EP3191276B1 - Procédé de commande d'un système de scie murale par sciage en long - Google Patents
Procédé de commande d'un système de scie murale par sciage en long Download PDFInfo
- Publication number
- EP3191276B1 EP3191276B1 EP15757255.3A EP15757255A EP3191276B1 EP 3191276 B1 EP3191276 B1 EP 3191276B1 EP 15757255 A EP15757255 A EP 15757255A EP 3191276 B1 EP3191276 B1 EP 3191276B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- saw
- end point
- blade
- main
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/005—Devices for the automatic drive or the program control of the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/042—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs the saw blade being carried by a pivoted lever
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/044—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs the saw blade being movable on slide ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/10—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with provision for measuring
Definitions
- the present invention relates to a method for controlling a wall sawing system when making a separating cut according to the preamble of claim 1.
- the wall sawing system comprises a guide rail and a wall saw with a saw head, a motorized feed unit that moves the saw head parallel to a feed direction along the guide rail, and at least one saw blade that is attached to a saw arm of the saw head and driven about a rotational axis by a drive motor.
- the saw arm is designed to be pivotable about a pivot axis by means of a pivot motor. By pivoting the saw arm about the pivot axis, the penetration depth of the saw blade into the workpiece is changed.
- the motorized feed unit comprises a guide carriage and a feed motor, with the saw head being mounted on the guide carriage and moved along the guide rail via the feed motor.
- a sensor device with a pivot angle sensor and a displacement sensor is provided to monitor the wall sawing system.
- the pivot angle sensor measures the current pivot angle of the saw arm
- the displacement sensor measures the current position of the saw head on the guide rail. The measured values for the current swivel angle of the saw arm and the current position of the saw head are regularly transmitted to a control unit of the wall saw.
- the saw head After the controlled machining process has started, the saw head is positioned in a start position. In the start position, the saw arm is pivoted in a negative direction of rotation around the pivot axis and arranged at the negative first main cutting angle. The saw head is moved in a positive feed direction along the guide rail towards the second end point, with the saw arm in a pulling arrangement during machining. Before reaching the second end point, the saw head is stopped and moved back sufficiently far in a negative feed direction, opposite to the positive feed direction. The saw arm is pivoted in a positive direction of rotation, opposite to the negative direction of rotation, from the negative first main cutting angle to a positive main cutting angle of the saw arm.
- the saw arm is pivoted from the negative first main cutting angle to the positive first main cutting angle and the saw head is moved in the positive feed direction towards the second end point, with the saw arm in a pushing arrangement.
- the feed direction is reversed and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pulling arrangement.
- the saw head is stopped and moved back sufficiently far in the positive feed direction.
- the saw arm is pivoted from the positive first main cutting angle to the negative first main cutting angle and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pushing arrangement.
- the saw arm is pivoted from the negative first main cutting angle to the positive second main cutting angle and the saw head is moved in the positive feed direction towards the second end point, with the saw arm in a pushing position.
- the feed direction is reversed and the saw head is moved in the negative feed direction towards the first end point, with the saw arm in a pulling position.
- the saw head is stopped and moved back sufficiently far in the positive feed direction.
- the saw arm is pivoted from the negative second main cutting angle to a positive main cutting angle and the saw head is moved in the negative feed direction toward the first end point, with the saw arm in a pushing arrangement.
- the saw arm is pivoted to the positive second main cut angle.
- a third main cut is performed with a third main cut angle
- the saw arm is pivoted from the negative second main cut angle to the positive third main cut angle of the third main cut. The process steps are repeated until the final depth of the severing cut is reached.
- the known method for controlling a wall sawing system has the disadvantage that the saw head is reset before processing, in a pushing position with the saw arm. During the reset, only the saw head is positioned and no machining of the workpiece takes place. The time required for positioning increases the downtime, especially for short cuts.
- the object of the present invention is to develop a method for controlling a wall sawing system with high processing quality, in which the downtime for positioning the saw head and saw arm is reduced.
- High processing quality means, among other things, producing a separating cut with a narrow cutting gap.
- a saw arm length of the saw arm which is defined as the distance between the pivot axis of the saw arm and the rotational axis of the saw blade, a distance between the pivot axis and the top side of the workpiece, a first width for a blade guard used during the first main cut and a second width for a blade guard used during the second main cut are additionally determined, wherein the first and second widths are each composed of a first distance of the rotational axis to the first blade guard edge and a second distance of the rotational axis to the second blade guard edge, and the saw head is stopped during the controlled processing in a position in which a pivoting movement of the saw arm into a new pivot angle takes place, wherein after the pivoting movement of the saw arm into the new pivot angle, a second boundary of the wall saw facing the second end point coincides with the second end point, wherein the second boundary of the wall saw is defined by a boundary facing the second end point facing, second upper exit point
- the inventive method for controlling a wall sawing system has the advantage that machining is possible with a saw arm arranged exclusively in a pulling motion, and idle times for positioning the saw head are reduced by appropriate position control of the saw head.
- the second boundary of the wall saw is used to control the process during the transition from the first main cut to the second main cut. If there is a free end point without obstacles, the second boundary is formed by the second upper exit point of the saw blade used. If there is an obstacle, it is formed by the second saw blade edge (without blade guard) and the second blade guard edge (with blade guard).
- the control unit For controlled processing of a separating cut, the control unit must know various parameters. These include the saw arm length, which is a fixed, device-specific dimension of the wall saw, and the vertical distance between the pivot axis and the surface of the workpiece, which depends not only on the geometry of the wall saw but also on the geometry of the guide rail used.
- the saw head position is controlled via the blade guard edge of the blade guard facing the obstacle.
- the first and second distances between the rotation axis and the blade guard edges are different, whereas with a symmetrical blade guard, the first and second distances between the blade guard edges are equal to half the width of the blade guard.
- the control method according to the invention is characterized in that the second limit of the wall saw coincides with the second end point after the saw arm has pivoted into the new pivot angle.
- the new pivot angle corresponds to the first main cutting angle of the first main cut, and in a second refinement, to the second main cutting angle of the second main cut.
- the saw arm is arranged exclusively in a pulling position and pivoted into a position such that, after pivoting, the second limit of the wall saw coincides with the second end point.
- the pivoting residual material remains in the area of the pivot axis.
- the residual material from the first main cut is completely removed in the first main cut, and in a second variant, it is partially removed in the first main cut.
- the saw head is moved in a negative feed direction opposite to the positive feed direction by a path length of at least 2 ⁇ ⁇
- the first variant is referred to as complete removal of the residual material.
- the path length is set so that the residual material not removed by pivoting the saw arm is completely captured.
- the saw head is positioned for the second main cut. If there is a free end point without obstacles, the second upper exit point is used. If there is an obstacle, the second saw blade edge or the second blade guard edge is used, depending on whether the machining is carried out without The cutting depth can be adjusted to either a blade guard or a blade guard.
- the first option has the advantage that the remaining material is completely removed in the first main cut, and in the second main cut, only the cutting depth of the second main cut needs to be removed. Therefore, the first option is suitable for lower-performance drive motors.
- the second variant is referred to as partial removal of the residual material. This combines the removal of the residual material and the positioning of the saw head for the second main cut. After pivoting the saw arm to the positive first main cutting angle, the saw head is moved until the pivot axis is at a defined distance from the second end point E 2. The distance depends on whether the end point is a free end point with no obstacles or, if the end point is an obstacle, whether the processing is carried out with or without a blade guard. The distance is set so that the second limit of the wall saw coincides with the second end point E 2 after pivoting to the positive second main cutting angle.
