EP3286130B1 - Füllelementanordnung sowie füllmaschine - Google Patents
Füllelementanordnung sowie füllmaschine Download PDFInfo
- Publication number
- EP3286130B1 EP3286130B1 EP16719347.3A EP16719347A EP3286130B1 EP 3286130 B1 EP3286130 B1 EP 3286130B1 EP 16719347 A EP16719347 A EP 16719347A EP 3286130 B1 EP3286130 B1 EP 3286130B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling element
- filling
- assembly according
- housing
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2637—Filling-heads; Means for engaging filling-heads with bottle necks comprising a liquid valve opened by relative movement between the container and the filling head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/04—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus without applying pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/06—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2614—Filling-heads; Means for engaging filling-heads with bottle necks specially adapted for counter-pressure filling
Definitions
- the present invention relates to a filling element arrangement for pressurized and / or free-jet filling of containers with a liquid product according to the preamble of claim 1 and a filling machine according to the preamble of claim 20.
- Such a filling element arrangement and such a filling machine are from the JP 2002 370797 A known.
- a filling element of a filling system or a filling machine for filling cans or similar containers with a liquid product is known, with a Golfelementgeophuse having at a housing portion at least one discharge opening for the controlled delivery of the contents into the respective container, with a Abdichttulpe, relative to the housing portion is movable in a Golfelementachse relative to the housing portion between a raised position and a lowered position for a sealing position against an opening edge of the container, and with sealing means for sealing the transition between the Abdichttulpe and the Bielementgepatuse.
- JP 2007-62771A is also a filling element of a filling system or a filling machine for filling cans or similar containers with a liquid product known, which essentially corresponds in its construction to the already mentioned filling elements, wherein between the Nelementgetude and the valve housing at least one return gas channel is formed.
- free-jet filling or “free-jet filling” is understood as meaning a filling process in which the liquid product flows to the container to be filled from the liquid valve in a free filling jet or Medgutstrahl, wherein the flow of the filling material not by guiding elements such as Ableittransporte, swirl body
- the container has ambient pressure, whereby the container as a rule does not bear against the filling element with its container mouth or opening, but rather from If the container at the non-pressurized jet filling but with his container mouth on the filling element, so a gas path connects between the interior of the container and the environment ago, thereby creating a e unpressurized filling is possible.
- the gas contained in the container and displaced by the beverage flowing into the container escapes into the environment via this gas path.
- the container is pressed with its mouth against the filling element and sealed, whereupon the pressure in the interior of the container then by applying a tension gas or is adjusted by applying a negative pressure.
- the opposite of the previously described free-jet filling represents a filling process in which the liquid product flows to the container to be filled from the liquid valve under influence of the flow of the contents by guiding elements such as Ableittransporte and / or swirl body and / or short or long filling tubes. This filling process can also be done without pressure, so under pressure.
- container In sealing position with the filling element befindaji container means in the sense of the present invention that the container to be filled with its container mouth gas and / or liquid-tight against the filling element or to a local there, the at least one dispensing opening surrounding sealing means pressed pressed.
- the feeding of the clamping gas into the respective container and the discharge of the return gas from the respective container take place in known filling elements or Golfelementanssenen via a formed in the filling element controlled gas path with multiple gas channels in which one or more control valves are arranged.
- the control valves are then, for example, part of a pneumatic control valve arrangement and controlled by at least one electrically controllable switching valve of a machine control of the filling machine.
- the return gas channel is sometimes exposed in known from the prior art Golfelementanssenen a high contamination and / or contamination load.
- Object of the present invention is therefore to show a Playlist of the free-jet filling under ambient pressure, as well as under a different pressure from the ambient pressure without structural changes in the filling element are required in a changeover between the two filling and also a respect to the
- the prior art has reduced risk of contamination or contamination of the return gas channel.
- a Golfelementan Aunt is formed according to the features of claim 1.
- a filling machine is the subject of claim 20.
- the respective subclaims relate to particularly advantageous embodiments of the invention.
- the Stands in the Standelementgeophen has a first, fixedly arranged Golfelementgeophenabrough and a second, relative thereto along a Greelementachse between a raised position and a lowered position movable Sportselementgeophenabrough that between the first and second Greelementgeophenabrough a the Valve housing is provided while leaving the at least one return gas channel along the Greelementachse gas-tight enclosing and preferably stretchable in the longitudinal direction formed housing wall portion, and the second filling element housing section forms the dispensing opening and has at least one sealing device, wherein the sealing device rests in sealing position at least in the raised position circumferentially of the mouth opening of the valve housing.
- the first, fixedly arranged Artelementgekoruseabites can be arranged for example on the filling element, a support plate or on the underside of the product container.
