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine werden seitliche Begrenzungsflächen der Zwischenkammer durch Türinnenflächen zweier Zwischentüren gebildet, die im geschlossenen Zustand aneinander oder an weitere Begrenzungswandelemente der Zwischenkammer bündig anschließen, insbesondere an Seitenflächen von Drehwandelementen, die auf dem Drehtisch relativ zum Drehtisch fest angebracht sind. Es wäre denkbar, dass Türseitenkanten, die parallel zur Schwenkachse verlaufen, vorzugsweise ohne weitere Begrenzungswandelemente dazwischen, miteinander bündig abschließen. Dies würde beispielsweise eine enge Umschließung des Ladetellers durch die Türinnenflächen ermöglichen. Durch die Bündigkeit kann eine Abdichtung zwischen der Außenkammer und der Zwischenkammer erreicht werden, die beispielsweise durch die Anbringung von Dichtlippen entlang der Türseitenkanten weiter verbessert werden könnte. Insbesondere können seitliche Begrenzungsflächen durch Seitenflächen von in Umfangsrichtung des Drehtischs ausgerichteten ersten Drehwandelementen, in Radialrichtung des Drehtischs ausgerichteten zweiten Drehwandelementen und/oder an die Umfangskontur des Ladetellers angepassten Drehwandelementen gebildet sein. Die zweiten Drehwandelemente könnten als radial verschiebliche Schiebetüren ausgeführt sein. Drehwandelemente können Sichtfenster aufweisen. Die konstruktive Ausführung der Zwischenkammer mit Drehwandelementen hat den Vorteil, dass diese Wandelemente nicht extra wegbewegt werden müssen, beispielsweise durch gesonderte Antriebe, wenn der Ladeteller verfahren wird. Eine Kollision mit dem Ladeteller kann auf diese Weise bereits konstruktiv ausgeschlossen werden. Dadurch werden der Aufbau der Schleifmaschine und ihre Steuerung einfacher und günstiger. Durch eine Ausführung der zweiten Drehwandelemente als Schiebetür, könnte die Zwischenkammer frontal zugänglich gestaltet werden, beispielsweise um Schleifscheiben zu wechseln, einzustellen, oder um sonstige Wartungsarbeiten innerhalb der Zwischenkammer oder der Innenkammer vornehmen zu können.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind der Ladeteller und die mindestens eine Zwischentür so angeordnet und aufeinander abgestimmt, dass im geöffneten Zustand der mindestens einen Zwischentür ein Ladeteller an der Zwischentür vorbei
- aus einer Ladeposition außerhalb der Schleifkammer in eine Schleifposition innerhalb der Schleifkammer und/oder
- aus einer Schleifposition innerhalb der Schleifkammer in eine Ladeposition außerhalb der Schleifkammer verfahrbar ist.
- Auf diese Weise können die Vorteile des Aufbaus der Schleifmaschine mit einer Außenkammer und einer Schleifkammer bzw. einer Zwischenkammer, insbesondere im Hinblick auf eine erhöhte Arbeitssicherheit, im Zusammenhang mit einer höheren Produktivität der Schleifmaschine durch die Verfahrbarkeit des Ladetellers, insbesondere von zwei Ladetellern, ausgenutzt werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die mindestens eine Außenkammer mindestens eine, vorzugsweise schwenkbare, Außentür auf, an der, im geöffneten Zustand der Außentür, ein Ladeteller vorbei
- aus einer Ladeposition außerhalb der Außenkammer in eine Schleifposition innerhalb der Schleifkammer und/oder
- aus einer Schleifposition innerhalb der Schleifkammer in eine Ladeposition außerhalb der Außenkammer verfahrbar ist.
- Durch Außentüren wird die Arbeitssicherheit der Schleifmaschine erhöht, weil auch bei geöffneten Zwischentüren oder einer geöffneten, insbesondere angehobenen Abschirmvorrichtung, die Schleifzone von außen nicht zugänglich ist. Insbesondere weist die mindestens eine Außenkammer einen Türflügelraum auf, in den der Türflügel einer schwenkbaren Zwischentür im geöffneten Zustand einschwenken kann. Solche Türflügelräume könnten zum Beispiel als kreissegmentförmige Ausbuchtungen einer Außenkammer gestaltet sein. Mit dieser konstruktiven Maßnahme könnte erreicht werden, dass die Außenkammer als ein zumindest seitlich abgeschlossener Raum ausgeführt werden kann, der auch bei geöffneten Zwischentüren im Wesentlichen dicht ist und eine erhöhte Arbeitssicherheit bietet. Weiter vorteilhaft, kann durch die Verfahrbarkeit des Ladetellers, insbesondere von zwei Ladetellern, eine höhere Produktivität der Schleifmaschine erreicht werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die mindestens eine Zwischentür eine erste Kühlvorrichtung auf, beispielsweise zur Kühlung von Werkstücken und/oder des Ladetellers. Die erste Kühlvorrichtung kann in die Zwischentür integriert oder an der Zwischentür angebracht sein. Vorzugsweise befindet sich die erste Kühlvorrichtung im geschlossenen Zustand der Zwischentür näher an der Schleifzone bzw. der Innenkammer als im geöffneten Zustand. Durch die Ausstattung der Zwischentür mit einer Kühlvorrichtung kann beispielsweise innerhalb der Zwischenkammer eine effizientere, insbesondere räumlich gezieltere, Kühlung der Werkstücke, des Ladetellers oder der Schleifscheiben vorgenommen werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die erste Kühlvorrichtung mindestens eine Ausströmöffnung für ein Kühlfluid, vorzugsweise Kühlluft, auf, die insbesondere in Richtung der Schleifzone ausgerichtet, vorzugsweise in etwa auf Höhe der unteren Schleifzone ausgebildet, weiter vorzugsweise an oder entlang der Türunterkante der Zwischentür, insbesondere als Belüftungsschlitz entlang der inneren Türunterkante, ausgebildet ist. Die Ausströmöffnung ist vorzugsweise in Richtung der Schleifzone ausgerichtet. Beispielsweise ist eine Luftkühlung technisch einfach umzusetzen, weil das Kühlfluid nicht aufgefangen werden muss. Es ist prinzipiell aber auch eine Wasserkühlung, oder eine Ölkühlung vorstellbar. Durch eine Ausrichtung der Ausströmöffnung, insbesondere der Kühlluftströmung, bzw. des Kühlfluidstrahls, auf die Schleifzone, vorzugsweise die untere Schleifzone, kann Kühlfluid an die Stellen strömen, an denen die Wärme während des Schleifprozesses entsteht, insbesondere an die unteren Werkstückenden, insbesondere Federenden. Durch eine Ausführung der Ausströmöffnung an oder entlang der Türunterkante, insbesondere als länglicher Belüftungsschlitz, kann eine Verteilung des Kühlfluids über eine gewisse Breite erreicht werden, wodurch ein größerer Bereich innerhalb der Zwischenkammer, gekühlt werden kann, beispielsweise die Unterseite des Ladetellers. Insbesondere könnte das Kühlfluid besonders gut in die schmale Schleifzone, vorzugsweise untere Schleifzone, eingeblasen werden, um die Werkstücke zu kühlen, die sich darin befinden, oder gerade aus der, vorzugsweise unteren Schleifzone ausgetreten sind. Ein Belüftungsschlitz auf Höhe der Türunterkante wäre besonders vorteilhaft, um - bei Verwendung von zwei Schleifscheiben - Kühlluft in die Schleifzone zwischen der Unterseite des Ladetellers und der Oberseite der unteren Schleifscheibe einzublasen. Auf diese Weise könnten die Werkstücke an ihrer Unterseite gekühlt werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die erste Kühlvorrichtung eine Einströmöffnung für ein Kühlfluid, vorzugsweise Kühlluft, auf, die im geschlossenen Zustand der Zwischentür mit einer Zuführöffnung für das Kühlfluid, die in einer oberen oder unteren Begrenzungsfläche der Zwischenkammer ausgebildet ist, zusammenfällt. Vorzugsweise ist die Einströmöffnung bündig mit der Türoberkante der Zwischentür ausgebildet. Die Einströmöffnung könnte also mit ihrer Umfangskontur im Wesentlichen in einer Ebene mit der Türoberseite ausgebildet sein. Unter "zusammenfallen" kann in diesem Zusammenhang verstanden werden, dass die Zuführöffnung mit der Einströmöffnung im geschlossenen Zustand der Zwischentür in Deckung kommt. Die erste Kühlvorrichtung könnte also so gestaltet sein, dass bei geschlossener Zwischentür die Einströmöffnung im Wesentlichen auf, also beispielsweise genau unmittelbar über oder unter, der Zuführöffnung zu liegen kommt, wobei die Einströmöffnung und die Zuführöffnung im Wesentlichen dicht miteinander abschließen könnten. Dabei wären beliebige Formen der beiden Öffnungen denkbar, beispielsweise kreisrunde Öffnungen mit identischem Durchmesser.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die Ausströmöffnung mit der Einströmöffnung über einen in die Zwischentür integrierten Leitungsabschnitt, insbesondere ein parallel zur Schwenkachse der Zwischentür verlaufendes Rohr, verbunden. Der Leitungsabschnitt könnte innerhalb der Zwischentür, an einer der Außenseiten der Türflügel oder -kanten, insbesondere entlang der Türvorderkante, entlang der Schwenkachse, oder, beispielsweise abschnittsweise, in einem Abstand zur Zwischentür, verlaufen. Der Leitungsabschnitt könnte mit der Zwischentür einteilig ausgeführt sein, oder als separates Element an der Zwischentür befestigt sein. Dabei muss der Leitungsabschnitt weder ausschließlich vertikal oder gerade verlaufen, sondern kann auch schräg oder geschwungen sein. Vorzugsweise ist der Leitungsabschnitt als ein kreisrundes Rohr ausgeführt, könnte aber beispielsweise auch als ein Schlauch oder ein Kanal, oder mit anderen Querschnitten, insbesondere veränderlichen Querschnitten, vorgesehen sein. Durch einen Leitungsabschnitt kann das Kühlfluid von der Einströmöffnung zur Ausströmöffnung geleitet werden, von wo es, beispielsweise über einen Verteilungskanal, vorzugsweise möglichst gezielt beispielsweise in Richtung der Werkstücke, der Schleifzone, vorzugsweise der unteren Schleifzone, oder zum Ladeteller ausströmen kann.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind seitliche Begrenzungsflächen der Zwischenkammer, insbesondere die Türinnenfläche der Zwischentür, an die Umfangskontur des Ladetellers, wenn dieser sich in einer Schleifposition befindet, angepasst. Auf diese Weise kann der Ladeteller von der Zwischenkammer möglichst eng umschlossen werden. Dadurch kann ein Kühlfluid, insbesondere Kühlluft, besonders gezielt und wirksam zur Kühlung des Ladetellers und/oder der darin aufgenommenen Werkstücke innerhalb der Zwischenkammer geleitet bzw. zirkuliert werden. Insbesondere kann die mindestens eine Ausströmöffnung der ersten Kühlvorrichtung bei geschlossener Zwischentür dadurch möglichst nahe am Ladeteller, insbesondere mit nur einem kleinen Abstandsspalt zur Seitenfläche des Ladetellers, entlang der Umfangsrichtung des Ladetellers positioniert werden, sodass ein möglichst verlustfreies Einblasen von Kühlluft in den Raum zwischen die Unterseite des Ladetellers und die Oberseite des Drehtisches ermöglicht wird. Dadurch werden die unteren Werkstückenden, insbesondere Federenden, wirksam gekühlt. Kühlluft kann dadurch insbesondere auch in die untere Schleifzone vordringen bzw. dorthin geleitet werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die mindestens eine Zwischentür einen Türflügel auf, der zur Schleifzone hin gekrümmt ist und/oder in Richtung senkrecht zur Schwenkachse einen Knick aufweist. Auf diese Weise kann erreicht werden, dass im geschlossenen Zustand der Zwischentür ein Abstand zwischen der Schleifzone, insbesondere der unteren Schleifzone, bzw. der Innenkammer und der Türinnenfläche der Zwischentür möglichst gering ist. Beispielsweise könnte bei einer Positionierung der Schwenkachse außerhalb der Außenbahn des Ladetellers durch einen Knick, oder eine Abwinklung, im Profil des Türflügels, beispielsweise von etwa 90°, erreicht werden, dass die Ausströmöffnung im geschlossenen Zustand der Zwischentür seitlich möglichst nahe an der Schleifzone liegt. Durch eine Krümmung des Profils der Zwischentür kann sich die Ausströmöffnung beispielsweise möglichst gut an die Umfangskontur des Ladetellers anschmiegen während der Schwenkachse trotzdem außerhalb des Bewegungsbereichs des Ladetellers liegt. Der Vorteil dieser Maßnahmen ist, dass die Kühlleistung der Kühlvorrichtung der Zwischentür weiter verbessert werden kann.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine umfasst die Schleifmaschine ein Gehäuse, an dem mindestens eine zweite Kühlvorrichtung mit einer Ausströmvorrichtung für ein Kühlfluid angebracht ist, wobei die Position der Ausströmvorrichtung in Richtung der Drehachse des Ladetellers mittels einer Höheneinstelleinrichtung veränderbar ist. Das Gehäuse könnte mit dem Teil der Schleifmaschine verbunden sein, in dem der Drehtisch gelagert ist, beispielsweise einem Maschinenfundament oder -fuß, oder als separate Komponente der Schleifmaschine ausgeführt sein. Beispielsweise könnte das Gehäuse die Schleifeinheit umgeben, bzw. die Schleifeinheit könnte in dem Gehäuse gelagert sein. Der Begriff "Höhe" kann als die Richtung der Drehachse des Ladetellers verstanden werden. Dementsprechend ergeben sich obere und untere Positionen in Höhenrichtung. Die Höheneinstellrichtung ist dazu ausgelegt, die Höhe der zweiten Kühlvorrichtung zu verändern, insbesondere einzustellen. Der Vorteil einer solchen Schleifmaschine ist, dass durch die veränderbare Höhe der Ausströmvorrichtung, insbesondere deren Höheneinstellbarkeit, die Kühlung auf die jeweilige Konfiguration der Schleifmaschine angepasst werden kann. Zum Beispiel könnte im Falle einer vorangegangenen Höhenverstellung des Ladetellers, beispielsweise aufgrund einer veränderten Werkstückgeometrie, die zweite Kühlvorrichtung durch eine entsprechende Höheneinstellrichtung der Ausströmvorrichtung an diese Konfiguration der Schleifmaschine angepasst werden. Außerdem könnte die Möglichkeit zur Höheneinstellbarkeit der Ausströmvorrichtung in Bezug auf die Kinematik der Schleifmaschine, insbesondere der Bewegungsbahnen der Ladeteller, vorteilhaft genutzt werden, um die Kühlung der Werkstücke oder der Schleifscheiben, insbesondere der Schleifzone, zu verbessern. Dies kann die Produktivität und die Energieeffizienz der Schleifmaschine erhöhen.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die Höheneinstelleinrichtung derart ausgebildet und angeordnet, dass die Ausströmvorrichtung aus der bzw. in die Bewegungsbahn des Ladetellers bewegt werden kann. Die Bewegungsbahn des Ladetellers ergibt sich durch die Drehung des Drehtisches und eine gegebenenfalls überlagerte Drehung des Ladetellers, sowie aus der Geometrie des Ladetellers. Die Ausströmvorrichtung kann in die Bewegungsbahn des Ladeteller hinein, also in eine Position, in der es zu einer Kollision mit dem Ladeteller und/oder ggf. geladenen Werkstücken kommen könnte, und aus der Bewegungsbahn heraus, also in eine Position, in der eine Kollision kinematisch ausgeschlossen ist, bewegt werden. Auf diese Weise wird zum einen eine Beschädigung der Schleifmaschine vermieden. Vor Allem kann die zweite Kühlvorrichtung aber zwischenzeitlich in solche Positionen bewegt werden, die für die Kühlung zwar vorteilhaft wären, aber zu einer Kollision mit dem Ladeteller führen würden, wenn dieser entlang seiner Bewegungsbahn verfahren wird.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die Ausströmvorrichtung radial außerhalb der Umfangskontur des Ladetellers, wenn sich der Ladeteller in einer Schleifposition befindet, angeordnet. Durch diese Anordnung der Ausströmvorrichtung kann erreicht werden, dass die Ausströmvorrichtung seitlich neben dem Ladeteller bis unter die Oberkante des Ladetellers abgesenkt werden könnte. Dadurch könnte das Kühlfluid besser, insbesondere von den Seiten der Schleifzone her, der Schleifzone zugeführt werden und dadurch eine wirkungsvollere und effizientere Kühlung erzielt werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine umfasst die Höheneinstelleinrichtung einen Antrieb, insbesondere mehrere Antriebe, zur Verstellung der Ausströmvorrichtung. Der Antrieb könnte beispielsweise ein pneumatischer oder elektromotorischer Antrieb sein, insbesondere einen Linearmotor umfassen. Der Antrieb könnte über eine, insbesondere programmierbare, Steuerung zum Einstellen der Höhe der Ausströmvorrichtung dienen.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die Ausströmvorrichtung zwischen
- einer oberen Position, in der die Unterkante der Ausströmvorrichtung oberhalb der Werkstückoberkante des mit Werkstücken bestückten Ladetellers positioniert ist, und
- einer unteren Position, in der die Unterkante der Ausströmvorrichtung unterhalb der Werkstückoberkante des mit Werkstücken bestückten Ladetellers positioniert ist, verfahrbar.