- the second variant has the advantage that the removal of the residual material and positioning for the second main cut are combined, eliminating the additional positioning step; on the other hand, a greater cutting depth must be removed in the second main cut. This makes the second variant suitable for high-performance wall saws.
- the second refinement of the control method completely eliminates the removal of residual material during the first main cut.
- the distance is set so that the second limit of the wall saw coincides with the second end point after the saw arm pivots into the positive second main cutting angle.
- This variant without removing residual material has the lowest downtime; however, a powerful drive motor for the saw blade is required, capable of handling the greater cutting depth at the end point.
- the saw head is moved in the negative feed direction with the saw arm inclined at the positive second main cutting angle.
- the saw head is then moved during machining controlled by the control unit in such a way that a first limit of the wall saw facing the first end point coincides with the first end point after the pivoting movement of the saw arm from the positive second main cutting angle to a new pivoting angle, wherein the first limit of the wall saw is formed by a first upper exit point of the saw blade used on the upper side of the workpiece facing the first end point if the first end point represents a free end point without an obstacle, by a first saw blade edge of the saw blade used facing the first end point if the first end point represents an obstacle and machining is carried out without a blade guard, and by a first blade guard edge of the blade guard used facing the first end point if the first end point represents an obstacle and machining is carried out with a blade guard.
- the method according to the invention is characterized in that the first limit of the wall saw, facing the first end point, is also used for control. After the saw arm pivots to the new pivot angle, the first limit of the wall saw coincides with the first end point. In a first refinement, the new pivot angle corresponds to the negative second main cutting angle of the second main cut, and in a second refinement, the negative third main cutting angle of a subsequent third main cut.
- the second main cut represents the last main cut of the main cutting sequence.
- the saw head is moved in the positive feed direction with the saw arm inclined at the negative second main cutting angle by a distance of at least 2 ⁇ ⁇
- the main cutting sequence comprises a third main cut to be carried out after the second main cut with a third main cutting angle of the saw arm, a third diameter of the saw blade used and a third width of the blade guard used with a first and second distance to the blade guard edges, wherein the saw arm is arranged in a pulling arrangement during the third main cut and the saw head is moved in the positive feed direction.
- the saw head is moved in the negative feed direction so that the first limit of the wall saw after the swivel movement of the saw arm in the negative second main cutting angle coincides with the first end point, wherein the first boundary is formed by a first upper exit point of the saw blade used on the upper side of the workpiece, facing the first end point, if the first end point represents a free end point without an obstacle, by a first saw blade edge of the saw blade used, facing the first end point, if the first end point represents an obstacle and the machining is carried out without a blade guard, and by a first blade guard edge of the blade guard used, facing the first end point, if the first end point represents an obstacle and the machining is carried out with a blade guard.
- the saw head is moved in the positive feed direction with the saw arm inclined at the negative second main cutting angle by a path length of at least 2 ⁇ ⁇
- the third variant completely dispenses with the removal of residual material during the second main cut.
- the distance is set so that the first limit of the wall saw coincides with the first end point after the saw arm has pivoted.
- the variant without removing residual material has the lowest downtime; however, a powerful drive motor capable of handling the greater cutting depth at the end point is required.
- the first and second main cuts are performed with one saw blade and one blade guard, or alternatively, the first main cut is performed with one first saw blade and one first blade guard, the first saw blade having a first saw blade diameter and the first blade guard having a first blade guard width, and the second main cut is performed with one second saw blade and one second blade guard, the second saw blade having a second saw blade diameter and the second blade guard having a second blade guard width.
- the first main cut of the main cutting sequence represents a pre-cut and the saw head is positioned in a start position after the start of the processing controlled by the control unit, wherein in the start position the first limit of the wall saw facing the first end point coincides with the first end point after the pivoting movement into the negative first main cutting angle.
- the method according to the invention applies to all main cuts where the main cut angle is less than or equal to a critical pivot angle.
- the critical pivot angle corresponds to ⁇ 90° if the end point represents an obstacle, and the critical pivot angle corresponds to 180° - arccos[ ⁇ /( ⁇ + D/2)] if the end point represents a free end point without an obstacle.
- FIG. 1 shows a wall sawing system 10 with a guide rail 11, a tool 12 arranged displaceably on the guide rail 11 and a remote control 13.
- the tool is designed as a wall saw 12 and comprises a processing unit 14 and a motorized feed unit 15.
- the processing unit is designed as a saw head 14 and comprises a processing tool 16 designed as a saw blade, which is fastened to a saw arm 17 and is driven by a drive motor 18 about a rotation axis 19 .
- the saw blade 16 is surrounded by a blade guard 21 , which is attached to the saw arm 17 by means of a blade guard holder.
- the saw arm 17 is designed to be pivotable about a pivot axis 23 by a pivot motor 22.
- the pivot angle ⁇ of the saw arm 17, together with a saw blade diameter D of the saw blade 16, determines how deeply the saw blade 16 penetrates a workpiece 24 to be machined.
- the drive motor 18 and the pivot motor 22 are arranged in a device housing 25.
- the motorized feed unit 15 comprises a guide carriage 26 and a feed motor 27, which in the exemplary embodiment is also arranged in the device housing 25.
- the saw head 14 is attached to the guide carriage 26 and is designed to be displaceable along the guide rail 11 in a feed direction 28 via the feed motor 27.
- a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged in the device housing 25, in addition to the motors 19, 22, 27, a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged in the device housing 25, in addition to the motors 19, 22, 27, a control unit 29 for controlling the saw head 14 and the motorized feed unit 15 is arranged.
- a sensor device with multiple sensor elements is provided to monitor the wall sawing system 10 and the machining process.
- a first sensor element 32 is designed as a pivot angle sensor, and a second sensor element 33 is designed as a displacement sensor.
- the pivot angle sensor 32 measures the current pivot angle of the saw arm 17, and the displacement sensor 33 measures the current position of the saw head 14 on the guide rail 11.
- the measured values are transmitted from the swivel angle sensor 32 and the travel sensor 33 to the control unit 29 and used to control the wall saw 12.
- the remote control 13 comprises a device housing 35, an input device 36, a display device 37 , and a control unit 38 arranged inside the device housing 35.
- the control unit 38 converts the inputs from the input device 36 into control commands and data, which are transmitted to the wall saw 12 via a first communication connection.
- the first communication connection is designed as a wireless communication connection 41 or as a communication cable 42.
- the wireless communication connection is designed as a radio connection 41, which is established between a first radio unit 43 on the remote control 13 and a second radio unit 44 on the power tool 12.
- the wireless communication connection 41 can be designed in the form of an infrared, Bluetooth, WLAN, or Wi-Fi connection.
- FIG. 2A , B show the guide rail 11 and the wall saw 12 of the wall saw system 10 of the FIG. 1 when creating a separating cut 51 in the workpiece 24 of the workpiece thickness d.
- the separating cut 51 has a final depth T and runs in the feed direction 28 between a first end point E 1 and a second end point E 2 .
- the X direction is defined as a direction parallel to the feed direction 28, with the positive X direction being directed from the first end point E 1 to the second end point E 2
- the Y direction is defined as a direction perpendicular to the X direction into the depth of the workpiece 24.