- the second Standelementgekoruseabêt has a mouth of the opening facing the first side of the system and a container mouth muzzle zugte second side of the plant. It can preferably be provided that the sealing device is arranged at least on the first plant side of the second Greelementgepurabiteses.
- the sealing device arranged on the first system side can preferably surround the orifice in the raised position in a gas-tight and / or liquid-tight manner.
- the second plant side can be adapted to receive the container mouth centered in the lowered position.
- the sealing device is provided on both the first and the second plant side and adapted to abut in the raised position circumferentially the orifice in sealing position and in the lowered position in sealing position with the container mouth.
- the first plant side and / or the second plant side can be formed at least in sections from a sealing material and form at least one sealing device.
- the sealing device is formed in one piece or in one piece.
- the sealing device is designed in several parts, in particular in two parts, wherein a first part is arranged in the raised position circumferentially of the mouth opening in sealing position and a second part in the lowered position in sealing position with the container mouth.
- the second Standelementgekoruseabites on its outer side an at least partially radially circumferential recess. It can advantageously be positively received in the recess a fixedly arranged on a lifting rod connecting piece, so that by means of the connecting piece a mechanical positive guidance between the lifting rod and the second Greelementgephaseuseabites can be produced.
- the second Greelementgekoruseabsacrificing may be formed as a cone-shaped annular body with a V-shaped cross-section. It may have the second Greelementgekoruseabsacrificing in the transition region between the first and second plant side a collar-like circumferential seal which projects with its free circumferential end face in the lowered position from above into the container mouth.
- valve housing can have a tubular valve housing extension in the area of the outlet opening. It can preferably be provided that the second Greelementgepurabites has at least one first and second side of the plant completely penetrating opening.
- the second Standelementgekoruseabites may have on its underside facing the container mouth a circumferential bead-like seal.
- the stretchable housing wall portion may be formed as a bellows and / or rolling diaphragm.
- the housing wall portion can be connected to both the first Artelementgetudeabites as well as the second Artelementgephaseuseabites be connected gas and / or liquid-tight.
- the filler element housing can also be formed in one piece.
- At least one container carrier may be provided for receiving at least one container. It may be provided that the at least one container carrier is provided on a rotatable, in particular pivotable, guide rod. In an advantageous embodiment, at least one flushing cap may be provided on the guide rod.
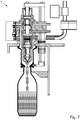
- Fig. 9 1 shows a filling element arrangement with a filling element 2 for the pressure and / or free-jet filling of containers 3, for example in the form of bottles, with a liquid filling material.
- the illustrated embodiments relate to a filling machine in Rundurgirbau way, but this is not mandatory. It goes without saying that the present invention is also applicable to filling machines in series filler or linear design.
- the filler element assembly 1 is provided together with a plurality of similar, further Golfelementan angelen 1 preferably at equal angular intervals on the circumference of a rotating around a vertical machine axis rotor 4 of a filling machine rotating design.
- a filling material boiler not shown in the figures, common to all filling element arrangements 1 of the filling machine, for example, in the form of a ring-shaped vessel.
- an upper gas space and a lower liquid space can be formed during the filling operation.
- the filling element arrangement 1 serves to pressure-fill the liquid filling material into the containers 3, then the gas space is pressure-controlled with an inert gas, for example CO 2 gas, under a filling pressure.
- common ring channels 5.1 and 5.2 are also provided for all Playelementan extract 1, which will be discussed later in detail.
- the arrangement of common ring channels 5.1 and 5.2 is not mandatory, alternatively, the filling material and / or the process gases can also be fed directly to the filling elements 2 via at least one rotary distributor or removed therefrom.
- the filling element 2 comprises, inter alia, a liquid valve 6 with at least one valve housing 7, which has a mouth opening 8 at the side facing a dispensing opening 17 of the filling element 2, wherein a liquid channel 9 through which the liquid product flows when filling is formed in the valve housing 7 is connected in its upper region via a product line 10 and a control or liquid valve 11 with the common Gregutkessel.
- the product line 10 opens via a provided in the valve housing 7 inlet opening 7.1 in the liquid channel 9, whose axis is horizontal or substantially horizontally, that is oriented perpendicular to the filling element axis FA, so that the liquid filling material enters the liquid channel 9 radially outward in a flow direction relative to the vertical machine axis.
- valve body 12 In the valve housing 7 and thus in the liquid channel 9 at least one valve body 12 is further provided, which cooperates in the illustrated embodiment with a valve seat 13 so that for opening and closing the liquid valve 6, in particular the valve body 12 in the direction of the vertical Greelementachse FA from in the Fig. 1 shown, the liquid valve 6 closing position upwards in a Liquid valve 6 opening position, shown in FIG. 2 , is movable.