- Die Ausströmvorrichtung könnte in der unteren Position somit in Höhen unterhalb der Oberkante der Werkstücke verfahren werden, beispielsweise auf die Höhe der Schleifzone. Dadurch könnten neben den Oberseiten der Werkstücke auch die Unterseiten der Werkstücke mit der zweiten Kühlvorrichtung gekühlt werden. Das Kühlfluid kann nahe an die Werkstücken aus der Ausströmvorrichtung ausströmen und so zu einer verbesserten Kühlung beitragen. Beispielsweise nach einem Schleifprozess, könnte die Ausströmvorrichtung in die obere Position verfahren werden, damit die Werkstücke und der Ladeteller unter der Unterkante der Ausströmvorrichtung vorbeifahren, beispielsweise in eine Ladeposition.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die Ausströmvorrichtung eine, vorzugsweise einstellbare, Düse mit einer Ausströmöffnung auf, wobei die Ausströmöffnung vorzugsweise in Richtung der Schleifzone ausgerichtet ist. Die Düse könnte manuell oder automatisch einstellbar ausgebildet sein. Insbesondere können mehrere Düsen vorgesehen sein, die jeweils unterschiedlich ausgerichtet oder einstellbar sein könnten. Es wäre auch denkbar die Düse in Richtung des Ladetellers, der sich in einer Schleifposition befindet, auszurichten, um Werkstücke zu kühlen oder zu säubern, insbesondere abzublasen, die die Schleifzone bereits verlassen haben. Die Kühlwirkung der zweiten Kühlvorrichtung kann durch eine Beschleunigung, Umlenkung und Ausrichtung der Kühlfluidströmung durch eine Düse weiter verbessert werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine liegt die Ausströmöffnung in der unteren Position der Ausströmvorrichtung im Wesentlichen auf Höhe der Schleifzone. Die Schleifzone kann dabei - bei Verwendung von zwei Schleifscheiben - zwischen der Unterseite des Ladetellers und der Oberseite der unteren Schleifscheibe sein, oder zwischen der Oberseite des Ladetellers und der Unterseite der oberen Schleifscheibe sein. Die Ausströmöffnung könnte also auf Höhe der Werkstückunterseiten oder der Werkstückoberseiten liegen. Auf diese Weise könnten die Werkstücke an ihrer Unterseite und/oder Oberseite gekühlt werden. Vorzugsweise sollen mit der zweiten Kühlvorrichtung die Werkstückoberseiten gekühlt werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die zweite Kühlvorrichtung eine Teleskoprohrleitung zur Zuführung von Kühlluft mit einem ersten Zuführungsrohr und einem zweiten Zuführungsrohr auf, die achsparallel zur Drehachse des Ladetellers ineinander verschieblich angeordnet sind. Das Durchmesserverhältnis von erstem zu zweitem Zuführungsrohr kann größer als 1 oder kleiner als 1 sein, und ist so zu wählen, dass die Zuführungsrohre miteinander im Wesentlichen dicht abschließen. Die Teleskoprohrleitung kann beliebige Querschnittsformen haben. Es kann auch eine mehrteilige Teleskoprohrleitung mit mehr als zwei Zuführungsrohren vorgesehen sein. Alternativ zu einer Teleskoprohrleitung könnte auch ein längenveränderlicher, insbesondere elastischer, Schlauch verwendet werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist das erste Zuführungsrohr an dem Gehäuse und das zweite Zuführungsrohr an einer Frontplatte der Höheneinstelleinrichtung befestigt, die achsparallel zur Drehachse des Ladetellers verschieblich gelagert und, vorzugsweise mittels des Antriebs, verfahrbar ist. Die Frontplatte könnte insbesondere auch als Schlitten bezeichnet werden. Die Lagerung der Frontplatte erfolgt vorzugsweise am Gehäuse. Die Frontplatte könnte der Bewegung der Ausströmvorrichtung in Richtung der Drehachse des Ladetellers folgen, beispielsweise indem sie in Führungsschienen seitlich am Gehäuse geführt wird.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine wird dem ersten Zuführungsrohr Kühlluft aus einer Kühlluftversorgungseinheit zugeleitet und mündet das zweite Zuführungsrohr in die Ausströmvorrichtung. Die Kühlluftversorgungseinheit kann beispielsweise ein am Gehäuse angebrachter Lüfter, insbesondere ein Gebläse, sein oder eine separate Kühlluftversorgungseinheit an die die Schleifmaschine angeschlossen ist.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind zwei zweite Kühlvorrichtungen vorgesehen, die vorzugsweise zu einer Mittelachse der Schleifmaschine symmetrisch angeordnet sind. Auf diese Weise kann die Kühlleistung weiter erhöht werden, und gleichmäßig auf beiden Seiten der Schleifzone wirken.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine umfasst die Schleifmaschine mindestens eine dritte Kühlvorrichtung mit je mindestens einer Ausströmvorrichtung für ein Kühlfluid, wobei die dritte Kühlvorrichtung am Drehtisch, insbesondere relativ zum Drehtisch fest, angebracht ist. Es wäre es denkbar, dass die dritte Kühlvorrichtung eine Komponente eines Kühlsystems ist, wobei nicht alle Komponenten dieses Kühlsystems in einem mitdrehenden Bezugssystem des Drehtisches angeordnet sein müssen. Beispielsweise könnte eine Kühlluftversorgungseinheit oder ein Zuleitungssystem für Kühlluft, insbesondere komplett oder abschnittsweise, in einem feststehenden Bezugssystem, insbesondere außerhalb des Drehtisches, angeordnet sein. Die dritte Kühlvorrichtung ist zwar am Drehtisch angebracht, kann aber durchaus noch Freiheitsgrade aufweisen. Die dritte Kühlvorrichtung könnte in dem Sinne als relativ zum Drehtisch feststehend angesehen werden, dass sie, insbesondere als Ganzes betrachtet, im drehenden Bezugssystem des Drehtisches mitdreht. Sie könnte also beispielsweise mindestens in Richtung der Drehachse des Drehtisches beweglich sein, oder entsprechend bewegliche Komponenten aufweisen. Insbesondere könnten einzelne Teile der dritten Kühlvorrichtung, beispielsweise Abschnitte einer Leitung, Steuerelemente wie beispielsweise Düsen, Kühlluftzufuhrklappen oder Ventile, oder Bedienelemente durchaus relativ zum Drehtisch beweglich, vorzugsweise verstell- oder einstellbar, sein, oder bewegliche Teile aufweisen. Insbesondere könnte die Ausströmvorrichtung relativ zum Drehtisch bewegliche, vorzugsweise verstell-oder einstellbare, Teile aufweisen.
- Eine solche erfindungsgemäße Schleifmaschine hat den Vorteil, dass Kühlung durch ein Kühlfluid, beispielsweise der Werkstücke oder der Ladeteller, an relativ zum Drehtisch festen Stellen unabhängig von der Stellung des Drehtisches erfolgen kann. Dadurch kann die Kühlleistung verbessert werden. Dies kann die Produktivität und die Energieeffizienz der Schleifmaschine erhöhen.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die dritte Kühlvorrichtung eine Einströmöffnung für ein Kühlfluid auf und eine Zuführöffnung für das Kühlfluid ist in einem Begrenzungswandelement einer Außenkammer, die den Drehtisch zumindest teilweise umgibt, ausgebildet, und die Einströmöffnung fällt mit der Zuführöffnung zusammen, wenn der Drehtisch so gedreht ist, dass sich der Ladeteller in einer Schleifposition befindet. Unter "zusammenfallen" kann in diesem Zusammenhang verstanden werden, dass die Zuführöffnung mit der Einströmöffnung in Deckung kommt, wenn sich der Ladeteller in einer Schleifposition befindet. Die dritte Kühlvorrichtung könnte also so gestaltet sein, dass die Einströmöffnung im Wesentlichen auf, also beispielsweise genau unmittelbar über oder unter, der Zuführöffnung zu liegen kommt, wenn sich der Ladeteller in einer Schleifposition befindet, wobei die Einströmöffnung und die Zuführöffnung im Wesentlichen dicht miteinander abschließen könnten. Dabei wären beliebige Formen der beiden Öffnungen denkbar, beispielsweise kreisrunde Öffnungen mit identischem Durchmesser.Die Zuführöffnung für das Kühlfluid könnte in einem Begrenzungswandelement einer Außenkammer oder der Zwischenkammer, ausgebildet sein. Auf diese Weise ist es möglich, die dritte Kühlvorrichtung über eine Zuführöffnung von außerhalb der Außenkammer mit Kühlluft zu versorgen. Dadurch könnten sich die Anzahl der Komponenten des Kühlsystems der Schleifmaschine reduzieren lassen, insbesondere die Anzahl der Teile des Kühlsystems, die auf dem Drehtisch angebracht sind. Eine verbesserte Kühlung wird so in konstruktiv einfacher Weise ermöglicht.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine umfasst die dritte Kühlvorrichtung einen ggf. einstückig oder mehrstückig ausgebildeten Leitungsabschnitt, dessen eines Ende die Einströmöffnung ausbildet und dessen anderes Ende in die Ausströmvorrichtung mündet, wobei die Ausströmvorrichtung eine Ausströmöffnung aufweist. Die Ausströmöffnung ist vorzugsweise im Wesentlichen im gleichen Abstand in Richtung der Drehachse des Ladetellers vom Drehtisch wie der Ladeteller ausgeführt. Die Ausströmöffnung befindet sich also vorzugsweise auf Höhe des Ladetellers, insbesondere auf der Höhe einer Werkstückunterkante. Es wäre allerdings auch denkbar, die Ausströmöffnung auf Höhe einer Werkstückoberkante auszuführen, oder mehrere Ausströmöffnungen in verschiedenen Höhen oder Positionen auszuführen.
- Vorzugsweise ist der Leitungsabschnitt als ein kreisrundes Rohr, weiter vorzugsweise als ein vertikal verlaufendes Rohr ausgeführt, könnte aber beispielsweise auch als ein Schlauch oder ein Kanal, oder mit anderen Querschnitten, insbesondere veränderlichen Querschnitten, vorgesehen sein. Der Leitungsabschnitt muss nicht ausschließlich vertikal oder gerade verlaufen, sondern kann auch schräg oder geschwungen sein. Die Ausströmvorrichtung könnte weiterhin so ausgeführt sein, dass die Ausströmöffnung sich in den Bereich über dem Ladeteller befindet, insbesondere in diesen Bereich hineinragt, um beispielsweise Werkstücke, die bereits aus der Schleifzone ausgetreten sind, in Form einer Kühlluftdusche von oben mit Kühlluft anzuströmen. Durch einen Leitungsabschnitt kann das Kühlfluid von der Einströmöffnung zur Ausströmöffnung geleitet werden, von wo es vorzugsweise möglichst gezielt beispielsweise in Richtung der Werkstücke oder des Ladetellers ausströmen kann. Die Kühlwirkung und Effizienz der dritten Kühlvorrichtung wird auf diese Weise weiter verbessert.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine weist die Ausströmvorrichtung eine, vorzugsweise einstellbare, Düse mit einer Ausströmöffnung auf, wobei die Ausströmöffnung vorzugsweise auf den Ladeteller ausgerichtet ist. Die Düse könnte manuell oder automatisch einstellbar ausgebildet sein. Insbesondere können mehrere Düsen vorgesehen sein, die jeweils unterschiedlich ausgerichtet oder einstellbar sein könnten. Werkstücke in oder auf dem Ladeteller könnten mithilfe der Düse gekühlt oder gesäubert, insbesondere abgeblasen werden, auch wenn die Schleifzone bereits verlassen haben. Die Kühlwirkung der dritten Kühlvorrichtung kann durch eine Beschleunigung, Umlenkung und Ausrichtung der Kühlfluidströmung durch eine Düse weiter verbessert werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist die dritte Kühlvorrichtung mit einem Drehwandelement, das auf dem Drehtisch relativ zum Drehtisch fest angebracht ist, fest verbunden. Beispielsweise könnten Drehwandelemente auf dem Drehtisch angebracht sein, um eine seitliche Begrenzungsfläche der Außenkammer oder Zwischenkammer zu bilden. Drehwandelemente können einen Hohlraum begrenzen, in dem die dritten Kühlvorrichtungen angeordnet sind bzw. durch den Leitungsabschnitte der dritten Kühlvorrichtungen verlaufen. Drehwandelemente könnten in Umfangsrichtung des Drehtischs ausgerichtet und/oder in Radialrichtung des Drehtischs ausgerichtet sein. Vorzugsweise sind Drehwandelemente so auf dem Drehtisch angebracht, dass sie in radialer Richtung durch die Drehachse verlaufen. Insbesondere radial ausgerichtete Drehwandelemente könnten als radial verschiebliche Schiebetüren ausgeführt sein. Die Verbindung der dritten Kühlvorrichtung an einem Drehwandelement erfolgt vorzugsweise über Befestigungsmittel am Leitungsabschnitt, beispielsweise über eine Rohrschelle, oder eine geschraubte oder geschweißte Flanschverbindung. Es wäre aber auch denkbar, die dritte Kühlvorrichtung unmittelbar, beispielsweise mit der Unterseite der Ausströmöffnung an dem Drehtisch zu befestigen. Insbesondere könnte der Leitungsabschnitt in ein Drehwandelement integriert, oder einteilig mit diesem ausgeführt sein. Eine Verbindung der dritten Kühlvorrichtung mit einem Drehwandelement bietet sich an, falls ein solches Drehwandelement sowieso vorgesehen ist, beispielsweise, um die direkte frontale Zugänglichkeit der Schleifzone aus Gründen der Arbeitssicherheit durch Drehwandelemente zu verhindern.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind zwei dritte Kühlvorrichtungen vorzugsweise symmetrisch zu einer Verbindungslinie zwischen den Drehachsen des Drehtisches und des Ladetellers angeordnet. Auf diese Weise kann die Kühlleistung weiter erhöht werden, und gleichmäßig auf beiden Seiten des Ladetellers wirken.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind genau zwei Paare von dritten Kühlvorrichtungen mit je einer ersten und einer zweiten Einströmöffnung vorgesehen, wobei jeweils die beiden ersten Einströmöffnungen und die beiden zweiten Einströmöffnungen punktsymmetrisch zur Drehachse des Drehtisches angeordnet sind. Insbesondere können die Kühlvorrichtungspaare symmetrisch zu einem radial verlaufenden Drehwandelement angeordnet sein. Auf diese Weise könnten - insbesondere bei der Verwendung von zwei Ladetellern - immer die Einströmöffnungen einer der beiden Paare von dritten Kühlvorrichtungen mit den Zuführöffnungen zusammenfallen, wenn sich einer der beiden Ladeteller in einer Schleifposition befindet. Es kann eine Kühlung durch die Kühlvorrichtungen während des Schleifprozesses insbesondere für beide Ladeteller gewährleistet werden, wenn diese sich in der Schleifposition befinden. Insbesondere kann eine Versorgung mit Kühlluft über die Zuführöffnungen immer desjenigen Kühlvorrichtungspaares sichergestellt sein, das auf der Seite des Drehtisches angeordnet ist, deren Ladeteller sich gerade in der Schleifposition befindet. Nach einer Drehung des Drehtisches könnte das jeweils andere Kühlvorrichtungspaar mit seinen Einströmöffnungen mit den Zuführöffnungen zusammenfallen. Eine Anordnung mit zwei Kühlvorrichtungspaaren hat den Vorteil, dass die Produktivität der erfindungsgemäßen Schleifmaschine - insbesondere bei der Verwendung von zwei Ladetellern -, insbesondere durch eine besser an die Kinematik der Schleifmaschine angepasste Kühlung, gesteigert werden kann.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine werden die Zuführöffnungen über ein Zuleitungssystem, insbesondere von außerhalb der Außenkammer, von einer Kühlluftversorgungseinheit mit Kühlluft versorgt. Die Kühlluftversorgungseinheit kann beispielsweise ein an der Schleifmaschine angebrachter Lüfter, insbesondere ein Gebläse, sein, oder eine separate Kühlluftversorgungseinheit an die die Schleifmaschine angeschlossen ist. Die Zuführöffnungen könnten auch von außerhalb der Zwischenkammer mit Kühlluft versorgt werden. Das Zuleitungssystem könnte Rohre, Schläuche oder Kanäle umfassen, und insbesondere aus mehreren Abschnitten zusammengesetzt sein.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist eine vierte Kühlvorrichtung vorgesehen, die, vorzugsweise zentral, an der Abschirmvorrichtung angebracht ist. Vorzugsweise führt die vierte Kühlvorrichtung der Oberseite des Ladetellers von oben bzw. vorne Kühlluft zu, wodurch insbesondere die oberen Werkstückkanten eines Werkstückes gekühlt werden. Die vierte Kühlvorrichtung ist insbesondere an der Außenseite der Abschirmvorrichtung befestigt und weist vorzugsweise mindestens eine Ausströmöffnung in etwa auf Höhe der Unterkante der Abschirmvorrichtung auf. Die Ausströmöffnung ist vorzugsweise über die Unterkante der Abschirmvorrichtung hinweg in Richtung der Innenkammer gerichtet, sodass Kühlluft in die obere Schleifzone eingeblasen werden kann. Insbesondere weist die vierte Kühlvorrichtung zwei Kühlkanäle auf, die vorzugsweise von einer vertikalen Ausrichtung der Ausströmöffnungen zu den Seiten hin in eine im Wesentlichen horizontale Ausrichtung, insbesondere mit einer Querschnittsänderung, übergehen und insbesondere jeweils über eine seitliche Einströmöffnung, insbesondere mit dran angeschlossen Kühlluftschläuchen, mit Kühlluft versorgt werden. Durch eine solche vierte Kühlvorrichtung können gerade aus der Innenkammer ausgetretene Werkstücke, insbesondere Werkstückoberkanten, zusätzlich gekühlt werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine sind fünfte Kühlvorrichtungen mit Ausströmöffnungen in die Außenwand der Außenkammer integriert, wobei die Ausströmöffnungen als Belüftungsschlitze ausgeführt sind, die insbesondere entlang einer unteren Begrenzungsfläche der Außenkammer verlaufen, über die der Außenkammer Kühlluft zugeführt wird. Dies hat den Vorteil, dass, insbesondere bei geöffneten Zwischentüren der Zwischenkammer, eine zusätzliche Kühlvorrichtung zur Verfügung steht, die die Kühlleistung weiter verbessern kann. Beispielsweise könnten die Werkstücke in oder auf einem Ladeteller gekühlt oder gesäubert, insbesondere abgeblasen werden, während der Ladeteller von einer Schleifposition in eine Ladeposition verfahren wird.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine werden Zuführöffnungen zu Kühlvorrichtungen, beispielsweise in der Zwischenkammer und/oder Außenkammer, über ein gemeinsames Zuleitungssystem, insbesondere mit Verzweigungsrohrelementen, mit Kühlluft aus einer Kühlluftversorgungseinheit versorgt. Insbesondere Kühlvorrichtungen in Zwischentüren und auf dem Drehtisch befestigte Kühlvorrichtungen könnten über gemeinsame Rohrverzweigungselemente von außen mit Kühlluft versorgt werden. Auf diese Weise muss nicht für jede Kühlvorrichtung eine eigene Kühlluftversorgungseinheit, beispielsweise ein Lüfter oder ein Gebläse, bereitgestellt werden. Die Kühlung kann dadurch effizienter und wirtschaftlicher werden.