- the end point of a severance cut can be defined as a free end point without obstacles or as an obstacle. Both end points can be defined as free end points without obstacles, both end points as obstacles, or one end point as a free end point and the other end point as an obstacle. Overlapping may be permitted at a free end point without obstacles. Due to the overlapping, the cutting depth at the end point reaches the final depth T of the severance cut. In the example of the FIG. 2A , B the endpoints E 1 , E 2 form free endpoints without obstacle, whereby an intersection is not permitted at the free first endpoint E 1 and an intersection has occurred at the second endpoint E 2 .
- FIG. 2A shows the saw head 14 in an assembly position X 0 and the saw arm 17 in a basic position of 0°.
- the saw head 14 is positioned by the operator in the assembly position X 0 on the guide rail 11 using the guide carriage 26.
- the assembly position X 0 of the saw head 14 lies between the first and second end points E 1 , E 2 and is determined by the position of the pivot axis 23 in the feed direction 28.
- the position of the pivot axis 23 is particularly suitable as a reference position X Ref for the position monitoring of the saw head 14 and the control of the wall saw 12, since the X position of the Pivot axis 23 remains unchanged even during the pivoting movement of the saw arm 17.
- a different X-position on the saw head 14 can be defined as the reference position, although in this case the distance in the X-direction to the pivot axis 23 must also be known.
- the X positions of the first and second end points E 1 , E 2 are defined by entering partial lengths.
- the distance between the mounting position X 0 and the first end point E 1 determines a first partial length L 1
- the distance between the mounting position X 0 and the second end point E 2 determines a second partial length L 2 .
- the X positions of the end points E 1 , E 2 can be defined by entering a partial length (L 1 or L 2 ) and a total length L as the distance between the end points E 1 , E 2 .
- the separating cut 51 is created in several partial cuts until the desired final depth T is reached.
- the partial cuts between the first and second end points E 1 , E 2 are defined as main cuts, and the cutting sequence of the main cuts is defined as the main cutting sequence. Additional corner processing can be performed at the end points of the separating cut. This is referred to as obstacle processing in the case of an obstacle and as overcut processing in the case of a free end point with overlap.
- the main cutting sequence can be set by the operator, or the control unit of the wall sawing system can determine the main cutting sequence based on several constraints.
- the first main cut also known as the pre-cut
- the subsequent main cuts are generally performed at the same cutting depth, but can also have different cutting depths.
- the constraints typically set by an operator include the cutting depth of the pre-cut, the pre-cut power, and the maximum cutting depth of the subsequent main cuts.
- the control unit can determine the main cutting sequence based on these constraints.
- the main cuts of a separating cut are performed with one saw blade diameter or with two or more saw blade diameters. If several saw blades are used, processing usually begins with the smallest saw blade diameter.
- the saw blade 16 In order to be able to mount the saw blade 16 on the saw arm 17, the saw blade 16 must be arranged in the basic position of the saw arm 17 above the workpiece 24. Whether this boundary condition is met depends on two device-specific variables of the wall sawing system 10, firstly, a vertical distance ⁇ between the pivot axis 23 of the saw arm 17 and a top side 53 of the workpiece 24 and secondly, a saw arm length ⁇ of the saw arm 17, which is the distance between the rotation axis 19 of the saw blade 16 and the pivot axis 23 of the saw arm 17.
- the saw blade 16 is arranged in the home position above the workpiece 24.
- the saw arm length ⁇ is a fixed device-specific variable of the wall saw 12, whereas the vertical distance ⁇ between the pivot axis 23 and the surface 53 depends not only on the geometry of the wall saw 12 but also on the geometry of the guide rail 11 used.
- the saw blade 16 is mounted on a flange on the saw arm 17 and is driven by the drive motor 18 around the rotation axis 19 during sawing operation.
- the pivot angle is 0° and the rotation axis 19 of the saw blade 16 lies in the depth direction 52 above the pivot axis 23.
- the saw blade 16 is moved from the basic position at 0° into the workpiece 24 by a pivoting movement of the saw arm 17 about the pivot axis 23.
- the saw blade 16 is driven by the drive motor 18 about the rotation axis 19.
- the saw blade 16 should be surrounded by the blade guard 21 during operation.
- the wall saw 12 is operated with or without the blade guard 21.
- the blade guard 21 can be removed. If different saw blade diameters are used to process the separating cut, different blade guards with corresponding blade guard widths are generally also used.
- FIG. 2B shows the saw arm 17, which is inclined in a negative rotation direction 54 at a negative pivot angle - ⁇ .
- the saw arm 17 is adjustable in the negative rotation direction 54 between pivot angles of 0° to -180° and in a positive rotation direction 55 opposite to the negative rotation direction 54 between pivot angles of 0° to +180°.
- FIG. 2B The arrangement of the saw arm 17 shown is referred to as a pulling arrangement when the saw head 14 is moved in a positive feed direction 56. If the saw head 14 is moved in a negative feed direction 57 opposite to the positive feed direction 56, the arrangement of the saw arm 17 is referred to as a pushing arrangement.
- the maximum penetration depth of the saw blade 16 into the workpiece 24 is achieved. Due to the swivel movement of the saw arm 17 about the swivel axis 23, the position of the rotation axis 19 is shifted in the X-direction and in the Y-direction. The displacement of the rotation axis 19 depends on the saw arm length ⁇ and the The displacement ⁇ x in the X direction is ⁇ . sin( ⁇ ) and the displacement ⁇ y in the Y direction is ⁇ ⁇ cos( ⁇ ).
- the saw blade 16 creates a cutting wedge in the workpiece 24 in the shape of a circular segment with a height h and a width b.
- the height h of the circular segment corresponds to the penetration depth of the saw blade 16 into the workpiece 24.
- the control of the wall saw 12 during the separating cut depends on whether the end points are defined as obstacles and, in the case of an obstacle, whether the processing is carried out with or without the blade guard 21.
- the control of the wall saw 12 in the method according to the invention is carried out via upper exit points of the saw blade 16 on the upper side 53 of the workpiece 24.
- the upper exit points of the saw blade 16 can be calculated from the reference position X Ref of the pivot axis 23 in the X direction, the displacement path ⁇ x of the rotation axis 19 in the X direction and the width b.
- first upper exit point 58 An upper exit point facing the first end point E 1 is referred to as the first upper exit point 58 and an upper exit point facing the second end point E 2 is referred to as the second upper exit point 59.
- end points E 1 , E 2 are defined as obstacles, it is not possible to cross the end points E 1 , E 2 with the wall saw 12.
- the control of the wall saw 12 in the method according to the invention takes place via the reference position X Ref of the pivot axis 23 and the limitation of the wall saw 12.
- FIG. 3A , B show the wall sawing system 10 during the creation of a separating cut between the first end point E 1 and the second end point E 2 , which are defined as obstacles, wherein the processing takes place without the blade guard 21.
- a first saw blade edge 61 which faces the first end point E 1
- a second saw blade edge 62 which faces the second end point E 2 , form the boundary of the wall saw 12.
- the X-positions of the first and second saw blade edges 61, 62 in the X-direction can be calculated from the reference position X Ref of the pivot axis 23, the displacement path ⁇ x of the rotation axis 19 and the saw blade diameter D.
- FIG. 3A shows the wall saw 12 with the saw arm 17 inclined in the negative direction of rotation 54 at a negative pivot angle - ⁇ (0° to -180°).