- In einer vorteilhaften Weiterbildung der erfindungsgemäßen Schleifmaschine ist der Volumenstrom der Kühlluft durch die Ausströmöffnung, vorzugsweise über Kühluftzufuhrklappen im Zuleitungssystem und/oder in dem Leitungsabschnitt, weiter vorzugsweise für jede der Ausströmöffnungen individuell, einstellbar, insbesondere regelbar. Es können auch regel- bzw. steuerbare Ventile im Zuleitungssystem und/oder in den Leitungsabschnittenvorgesehen sein. Beispielsweise könnte die Kühlluftzufuhr an das Stadium des Schleifprozesses angepasst werden, oder an die Konfiguration der Schleifmaschine, insbesondere an die Position der Ladeteller. Wenn sich ein Ladeteller gerade nicht in einer Schleifposition befindet, könnte, insbesondere durch Kühluftzufuhrklappen, die Kühlluftzufuhr reduziert oder abgeschaltet werden. Insbesondere ist ein Verfahren denkbar, das vorzugsweise von einer Steuereinheit automatisch gesteuert wird, bei dem zu Beginn des Schleifens die Kühlluftzufuhr zu Kühlvorrichtungen durch die Regelung von Kühluftzufuhrklappen eingeschaltet oder erhöht werden und am Ende des Schleifens die Kühlluftzufuhr zu Kühlvorrichtungen durch die Regelung von Kühluftzufuhrklappen ausgeschaltet oder reduziert werden. Dadurch kann die Energieeffizienz der Schleifmaschine weiter erhöht werden.
- Insbesondere wird die genannte Aufgabe weiterhin durch ein Verfahren zum Betrieb einer Schleifmaschine, insbesondere einer Federendenschleifmaschine, insbesondere einer erfindungsgemäßen Schleifmaschine, gelöst, das folgende Schritte umfasst:
- a) Bestücken eines auf einem Drehtisch exzentrisch drehbar gelagerten Ladetellers mit Werkstücken, vorzugsweise Schraubenfedern, in einer Ladeposition,
- b) Verfahren des Ladetellers durch eine Außenkammer in eine Schleifposition in einer Schleifkammer durch Drehung des Drehtisches,
- c) Positionieren einer Abschirmvorrichtung, so dass eine Innenkammer, die die Schleifzone, vorzugsweise eine obere Schleifzone, zumindest teilweise umschließt, und eine Zwischenkammer voneinander abgegrenzt werden,
- d) Schließen mindestens einer Zwischentür, die vorzugsweise eine erste Kühlvorrichtung aufweist, sodass die Außenkammer von der Zwischenkammer räumlich getrennt wird,
- e) Schleifen der Werkstücke in der Schleifkammer, wobei die Abschirmvorrichtung die Zwischenkammer gegenüber der Schleifzone, vorzugsweise der oberen Schleifzone, zumindest teilweise abschirmt und vorzugsweise ein Kühlen der Schleifzone (15), vorzugsweise der unteren Schleifzone (15b), und/oder des Ladetellers (11) durch die erste Kühlvorrichtung (20) erfolgt,
- f) Öffnen der mindestens einen Zwischentür,
- g) Verfahren des Ladetellers mit den geschliffenen Werkstücken, vorzugsweise durch eine Außenkammer, in eine Ladeposition durch Drehung des Drehtisches,
- h) Entladen der Werkstücke aus dem Ladeteller.
- Durch ein solches erfindungsgemäßes Verfahren kann, insbesondere aufgrund des Aufbaus einer Schleifmaschine mit drei Kammern, nämlich einer Innenkammer, einer Zwischenkammer und mindestens einer Außenkammer, die Ausbreitung von Schleifstaub und/oder Abluft und/oder Funken und/oder Wärme und/oder Lärm räumlich, insbesondere in kammerweise abgestuftem Ausmaß, vorzugsweise von innen nach außen, nämlich im Wesentlichen auf den Bereich innerhalb der Innenkammer und der Zwischenkammer, begrenzt, oder zumindest reduziert werden. Vorzugsweise ist die Ausbreitung von Schleifstaub und/oder Abluft und/oder Funken aus der oberen Schleifzone, bei geschlossener Abschirmvorrichtung, im Wesentlichen auf die Innenkammer und aus der unteren Schleifzone im Wesentlichen auf die Zwischenkammer begrenzt. Dadurch verringern sich Ablagerungen von Staub an Maschinenteilen und das Verspritzen von Kühlflüssigkeit, die zu Funktionsbeeinträchtigungen der Schleifmaschine führen können. Durch das Schließen von Zwischentüren und/oder Außentüren wird weiterhin die Arbeitssicherheit erhöht, weil zum einen weniger gesundheitsschädlicher Staub und/oder Abluft und/oder Funken zu einem Bediener der Maschine durch mehrere Kammern hindurch nach außen dringen können, und zum anderen eventuell gefährliche, rotierende Teile wie Ladeteller und Schleifscheiben nicht frei zugänglich sind, wenn zumindest eine der drei Kammern geschlossen ist. Durch ein zeitlich versetztes und aufeinander abgestimmtes Öffnen und Schließen der Außentüren, Zwischentüren und Positionieren der Abschirmvorrichtung, insbesondere in Abhängigkeit von der Position des Ladetellers, kann eine Verkürzung der Ladezyklen und somit eine Steigerung der Produktivität der Schleifmaschine erreicht werden. Der Verfahrensschritt c) kann auch entfallen, wenn die Positionierung der Abschirmvorrichtung, beispielsweise aufgrund einer unveränderten geladenen Sorte von Werkstücken, unnötig ist. Die Verfahrensschritte c) und d) können auch in der Reihenfolge vertauscht oder gleichzeitig durchgeführt werden. Durch eine Zwischenkammer kann außerdem die Kühlung der Werkstücke und/oder des Ladetellers verbessert werden, beispielsweise indem in der Zwischenkammer den Werkstücken oder dem Ladeteller, insbesondere der unteren Schleifzone, Kühlluft gezielt und somit wirksam zugeführt wird. Die Luftströmung innerhalb der Zwischenkammer kann beispielsweise durch die Geometrie der Zwischenkammer und die Gestaltung der Ausströmöffnung der ersten Kühlvorrichtung dahingehend optimiert sein, dass Schleifstaub und Abluft besser aus der Schleifzone ausgetragen bzw. weggeführt werden. Weiterhin können zusätzliche Kühlvorrichtungen, beispielsweise zweite und dritte Kühlvorrichtungen, in der Zwischenkammer gezielt auf die Schleifzone oder den Ladeteller ausgerichtet werden und der Gesamtvolumenstrom von Kühlfluid dadurch reduziert werden. Dies kann zur höheren Energieeffizienz der Schleifmaschine beitragen.
- Insbesondere wird das Schleifen der Werkstücke in mehreren nacheinander geschalteten Schleifschritten durchgeführt, wobei während eines Grobschleifens die Abschirmvorrichtung geschlossen, insbesondere abgesenkt ist, und die mindestens eine Zwischentür geschlossen ist. Während eines Feinschleifens, bei dem beispielsweise weniger Schleifstaub anfällt als beim Grobschleifen, kann die Zwischentür bereits geöffnet werden. Auf diese Weise kann die Produktivität der Schleifmaschine weiter erhöht werden, weil am Ende des kompletten Schleifprozesses, also des Grobschleifens und des Feinschleifens, nicht gewartet werden muss, bis die Zwischentüren geöffnet sind, damit der Ladeteller aus der Schleifposition in die Ladeposition fahren kann. Weiterhin könnte die Arbeitssicherheit erhöht werden, falls zusätzlich Außentüren der Außenkammer vorgesehen sind, die während der Öffnung der Zwischentüren noch geschlossen sind, wobei rotierende Teile wie Ladeteller und Schleifscheiben, von denen eventuell ein gewisses Risiko für Arbeitsunfälle ausgeht, auch bei geöffneten Zwischentüren oder geöffneter Abschirmvorrichtung für einen Bediener der Schleifmaschine nicht frei zugänglich wären.
- In einer vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens umfasst das Verfahren das Absenken einer zweiten Kühlvorrichtung, insbesondere einer Düse für Kühlluft, in eine untere Position im Bereich der Höhe des Ladetellers, vorzugsweise vor dem Schleifen der Werkstücke, und das Anheben der zweiten Kühlvorrichtung in eine obere Position, in der der Ladeteller mit Werkstücken an dem unteren Ende der Kühlvorrichtung vorbeifahren kann. Dies hat den Vorteil, dass Werkstücke und/oder Ladeteller besser gekühlt werden können, insbesondere indem die Kühlvorrichtung bis in den Bereich der Bewegungsbahn des Ladetellers abgesenkt wird. Durch das Anheben der Kühlvorrichtung nach dem Schleifen, kann eine Kollision mit dem Ladeteller vermieden werden, wenn dieser aus der Schleifposition in die Ladeposition verfahren wird. Die Kühlung kann dadurch gezielter erfolgen. Dies kann zur besseren Produktivität und höheren Energieeffizienz der Schleifmaschine beitragen.
- In einer vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens erfolgt Verfahren des Ladetellers in eine Schleifposition durch Drehung des Drehtisches, sodass Einströmöffnungen einer dritten Kühlvorrichtung, die am Drehtisch angebracht ist, mit Zuführöffnungen in einer Außenkammer zusammenfallen. Insbesondere durch eine Erhöhung der Kühlluftzufuhr zu der dritten Kühlvorrichtung, vorzugsweise durch Öffnen von Kühluftzufuhrklappen, sodass ein mit Werkstücken bestückter Ladeteller, insbesondere durch eine Düse für Kühlluft, gekühlt wird, insbesondere vor dem Schleifen der Werkstücke, und einer Reduktion der Kühlluftzufuhr zu der Kühlvorrichtung, vorzugsweise durch Schließen von Kühluftzufuhrklappen, können am Drehtisch angebrachte, insbesondere mitrotierende dritte Kühlvorrichtungen, effizient eingesetzt werden, um eine Kühlung durch ein Kühlfluid, beispielsweise der Werkstücke oder der Ladeteller, an relativ zum Drehtisch festen Stellen zu bewirken. Dadurch kann die Kühlleistung verbessert werden. Durch eine Berücksichtigung der Stellung des Drehtisches für die Regelung der Kühlluftzufuhr, könnte das wirkungslose Ausblasen von Kühlluft, beispielsweise wenn die Einströmöffnungen gerade nicht mit den Zuführöffnungen zusammenfallen, vermieden werden. Dadurch kann die Energieeffizienz der Schleifmaschine erhöht werden.
- In einer vorteilhaften Weiterbildung des erfindungsgemäßen Verfahrens wird das Schleifen der Werkstücke in mehreren nacheinander geschalteten Schleifschritten, insbesondere einem Grobschleifen und einem Feinschleifen, durchgeführt, wobei zu Beginn eines Grobschleifens eine Erhöhung oder ein Einschalten der Kühlluftzufuhr zu Kühlvorrichtungen der Zwischentüren, vorzugsweise durch Öffnen von Kühluftzufuhrklappen, erfolgt und am Ende des Grobschleifens eine Reduzierung oder ein Ausschalten der Kühlluftzufuhr zu Kühlvorrichtungen der Zwischentüren, vorzugsweise durch Schließen von Kühluftzufuhrklappen, erfolgt. Auf diese Weise kann die Kühlung von Werkstücken und/oder Ladetellern genau für die Phasen des Schleifprozesses erhöht werden in denen besonders viel Wärme erzeugt wird. Außerdem kann dadurch verhindert werden, dass, insbesondere während des Feinschleifens, eine überflüssige Kühlung stattfindet, die unnötige Energie benötigt. Dies kann zur besseren Produktivität durch eine größere zulässige Schleifabtragsrate und zur höheren Energieeffizienz der Schleifmaschine beitragen.
- Ausführungsbeispiele der Erfindung werden nachfolgend anhand der Zeichnungen näher erläutert. Hierbei zeigen:
- Figur 1a
- eine schematische Darstellung einer Ausführungsform der erfindungsgemäßen Schleifmaschine in einer Seitenschnittansicht,
- Figur 1b
- eine schematische Darstellung der Ausführungsform der erfindungsgemäßen Schleifmaschine nach
Figur 1a in einer Draufsicht des Halbschnittes Y-Y, - Figur 1c
- eine schematische Darstellung mehrerer Ausführungsformen einer erfindungsgemäßen Zwischentür nach
Figur 1a mit einer ersten Kühlvorrichtung in einer Seitenansicht und mehreren Varianten einer Draufsicht für je eine Ausführungsform, - Figur 2
- eine schematische Darstellung einer Ausführungsform der erfindungsgemäßen Schleifmaschine in einer Draufsicht auf den Innenraum,
- Figur 3
- eine schematische Darstellung einer Ausführungsform der erfindungsgemäßen Schleifmaschine in einer Draufsicht,
- Figur 4a
- eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Schleifmaschine mit einer zweiten Kühlvorrichtung in einer Seitenansicht,
- Figur 4b
- eine schematische Darstellung der Ausführungsform der erfindungsgemäßen Schleifmaschine nach
Figur 4a in einer Draufsicht des Halbschnittes Y-Y, - Figur 5a
- eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Schleifmaschine mit einer dritten Kühlvorrichtung in einer Seitenansicht,
- Figur 5b
- eine schematische Darstellung der Ausführungsform der erfindungsgemäßen Schleifmaschine nach
Figur 5a in einer Draufsicht des Halbschnittes Y-Y, - Figur 6a
- eine schematische Darstellung einer Ausführungsform der erfindungsgemäßen Schleifmaschine mit radialen Drehwandelementen in einer Draufsicht auf den Innenraum,
- Figur 6b
- eine schematische Darstellung der Ausführungsform der erfindungsgemäßen Schleifmaschine nach
Figur 6a in einer Draufsicht - Figur 6c
- eine schematische Darstellung der Ausführungsform der erfindungsgemäßen Schleifmaschine nach Figur a in einer Seitenschnittansicht,
- Figur 7
- ein Ablaufdiagramm einer Ausführungsform eines erfindungsgemäßen Verfahrens, insbesondere zum Betrieb der Schleifmaschine nach den
Figuren 1a bis 1c . - In dem nachfolgenden Teil der Beschreibung der Erfindung werden für gleiche und gleich wirkende Elemente dieselben Bezugsziffern verwendet.