- 3B shows the wall saw 12 with the saw arm 17 inclined in the positive direction of rotation 55 at a positive pivot angle ⁇ (0° to +180°).
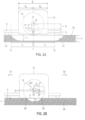
- FIG. 4A , B show the wall saw system 10 during the creation of a separating cut between the first end point E 1 and the second end point E 2 , which are defined as obstacles, with the machining being carried out with the blade guard 21.
- a first blade guard edge 71 which faces the first end point E 1
- a second blade guard edge 72 which faces the second end point E 2 , form the boundary of the wall saw 12.
- FIG. 4A shows the wall saw 12 with the saw arm 17 inclined at a negative swivel angle - ⁇ (0° to -180°) and the mounted blade guard 21 of blade guard width B.
- the distances of the rotation axis 19 to the blade guard edges 71, 72 are determined before the start of the controlled machining, whereby the distance to the first blade guard edge 71 is referred to as the first distance B a and the distance to the second blade guard edge 72 is referred to as the second distance B b .
- FIG. 4B shows the wall saw 12 with the saw arm 17 inclined at a positive swivel angle ⁇ (0° to +180°) and the mounted blade guard 21 of blade guard width B.
- FIG. 2A , B show a cut between two endpoints E 1 , E 2 , which are defined as free endpoints without obstacle
- FIG. 3A , B and 4A, B show a cut between two endpoints E 1 , E 2 , which are defined as obstacles.
- cuts are also possible in which one endpoint is defined as an obstacle and the other endpoint represents a free endpoint without obstacle, whereby the control of the wall saw at the free end point via the upper exit point of the saw blade and at the obstacle via the saw blade edge (machining without blade guard 21) or the blade guard edge (machining with blade guard 21).
- the first upper exit point 58, the first saw blade edge 61 and the first blade protection edge 71 are collectively referred to as the "first boundary" of the wall saw 12, and the second upper exit point 59, the second saw blade edge 62 and the second blade protection edge 72 are collectively referred to as the "second boundary”.
- FIGS. 5A-N show the wall saw system 10 of the FIG. 1 with the guide rail 11 and the wall saw 12 when creating a separating cut of final depth T in the workpiece 24 between the first end point E 1 , which is defined as a free end point without obstacles, and the second end point E 2 , which is also defined as a free end point without obstacles.
- the wall saw 12 is controlled at the first end point E 1 via the first upper exit point 58 of the saw blade used and at the second end point E 2 via the second upper exit point 59 of the saw blade used.
- the separating cut comprises a main cutting sequence of at least two main cuts performed between the first end point E 1 and the second end point E 2 ; in addition, a first corner machining operation is performed at the first end point E 1 and a second corner machining operation is performed at the second end point E 2 , which are not part of the method according to the invention. If an overlap at an end point is permitted, an overlap sequence is defined for the free end point; otherwise, a corner cutting sequence is defined.
- the main cutting sequence comprises a first main cut with a first main cutting angle ⁇ 1 of the saw arm 17, a first diameter D 1 of the saw blade used, a first penetration depth h 1 of the saw blade used into the workpiece 24 and a first width B 1 of the blade guard used and a following second main cut with a second main cutting angle ⁇ 2 of the saw arm 17, a second diameter D 2 of the saw blade used, a second penetration depth h 2 of the saw blade used into the workpiece 24 and a second width B 2 of the blade guard used.
- the first and second main cuts are performed in the exemplary embodiment with the same saw blade 16 and the same blade guard 21. Therefore, the first diameter D 1 of the first main cut and the second diameter D 2 of the second main cut correspond to the saw blade diameter D of the saw blade 16, and the first width B 1 of the first main cut and the second width B 2 of the second main cut correspond to the blade guard width B of the saw blade 16.
- the blade guard 21 is constructed symmetrically and the distance of the rotation axis 19 to the blade guard edges 71, 72 corresponds to B/2. In the case of an asymmetric blade guard, the first distance B a to the first blade guard edge 71 and the second distance B b to the second blade guard edge 72 are used.
- FIG. 5A shows the wall saw 12 in the assembly position X 0 of the saw head 14 and the basic position 0° of the saw arm 17.
- the saw head 14 is moved from the assembly position X 0 to a start position X Start ( FIG. 5B ).
- the machining of the first main cut begins at the first end point E 1 .
- the saw blade 16 is driven by the drive motor 18 about the rotation axis 19 and the saw arm 17 is pivoted from the home position 0° in the negative rotation direction 54 about the pivot axis 23.
- the pivot angle of the saw arm 17 is regularly measured by the pivot angle sensor 32 during the pivoting movement.
- the pivoting movement of the saw arm 17 is interrupted ( FIG. 5C ).
- the saw head 14 is moved in the positive feed direction 56 towards the second end point E 2 ( FIG. 5D ). During the feed movement, the position of the saw head 14 is regularly measured by the displacement sensor 33. The feed movement is stopped when the pivot axis 23 has a distance of ⁇ [h 1 ⁇ (D, - h 1 )] + ⁇ ⁇ sin(- ⁇ 1 ) to the second end point E 2 ( FIG. 5E ). The saw arm 17 is then pivoted in the positive direction of rotation 55 around the pivot axis 23 from the negative first main cutting angle - ⁇ 1 to the positive first main cutting angle + ⁇ 1 ( FIG. 5F ).
- the displacement of the rotation axis 19 due to the pivoting from - ⁇ 1 to + ⁇ 1 was taken into account.
- the distance was set such that the second upper exit point 59 of the saw blade 16 facing the second end point E 2 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive first main cutting angle + ⁇ 1 .
- FIG. 5G In the embodiment shown, the remaining material is completely removed in the first main cut.
- the saw head 14 is displaced in the negative feed direction 57 by a distance of 2 ⁇ ⁇
- the saw head 14 is positioned in the feed direction 28 such that the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] + ⁇ ⁇ sin(+ ⁇ 2 ) to the second end point E 2 ( FIG. 5H ).
- the saw arm 17 is pivoted from the positive first main cutting angle + ⁇ 1 to the positive second main cutting angle + ⁇ 2 ( FIG. 5I ).
- the distance is set so that the second upper exit point 59 of the saw blade 16 facing the second end point E 2 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 .
- the saw head 14 is moved in the negative feed direction 57 towards the first end point E 1 ( FIG. 5J ), whereby the position of the saw head 14 is regularly measured by the displacement sensor 33 during the feed movement.
- the feed movement is stopped when the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) from the first end point E 1 ( FIG. 5K ).
- the saw arm 17 is pivoted in the negative direction of rotation 54 and arranged in the negative second main cutting angle - ⁇ 2 ( FIG. 5L ).
- the distance was set so that the first upper exit point 58 of the saw blade 16 facing the first end point E 1 coincides with the first end point E 1 after the pivoting movement of the saw arm 17 into the negative second main cutting angle - ⁇ 2 .
- the saw head 14 is displaced in the positive feed direction 56 by a distance of 2 ⁇ ⁇
- the second main cut and thus also the separating cut between the first and second end points E 1 , E 2 are completed.
- the saw arm 17 is moved to the basic position 0° ( FIG. 5N ).
- FIGS. 5E to 5H The complete removal of the residual material at the end of the first main cut and the positioning of the saw head 14 for the second main cut are shown.
- the removal of the residual material and the positioning of the saw head 14 is summarized.
- the saw arm 17 After the saw arm 17 has been pivoted into the positive first main cutting angle + ⁇ 1 , the saw head 14 is moved in the negative feed direction 57 until the pivot axis 23 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) from the second end point E 2 .
- the distance is set such that the second upper exit point 59 of the saw blade 16 coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 .
- the removal of the residual material is omitted.
- the saw head 14 is stopped by the control unit 29 in a position in which the pivot axis 23 in the feed direction 28 has a distance of ⁇ [h 2 ⁇ (D 2 - h 2 )] - ⁇ ⁇ sin(+ ⁇ 2 ) to the second end point E 2.
- the saw arm 17 is pivoted from the negative first main cutting angle - ⁇ 1 to the positive second main cutting angle + ⁇ 2.
- the distance is set such that the second upper exit point 59 of the saw blade 16, facing the second end point E 2 , coincides with the second end point E 2 after the pivoting movement of the saw arm 17 to the positive second main cutting angle + ⁇ 2.
- the variant without removal of the residual material has the lowest non-productive times of the three variants; However, a powerful drive motor 18 is required that can handle the greater cutting depth at the end point.
- FIGS. 5A-N show a main cutting sequence with a first and second main cut.
- the number of main cuts depends, among other things, on the final depth T of the severing cut, the material of the workpiece 24, and the power of the drive motor 18.
- the main cutting angles ⁇ i and penetration depths h i of the individual main cuts can be specified by the operator, or the control unit 29 of the wall saw 12 calculates the main cutting angles or penetration depths for the individual main cuts from the boundary conditions of the severing cut.
- FIGS. 6A-H show the wall sawing system 10 with the wall saw 12 during the creation of a further separating cut between a first end point E 1 , which represents an obstacle, and a second end point E 2 , which is defined as a free end point without an obstacle.
- the wall saw 12 is controlled at the first end point E 1 via the first saw blade edge 61 (without blade guard 21) or the first blade guard edge 71 (with blade guard 21), and at the second end point E 2 via the second upper exit point 59 of the saw blade used.
- the separating cut is created in a main cutting sequence of several main cuts until the desired final depth T is reached.
- corner processing in the form of obstacle processing is carried out at the first end point E 1 and at the second end point E 2, corner machining in the form of an overcut machining, wherein the corner machining at the first and second end points is not part of the method according to the invention
- the main cutting sequence comprises a first main cut with a first main cutting angle ⁇ 1 of the saw arm 17, a first diameter D 1 and a first penetration depth h 1 of the saw blade used, a second main cut with a second main cutting angle ⁇ 2 of the saw arm 17, a second diameter D 2 and a second penetration depth h 2 of the saw blade used and a third main cut with a third main cutting angle ⁇ 3 of the saw arm 17, a third diameter D 3 and a third penetration depth h 3 of the saw blade used.
- the first main cut is performed with a first saw blade 16.1 and a first blade guard 21.1 , wherein the first saw blade 16.1 has a first saw blade diameter D.1 and the first blade guard 21.1 has a first blade guard width B.1 .
- the first diameter D.1 of the first main cut corresponds to the first saw blade diameter D.1 of the first saw blade 16.1, and the first width B.1 of the first main cut also corresponds to the first blade guard width B.1 of the first blade guard 21.1.
- the second main cut and the third main cut are performed with a second saw blade 16.2 and a second blade guard 21.2 .
- the second saw blade 16.2 has a second saw blade diameter D.2
- the second blade guard 21.2 has a second blade guard width B.2 .
- the second diameter D 2 of the second main cut and the third diameter D 3 of the third main cut correspond to the second saw blade diameter D.2 of the second saw blade 16.2; likewise, the second width B 2 of the second main cut and the third width B 3 of the third main cut correspond to the second blade guard width B.2 of the second blade guard 21.2.
- the processing of the separating cut begins at the first end point E 1 . Since the first blade guard 21.1 is mounted, the control of the wall saw 12 at the first end point E 1 takes place via the first blade guard edge 71.1 of the first blade guard 21.1.
- the saw head 14 is positioned in a starting position in which the pivot axis 23 has a distance of B 1 /2 - ⁇ sin(- ⁇ 1 ) from the first end point E 1.
- the saw arm 17 is pivoted from the basic position 0° in the negative direction of rotation 54 into the negative first main cutting angle - ⁇ 1 and the saw head 14 is moved in the positive feed direction 56 with the saw arm 17 inclined at - ⁇ 1 ( FIG. 6A ).
- the saw arm 17 is then pivoted in the positive direction of rotation 55 into the positive first main cutting angle + ⁇ 1 and the residual material is removed.
- the saw head 14 is positioned in a parking position and the saw arm 17 is pivoted into the basic position of 0° ( FIG. 6B ).
- the parking position is selected such that the first saw blade 16.1 and first blade guard 21.1 can be swung out and removed, as well as the second saw blade 16.2 and second blade guard 21.2 can be mounted and swung in.
- the travel path of the saw head 14 for the second main cut should be as short as possible; ideally, the parking position corresponds to the starting position for the second main cut. Controlling the wall saw when changing the saw blade and blade guard is not part of the method according to the invention.
- the distance was set in the parking position so that the second upper exit point 59.2 of the second saw blade 16.2, facing the second end point E 2 , coincides with the second end point E 2 after the pivoting movement of the saw arm 17 into the positive second main cutting angle + ⁇ 2 ( FIG. 6C ).
- the wall saw 12 After mounting the second saw blade 16.2 and second blade guard 21.2 and resuming controlled machining, the wall saw 12 is positioned in the parking position.
- the saw head 14 is moved in the negative feed direction 57 with the saw arm 17 inclined at the positive second main cutting angle + ⁇ 2 and the rotating second saw blade 16.2.
- the transition from the second main cut to the third main cut is achieved by completely removing the remaining material ( FIG. 6D ) or alternatively by partially removing the remaining material or without removal.
- the wall saw is controlled by the first blade guard edge 71.2 of the second blade guard 21.2.
- the third main cut represents the last main cut of the main cutting sequence, and before machining the last main cut, corner machining of the first end point E 1 takes place, which is not part of the method according to the invention.
- the third main cut is carried out with the saw arm 17 inclined at the negative third main cutting angle - ⁇ 3 in the positive feed direction 56.
- corner machining of the second end point E 2 FIG.
- the pivoting movement of the saw arm 17 into a main cutting angle takes place in one pivoting movement each time.