-
Figuren 1a und 1b zeigen eine Ausführungsform einer erfindungsgemäßen Schleifmaschine 1, die inFigur 1a in einer Seitenansicht und inFigur 1b in einer Draufsicht dargestellt ist. Ein Drehtisch 10 ist um eine Drehachse A drehbar gelagert. Die Lagerung (nicht näher dargestellt) kann in einem Gehäuse oder einem Fundament der Schleifmaschine 1 ausgeführt sein. Die Schleifmaschine ist im Wesentlichen symmetrisch zu einer Mittelebene M aufgebaut. Der Drehtisch 10 steht axial fest und weist eine kreiszylindrische Grundform auf und könnte auch mehrteilig ausgeführt sein. In dem Drehtisch 10 sind diametral zur Drehachse A gegenüberliegend zwei Ladeteller 11 exzentrisch zur Drehachse A gelagert. Die Ladeteller 11 sind jeweils um eine Drehachse B drehbar auf einer Ladetellerwelle (nicht näher dargestellt) gelagert. Es ist denkbar, mehr als zwei Ladeteller 11, beispielsweise drei oder vier, um die Drehachse A anzuordnen. In einem kreiszylinderförmigen Ladeteller 11 mit den zwei Grundflächen 111 ist eine Vielzahl von Werkstückaufnahmevorrichtungen 34, hier als kreisförmige Bohrungen ausgeführt, über den Umfang des Ladetellers 11 in verschiedenen radialen Positionen vorgesehen. Darin sind Werkstücke 12 eingelegt bzw. eingesteckt, wobei die Werkstücke 12 in axialer Richtung der Werkstückaufnahmevorrichtungen 34 frei beweglich sind. Der Drehtisch 10 ist von einer ringförmigen Tischplatte 31 umgeben, die einen kreisförmigen Ausschnitt von der Größe des Durchmessers des Drehtisches 10 aufweist. Die Tischplattenoberfläche 311 der Tischplatte 31 schließt mit der Drehtischoberfläche 101 bündig ab. Durch die beschriebene Anordnung des Drehtisches 10 und der Ladeteller 11 ist es möglich, einen Ladeteller 11 aus einer Ladeposition L in eine Schleifposition S durch Drehung des Drehtisches 10 zu verfahren. Auf der linken Seite ist ein Ladeteller 11 in der Ladeposition L und auf der rechten Seite ist ein Ladeteller 11 in der Schleifposition S dargestellt. In die Werkstückaufnahmevorrichtungen 34 eingesteckte Werkstücke 12 können über die Drehtischoberfläche 101 und die Tischplattenoberfläche 311 gleiten. Die Ladeteller 11 können über Servomotoren (nicht gezeigt), die vorzugsweise unterhalb des Drehtisches 10 mitdrehend angebracht sind, taktweise oder kontinuierlich um die Drehachsen B rotieren. - Die Schleifeinheit 13 weist mindestens eine Schleifscheibe 14, hier zwei Schleifscheiben 14, auf, die jeweils auf einer Schleifspindel 40 drehbar um die Drehachse C gelagert ist und von einem Schleifscheibenantrieb 41, beispielsweise einem Servomotor, angetrieben wird. Im vorliegenden Fall sind zwei Schleifscheiben 14 vorgesehen, deren Drehachsen C fluchten und parallel zu den Drehachsen B der Ladeteller 11 verlaufen. Die beiden Schleifscheiben 14 sind jeweils entlang ihrer Drehachse verschieblich, können also auf verschiedene Werkstücklängen eingestellt werden, und können in Richtung des Ladetellers 11 zugesellt werden. Durch die Zustellung der Schleifscheiben 14 kann der durch den Schleifprozess an den Werkstücken 12 vorgenommene Abrieb eingestellt werden. Es ist denkbar, dass die Drehachsen C der Schleifscheiben 14 zueinander oder zur Drehachse B des Ladetellers 11 verkippt sind, um den Abrieb an den Werkstücken 12 bei einem durchlaufenden Ladeteller 11 einzustellen.
- Bei der Verwendung der Schleifmaschine 1 als Federendenschleifmaschine sind die Werkstücke 12 vorzugsweise zylindrische oder konische Schraubendruckfedern (in
Figur 1a ist ein Werkstück 12 als Schraubenfeder skizziert), die in Werkstückaufnahmevorrichtungen 34, die beispielsweise in Form von Durchgangsbohrungen ausgeführt sind, beispielsweise reibschlüssig eingesteckt und können von beiden Schleifscheiben 14 an ihrem oberen und unteren Federende gleichzeitig planparallel geschliffen werden. Der Schleifdruck zwischen Schleifscheibe 14 und Werkstück 12 wird über eine Zustellung der Schleifscheiben 14 durch die Kompression der Federn eingestellt. Dabei kann die aktuelle Federlänge durch ein Federlängenmesssystem (nicht gezeigt) überwacht werden und der Schleifdruck durch eine automatische Zustellung der Schleifscheiben 14 angepasst werden. Ebenfalls kann die Abnutzung der Schleifscheiben 14 durch ein Schleifscheibenabnutzungskontrollsystem (nicht gezeigt) überwacht und ggf. automatisch ausgeglichen werden. Die axiale Position der Ladeteller 11 kann abhängig von den Abmessungen der zu schleifenden Werkstücke 12, insbesondere der Länge der Federn, eingestellt werden. Um einen Schleifkontakt der unteren Schleifscheibe 14 mit den Werkstücken 12 zu ermöglichen, weist die Tischplatte 31 auf der Seite der Schleifposition S eine Ausnehmung 312 auf, die den Durchmesser der Schleifscheibe 14 angepasst ist. - Die radiale Position der Drehachse B auf dem Drehtisch 10 und die Lagerung (nicht dargestellt) der Schleifeinheit 13, beispielsweise in dem Gehäuse 24, sind so gewählt, dass ein Ladeteller 11 in einer Schleifposition S mit den Schleifscheiben 14 radial überlappt. Dieser radiale Überlappungsbereich begrenzt eine Schleifzone 15, in der die Werkstücke 12 mit den Schleifflächen 141 der Schleifscheiben 14 in Schleifkontakt kommen. Im vorliegenden Fall umfasst die Schleifzone 15 zwei getrennte Schleifzonen, nämlich eine obere Schleifzone 15a oberhalb des Ladetellers 11 und eine untere Schleifzone 15b unterhalb des Ladetellers 11. Die Schleifzonen 15a, 15b sind seitlich durch den Überlappungsbereich der Schleifscheiben 14 mit dem Ladeteller 11 begrenzt. Die obere Schleifzone 15a erstreckt sich zwischen der Schleiffläche 141 der oberen Schleifscheine 14 und der Grundfläche 111 an der Oberseite 113 des Ladetellers 11. Die untere Schleifzone 15b erstreckt sich zwischen der Grundfläche 111 an der Unterseite 114 des Ladetellers 11 und der Schleiffläche 141 der unteren Schleifscheine 14. In der oberen Schleifzone 15a werden die oberen Werkstückenden 121, insbesondere oberen Federenden, und in der unteren Schleifzone 15b die unteren Werkstückenden 122, insbesondere unteren Federenden, geschliffen. Eine Schleifzone 15a, 15b kann auch als die zweidimensionale Kontaktfläche definiert sein, in der sich ein Werkstückende 121, 122 und eine Schleifscheibe 141 berühren, oder als der dreidimensionale Raum aufgefasst werden, durch den sich die Kontaktfläche während der Dauer des Schleifprozesses in Richtung der Drehachse C der Schleifscheiben 14 verschiebt. Während des Schleifprozesses entstehen in der Schleifzone 15 Schleifstaub, Funken, Wärme und Lärm. Zugeführte Kühlluft wird als Abluft durch die Absaugöffnung 33 mithilfe einer Absaugeinrichtung (nicht gezeigt) abgeführt. Die Absaugöffnung 33 ist von der Schleifzone 15 aus hinter den Schleifscheiben 14 im Gehäuse 24 ausgebildet.
- Weiterhin zeigen die
Figuren 1a und 1b den Aufbau einer erfindungsgemäßen Schleifmaschine 1 mit einer Schleifkammer 16 und mindestens einer Außenkammer 17. Die Schleifkammer 16 ist durch die Abschirmvorrichtung 38 in eine Innenkammer 36 und eine Zwischenkammer 37 unterteilt. Die Geometrie der Zwischenkammer 37 ist an die Umfangskontur 112 des Ladetellers 11 in der Schleifposition S angepasst, während die Innenkammer 36 die Schleifeinheit 13 im Wesentlichen umschließt und geometrisch an die Umfangskontur 142 der Schleifscheiben 14 angepasst ist. Die Schleifzone 15 ist von der Schleifkammer 16 eingeschlossen, wobei die Schleifkammer 16 nicht komplett abgeschlossen, sondern so ausgebildet ist, dass der Drehtisch 10 und die Tischplatte 31 in die Schleifkammer 16 hineinragen und die Tischplattenoberfläche 311 und die Drehtischoberfläche 101 einen Teil ihrer unteren Begrenzungsfläche bilden. Die Schleifkammer 16 bzw. die Innenkammer 36 und die Zwischenkammer 37 sind nicht komplett dicht, insbesondere luftdicht, aber im Wesentlichen gegenüber dem Austritt von Schleifstaub, Schleifpartikeln, Funken oder Kühlflüssigkeit nach außen dicht und können jeweils durch mehrteilige untere Begrenzungsflächen, insbesondere gekrümmte Seitenflächen und obere Begrenzungsflächen mit variierender Höhe geometrisch begrenzt sein. - Die Innenkammer 36 ist seitlich und oben im Wesentlichen durch das Gehäuse 24 begrenzt und auf der Vorderseite durch die Frontplatte 26 und die daran angebrachte Abschirmvorrichtung 38, genauer deren der Schleifzone 15 zugewandten Innenseite, gegenüber der Zwischenkammer 37 abgegrenzt. Der Teil der Oberseite 113 des Ladetellers 11, der sich in der oberen Schleifzone 15a befindet, bildet eine untere Begrenzungsfläche der Innenkammer 36. Die Frontplatte 26 ist an dem Gehäuse 24 in Führungsschienen 35 vertikal verschieblich, insbesondere mittels eines Antriebs (in
Fig. 1a und 1b nicht gezeigt) höhenverstellbar, angebracht. Die Abschirmvorrichtung 38 kann an der höhenverstellbaren Frontplatte 26 wiederum höhenverstellbar gelagert sein. Über einen mit der Frontplatte 26 verbundenen Antrieb 32 kann, beispielsweise über eine zwischengeordnete Stange, die Abschirmvorrichtung 38 relativ zur Frontplatte 26 vertikal verfahren werden. Hier ist die Abschirmvorrichtung 38 ist als ein an die Umfangskontur 142 der Schleifscheiben 14 angepasster Schleifkammerschild ausgeführt. Es ist aber auch denkbar die Abschirmvorrichtung 38 fest mit der Frontplatte 26 zu verbinden bzw. mit dieser einteilig auszuführen, sodass ein mit dem Gehäuse 24 verbundener Antrieb und zum gemeinsamen Verfahren der Frontplatte 26 und der Abschirmvorrichtung 38 dient. Insofern könnte die Frontplatte 26 selbst funktional auch als eine Abschirmvorrichtung 38 verstanden werden. Die Abschirmvorrichtung 38 kann von oben auf die Werkstückoberkante 121 bzw. die Oberseite 113 des Ladetellers 11 zugestellt werden. Dadurch ist die Innenkammer 36 bis auf einen Einlaufspalt für den Ladeteller 11 und darin aufgenommene Werkstücke 12 abschließbar. Die Abschirmvorrichtung 38 weist Einlaufvorrichtungen 39, vorzugsweise in Form von beidseitig an der Unterseite der Abschirmvorrichtung 38 befestigten abgeschrägten Einlaufplatten, zum Erleichtern des Einfahrens von Werkstücken 12 in die Innenkammer 36 auf. Die Abschirmvorrichtung 38 schirmt, wenn sie während des Schleifprozesses abgesenkt ist, die Zwischenkammer 37 vor Schleifstaub, Schleifpartikeln, Funken oder Kühlflüssigkeit ab, die aus der Schleifzone 15, insbesondere der oberen Schleifzone 15a, austreten. - Die Zwischenkammer 37 wird nach oben über eine obere Begrenzungsfläche 372 des Deckenelementes 176 abgeschlossen und an den Seiten durch seitliche Begrenzungsflächen 373, die die Innenseite eines Drehwandelementes 102 und die Außenseite der Frontplatte 26 und der Abschirmvorrichtung 38 umfassen, begrenzt. Im Bereich des Drehtisches 10 sind ein oder mehrere Drehwandelemente 102 vorgesehen, die fest auf der Drehtischoberfläche 101 des Drehtisches 10 angebracht sind und mit dem Drehtisch 10 mitrotieren und hier an die Umfangskonturen 112 der beiden Ladeteller 11 angepasst sind. Die Drehwandelemente 102 sind punktsymmetrisch zur Drehachse A ausgeführt, so dass sie deckungsgleiche Positionen einnehmen, wenn der Drehtisch 10 zwischen einer Ladeposition L und einer Schleifposition S hin- und hergedreht wird. Die Drehwandelemente 102 sind vorzugsweise mit dünnen Blechen ausgeführt und schließen einen Hohlraum ein. In den Drehwandelementen 102 kann, vorzugsweise mittig, ein Sichtfenster vorgesehen sein, sodass die Schleifkammer 16 von der Ladeposition L aus einsehbar ist. Es wäre auch denkbar ein erstes Drehwandelement, das im Wesentlichen entlang der Umfangsrichtung des Drehtisches 10 ausgerichtet ist und ein zweites Drehwandelement, das entlang der radialen Richtung des Drehtisches 10 ausgerichtet ist, vorzusehen, wobei das erste Drehwandelement T-förmig an das zweite Drehwandelement anstößt. Es kann auch eine Schiebetür 105 in radialer Richtung des Ladetellers 11 vorgesehen sein. Es wäre auch denkbar die Drehwandelemente 102 als schwenkbare Türen zu gestalten.
- Die Zwischenkammer 37 weist eine Zwischentür 18 auf, die um eine Schwenkachse D drehbar gelagert ist. Die Zwischentür 18 kann, vorzugsweise mittels eines Antriebs (nicht gezeigt), zwischen dem geschlossenen Zustand G und dem geöffneten Zustand O (als gestrichelt gezeichnete Zwischentür 18 angedeutet) hin- und hergeschwenkt werden. In einem geschlossenen Zustand G der Zwischentür 18 bildet die Türinnenfläche 181 des Türflügels 182 eine seitliche Begrenzungsfläche 373 der Zwischenkammer 37. Die untere Begrenzungsfläche 371 der Zwischenkammer 37 wird im Wesentlichen durch Teile der Tischplattenoberfläche 311 und der Drehtischoberfläche 101 gebildet. Die Türunterkante 183 schließt bündig mit der unteren Begrenzungsfläche 371 der Zwischenkammer 37 ab, genauso wie die Türoberkante 184 bündig mit der oberen Begrenzungsfläche 372 der Zwischenkammer 37 abschließt. Insbesondere verläuft die Türunterkante 183 unterhalb der Unterseite 114 des Ladetellers 11, nämlich unmittelbar oberhalb der Drehtischoberfläche 101. Dadurch ist die untere Schleifzone 15b, im Wesentlichen über ihre komplette Höhe, seitlich durch die Zwischenkammer 37 umschlossen. In einem geschlossenen Zustand G der Zwischentür 18 ist die Zwischenkammer 37 zur Seite hin im Wesentlichen dicht für Schleifstaub, Schleifpartikel, Funken oder Abluft, die aus der Schleifzone 15, insbesondere der unteren Schleifzone 15b, austreten. In einem geöffneten Zustand O der Zwischentür 18 kann ein Ladeteller 11 aus der Schleifposition S an der geöffneten Zwischentür 18 vorbei in eine Ladeposition L gefahren werden. Die Zwischentür 18 weist einen Türflügel 182 auf, deren Türvorderkante 185 bündig mit der seitlichen Begrenzungsfläche 373 eines Drehwandelementes 102 abschließt.
- Es sind zwei Außenkammern 17 vorgesehen, die die Schleifkammer 16 bzw. die Zwischenkammer 37 jeweils teilweise umschließen, wobei die untere Begrenzungsfläche 371 der Zwischenkammer 37 und die untere Begrenzungsfläche 171 der Außenkammer 17 jeweils teilweise durch die Tischplattenoberfläche 311 gebildet werden. In der vorliegenden Ausführungsform sind die beiden Außenkammern 17 symmetrisch zur Mittelachse M jeweils außerhalb der Schleifkammer 16 angeordnet. Die Außenkammer 17 weist Außentüren 19 auf, die sich schwenkbar an die Außenwand 174 anschließen. In einem geschlossenen Zustand einer Außentür 19 schließt diese bündig mit dem Drehwandelement 102 ab, während in einem geöffneten Zustand ein Ladeteller 11 an der geöffneten Zwischentür 18 vorbei von einer Schleifposition S in eine Ladeposition L gefahren werden kann. Die Außenkammer 17 weist einen, vorzugsweise kreissegmentförmigen Türflügelraum 173 auf, in den die Zwischentür 18 im geöffneten Zustand O einschwenken kann. Der Öffnungswinkel der Zwischentür 18 muss groß genug sein, damit die geöffnete Zwischentür 18 mit ihrer Türunterkante 183 nicht mit der Umfangskontur 112 des Ladetellers 11 kollidiert, wenn dieser durch Drehung des Drehtisches 10 an der Zwischentür 18 vorbeibewegt wird. Die Außenkammer 17 ist nach oben durch die obere Begrenzungsfläche 172 des Deckenelementes 176 abgeschlossen.