- the pivoting movement of the saw arm 17 can be carried out in at least two steps with an intermediate angle, with the saw blade 16 being cut free between the pivoting movements into the intermediate angles. Carrying out the pivoting movement of the saw arm 17 in at least two steps with an intermediate angle is not part of the method according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Sawing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Claims (18)
- Procédé de commande d'un système de scie murale (10) comprenant un rail de guidage (11) et une scie murale (12) avec une tête de scie (14), une unité d'avance motorisée (15) qui déplace la tête de scie (14) parallèlement à une direction d'avance (28) le long du rail de guidage (11), au moins une lame de scie (16) qui est fixée à un bras de scie (17) de la tête de scie (14) pouvant pivoter autour d'un axe de pivotement (23) et est entraînée autour d'un axe de rotation (19), et au moins un protège-lame (21) amovible entourant la lame de scie (16) lors de la création d'une coupe de séparation (51) de la profondeur d'extrémité (T) dans une pièce (24) de l'épaisseur de pièce (d) entre un premier point d'extrémité (E1) et un deuxième point d'extrémité (E2), avec :▪ avant le début d'un traitement de la coupe de séparation (51) commandé par une unité de contrôle (29) de la scie murale (12), on établit au moins le diamètre de lame de scie (D) de l'au moins une lame de scie (16), les positions des premier et deuxième points d'extrémité (E1, E2) dans la direction d'avance (28), la profondeur d'extrémité (T) de la coupe de séparation (51) et une séquence de coupes principales de m coupes principales, m ≥ 2, la séquence de coupes principales comprenant au moins une première coupe principale avec un premier angle de coupe principale (α1) du bras de scie (17) et un premier diamètre (D1) de la lame de scie utilisée dans la première coupe principale, ainsi qu'une deuxième coupe principale suivante avec un deuxième angle de coupe principale (α2) du bras de scie (17) et un deuxième diamètre (D2) de la lame de scie utilisée dans la deuxième coupe principale,▪ pendant le traitement commandé par l'unité de contrôle (29)caractérisé en ce qu'avant le début du traitement commandé par l'unité de contrôle (29), une longueur de bras de scie (δ) du bras de scie (17), qui est définie comme la distance entre l'axe de pivotement (23) du bras de scie (17) et l'axe de rotation (19) de la lame de scie (16), une distance (Δ) entre l'axe de pivotement (23) et le côté supérieur (53) de la pièce (24), une première largeur (B1) pour un protège-lame utilisé lors de la première coupe principale et une deuxième largeur (B2) pour un protège-lame utilisé lors de la deuxième coupe principale sont en outre établies, la première et la deuxième largeur (B1, B2) étant composées respectivement d'une première distance (B1a, B2a) de l'axe de rotation (19) par rapport au premier bord de protège-lame (71) et d'une deuxième distance (B1b, B2b) de l'axe de rotation (19) par rapport au deuxième bord de protège-lame (72), et la tête de scie (14) étant arrêtée, lors du traitement commandé, dans une position dans laquelle un mouvement de pivotement du bras de scie (17) dans un nouvel angle de pivotement (+α1, +α2) est effectué, une deuxième limite (59, 62, 72) de la scie murale (12), tournée vers le deuxième point d'extrémité (E2), coïncidant avec le deuxième point d'extrémité (E2) après le mouvement de pivotement du bras de scie (17) dans le nouvel angle de pivotement (+α1, +α2), la deuxième limite (59, 62, 72) de la scie murale (12) étant formée par un deuxième point de sortie supérieur (59), tourné vers le deuxième point d'extrémité (E2), de la lame de scie utilisée sur un côté supérieur (53) de la pièce (24) lorsque le deuxième point d'extrémité (E2) constitue un point d'extrémité libre sans obstacle, par un deuxième bord de lame (62), tourné vers le deuxième point d'extrémité (E2), de la lame de scie utilisée lorsque le deuxième point d'extrémité (E2) constitue un obstacle et que le traitement est effectué sans protège-lame, et par un deuxième bord de protège-lame (72), tourné vers le deuxième point d'extrémité (E2), du protège-lame utilisé, lorsque le deuxième point d'extrémité (E2) constitue un obstacle et que le traitement est effectué avec un protège-lame.- le bras de scie (17) est agencé dans une direction de rotation négative (54) selon le premier angle de coupe principale négatif (-α1) et- la tête de scie (14) est déplacée lors de la première coupe principale dans une direction d'avance positive (56) en direction du deuxième point d'extrémité (E2), le bras de scie (17) agencé selon le premier angle de coupe principale négatif (-α1) se trouvant dans un agencement de traction, et- le bras de scie (17) est pivoté dans une direction de rotation positive (55) opposée à la direction de rotation négative (54), du premier angle de coupe principale négatif (-α1) à un nouvel angle de pivotement (+α1, +α2),
- Procédé selon la revendication 1, caractérisé en ce que le bras de scie (17) est pivoté dans la direction de rotation positive (55) depuis le premier angle de coupe principale négatif (-α1) jusqu'au premier angle de coupe principale positif (+α1) et, après le mouvement de pivotement dans le premier angle de coupe principale positif (+α1), le deuxième point de sortie supérieur (59) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2), lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de √[h1 · (D1 - h1)] + δ · sin(+α1), où h1 = h(+α1, D1) = D1/2 - Δ - δ · cos(+α1) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au premier angle de coupe principale positif (+α1) avec le premier diamètre (D1), le deuxième bord de lame de scie (62) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de D1/2 + δ · sin(+α1), et le deuxième bord de protège-lame (72) du protège-lame utilisé coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de B1b + δ · sin(+α1).
- Procédé selon la revendication 2, caractérisé en ce que la tête de scie (14) est déplacée dans une direction d'avance négative (57), opposée à la direction d'avance positive (56), d'une longueur de trajet d'au moins 2δ · |sin(+α1)| et la tête de scie (14) est ensuite positionnée de telle sorte que la deuxième limite (59, 62, 72) de la scie murale (12) après le mouvement de pivotement du bras de scie (17) dans le deuxième angle de coupe principale positif (+α2) coïncide avec le deuxième point d'extrémité (E2), le deuxième point de sortie supérieur (59) de la lame de scie utilisée coïncidant avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de √[h2 · (D2 - h2)] + δ · sin(+α2), où h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(-α2) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au deuxième angle de coupe principale positif (+α2) avec le deuxième diamètre (D2), le deuxième bord de lame scie (62) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de D2/2 + δ · sin(+α2), et le deuxième bord de protège-lame (72) du protège-lame utilisé coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de B2b + δ · sin(+α2).
- Procédé selon la revendication 2, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance négative (57) de telle sorte que la deuxième limite (59, 62, 72) de la scie murale (12) coïncide avec le deuxième point d'extrémité (E2) après le mouvement de pivotement du bras de scie (17) dans le deuxième angle de coupe principale positif (+α2), le deuxième point de sortie supérieur (59) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2), lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de √[h2 · (D2 - h2)] + δ · sin(+α2), où h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au deuxième angle de coupe principale positif (+α2) avec le deuxième diamètre (D2), le deuxième bord de lame de scie (62) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de D2/2 + δ · sin(+α2), et le deuxième bord de protège-lame (72) du protège-lame utilisé coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de B2b + δ · sin(+α2).
- Procédé selon la revendication 1, caractérisé en ce que le bras de scie (17) est pivoté dans la direction de rotation positive (55) depuis le premier angle de coupe principale négatif (-α1) jusqu'au deuxième angle de coupe principale positif (+α2) et, après le mouvement de pivotement dans le deuxième angle de coupe principale positif (+α2), le deuxième point de sortie supérieur (59) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2), lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de √[h2 · (D2 - h2)] + δ · sin(+α2), où h2 = h(+α2, D2) = D2/2 - Δ - δ · cos(+α2) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au deuxième angle de coupe principale positif (+α2) avec le deuxième diamètre (D2), le deuxième bord de lame de scie (62) de la lame de scie utilisée coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de D2/2 + δ · sin(+α2), et le deuxième bord de protège-lame (72) du protège-lame utilisé coïncide avec le deuxième point d'extrémité (E2) lorsque l'axe de pivotement (23) présente une distance par rapport au deuxième point d'extrémité (E2) de B2b + δ · sin(+α2).
- Procédé selon l'une quelconque des revendications 3 à 5, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance négative (57) avec le bras de scie (17) incliné selon le deuxième angle de coupe principale positif (+α2).
- Procédé selon la revendication 6, caractérisé en ce que la tête de scie (14) est déplacée lors du traitement commandé par l'unité de contrôle (29) de telle sorte qu'après le mouvement de pivotement du bras de scie (17) du deuxième angle de coupe principale positif (+α2) à un nouvel angle de pivotement (-α2, -α3), une première limite (58, 61, 71) de la scie murale (12) tournée vers le premier point d'extrémité (E1) coïncide avec le premier point d'extrémité (E1), la première limite (58, 61, 71) de la scie murale (12) étant formée par un premier point de sortie supérieur (58) de la lame de scie utilisée, tourné vers le premier point d'extrémité (E1), sur le côté supérieur (53) de la pièce (24), lorsque le premier point d'extrémité (E1) constitue un point d'extrémité libre sans obstacle, par un premier bord de lame (61), tourné vers le premier point d'extrémité (E1), de la lame de scie utilisée, lorsque le premier point d'extrémité (E1) constitue un obstacle et que le traitement est effectué sans protège-lame, et par un premier bord de protège-lame (71), tourné vers le premier point d'extrémité (E1), du protège-lame utilisé, lorsque le premier point d'extrémité (E1) constitue un obstacle et que le traitement est effectué avec un protège-lame.
- Procédé selon la revendication 7, caractérisé en ce que la deuxième coupe principale représente la dernière coupe principale de la séquence de coupes principales, le bras de scie (17) est pivoté dans la direction de rotation négative (54) du deuxième angle de coupe principale positif (+α2) au deuxième angle de coupe principale négatif (-α2) et après le mouvement de pivotement dans le deuxième angle de coupe principale négatif (-α2), le premier point de sortie supérieur (58) coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de √[h2 · (D2 - h2)] + δ · sin(-α2), où h2 = h(-α2, D2) = D2/2 - Δ - δ · cos(-α2) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au deuxième angle de coupe principale négatif (-α2) avec le deuxième diamètre (D2), le premier bord de lame (61) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E4) de D2/2 - δ · sin(-α2), et le premier bord de protège-lame (71) du protège-lame utilisé coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de B2a - δ · sin(-α2).
- Procédé selon la revendication 8, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance positive (56) avec le bras de scie (17) incliné selon le deuxième angle de coupe principale négatif (-α2) sur une longueur de trajet d'au moins 2δ · |sin(-α2)|.
- Procédé selon la revendication 7, caractérisé en ce que la séquence de coupes principales comprend une troisième coupe principale, à réaliser après la deuxième coupe principale, avec un troisième angle de coupe principale (α3) du bras de scie (17), un troisième diamètre (D3) de lame de scie utilisée et une troisième largeur (B3) du protège-lame utilisé avec une première et une deuxième distance (B3a, B3b) par rapport aux bords de protège-lame, le bras de scie (17) étant agencé dans un agencement de traction lors de la troisième coupe principale et la tête de scie (14) étant déplacée dans la direction d'avance positive (56).
- Procédé selon la revendication 10, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance négative (57) de telle sorte que la première limite (58, 61, 71) de la scie murale (12) coïncide avec le premier point d'extrémité (E1) après le mouvement de pivotement du bras de scie (17) dans le deuxième angle de coupe principale négatif (-α2), la première limite (58, 61, 71) étant formée par un premier point de sortie supérieur (58) de la lame de scie utilisée, tourné vers le premier point d'extrémité (E1), sur le côté supérieur (53) de la pièce (24), lorsque le premier point d'extrémité (E1) constitue un point d'extrémité libre sans obstacle, par un premier bord de lame (61), tourné vers le premier point d'extrémité (E1), de la lame de scie utilisée, lorsque le premier point d'extrémité (E1) constitue un obstacle et que le traitement est effectué sans protège-lame (21), et par un premier bord de protège-lame (71), tourné vers le premier point d'extrémité (E1), du protège-lame utilisé, lorsque le premier point d'extrémité (E1) constitue un obstacle et que le traitement est effectué avec un protège-lame (21).
- Procédé selon la revendication 11, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance positive (56) avec le bras de scie (17) incliné selon le deuxième angle de coupe principale négatif (-α2) d'une longueur de trajet d'au moins 2δ · |sin(-α2)|, et la tête de scie (14) est ensuite positionnée de telle sorte que la première limite (58, 61, 71) de la scie murale (12) coïncide avec le premier point d'extrémité (E1) après le mouvement de pivotement du bras de scie (17) dans le troisième angle de coupe principale négatif (-α3), le premier point de sortie supérieur (58) de la lame de scie utilisée coïncidant avec le premier point d'extrémité (E1), lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de √[h3 · (D3 - h3)] + δ · sin(-α3), où h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au troisième angle de coupe principale négatif (-α3) avec le troisième diamètre (D3), le premier bord de lame (61) de la lame de scie utilisée coïncidant avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de D3/2 - δ · sin(-α3), et le premier bord de protège-lame (71) du protège-lame utilisé coïncidant avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de B3, - δ · sin(-α3).
- Procédé selon la revendication 11, caractérisé en ce que la tête de scie (14) est déplacée dans la direction d'avance positive (56) de telle sorte que la première limite (58, 61, 71) de la scie murale (12) coïncide avec le premier point d'extrémité (E1) après le mouvement de pivotement du bras de scie (17) dans le troisième angle de coupe principale négatif (-α3), le premier point de sortie supérieur (58) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1), lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de √[h3 · (D3 - h3)] - δ · sin(-α3), où h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au troisième angle de coupe principale négatif (-α3) avec le troisième diamètre (D3), le premier bord de lame (61) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de D3/2 - δ · sin(-α3), et le premier bord de protège-lame (71) du protège-lame utilisé coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de B3, - δ · sin(-α3).
- Procédé selon la revendication 10, caractérisé en ce que le bras de scie (17) est pivoté dans la direction de rotation négative (54) depuis le deuxième angle de coupe principale positif (+α2) dans le troisième angle de coupe principale négatif (-α3) et, après le mouvement de pivotement dans le troisième angle de coupe principale négatif (-α3), le premier point de sortie supérieur (58) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de √[h3 · (D3 - h3)] - δ · sin(-α3), où h3 = h(-α3, D3) = D3/2 - Δ - δ · cos(-α3) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au troisième angle de coupe principale négatif (-α3) avec le troisième diamètre (D3), le premier bord de lame (61) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de D3/2 - δ · sin(-α3), et le premier bord de protège-lame (71) du protège-lame utilisé coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de B3a - δ · sin(-α3).
- Procédé selon l'une quelconque des revendications 1 à 14, caractérisé en ce que les première et deuxième coupes principales sont réalisées avec une lame de scie (16) et un protège-lame (21).
- Procédé selon l'une quelconque des revendications 1 à 14, caractérisé en ce que la première coupe principale est réalisée avec une première lame de scie (16.1) et un premier protège-lame (21.1), la première lame de scie (16.1) présentant un premier diamètre de lame (D.1) et le premier protège-lame (21.1) présentant une première largeur de protège-lame (B.1), et la deuxième coupe principale est réalisée avec une deuxième lame de scie (16.2) et un deuxième protège-lame (21.2), la deuxième lame de scie (16.2) présentant un deuxième diamètre de lame de scie (D.2) et le deuxième protège-lame (21.2) présentant une deuxième largeur de protège-lame (B.2).