- Eine erste Kühlvorrichtung 20 ist in die Zwischentür 18 integriert (in
Figur 1c im Detail dargestellt). Die erste Kühlvorrichtung 20 weist eine Einströmöffnung 202 auf Höhe der Türoberkante 184 auf. In der oberen Begrenzungsfläche 172 der Außenkammer 17 ist eine Zuführöffnung 375 ausgebildet. Die Zuführöffnung 375 und die Einströmöffnung 202 sind hier kreisrund und gleich groß ausgeführt, könnten aber beliebige andere Formen annehmen, solange sie deckungsgleich sind. Die erste Kühlvorrichtung 20 weist eine Ausströmöffnung 201 entlang der Türunterkante 183 auf. Die Ausströmöffnung 201 ist über einen Leitungsabschnitt 203 mit der Einströmöffnung 202 verbunden, so dass ein Kühlfluid von außerhalb der Zwischenkammer 37 und der Außenkammer 17 über die Zuführöffnung 375 bis zur Ausströmöffnung 201 strömen kann. Die Ausströmöffnung 201 ist hier als ein Belüftungsschlitz entlang der ganzen Länge der Türunterkante 183 ausgeführt. Die Ausströmöffnung 201 könnte aber auch beispielsweise als Düse oder eine Vielzahl von Düsen entlang der Türunterkante 183 oder an beliebigen anderen Positionen der Türinnenfläche 181 ausgeführt sein. Es wäre auch denkbar, die Zwischentür 18 so zu gestalten, dass die Ausströmöffnung 201 in die Zwischenkammer 37 hineinragt, um einen geringeren Abstand zur Umfangskontur 112 des Ladetellers 11 zu erzielen. Hier ist der Leitungsabschnitt 203 als vertikales Rohr ausgeführt, das auf der Außenseite der Zwischentür 18 verläuft. Es könnte aber ebenso gut auf der Innenseite der Zwischentür 18 angebracht sein, wobei dann die Zuführöffnung 375 in der oberen Begrenzungsfläche 372 der Zwischenkammer 37 ausgebildet sein müsste. Die Zwischentür 18 weist einen Verteilungskanal 204 auf, der dazu dient, die Kühlluft aus dem Leitungsabschnitt 203 gleichmäßig über die Ausströmöffnung 201 zu verteilen. Im geschlossenen Zustand G der Zwischentür 18 strömt Kühlluft aus der Ausströmöffnung 201 in etwa auf der Höhe der Unterseite 114 des Ladetellers 11 zwischen die untere Grundfläche 111 des Ladetellers 11 und die Drehtischoberfläche 101 sowie in die untere Schleifzone 15b, um die Werkstücke 12, insbesondere deren Werkstückunterkanten 122, zu kühlen. Die Kühlluftversorgungseinheit 27 versorgt über das Zuleitungssystem 28 (nur schematisch gezeigt) die erste Kühlvorrichtung 20 durch die Zuführöffnung 375 mit Kühlluft, wobei das Zuleitungssystem 28 mit regelbaren Kühlluftzufuhrklappen 30 oder Ventilen ausgestattet ist. Es fallen immer die Einströmöffnungen 202 mit den Zuführöffnungen 375 zusammen, wenn sich nach einer Drehung des Drehtisches 10 um 180° einer der beiden Ladeteller 11 in einer Schleifposition S befindet. -
Figur 1c zeigt vier Ausführungsformen der erfindungsgemäßen Zwischentür 18, wobei die Seitenansicht jeweils die gleiche ist und Unterschiede im Profil in der Draufsicht auf einen Schnitt entlang der Linie Y-Y dargestellt sind. Die Abmessungen der Zwischentür 18 sind nicht notwendigerweise maßstabsgetreu dargestellt. Insbesondere kann die Zwischentür 18 von einer rechteckigen Grundform abweichen, beispielsweise durch abgeschrägte Kanten, einen gerundeten Umriss, oder einen uneben geformten Türflügel 182. Der Türflügel 182 ist um die Schwenkachse D drehbar und könnte beispielsweise über Scharniere, ein Türband oder Zapfen, in Begrenzungswandelementen, einer Außenwand 174 oder unteren bzw. oberen Begrenzungen der Außenkammer 17 oder Zwischenkammer 37 schwenkbar gelagert sein. Es kann ein Antrieb (nicht gezeigt) zum Öffnen in den geöffneten Zustand O und/oder Schließen in den geschlossenen Zustand G vorgesehen sein. Die Zwischentür 18 könnte ringsum, also entlang der Türoberkante 184, der Türvorderkante 185, der Türunterkante 183 und entlang der Schwenkachse D, oder abschnittsweise gegen Austritt von Schleifstaub oder Abluft abgedichtet sein, beispielsweise mit Dichtungslippen aus Gummi. Der Leitungsabschnitt 203 der ersten Kühlvorrichtung 20 erstreckt sich in Form eines kreisrunden Rohrs entlang der Vorderkante 184 des Türflügels 182, das in einen Verteilerkanal 204 mündet, der das einströmende Kühlfluid entlang der Ausströmöffnung 201 verteilt. Der Leitungsabschnitt 203 kann als separates Rohrelement mit dem Türflügel 182 verbunden sein, könnte aber auch in den Türflügel 182 integriert sein, und beliebig anderes, insbesondere nicht geradlinig oder an dem Türflügel anliegend zwischen der Einströmöffnung 202 und der Ausströmöffnung 201 verlaufen. Um sich dem von der Mündungsstelle des Leitungsabschnitts 203 bis zur Schwenkachse D abnehmenden Volumenstrom abzupassen, nimmt die Tiefe des Verteilungskanals 204 kontinuierlich ab, wie in allen vier gezeigten Varianten inFigur 1c dargestellt, Diese Varianten sind lediglich Beispiele. Insbesondere könnten der Leitungsabschnitt 203 und der Verteilungskanal 204 auch auf der Türinnenseite verlaufen. Es könnten statt einem auch mehrere Belüftungsschlitze übereinander, insbesondere auch Düsen, insbesondere mit Einstelleinrichtungen, beispielsweise Lamellen oder Kugeldüsen, vorgesehen sein, um die Ausströmrichtung des Kühlfluidstroms genau einstellen zu können. Dies könnte auch automatisch mittels einer Stellvorrichtung (nicht gezeigt) geschehen, beispielsweise auf die Geometrie eines bestimmten Ladetellers 11 oder der geladenen Werkstücke 12 angepasst. Durch einen gekrümmten Türflügel 182 kann sich die Türinnenfläche 181 enger an den Ladeteller 11 anschmiegen. Durch die Ausbildung eines Knicks im Profil des Türflügels 182, lässt sich erreichen, dass die Türinnenfläche 181 im geschlossenen Zustand G der Zwischentür 18 gegenüber der Schwenkachse D näher an der Schleifzone 15 liegt, insbesondere bei zwischen dem Ladeteller 211 und der Zwischentür 18 angeordneten zweiten Kühlvorrichtungen 21, die vorzugsweise an der Frontplatte 26 befestigt ist. Insbesondere durch die Kombination beider Maßnahmen kann die Kühlung des Ladetellers 11, der Werkstücke 12 und/oder der Schleifzone 15, insbesondere der unteren Schleifzone 15b, besonders effektiv erfolgen, weil durch den geringeren Abstand zwischen Ausströmöffnung 201 und Werkstück 12 die Konvektion am zu kühlenden Objekt stärker ist. - Die Schleifmaschine 1 ist aus drei verschiedenen, vorzugsweise zumindest teilweise ineinander verschachtelt angeordneten, Kammern, nämlich den Außenkammern 17, der Zwischenkammer 37 und der Innenkammer 36 aufgebaut. Durch die Außenkammer 17 wird neben einer Abdichtfunktion vor allem die Arbeitssicherheit erhöht. Durch die Zwischenkammer 37 mit geschlossener Zwischentür 18 wird eine zusätzliche Abdichtung der Außenkammer 17 und der Umgebung gegenüber Schleifstaub und/oder Abluft und/oder Funken und/oder Wärme und/oder Lärm aus der Schleifzone 15 erreicht. Die Zwischenkammer 37 schließt die untere Schleifzone 15b ein, während die Innenkammer 36 bei geeignet positionierter, insbesondere abgesenkter, Abschirmvorrichtung 38 die obere Schleifzone 15a im Wesentlichen einschließt. Außerdem kann durch die Zwischenkammer 37, insbesondere bei möglichst eng umschlossenem Ladeteller 11, ein Kühlfluid, insbesondere Kühlluft, besonders gezielt und wirksam zur Kühlung des Ladetellers 11 und/oder der darin aufgenommenen Werkstücke 12 innerhalb der Zwischenkammer zirkuliert und geleitet werden, insbesondere in die untere Schleifzone 15b. Im Hinblick auf die Zielsetzungen Arbeitssicherheit und/oder Leitung des Kühlluftstroms und/oder der Ausbreitung von Schleifstaub, Funken oder Kühlflüssigkeit muss keine vollständige Abtrennung zwischen den Kammern gegeben sein. Beispielsweise könnten durchaus schmale Spalte oder indirekte, insbesondere verwinkelte Durchgänge zwischen den Kammern, oder in die Umgebung der Schleifmaschine bestehen. Insbesondere besteht zwischen der Unterkante der Abschirmvorrichtung 38 und der Oberseite 113 des Ladetellers 11 ein Durchgang in die Zwischenkammer 37. Insbesondere besteht auch an der Unterseite 114 des Ladetellers 11 ein Durchgang von der Innenkammer 36 in den Bereich der Zwischenkammer 37, also um den innerhalb der Innenkammer 36 liegenden Teil des Ladetellers 11 unten herum, insbesondere durch die untere Schleifzone 15b hindurch.
-
Figur 2 zeigt eine Draufsicht auf den Innenraum einer Ausführungsform der erfindungsgemäßen Schleifmaschine 1, die symmetrisch zur Mittelebene M aufgebaut ist und im Wesentlichen mit der Ausführungsform nach denFiguren 1a bis 1c übereinstimmt. Zwischentüren 18 sind gekrümmt gestaltet, entlang den Schwenkachsen D, beispielsweise mit Türangeln, drehbar gelagert, vorzugsweise über Motoren (nicht gezeigt) betätigbar und mit den seitlichen Begrenzungsflächen 373 der Zwischenkammer 37 dicht abschließend. Zusätzlich zur erfindungsgemäßen ersten Kühlvorrichtung 20 sind weitere Kühlvorrichtungen, nämlich eine höhenverstellbare zweite Kühlvorrichtung 21, eine mitdrehende dritte Kühlvorrichtung 22 und eine zentrale vierte Kühlvorrichtung 23 vorgesehen, die auch einzeln untereinander mit der Erfindung in einer Ausführungsform kombiniert werden könnten. Es sind jeweils symmetrisch angeordnete Paare von Kühlvorrichtungen 20, 21 und 22 vorgesehen. Das hier gemeinsame Zuleitungssystem 28 zu den Kühlvorrichtungen 20 und 22 ist mit regelbaren Kühlluftzufuhrklappen 30, oder Ventilen, und einem Verzweigungsrohrelement 29 ausgestattet, das jeder der Zuführöffnungen 375 und 175 Kühlluft zuleitet. Die zweite Kühlvorrichtung 21 ist an der Frontplatte 26 befestigt und führt der Schleifzone 15, vorzugsweise der oberen Schleifzone 15a, Kühlluft von der Seite zu. Dritte Kühlvorrichtungen 22 sind mit Leitungsabschnitten 223, hier als vertikale Rohre ausgeführt, innerhalb des Hohlraums zwischen den Drehwandelementen 102 angeordnet und weisen Ausströmöffnungen 224, insbesondere gekrümmte, vorzugsweise der Umfangskontur 112 des Ladetellers 11 folgende, Belüftungsschlitze, für Kühlluft entlang der Unterkanten der Drehwandelemente 102 auf, so dass Kühlluft bodennah in die Zwischenkammer 37 eingeblasen wird, insbesondere auf Höhe der Belüftungsschlitze der ersten Kühlvorrichtung 20. Die vierte Kühlvorrichtung 23 ist, vorzugsweise mittig, an der Abschirmvorrichtung 38 angebracht und führt über eine Ausströmöffnung 231 der Oberseite 113 des Ladetellers 11 von oben bzw. vorne Kühlluft zu, wodurch obere Werkstückkanten 122 gekühlt werden. Vorzugsweise ist die Ausströmöffnung 231 von außen über die Unterkante der Abschirmvorrichtung 38 hinweg in Richtung der Innenkammer 36 gerichtet, sodass Kühlluft in die obere Schleifzone 15a eingeblasen wird. -
Figur 3 zeigt eine Draufsicht auf eine Ausführungsform einer erfindungsgemäßen Schleifmaschine 1. Das Deckenelement 176 bildet eine gemeinsame Decke der Außenkammer 17 und der Zwischenkammer 37 mit entsprechenden oberen Begrenzungsflächen 172 und 372. Die Höhe der beiden Schleifkammern 17, 37 könnte auch variieren und insbesondere verschieden sein. Die Türflügelräume 173 sind so ausgebildet, dass die Zwischentüren 18 (gestrichelt angedeutet) ausreichend weit geöffnet werden können. Von den dritten Kühlvorrichtungen 22 sind genau zwei Paare mit je einer ersten Einströmöffnung 222a und einer zweiten Einströmöffnung 222b vorgesehen, wobei jeweils die beiden ersten Einströmöffnungen 222a und die beiden zweiten Einströmöffnungen 222b punktsymmetrisch zur Drehachse A des Drehtisches 10 angeordnet sind. Es fallen immer die Einströmöffnungen 222a, 222b eines Paares von dritten Kühlvorrichtungen 22 mit den Zuführöffnungen 175 zusammen, wenn sich einer der beiden Ladeteller 11 in einer Schleifposition S befindet. Dadurch kann eine Versorgung mit Kühlluft über die Zuführöffnungen 175 immer desjenigen Kühlvorrichtungspaares 22 sichergestellt sein, das auf der Seite des Drehtisches 10 angeordnet ist, deren Ladeteller 11 sich gerade in der Schleifposition S befindet. Nach einer Drehung des Drehtisches 10 um 180° kommt das jeweils andere Kühlvorrichtungspaar 22 mit seinen Einströmöffnungen 222a, 222b mit den Zuführöffnungen 175 in Deckung. -
Figuren 4a und 4b zeigen eine Ausführungsform der erfindungsgemäßen Schleifmaschine, die inFigur 4a in einer Seitenansicht und inFigur 4b in einer Draufsicht dargestellt ist. Die Außenkammer 17 sowie die Zwischenkammer 37 bzw. Zwischenkammertüren 18 sind hier nicht dargestellt. Die detaillierte Beschreibung der mit Bezugszeichen gekennzeichneten Teile und ihrer Funktionsweise, die bereits im Zusammenhang mit denFiguren 1a bis 1c ,2 und 3 erläutert wurden, werden nicht wiederholt und gelten für dieFiguren 4a und 4b entsprechend. - Eine zweite Kühlvorrichtung 21 ist an einem Gehäuse 24 angebracht. Die Schleifeinheit 13 kann in dem Gehäuse 24 gelagert sein oder in einem anderen Teil der Schleifmaschine 1. Das Gehäuse 24 könnte mit der Lagerstelle der Drehachse A des Drehtisches 10 verbunden sein oder als separates Gehäuse ausgeführt sein. Das Gehäuse 24 kann mehrteilig ausgeführt sein. Die Kühlvorrichtung 21 ist höhenverstellbar ausgebildet, wobei mindestens die Höhe der Ausströmvorrichtung 211 einstellbar ist. Die zweite Kühlvorrichtung 21 ist über ein Zuleitungssystem 28 an eine Kühlluftversorgungseinheit 27, beispielsweise einen Lüfter oder ein Gebläse, angeschlossen. Das Zuleitungssystem 28 kann Rohre und/oder Schläuche oder andere Kanäle beliebigen Querschnitts umfassen und auch innerhalb des Gehäuses 24 angebracht sein. Die Kühlluftversorgungseinheit 27 ist hier als unabhängige Einheit dargestellt, ist aber vorzugsweise außen an dem Gehäuse 24 angebracht, wobei sie auch in dem Gehäuse 24 aufgenommen sein könnte. Die zweite Kühlvorrichtung 21 ist hier als ein zweiteiliges Teleskoprohr 213 mit einem ersten Zuführungsrohr 214 und einem zweiten Zuführungsrohr 215 ausgeführt. Die zweite Kühlvorrichtung 21 könnte aber auch ein vielteiliges Teleskoprohr, ein elastischer Schlauch oder eine andere längenveränderliche, insbesondere zusammen- und auseinanderschiebbare Struktur sein. Die Teleskoprohrleitung 213 kann einen beliebigen Querschnitt, insbesondere kreisrunde, elliptische oder rechteckige Leitungsquerschnitte haben. Hier weist das erste Zuführungsrohr 214 einen geringfügig größeren Durchmesser als das zweite Zuführungsrohr 215 auf, so dass das zweite Zuführungsrohr 215 von unten in das erste Zuführungsrohr 214 eingeschoben werden kann. Das Querschnittsverhältnis von erstem zu zweitem Zuführungsrohr (214, 215) könnte aber auch umgekehrt sein. Das erste Zuführungsrohr 214 ist über ein erstes Befestigungselement 217, beispielsweise eine Rohrschelle oder eine geschraubtes Flanschverbindungselement, fest mit dem Gehäuse 24 verbunden. Das zweite Zuführungsrohr 215 ist über ein zweites Befestigungselement 218, beispielsweise eine Rohrschelle oder ein geschraubtes Flanschverbindungselement, fest mit einer Frontplatte 26 verbunden. Die Frontplatte 26 ist höhenverstellbar, also verschieblich in Richtung der Drehachse B des Ladetellers 11 an dem Gehäuse 24 geführt. Die Frontplatte 26 könnte beispielsweise in seitlichen, vertikalen Führungsschienen 35, insbesondere wie ein Schlitten, geführt sein. Die Position der Frontplatte 26 ist über eine Höheneinstelleinrichtung 25, die beispielsweise einen hydraulischen, pneumatischen oder elektromotorischen Antrieb 32, vorzugsweise einen Linearmotor, umfasst, veränderbar, insbesondere einstellbar. An der Frontplatte 26 könnte auch ein zusätzlicher Antrieb vorgesehen sein, der über eine Verbindung mit dem zweiten Zuführungsrohr 215 eine Höhenverstellbarkeit der Ausströmvorrichtung 211, relativ zur Frontplatte 26 ermöglicht.
- Die vierte Kühlvorrichtung 23 kann, beispielsweise über einen Querbalken, strukturell mit den zweiten Kühlvorrichtungen 21 verbunden sein. Leitungsabschnitte der vierten Kühlvorrichtung 23 können, ebenso wie die zweiten Kühlvorrichtungen, 21 mit Teleskoprohrleitungen ausgeführt sein und zusammen mit den zweiten Kühlvorrichtungen 21, insbesondere über dieselben Antriebe, insbesondere relativ zur Frontplatte 26 und/oder zur Abschirmvorrichtung 38, höhenverstellbar sein.
- Die Ausströmvorrichtung 211 kann zwischen einer oberen Position OP und einer unteren Position UP verfahren werden. In der unteren Position UP befindet sich die Unterkante 219 der Ausströmvorrichtung 211 unterhalb der Werkstückoberkante 121 der Werkstücke 12, während sie sich in einer oberen Position OP darüber befindet. Auf diese Weise wird erreicht, dass der mit Werkstücken 12 bestückte Ladeteller 11 unter der zweiten Kühlvorrichtung 21 hindurchfahren kann, wenn diese sich in der oberen Position OP befindet. In der unteren Position UP befindet sich die Ausströmöffnung 212 in etwa auf Höhe der Schleifzone 15. Insbesondere kann die Ausströmöffnung 212 so tief liegen, dass die Unterkante 219 der Ausströmvorrichtung 211 in dem Bereich der Bewegungsbahn des Ladetellers 11 eindringt. In einer solchen Position UP kann Kühlluft in die Schleifzone 15, also zwischen die Schleiffläche 141 der Schleifscheibe 14 und die Grundfläche 111 des Ladetellers 11 eingeblasen werden, um die Werkstücke 12 sowie die Schleifscheiben 14 zu kühlen. Vorzugsweise wird die Ausströmvorrichtung 211 in der unteren Position so positioniert, dass Ausströmöffnung 212 auf Höhe der Werkzeugoberkante 121 liegt, also zwischen der Unterseite der oberen Schleifscheibe 14 und der Oberseite des Ladetellers 11. Die obere Position OP ist hier knapp oberhalb der Oberkante der Werkstücke 12 gezeigt. Sie kann sich aber auch weiter oben befinden, insbesondere, um einen Sicherheitsabstand zur Werkstückoberkante 121 einzuhalten. Gegebenenfalls könnte die obere Position OP so weit oben gewählt werden, bis beispielsweise das zweite Zuführungsrohr 215 beim Hineinschieben in das zweite Zuführungsrohr 215 zu einem Anschlagspunkt in dem ersten Zuführungsrohr 214 kommt, oder der Schlitten 26 einen oberen Anschlagspunkt erreicht. Die untere Position UP könnte soweit unten gewählt werden, bis die Unterkante 219 der Ausströmvorrichtung 211 mit der Oberfläche 311 der Platte 31 bzw. der Oberfläche 101 des Drehtisches 10 kollidieren würde, oder die Frontplatte 26 einen unteren Anschlagspunkt erreicht.
- Die zweite Kühlvorrichtung 21 ist so positioniert, dass die Ausströmvorrichtung 221 radial außerhalb der Umfangskontur 112 des Ladetellers 11, der sich in einer Schleifposition S befindet, angeordnet ist. Die Ausströmvorrichtung 211 weist eine Düse 216 auf, die auf die Schleifzone 15 ausgerichtet ist. Die Düse 216 kann verschiedene Mündungsquerschnitte, beispielsweise einen rechteckigen oder elliptischen Querschnitt haben. Die Düse 216 kann um die Längsachse der zweiten Kühlvorrichtung 21 manuell oder automatisch drehbar ausgebildet sein, beispielsweise um die Düse 216 ausrichten zu können. Weiterhin kann die Düse 216 Verstellelemente, beispielsweise kippbare Lamellen, aufweisen, mit denen der Ausströmwinkel des Kühlfluids eingestellt werden kann.
-
Figuren 5a und 5b zeigen eine Ausführungsform der erfindungsgemäßen Schleifmaschine, die inFigur 5a in einer Seitenansicht und inFigur 5b in einer Draufsicht dargestellt ist. Die Zwischenkammer 37 und die Innenkammer 36 sowie Zwischenkammertüren 18 sind hier nicht separat dargestellt. Die detaillierte Beschreibung der mit Bezugszeichen gekennzeichneten Teile und ihrer Funktionsweise, die bereits im Zusammenhang mit denFiguren 1a bis 1c ,2 ,3 ,4, 4a uns 4b erläutert wurden, werden nicht wiederholt und gelten für dieFiguren 5a und 5b entsprechend. - Eine dritte Kühlvorrichtung 22 ist über ein Drehwandelement 102, das fest mit dem Drehtisch 10 verbunden ist, relativ zum Drehtisch 10 fest, also mit ihm mitdrehend, angebracht. Die dritte Kühlvorrichtung 22 umfasst einen Leitungsabschnitt 223, eine Einströmöffnung 222 und eine Ausströmvorrichtung 221, die eine Ausströmöffnung 224 aufweist. Die dritte Kühlvorrichtung 22 befindet sich in einer Außenkammer 17 bzw. einer Schleifkammer 16, die den Ladeteller 11 in der Schleifposition S und die Schleifeinheit 13 umgibt. Die Außenkammer 17 ist durch die Außenwand 174, das Drehwandelement 102 sowie eine Außentür 19 seitlich begrenzt. Das Begrenzungsdeckenelement 176 schließt die Außenkammer 17 nach oben ab und weist eine Zuführöffnung 175 auf. In der vorliegenden Ausführungsform sind zwei Paare von Kühlvorrichtungen 22 vorgesehen, die symmetrisch zum Drehwandelement 102 auf dem Drehtisch 10 angeordnet sind. Das Drehwandelement 102 verläuft in radialer Richtung des Drehtisches 10 durch die Drehachse A. Die Zuführöffnung 175 fällt immer mit einer Einströmöffnung 222 zusammen, wenn sich die Ladeteller 11 in einer Schleifposition S oder einer Ladeposition L befinden. Während der Drehtisch 10 rotiert, bewegen sich die dritten Kühlvorrichtungen 22 auf Kreisbahnen um die Drehachse A des Drehtisches 10. Über die Zuführöffnung 175 kann ein Kühlfluid durch das Zuleitungssystem 28 aus einer Kühlluftversorgungseinheit 27 in den Leitungsabschnitt 223 einströmen, wenn sich die Einströmöffnung 222 dieses Leitungsabschnitts mit der Zuführöffnung 175 in Deckung befindet.
- Das untere Ende des Leitungsabschnitts 223, also das dem Drehtisch 10 zugewandte Ende, mündet in eine Ausströmvorrichtung 221, die eine Düse 225 mit einer Ausströmöffnung 224 umfasst, die auf den Ladeteller 15, insbesondere in Richtung der Schleifzone 15, ausgerichtet ist. Die Düse 225 kann verschiedene Mündungsquerschnitte, beispielsweise einen rechteckigen oder elliptischen Querschnitt haben. Die Düse 225 kann um die Längsachse der dritten Kühlvorrichtung 22 manuell oder automatisch drehbar ausgebildet sein, beispielsweise um die Düse 225 ausrichten zu können. Weiterhin kann die Düse 225 Verstellelemente, beispielsweise Lamellen, aufweisen, mit denen der Ausströmwinkel des Kühlfluids eingestellt werden kann. Der Leitungsabschnitt 223 ist als ein vertikales Rohr mit kreisförmigem Querschnitt ausgeführt, könnte aber beliebige andere Querschnitte annehmen, solange die Form der Einströmöffnung 222 mit der der Zuführöffnung 175 übereinstimmt. Es ist denkbar, Dichtungselemente, beispielsweise Dichtungslippen, an der Einströmöffnung 222 oder der Zuführöffnung 275 anzubringen, um einen verbleibenden Spalt zwischen dem Leitungsabschnitt 223 und dem Begrenzungsdeckenelement 176 gegen den Austritt von Kühlfluid abzudichten. Der Leitungsabschnitt 223 ist mit Befestigungselementen 226, beispielsweise Rohrschellen oder Flanschelemente mit Schraub- oder Schweißverbindung, mit dem Drehwandelement 102 fest verbunden. Die dritte Kühlvorrichtung 22 könnte aber beispielsweise auch direkt auf der Oberfläche 101 des Drehtisches 10, beispielsweise mit der Unterseite der Ausströmvorrichtung 221, befestigt sein.
-
Figuren 6a bis 6c zeigen eine Ausführungsform der erfindungsgemäßen Schleifmaschine, die inFigur 6a in einer Draufsicht auf den Innenraum im Schnitt Y-Y, inFigur 6b in einer Draufsicht und inFigur 6c in einer Seitenschnittansicht durch die Ebene M dargestellt ist. Diese Ausführungsform vereint viele der Merkmale der zuvor beschriebenen Ausführungsformen der erfindungsgemäßen Schleifmaschine. Die detaillierte Beschreibung der mit Bezugszeichen gekennzeichneten Teile und ihrer Funktionsweise, die bereits im Zusammenhang mitFiguren 1a bis 1c ,2 ,3 ,4a uns 4b , und5a und 5b erläutert wurden, werden nicht wiederholt und gelten für dieFiguren 6a bis 6c entsprechend. Unterschiede oder Ergänzungen dazu werden im Folgenden beschrieben. - Die Schleifmaschine 1 ist symmetrisch zur Mittelebene M aufgebaut. Erste, zweite, dritte und fünfte Kühlvorrichtungen 20, 21, 22, 50 sind in einer einzigen Ausführungsform kombiniert, wobei auch jede Unterkombination möglich wäre. Es sind jeweils symmetrisch angeordnete Paare von Kühlvorrichtungen vorgesehen. Es sind zwei verschiedene Kühlluftversorgungseinheiten 27 gezeigt, die aber auch zu einer einzigen zusammengelegt sein könnten, oder jeweils einer einzelnen Kühlvorrichtung zugeordnet sein könnten. Dabei ist das Zuleitungssystem 28 zur Kühlvorrichtung 21 (in
Figur 6b nicht dargestellt) mit regelbaren Kühlluftzufuhrklappen 30 oder Ventilen ausgestattet und führt durch das Gehäuse 24 zu einer außen, beispielsweise seitlich am Gehäuse 24, angebrachten Kühlluftversorgungseinheit 27. Das Zuleitungssystem 28 zu den Kühlvorrichtungen 20 und 22 ist mit regelbaren Kühlluftzufuhrklappen 30, oder Ventilen, und einem Verzweigungsrohrelement 29 ausgestattet, das jeder der Zuführöffnungen 375 und 175 Kühlluft zuleitet. Die Einströmöffnungen 202 und 222, bzw. die Querschnitte der daran angeschlossenen Leitungsabschnitte 203 und 223, können beispielsweise im Durchmesser und/oder der Form unterschiedlich sein. Das erste Drehwandelement 103 ist gekrümmt und folgt in etwa der Umfangskontur des Drehtisches 10. Das zweite Drehwandelement 104 ist hier als Schiebetür 105 mit zwei in radiale Richtung des Drehtisches 10 auseinander schiebbare, oder mittels eines Antriebs fahrbare, Schiebetürelemente ausgeführt. Die Schiebetür 105 kann in den Bereich auf der Innenseite der Außentüren 19 einfahren. Es wäre auch denkbar das zweite Drehwandelement 104 als schwenkbare Türen zu gestalten. Fünfte Kühlvorrichtungen 50 sind außen an der Außenwand 174 vorgesehen und haben Ausströmöffnungen 501 auf der Innenseite der Außenwand 174 auf Höhe der unteren Begrenzungsflächen 171 der Außenkammer 17, die über Verteilungskanäle mit Kühlluft versorgt werden. Von dritten Kühlvorrichtungen 22 sind genau zwei Paare mit je einer ersten Einströmöffnung 222a und einer zweiten Einströmöffnung 222b vorgesehen, wobei jeweils die beiden ersten Einströmöffnungen 222a und die beiden zweiten Einströmöffnungen 222b punktsymmetrisch zur Drehachse A des Drehtisches 10 angeordnet sind. Insbesondere sind die Kühlvorrichtungspaare 22 symmetrisch zum zweiten Drehwandelement 104 angeordnet. - Es sind Ausführungsformen der erfindungsgemäßen Schleifmaschine denkbar, bei denen nur erste Kühlvorrichtungen, nur zweite Kühlvorrichtungen, nur dritte Kühlvorrichtungen, erste und zweite Kühlvorrichtungen kombiniert, erste und dritte Kühlvorrichtungen kombiniert, zweite und dritte Kühlvorrichtungen kombiniert oder alle drei Kühlvorrichtungen kombiniert realisiert sind, jeweils mit vierten und/oder fünften Kühlvorrichtungen zusammen.
-
Figur 7 zeigt ein Ablaufdiagramm einer Ausführungsform eines erfindungsgemäßen Verfahrens. Das Verfahren beginnt mit dem Bestücken 1000 des Ladetellers 11 mit Werkstücken 12, insbesondere Schraubenfedern, die in der erfindungsgemäßen Schleifmaschine 1, insbesondere Federendenschleifmaschine, geschliffen werden sollen. Dieses Bestücken 1000 kann manuell, beispielsweise durch einen Bediener der Schleifmaschine 1, oder automatisiert, beispielsweise mittels eines Roboters, geschehen. Der Ladeteller 11 ist auf einem Drehtisch 10 exzentrisch drehbar gelagert und befindet sich zum Bestücken 1000 in einer Ladeposition L. - Anschließend findet ein Verfahren 1001 des Ladetellers 11 durch eine Außenkammer 17 in eine Schleifposition S statt, indem der Drehtisch 10 gedreht wird. Dabei fährt der Ladeteller 11 durch eine geöffnete Außentür 19 hindurch und weiter an einer geöffneten schwenkbaren Zwischentür 18 entlang seiner vorgegebenen Bewegungsbahn vorbei. Die Außentür 19 kann nun, beispielsweise durch einen Antrieb, geschlossen werden, sodass die Außenkammer 17 und eine weiter innen liegende Zwischenkammer 37 oder Innenkammer 36, insbesondere darin eventuell gefährliche, rotierende Teile wie Ladeteller 11 bzw. Schleifscheiben 14 vorteilhaft für die Arbeitssicherheit nicht mehr von außen zugänglich sind.
- Durch Positionieren 1002 einer Abschirmvorrichtung 38, insbesondere knapp oberhalb der Werkstückoberkante 121 der in dem Ladeteller 11 geladenen Werkstücke 12, insbesondere durch Ansteuern des Antriebs 32 zur Absenkung der Abschirmvorrichtung 38, wird die Schleifkammer 16 in eine Innenkammer 36 und eine Zwischenkammer 37 unterteilt, so dass die Schleifzone 15 zumindest teilweise, insbesondere die obere Schleifzone 15a, von der Innenkammer 36 umschlossen wird. Das Positionieren 1002 der Abschirmvorrichtung 38 kann auch bereits während des Verfahrens 1001 des Ladetellers 11 erfolgen, oder ganz entfallen, wenn sich beispielsweise die Sorte der zu bearbeitenden Werkstücke 12 nicht verändert hat und eine Anpassung der Positionierung, insbesondere der Höhe, der Abschirmvorrichtung 38, vorzugsweis an eine andere Federlänge, oder ein Nachjustieren entfallen kann.
- Durch Schließen 1003 der Zwischentür 18, beispielsweise durch Verschwenken um ihre Schwenkachse D mittels eines Antriebs, wird eine Schleifkammer 16, die sich räumlich aus der Zwischenkammer 37 und der Innenkammer 36 zusammensetzt, von der Außenkammer 17 räumlich abgetrennt. Die Zwischenkammer 37 umschließt bei geschlossenen Zwischentüren 18 die untere Schleifzone 15b. Auf diese Weise wird die komplette Schleifzone 15, also die obere Schleifzone 15a und die untere Schleifzone 15b, in denen das Schleifen 1004 der Werkstücke 12 durch die Schleifeinheit 13 stattfindet, in der Schleifkammer 16 eingeschlossen, so dass die Außenkammer 17 und die Umgebung der Schleifmaschine 1 gegen Schleifstaub, Schleifpartikel, Funken, Abluft und/oder Kühlflüssigkeit im Wesentlichen abgedichtet sind. Auch bei geöffneten Zwischentüren 18 ist die Umgebung der Schleifmaschine 1 noch gegen Schleifstaub, Schleifpartikel, Funken, Abluft und/oder Kühlflüssigkeit im Wesentlichen abgedichtet, solange die Außentüren 19 geschlossen sind.
- Die Verfahrensschritte des Positionierens 1002 der Abschirmvorrichtung 38 und des Schließens 1003 der Zwischentür 18 können auch in umgekehrter Reihenfolge oder gleichzeitig ausgeführt werden. Ein Werkstück 12, mit dem der Ladeteller 11 bestückt ist, durchläuft beim Verfahren 1001 des Ladetellers 11 aus einer Ladeposition L in eine Schleifposition S insbesondere drei Kammern, nämlich zuerst die Außenkammer 17 und dann die Zwischenkammer 37, um schließlich zumindest teilweise innerhalb der Innenkammer 36 geschliffen zu werden. Nach dem Schleifen 1004 werden beim Verfahren 1006 des Ladetellers 11 die drei Kammern vorzugsweise in umgekehrter Reihenfolge durchlaufen. Die Außentüren 19, Zwischentüren 18 und die Abschirmvorrichtung 38 können, insbesondere in Abhängigkeit von der Position des Ladetellers 11, aufeinander abgestimmt zeitlich versetzt geöffnet oder geschlossen bzw. positioniert werden, wodurch ein möglichst schnelles Verfahren 1001, 1006 des Ladetellers 11 und eine kurze Umrüstzeit der Schleifmaschine erreicht werden kann.