- Procédé selon l'une quelconque des revendications 1 à 16, caractérisé en ce que la première coupe principale de la séquence de coupes principales représente une pré-coupe et la tête de scie (14) est positionnée dans une position de démarrage (XStart) après le début du traitement commandé par l'unité de contrôle (29) ; dans la position de démarrage (XStart), la première limite (58, 61, 71) de la scie murale (12) tournée vers le premier point d'extrémité (E1) coïncidant avec le premier point d'extrémité (E1) après le mouvement de pivotement dans le premier angle de coupe principale négatif (-α1).
- Procédé selon la revendication 17, caractérisé en ce que le premier point de sortie supérieur (58) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de √[h1 · (D1 - h1)] - δ · sin(-α1), où h1 = h(-α1, D1) = D1/2 - Δ - δ · cos(-α1) désigne la profondeur de pénétration de la lame de scie utilisée dans la pièce (24) au premier angle de coupe principale négatif (-α1) avec le premier diamètre (D1), le premier bord de lame de scie (61) de la lame de scie utilisée coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de D1/2 - δ · sin(-α1), et le premier bord de protège-lame (71) du protège-lame utilisé coïncide avec le premier point d'extrémité (E1) lorsque l'axe de pivotement (23) présente une distance par rapport au premier point d'extrémité (E1) de B1a - δ · sin(-α1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14003103.0A EP2993014A1 (fr) | 2014-09-08 | 2014-09-08 | Procédé de commande d'un système de scie murale par sciage en long |
| PCT/EP2015/069926 WO2016037896A1 (fr) | 2014-09-08 | 2015-09-01 | Procédé de commande d'un système de scie murale lors de la réalisation d'une coupe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3191276A1 EP3191276A1 (fr) | 2017-07-19 |
| EP3191276B1 true EP3191276B1 (fr) | 2025-03-12 |
Family
ID=51542120
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14003103.0A Withdrawn EP2993014A1 (fr) | 2014-09-08 | 2014-09-08 | Procédé de commande d'un système de scie murale par sciage en long |
| EP15757255.3A Active EP3191276B1 (fr) | 2014-09-08 | 2015-09-01 | Procédé de commande d'un système de scie murale par sciage en long |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14003103.0A Withdrawn EP2993014A1 (fr) | 2014-09-08 | 2014-09-08 | Procédé de commande d'un système de scie murale par sciage en long |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10513050B2 (fr) |
| EP (2) | EP2993014A1 (fr) |
| JP (1) | JP6487536B2 (fr) |
| WO (1) | WO2016037896A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993015A1 (fr) * | 2014-09-08 | 2016-03-09 | HILTI Aktiengesellschaft | Procédé de commande d'un système de scie murale par sciage en long |
| JP6967276B2 (ja) * | 2017-12-28 | 2021-11-17 | 三星ダイヤモンド工業株式会社 | ブレーク装置 |
| EP3865238A1 (fr) * | 2020-02-11 | 2021-08-18 | Hilti Aktiengesellschaft | Dispositif et système de recouvrement d'une fente de coupe pouvant être fabriquée à l'aide d'un appareil outil ainsi que procédé d'aspiration de la poussière d'une zone de travail d'un appareil outil |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5241946A (en) * | 1992-04-16 | 1993-09-07 | Target Products, Inc. | Saw for green and cured concrete |
| DE102005000013A1 (de) * | 2005-02-22 | 2006-08-31 | Hilti Ag | Steuerbare Wandsäge und Steuerverfahren |
| US20080276773A1 (en) * | 2006-03-30 | 2008-11-13 | Radhakrishna Shesha Iyengar Togare | Multipurpose cutting method for cutting various materials |
| CA2716871C (fr) * | 2008-02-29 | 2018-02-20 | Husqvarna Ab | Communication de scie electrique |
| DE102009026638A1 (de) * | 2009-06-02 | 2010-12-16 | Hilti Aktiengesellschaft | Vorrichtung zum Verstellen eines Blattschutzhalters einer Wandsäge |
| CA2772235C (fr) * | 2009-09-02 | 2016-05-03 | Husqvarna Ab | Scie pour le travail de decoupage dans le batiment |
| DE102011089878A1 (de) * | 2011-12-23 | 2013-06-27 | Hilti Aktiengesellschaft | Vorrichtung zur Trennung eines Untergrundes und Verfahren zur Steuerung einer derartigen Trennvorrichtung |
| DE102013202445A1 (de) * | 2013-02-14 | 2014-08-14 | Hilti Aktiengesellschaft | Verfahren zur Steuerung eines Gerätesystems beim Trennen eines Werkstückes entlang einer Trennlinie |
| DE102013202442B4 (de) * | 2013-02-14 | 2014-09-25 | Hilti Aktiengesellschaft | Verfahren zur Steuerung eines Gerätesystems mit einem Werkzeuggerät und einer motorischen Vorschubeinrichtung |
| DE102013202754A1 (de) * | 2013-02-20 | 2014-08-21 | Hilti Aktiengesellschaft | Vorrichtung zum Trennen eines Werkstückes entlang einer Trennlinie |
-
2014
- 2014-09-08 EP EP14003103.0A patent/EP2993014A1/fr not_active Withdrawn
-
2015
- 2015-09-01 EP EP15757255.3A patent/EP3191276B1/fr active Active
- 2015-09-01 US US15/509,414 patent/US10513050B2/en active Active
- 2015-09-01 JP JP2017513088A patent/JP6487536B2/ja active Active
- 2015-09-01 WO PCT/EP2015/069926 patent/WO2016037896A1/fr not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016037896A1 (fr) | 2016-03-17 |
| US10513050B2 (en) | 2019-12-24 |
| JP6487536B2 (ja) | 2019-03-20 |
| JP2017527467A (ja) | 2017-09-21 |
| EP3191276A1 (fr) | 2017-07-19 |
| EP2993014A1 (fr) | 2016-03-09 |
| US20170297225A1 (en) | 2017-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3027345B2 (fr) | Procédé d'usinage des arêtes de dents et station d'usinage pour mettre en oeuvre ledit procédé | |
| EP1693173B1 (fr) | Procédé de commande pour machine à scier des parois commandable | |
| DE4101749C2 (fr) | ||
| EP2958697B1 (fr) | Appareil pour couper une piéce le long d'une ligne de coupe | |
| EP2956267B1 (fr) | Procédé de contrôle d'un système d'outils pour la coupe d'une pièce le long d'une ligne de coupe | |
| EP3191282B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP2956268B1 (fr) | Procédé pour la commande d'une système d'outils avec un outil et un dispositif d'entraînement | |
| EP3191275B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP3191276B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP3191278B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP3191280B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP3191281B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP0585715A1 (fr) | Procédé, dispositif et fil pour le découpage par électroérosion | |
| EP3191279B1 (fr) | Procédé de commande d'un système de scie murale par sciage en long | |
| EP1136163A2 (fr) | Scie circulaire avec dispositif à inciser | |
| EP3039495A1 (fr) | Procédé d'ajustement de la consommation d'énergie de deux outils lors de l'usinage des extrémités de tronçons de tubes | |
| DE1884535U (de) | Schrottschneidvorrichtung an blechbesaeummaschinen. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170410 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200127 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015017044 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250613 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250714 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250919 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250923 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250922 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250918 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250712 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015017044 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250312 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251001 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260121 |
|
| 26N | No opposition filed |
Effective date: 20251215 |