- Während des Schleifens 1004 schirmt die Abschirmvorrichtung 38 die Zwischenkammer 37 gegen den Austritt von Schleifstaub, Schleifpartikeln, Funken, Abluft und/oder Kühlflüssigkeit aus der oberen Schleifkammer 15a ab. Gleichzeitig verhindert die geschlossene Zwischenkammer 37, dass Schleifstaub, Schleifpartikel, Funken, Abluft oder Kühlflüssigkeit aus der unteren Schleifzone 15b aus der Schleifmaschine 1 austreten. Durch Aktivieren einer in die Zwischentür 18 integrierten ersten Kühlvorrichtung 20 können während des Schleifens 1004 die Werkstücke 12 und/oder der Ladeteller 11 gekühlt werden, vorzugsweise durch Einblasen von Kühlluft, insbesondere zwischen die Unterseite 114 des Ladetellers 11 und die Drehtischoberfläche 101, vorzugsweise in die untere Schleifzone 15b. Zu Beginn des Grobschleifens 1004a könnte die Kühlluftzufuhr zu ersten Kühlvorrichtungen 20, die an oder in den geschlossenen Zwischentüren 18 vorgesehen sein können, vorzugsweise durch Öffnen von Kühluftzufuhrklappen 30 im Zuleitungssystem, d.h. durch Steuern bzw. Regeln des Anstellwinkels der Klappen relativ zur vorgesehenen Strömungsrichtung des Kühlfluids, eingeschaltet oder erhöht werden.
- Das Schleifen 1004 kann in ein Grobschleifen 1004a und ein Feinschleifen 1004b unterteilt werden, wobei mögliche Parameter, um eine gröbere oder feinere Schliffoberfläche auf dem Werkstück 12 zu erzeugen, eine unterschiedlich große Zustellgeschwindigkeit der Schleifscheiben 14, und damit mehr oder weniger Abrieb an den Werkstücken 12, und/oder Drehgeschwindigkeiten des Ladetellers 11 und/oder Schleifscheiben 14 umfassen. Insbesondere während eines Grobschleifens 1004a entwickeln sich viel Schleifstaub, Funken und/oder verbrauchte Kühlflüssigkeit, die durch die Abschirmvorrichtung 38 schon hauptsächlich innerhalb Innenkammer 36 verbleiben, aufgrund der geschlossen Zwischentüren 18 zumindest aber innerhalb der Zwischenkammer 37 verbleiben. Die beim Schleifen 1004, insbesondere während des Grobschleifens 1004a, entstehende Reibungswärme erhitzt die Werkstücke 12, die über die erste Kühlvorrichtung 20, insbesondere über Belüftungsschlitze in den geschlossenen Zwischentüren 18, gekühlt werden können, wobei auch andere Kühlvorrichtungen 21, 22, 23, 50 zur Kühlung beitragen können. Ein Absaugen von Schleifstaub aus der Schleifmaschine 1 erfolgt zusammen mit eingeblasener Kühlluft durch eine Absaugöffnung 33.
- Aufgrund einer Erhöhung 1009 oder eines Einschaltens der Kühlluftzufuhr zu der in die Zwischentüren 18 integrierten ersten Kühlvorrichtung 20, möglicherweise aber auch zu den zweiten, dritten, vierten und/oder fünften Kühlvorrichtungen 21, 22, 23, 50, vorzugsweise durch Öffnen von Kühluftzufuhrklappen 30, werden Werkstücke 12 und/oder der Ladeteller 11, vorzugsweise die untere Schleifzone 15b, verstärkt gekühlt. Nach dem Schleifen 1004, vorzugsweise bereits am Ende des Grobschleifens 1004a, der Werkstücke 12 kann mit einer Reduktion 1009 oder einem Ausschalten der Kühlluftzufuhr zu der ersten Kühlvorrichtung 20, möglicherweise aber auch zu den den zweiten, dritten, vierten und/oder fünften Kühlvorrichtungen 21, 22, 23, 50 vorzugsweise durch Schließen von Kühluftzufuhrklappen 30, verhindert werden, dass während des Feinschleifens 1004b eine überflüssige Kühlung stattfindet, die unnötige Energie benötigen würde oder sich beim Verfahren 1006 des Ladetellers 11 mit den geschliffenen Werkstücken 12 in eine Ladeposition L Kühlluft überflüssigerweise aus den Zuführöffnungen 175 in die Außenkammer 17 oder die Zwischenkammer 37 geblasen wird.
- Während des Feinschleifens 1004b kann bereits ein Öffnen 1005 der schwenkbaren Zwischentüren 18 stattfinden (Variante A,
Figur 7 ). Dadurch, dass Außentüren 19 zu diesem Zeitpunkt geschlossen sein können, ist die Arbeitssicherheit insofern gegeben, dass die Schleifzone 15, insbesondere rotierende Teile wie Ladeteller 11 und/oder Schleifscheiben 14, nicht frei von außerhalb der Schleifmaschine 1 zugänglich sind. Die Schleifzone 15 ist durch die geschlossenen Außentüren 19 weiterhin eingeschlossen, sodass Schleifstaub, Funken Abluft oder Kühlflüssigkeit im Wesentlichen nicht nach außen dringen können. Die Abschirmvorrichtung 38 beschränkt deren Ausbreitung, zumindest aus der oberen Schleifzone 15a, auch während des Feinschleifens 1004b auf den Bereich innerhalb der Innenkammer 36. Es ist aber auch möglich, das Öffnen 1005 der Zwischentüren 18 erst nach Beendigung des Feinschleifens 1004b durchzuführen (Variante B,Figur 7 ). - Nach Beenden des Schleifens 1004, insbesondere des Feinschleifens 1004b, kann ein Verfahren 1006 des Ladetellers 11 mit den geschliffenen Werkstücken 12 an der geöffneten Zwischentüren 18 vorbei und durch eine geöffnete Außentür 19 hindurch in eine Ladeposition L durch Drehung des Drehtisches 10 erfolgen. In der Ladeposition L kann das Entladen 1007 der Werkstücke 12 aus dem Ladeteller 11, wiederum manuell oder maschinell, erfolgen.
- Nach dem Verfahren 1001 des Ladetellers 11 in eine Schleifposition S, kann durch Absenken 1010 einer zweiten Kühlvorrichtung 21, insbesondere einer Düse 216 für Kühlluft, in eine untere Position UP im Bereich der Höhe des Ladetellers 11, eine verbesserte Kühlung der Werkstücke 12 erreicht werden. Nach dem Schleifen 1004 der Werkstücke 12, wobei ein Grobschleifen 1004a und ein Feinschleifen 1004b vorgesehen sein könnten, erfolgt ein Anheben 1011 der Kühlvorrichtung 21 in eine obere Position OP. In dieser Position der zweiten Kühlvorrichtung 21 kann der Ladeteller 11 mit Werkstücken 12, insbesondere einer Werkstückoberkante 121, an einem unteren Ende der Kühlvorrichtung 21, insbesondere deren Unterkante 219 der Ausströmvorrichtung 211, vorbeifahren, weil die Ausströmvorrichtung 211 sich in einer oberen Position OP nicht in er Bewegungsbahn des Ladeteller 11 befindet. Dadurch kann weder beim Verfahren 1006 in eine Ladeposition L, noch beim Verfahren 1001 eine Schleifposition S der Ladeteller 11 einer zweiten Kühlvorrichtung 21 kollidieren. Das Absenken 1010 und Anheben 1011 kann zusammen mit dem Positionieren 1002 der Abschirmvorrichtung 38, insbesondere durch das Ansteuern gemeinsamer Antriebe, erfolgen.
- Nach dem Bestücken 1000 des Ladetellers 11 mit Werkstücken 12 in einer Ladeposition L, kommt der Ladeteller 11 nach dem Verfahren 1001 durch Drehung des Drehtisches 10 in eine Schleifposition S. In dieser Position fallen die Einströmöffnungen 222 einer dritten Kühlvorrichtung 22, die am Drehtisch 10 angebracht ist, mit Zuführöffnungen 175 in einer Außenkammer 17 zusammen. Dadurch ergibt sich ein durchgehender Leitungskanal für Kühlluft aus einer Kühlluftversorgungseinrichtung 27 bis zu Ausströmöffnungen 224 der dritten Kühlvorrichtungen 22. Aufgrund einer Erhöhung 1008 der Kühlluftzufuhr zu den Kühlvorrichtungen 22, vorzugsweise durch Öffnen von Kühluftzufuhrklappen 30, wird ein mit Werkstücken 12 bestückter Ladeteller 11, insbesondere durch Düsen 225 für Kühlluft, die in den Ausströmöffnungen 224 vorgesehen sein können, gekühlt. Nach dem Schleifen 1004 der Werkstücke kann mit einer Reduktion 1009 der Kühlluftzufuhr zu der Kühlvorrichtung 22, vorzugsweise durch Schließen von Kühluftzufuhrklappen 30, verhindert werden, dass sich beim Verfahren 1006 des Ladetellers 11 mit den geschliffenen Werkstücken 12 in eine Ladeposition L Kühlluft überflüssigerweise aus den Zuführöffnungen 175 in die Außenkammern 17 oder die Schleifkammer 16 geblasen wird. Während des Verfahrens 1001, 1006 des Ladetellers 11, also einer Drehung des Drehtisches 10, befinden sich die Einströmöffnungen 222 nicht mit Zuführöffnungen 175 in Deckung.
- An dieser Stelle sei darauf hingewiesen, dass alle oben beschriebenen Teile für sich alleine gesehen und in jeder Kombination, insbesondere die in den Zeichnungen dargestellten Details als wesentlich für die Erfindung beansprucht werde. Abänderungen hiervon sind dem Fachmann geläufig.
-
- 1
- Schleifmaschine
- 10
- Drehtisch
- 11
- Ladeteller
- 12
- Werkstück
- 13
- Schleifeinheit
- 14
- Schleifscheibe
- 15
- Schleifzone
- 15a
- obere Schleifzone
- 15b
- untere Schleifzone
- 16
- Schleifkammer
- 17
- Außenkammer
- 18
- Zwischentür
- 19
- Außentür
- 20
- erste Kühlvorrichtung
- 21
- zweite Kühlvorrichtung
- 22
- dritte Kühlvorrichtung
- 23
- vierte Kühlvorrichtung
- 24
- Gehäuse
- 25
- Höheneinstelleinrichtung
- 26
- Frontplatte
- 27
- Kühlluftversorgungseinheit
- 28
- Zuleitungssystem
- 29
- Verzweigungsrohrelement
- 30
- Kühlluftzufuhrklappen
- 31
- Tischplatte
- 32
- Antrieb
- 33
- Absaugöffnung
- 34
- Werkstückaufnahmevorrichtung
- 35
- Führungsschiene
- 36
- Innenkammer
- 37
- Zwischenkammer
- 38
- Abschirmvorrichtung
- 39
- Einlaufvorrichtung
- 40
- Schleifspindel
- 41
- Schleifscheibenantrieb
- 50
- fünfte Kühlvorrichtung
- 101
- Drehtischoberfläche
- 102
- Drehwandelement
- 103
- erstes Drehwandelement
- 104
- zweites Drehwandelement
- 105
- Schiebetür
- 111
- Grundfläche des Ladetellers
- 112
- Umfangskontur des Ladetellers
- 113
- Oberseite des Ladetellers
- 114
- Unterseite des Ladetellers
- 121
- Werkstückoberkante
- 122
- Werkstückunterkante
- 141
- Schleiffläche der Schleifscheibe
- 142
- Umfangskontur der Schleifscheibe
- 171
- untere Begrenzungsfläche der Außenkammer
- 172
- obere Begrenzungsfläche der Außenkammer
- 173
- Türflügelraum
- 174
- Außenwand
- 175
- Zuführöffnung
- 176
- Deckenelement
- 181
- Türinnenfläche
- 182
- Türflügel
- 183
- Türunterkante
- 184
- Türoberkante
- 185
- Türvorderkante
- 201
- Ausströmöffnung
- 202
- Einströmöffnung
- 203
- Leitungsabschnitt
- 204
- Verteilungskanal
- 211
- Ausströmvorrichtung
- 212
- Ausströmöffnung
- 213
- Teleskoprohrleitung
- 214
- erstes Zuführungsrohr
- 215
- zweites Zuführungsrohr
- 216
- Düse
- 217
- erstes Befestigungselement
- 218
- zweites Befestigungselement
- 219
- Unterkante
- 221
- Ausströmvorrichtung
- 222
- Einströmöffnung
- 223
- Leitungsabschnitt
- 222a
- erste Einströmöffnung
- 222b
- zweite Einströmöffnung
- 223
- Leitungsabschnitt
- 224
- Ausströmöffnung
- 225
- Düse
- 226
- Befestigungselement
- 231
- Ausströmöffnung
- 311
- Tischplattenoberfläche
- 312
- Ausnehmung
- 371
- untere Begrenzungsfläche der Zwischenkammer
- 372
- obere Begrenzungsfläche der Zwischenkammer
- 373
- seitliche Begrenzungsfläche der Zwischenkammer
- 375
- Zuführöffnung
- 501
- Ausströmöffnung
- A
- Drehachse des Drehtisches
- B
- Drehachse des Ladetellers
- C
- Drehachse der Schleifscheibe
- D
- Schwenkachse der Zwischentür
- E
- Drehrichtung des Ladetellers
- F
- Drehrichtung des Drehtisches
- M
- Mittelebene der Schleifmaschine
- L
- Ladeposition des Ladetellers
- S
- Schleifposition des Ladetellers
- G
- geschlossener Zustand der Zwischentür
- O
- geöffneter Zustand der Zwischentür
- 1000
- Bestücken des Ladetellers mit Werkstücken
- 1001
- Verfahren des Ladetellers in eine Schleifposition
- 1002
- Positionieren der Abschirmvorrichtung
- 1003
- Schließen der Zwischentür
- 1004
- Schleifen der Werkstücke
- 1004a
- Grobschleifen
- 1004b
- Feinschleifen
- 1005
- Öffnen der Zwischentür
- 1006
- Verfahren des Ladetellers in eine Ladeposition
- 1007
- Entladen des Ladetellers
- 1008
- Erhöhung der Kühlluftzufuhr
- 1009
- Reduktion der Kühlluftzufuhr
- 1010
- Absenken der Kühlvorrichtung
- 1011
- Anheben der Kühlvorrichtung
Claims (17)
- Schleifmaschine (1), insbesondere Federendenschleifmaschine, umfassend:- einen um eine Drehachse (A) drehbar gelagerten Drehtisch (10),- mindestens einen Ladeteller (11) zur Bestückung mit Werkstücken (12), insbesondere Schraubenfedern,o der exzentrisch in dem Drehtisch (10) um eine Drehachse (B) drehbar gelagert ist,o wobei die Drehachsen (A,B) des Drehtisches (10) und des Ladetellers (11) parallel zueinander sind undo der Ladeteller (11) durch Drehung des Drehtisches (10) von einer Ladeposition (L) in eine Schleifposition (S) verfahrbar ist,- eine Schleifeinheit (13) mit mindestens einer um eine Drehachse (C) drehbar gelagerten Schleifscheibe (14),o wobei die Drehachse (C) der Schleifscheibe (14) im Wesentlichen parallel zur Drehachse (B) des Ladetellers (11) ist undo die Schleifscheibe (14) mit mindestens einem Werkstück (12) in einer Schleifzone (15) in Schleifkontakt kommt, wenn sich der mit Werkstücken bestückte Ladeteller (11) in einer Schleifposition (S) befindet,- eine Schleifkammer (16), die die Schleifzone (15) einschließt,
wobei eine Innenkammer (36), die die Schleifzone (15) zumindest teilweise umschließt, und eine Zwischenkammer (37) durch eine Abschirmvorrichtung (38) voneinander abgrenzbar sind,- mindestens eine Außenkammer (17), die die Zwischenkammer (37) zumindest teilweise umschließt,
wobei die Zwischenkammer (37) mindestens eine Zwischentür (18) aufweist, die die Außenkammer (17) von der Zwischenkammer (37) trennt. - Schleifmaschine (1) nach Anspruch 1,
dadurch gekennzeichnet, dass
die mindestens eine Zwischentür (18) schwenkbar ist, wobei deren Schwenkachse (D) vorzugsweise parallel zur Drehachse (A) des Drehtisches (10) ist. - Schleifmaschine (1) nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
eine Türunterkante (183) der Zwischentür (18) unterhalb der Oberseite (113) des Ladetellers (11) verläuft, insbesondere unterhalb des Ladetellers (11) verläuft, vorzugsweise mit einer Oberfläche des Drehtisches (10) und/oder einer Tischplatte (31) bündig abschließt. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
seitliche Begrenzungsflächen (373) der Zwischenkammer (37) durch Türinnenflächen (181) zweier Zwischentüren (18) gebildet werden, die im geschlossenen Zustand (G) aneinander oder an weitere Begrenzungswandelemente der Zwischenkammer (37) bündig anschließen, insbesondere an Seitenflächen von Drehwandelementen (102), die auf dem Drehtisch (10) relativ zum Drehtisch (10) fest angebracht sind. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
der Ladeteller (11) und die mindestens eine Zwischentür (18) so angeordnet und aufeinander abgestimmt sind, dass im geöffneten Zustand (O) der mindestens einen Zwischentür (18) ein Ladeteller (11) an der Zwischentür (18) vorbei- aus einer Ladeposition (L) außerhalb der Schleifkammer (16) in eine Schleifposition (S) innerhalb der Schleifkammer (16) und/oder- aus einer Schleifposition (S) innerhalb der Schleifkammer (16) in eine Ladeposition (L) außerhalb der Schleifkammer (16) verfahrbar ist. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die mindestens eine Außenkammer (17) mindestens eine, vorzugsweise schwenkbare, Außentür (19) aufweist,
an der, im geöffneten Zustand der Außentür (19), ein Ladeteller (11) vorbei- aus einer Ladeposition (L) außerhalb der Außenkammer (17) in eine Schleifposition (S) innerhalb der Schleifkammer (16) und/oder- aus einer Schleifposition (S) innerhalb der Schleifkammer (16) in eine Ladeposition (L) außerhalb der Außenkammer (17) verfahrbar ist. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die mindestens eine Zwischentür (18) eine Kühlvorrichtung (20) aufweist, beispielsweise zur Kühlung von Werkstücken (12) und/oder des Ladetellers (11). - Schleifmaschine (1) nach Anspruch 7,
dadurch gekennzeichnet, dass
die Kühlvorrichtung (20) mindestens eine Ausströmöffnung (201) für ein Kühlfluid, vorzugsweise Kühlluft, aufweist, die insbesondere in Richtung der Schleifzone (15) ausgerichtet, vorzugsweise in etwa auf Höhe der unteren Schleifzone (15b) ausgebildet, weiter vorzugsweise an oder entlang der Türunterkante (183) der Zwischentür (18), insbesondere als Belüftungsschlitz entlang der inneren Türunterkante (183), ausgebildet ist. - Schleifmaschine (1) nach Anspruch 7 oder 8,
dadurch gekennzeichnet, dass
die Kühlvorrichtung (20) eine Einströmöffnung (202) für ein Kühlfluid, vorzugsweise Kühlluft, aufweist, die im geschlossenen Zustand (G) der Zwischentür (18) mit einer Zuführöffnung (375) für das Kühlfluid, die in einer oberen oder unteren Begrenzungsfläche (371, 372) der Zwischenkammer (37) ausgebildet ist, zusammenfällt, wobei die Einströmöffnung (202) vorzugsweise bündig mit der Türoberkante (184) der Zwischentür (18) ausgebildet ist. - Schleifmaschine (1) nach einem der Ansprüche 8 oder 9,
dadurch gekennzeichnet, dass
die Ausströmöffnung (201) mit der Einströmöffnung (202) über einen in die Zwischentür (18) integrierten Leitungsabschnitt (203), insbesondere ein parallel zur Schwenkachse (D) der Zwischentür (18) verlaufendes Rohr, verbunden ist. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
seitliche Begrenzungsflächen (373) der Zwischenkammer (37), insbesondere die Türinnenfläche (181) der Zwischentür (18), an die Umfangskontur (112) des Ladetellers (11), wenn dieser sich in einer Schleifposition (S) befindet, angepasst sind. - Schleifmaschine (1) nach einem der vorherigen Ansprüche,
dadurch gekennzeichnet, dass
die mindestens eine Zwischentür (18) einen Türflügel (182) aufweist, der zur Schleifzone (15) hin gekrümmt ist und/oder in Richtung senkrecht zur Schwenkachse (D) einen Knick aufweist. - Schleifmaschine (1) nach einem der Ansprüche 9 bis 12,
dadurch gekennzeichnet, dass
der Volumenstrom der Kühlluft durch die Ausströmöffnung (201), vorzugsweise über Kühluftzufuhrklappen (30) im Zuleitungssystem (28) und/oder in dem Leitungsabschnitt (203), weiter vorzugsweise für jede der Ausströmöffnungen (201) individuell, einstellbar, insbesondere regelbar, ist. - Verfahren zum Betrieb einer Schleifmaschine, insbesondere einer Federendenschleifmaschine, insbesondere nach einem der Ansprüche 1 bis 13, folgende Schritte umfassend:a) Bestücken (1000) eines auf einem Drehtisch (10) exzentrisch drehbar gelagerten Ladetellers (11) mit Werkstücken (12), vorzugsweise Schraubenfedern, in einer Ladeposition (L),b) Verfahren (1001) des Ladetellers (11) durch eine Außenkammer (17) in eine Schleifposition (S) in einer Schleifkammer (16) durch Drehung des Drehtisches (10),c) Positionieren (1002) einer Abschirmvorrichtung (38), so dass eine Innenkammer (36), die die Schleifzone (15), vorzugsweise eine obere Schleifzone (15a), zumindest teilweise umschließt, und eine Zwischenkammer (37) voneinander abgegrenzt werden,d) Schließen (1003) mindestens einer Zwischentür (18), die vorzugsweise eine Kühlvorrichtung (20) aufweist, sodass die Außenkammer (17) von der Zwischenkammer (17) räumlich getrennt wird,e) Schleifen (1004) der Werkstücke (12) in der Schleifkammer (16), wobei die Abschirmvorrichtung (38) die Zwischenkammer (37) gegenüber der Schleifzone (15), vorzugsweise der oberen Schleifzone (15a), zumindest teilweise abschirmt und vorzugsweise ein Kühlen der Schleifzone (15), vorzugsweise der unteren Schleifzone (15b), und/oder des Ladetellers (11) durch die Kühlvorrichtung (20) erfolgt,f) Öffnen (1005) der mindestens einen Zwischentür (18),g) Verfahren (1006) des Ladetellers (11) mit den geschliffenen Werkstücken (12), vorzugsweise durch eine Außenkammer (17), in eine Ladeposition (L) durch Drehung des Drehtisches (10),h) Entladen (1007) der Werkstücke (12) aus dem Ladeteller (11).
- Verfahren nach Anspruch 14, insbesondere zum Betrieb einer Schleifmaschine, insbesondere einer Federendenschleifmaschine, insbesondere nach einem der Ansprüche 7 bis 13,
dadurch gekennzeichnet, dass
das Schleifen (1004) der Werkstücke in mehreren nacheinander geschalteten Schleifschritten, insbesondere einem Grobschliffschritts (1004a) und einem Feinschliffschritt (1004b), durchgeführt wird, wobei- zu Beginn eines Grobschliffschritts (1004a) eine Erhöhung (1008) oder ein Einschalten der Kühlluftzufuhr zu Kühlvorrichtungen (20) der Zwischentüren (18), vorzugsweise durch Öffnen von Kühluftzufuhrklappen (30), erfolgt und- am Ende des Grobschliffschritts (1004a) eine Reduzierung (1009) oder ein Ausschalten der Kühlluftzufuhr zu Kühlvorrichtungen (20) der Zwischentüren (18), vorzugsweise durch Schließen von Kühlluftzufuhrklappen (30), erfolgt. - Verfahren nach Anspruch 14 oder 15, insbesondere zum Betrieb einer Schleifmaschine, insbesondere einer Federendenschleifmaschine, insbesondere nach einem der Ansprüche 1 bis 13,
dadurch gekennzeichnet, dass
das Schleifen (1004) der Werkstücke in mehreren nacheinander geschalteten Schleifschritten durchgeführt wird, wobei- während eines Grobschliffschritts (1004a) die mindestens eine Zwischentür (18) geschlossen ist und- während eines Feinschliffschritts (1004b), in dem beispielsweise weniger Schleifstaub anfällt als im Grobschliffschritt (1004a), bereits geöffnet wird. - Schleifmaschine (1) nach einem der Ansprüche 1 bis 13,
dadurch gekennzeichnet, dass
die Schleifzone (15) auf einen radialen Überlappungsbereich der mindestens einen, vorzugsweise kreiszylinderförmigen, Schleifscheibe (14) mit einem, vorzugsweise kreiszylinderförmigen, Ladeteller (11), der sich in einer Schleifposition (S) befindet, begrenzt ist und/oder
die Schleifzone (15) sich zwischen einer dem Ladeteller (11) zugewandten Schleiffläche (141) der mindestens einen Schleifscheibe (14) und einer Grundfläche (111) eines Ladetellers (11) erstreckt und/oder die Schleifeinheit (13) zwei drehbar gelagerte Schleifscheiben (14) umfasst, die Werkstücke (12) gleichzeitig jeweils mit einem Teil ihrer dem Ladeteller (11) zugewandten Schleiffläche (141) schleifen, wenn der Ladeteller (11) sich in einer Schleifposition (S) befindet und/oder
die mindestens eine Schleifscheibe (14) entlang ihrer Drehachse (C) verschieblich gelagert, insbesondere in ihrem axialen Abstand zu einem Ladeteller (11) veränderlich einstellbar, insbesondere automatisch zustellbar, ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14163070.7A EP2926948B9 (de) | 2014-04-01 | 2014-04-01 | Luft-Kühlung von Schleifscheiben und Ladeteller von Federendenschleifmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2926949A2 true EP2926949A2 (de) | 2015-10-07 |
| EP2926949A3 EP2926949A3 (de) | 2015-11-11 |
| EP2926949B1 EP2926949B1 (de) | 2022-05-04 |
Family
ID=50424075
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14163070.7A Active EP2926948B9 (de) | 2014-04-01 | 2014-04-01 | Luft-Kühlung von Schleifscheiben und Ladeteller von Federendenschleifmaschine |
| EP15162107.5A Active EP2926949B1 (de) | 2014-04-01 | 2015-03-31 | Luft-kühlung schleifscheiben und ladeteller von federendenschleifmaschine (3-kammer-system) |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14163070.7A Active EP2926948B9 (de) | 2014-04-01 | 2014-04-01 | Luft-Kühlung von Schleifscheiben und Ladeteller von Federendenschleifmaschine |
Country Status (1)
| Country | Link |
|---|---|
| EP (2) | EP2926948B9 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3597362A1 (de) | 2018-07-16 | 2020-01-22 | Officina Meccanica Domaso SpA | Federendenschleifmaschine |
| CN111318954A (zh) * | 2020-03-25 | 2020-06-23 | 慕贝尔汽车部件(太仓)有限公司 | 一种弹簧自动上料研磨装置 |
| CN116038457A (zh) * | 2022-12-26 | 2023-05-02 | 浙江金昌弹簧有限公司 | 一种具有翻料承载装置的磨簧机 |
| CN121104213A (zh) * | 2025-11-17 | 2025-12-12 | 江苏华利精密齿轮制造有限公司 | 一种高精度五轴联动数控磨齿加工磨齿机 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11590617B2 (en) | 2017-07-18 | 2023-02-28 | Kiwa Machinery Co., Ltd. | Machine tool |
| CN108818184B (zh) * | 2018-08-15 | 2023-09-01 | 浙江家度弹簧机械有限公司 | 一种卸簧机构 |
| ES2834348T3 (es) * | 2018-11-27 | 2021-06-17 | Schwaebische Werkzeugmaschinen Gmbh | Máquina de soporte de pivotado doble con dos mesas de pivotado con zonas de pivotado que se solapan una a otra así como correspondiente procedimiento de mecanizado |
| CN111922818A (zh) * | 2020-08-20 | 2020-11-13 | 上海远葆工业设计有限公司 | 一种板材抛光方法及加工设备 |
| DE202025003723U1 (de) | 2025-12-01 | 2026-02-16 | Wafios Aktiengesellschaft | Vorrichtung zur spanenden Bearbeitung von Schraubenfedern |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012201465A1 (de) | 2012-02-01 | 2013-08-01 | Wafios Ag | Verfahren zum Schleifen von Federenden und Federendenschleifmaschine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH556217A (de) * | 1972-08-28 | 1974-11-29 | Sim Sa Ets | Planschleifmaschine. |
| JP2927100B2 (ja) * | 1992-04-23 | 1999-07-28 | ブラザー工業株式会社 | 工作機械 |
| DE19907617C2 (de) * | 1999-02-23 | 2002-06-20 | Schwaebische Werkzeugmaschinen | Werkzeugmaschine mit Doppelschwenktisch |
| DE202004020485U1 (de) * | 2004-06-09 | 2005-09-22 | Niles-Simmons Industrieanlagen Gmbh | Palettenwechsler |
| JP4964826B2 (ja) * | 2008-05-23 | 2012-07-04 | 旭精機工業株式会社 | コイルばねの両端研削機 |
-
2014
- 2014-04-01 EP EP14163070.7A patent/EP2926948B9/de active Active
-
2015
- 2015-03-31 EP EP15162107.5A patent/EP2926949B1/de active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012201465A1 (de) | 2012-02-01 | 2013-08-01 | Wafios Ag | Verfahren zum Schleifen von Federenden und Federendenschleifmaschine |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3597362A1 (de) | 2018-07-16 | 2020-01-22 | Officina Meccanica Domaso SpA | Federendenschleifmaschine |
| EP4234162A1 (de) | 2018-07-16 | 2023-08-30 | OFFICINA MECCANICA DOMASO S.p.A. | Federendenschleifmaschine |
| CN111318954A (zh) * | 2020-03-25 | 2020-06-23 | 慕贝尔汽车部件(太仓)有限公司 | 一种弹簧自动上料研磨装置 |
| CN116038457A (zh) * | 2022-12-26 | 2023-05-02 | 浙江金昌弹簧有限公司 | 一种具有翻料承载装置的磨簧机 |
| CN116038457B (zh) * | 2022-12-26 | 2023-08-22 | 浙江金昌弹簧有限公司 | 一种具有翻料承载装置的磨簧机 |
| CN121104213A (zh) * | 2025-11-17 | 2025-12-12 | 江苏华利精密齿轮制造有限公司 | 一种高精度五轴联动数控磨齿加工磨齿机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2926948B9 (de) | 2024-07-10 |
| EP2926949B1 (de) | 2022-05-04 |
| EP2926949A3 (de) | 2015-11-11 |
| EP2926948A1 (de) | 2015-10-07 |
| EP2926948B1 (de) | 2024-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2926949B1 (de) | Luft-kühlung schleifscheiben und ladeteller von federendenschleifmaschine (3-kammer-system) | |
| DE69821460T2 (de) | Schleifverfahren und Vorrichtung | |
| EP2078586B1 (de) | Laserbearbeitungsmaschine mit Düsenwechseleinrichtung | |
| DE69427483T2 (de) | Bearbeitung mittels eines einseitig gerichteten schleifmittelstromes | |
| EP2408594B1 (de) | Vorrichtung zum Schleifen eines Stranggussprodukts | |
| EP3501723B1 (de) | Laserbearbeitungsvorrichtung zum bearbeiten von werkstücken mittels laser | |
| DE202016000049U1 (de) | Integriertes Werkstückpositionierungssystem mit integralem Dampfabzugssystem | |
| EP2755788B1 (de) | Honmaschine mit öldichter arbeitswanne | |
| DE1652132A1 (de) | Honmaschine | |
| DE102010026777A1 (de) | Schleifmaschine | |
| DE3215509C2 (de) | ||
| AT513168B1 (de) | Vorrichtung zur spanabhebenden Bearbeitung von Flächen | |
| DE102006043358B4 (de) | Abdeckaufbau für eine Werkzeugmaschine | |
| DE3619341C2 (de) | Reinigungseinrichtung mit Antriebsmotor für eine ebene Sichtscheibe einer insbesondere öffenbaren Schutzabdeckung einer Werkzeugmaschine | |
| EP3356074B1 (de) | Verzahnungsbearbeitungsmaschine mit balg | |
| DE102014220182A1 (de) | Räumwerkzeug sowie Vorrichtung zur Herstellung von Nuten in einem Werkstück | |
| DE19514390A1 (de) | Schleifmaschine | |
| WO2012016878A1 (de) | Vorrichtung zum trocknen von werkstücken nach einem reinigungsvorgang | |
| EP1509342B1 (de) | Trockenreinigungsanlage für werkstücke | |
| DE69012283T2 (de) | Filtereinheit. | |
| DE202007005860U1 (de) | Kühleranlage | |
| DE102006058675A1 (de) | Vorrichtung und Verfahren zum Oberflächenstrahlen eines Bauteils einer Gasturbine | |
| DE202016006664U1 (de) | Kühlmittelzuführung für eine Werkzeugmaschine, insbesondere eine Schleifmaschine | |
| DE102016012904A1 (de) | Kühlmittelzuführung für eine Werkzeugmaschine, insbesondere eine Schleifmaschine | |
| EP3016744B1 (de) | Ventil-mühle-anordnung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 7/16 20060101AFI20151005BHEP Ipc: B24B 55/02 20060101ALI20151005BHEP Ipc: B23Q 11/08 20060101ALI20151005BHEP Ipc: B24B 55/04 20060101ALI20151005BHEP Ipc: B24B 41/00 20060101ALI20151005BHEP Ipc: B24B 27/00 20060101ALI20151005BHEP Ipc: B24B 7/17 20060101ALI20151005BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160511 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20181128 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211026 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1488506 Country of ref document: AT Kind code of ref document: T Effective date: 20220515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: DE Ref legal event code: R096 Ref document number: 502015015809 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220905 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220804 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220805 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015015809 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| 26N | No opposition filed |
Effective date: 20230207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1488506 Country of ref document: AT Kind code of ref document: T Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250331 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20260304 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20260320 Year of fee payment: 12 |