- the valve body 12 is provided on an element 14, for example a tube, which extends in each case preferably on both sides along the same axis along the filling element axis FA and acts as a valve tappet FIG. 1 not shown in detail and sealed out of the liquid channel 9 led out end with an actuator 15 cooperates, which is adapted to the liquid valve 6 in particular controlled and / or controlled to open and close.
- the filling element 2 further comprises a Greelementgetude 16, a first, fixedly arranged Artelementgetudeabêt 16.1 and a second, relative thereto along the Greelementachse FA between a in FIG. 1 shown raised position ANP and one in FIG. 2 shown lowered position ABP movable Sportselementgetudeabêt 16.2.
- a stretchable trained housing wall section 16.3 is provided between the first and second Artelementgepatuseabrough 16.1 and 16.2 .
- the stretchably formed housing wall section 16.3 surrounds the valve housing 7 in a gastight manner, wherein the at least one return gas channel 33 is maintained along the filling element axis FA.
- the second Standelementgephaseouseabêt 16.2 a discharge opening 17, which serves for the passage of the filling material to the respective container 3. Furthermore, the second Greelementgephaseuseabêt 16.2 at least one sealing device 18, at least in one in the in FIG. 1 shown raised position ANP circumferentially the mouth opening 8 of the valve housing 7 in sealing position.
- the second Standelementgephasepurabites 16.2, the sealing means 18 which at least at one of the mouth opening 8 facing first plant side 16.2.1 arranged on the second Greelementgephaseuseabites 16.2 and the mouth opening 8 gas and / or liquid-tight - and thus the return gas duct 33 - in the Can surround radially encircling raised position ANP, without protruding into the projecting through the orifice 8 liquid jet during the filling process or projecting into this.
- the first plant side 16.2.1 to be formed, at least in sections, from a sealing material, for example a rubber-like material, and thus forms the at least one sealing device 18.
- the second Standelementgekoruseabrough 16.2 forms the discharge opening 17 and is formed as a ring body with a cut in the side view of a V-shaped cross-section.
- the second Greelementgekoruseabites 16.2 can thus both at the mouth opening 8 facing first side of the plant 16.2.1, as well as one of the container mouth 3.2 assigning second system side 16.2.2 each be designed as a cone, or conical.
- the sealing device 18 is designed such that it passes in the raised position ANP both with the mouth opening 8 in sealing position, as well as in the lowered position ABP in sealing position at least with the container mouth 3.1.
- the second system side 16.2.2 may be formed, at least in sections, from a sealing material, for example a rubber-like material, and thus forms the at least one sealing device 18.
- the sealing device 18 for this purpose may be formed as a one-piece, on the second Greelementgetudepurabrough 16.2 radially encircling seal arranged on the respective plant side 16.2.1 and 16.2.2. extends circumferentially.
- the sealing device 18 is a multi-part, in particular two parts, is formed, wherein a first part of the sealing direction 18 then abuts in the raised position at the mouth opening 8 in sealing position and a second part in the lowered position ABP in sealing position with the container mouth 3.1.
- the second Standelementgekoruseabrough 16.2 on its outer side an at least partially radially circumferential recess 38 into which a mechanically fixed to a lifting rod 36 connecting piece 37 engages positively.
- the lifting rod 36 extends substantially along a parallel lines of Artelementachse FA and is vertically movable by means of an actuating device 39, not shown, that is longitudinally movable formed.
- the actuator 39 could be a pneumatic cylinder assembly.
- the housing wall portion 16.3 may be formed as bellows and / or rolling diaphragm, so that between the outside of the valve housing 7 and the inside of the housing wall portion 16.3 of the return gas channel 33 is formed, which may be an annular channel or annular gap, for example.
- the housing wall section 16.3 is thus a flexible, ie elastically deformable, component.
- the housing wall section 16.3 may be connected to the first filling element housing section 16.1 as well as to the second filling element housing section 16.2 in a gas-tight and / or liquid-tight manner, for example adhesively bonded.
- the first Artelementgeophuseabites 16.1 can be fixed to the filling element 2, for example, glued to this, be.
- the first Artelementgeophuseabites 16.1 be connected to a Greetani 40, with which the filling element 2 in turn is connected to the rotor 4.
- the filler element housing 16 in one piece, in particular in one piece, is formed and is produced for example by means of an injection molding process. As already shown, there are other possibilities for the attachment of the first Artelementgeophites 16.1.
- an intensive CIP cleaning and / or sterilization of the filling elements 2 can also be achieved in the case of an annular space closed with a closure or with a flushing cap or CIP cap 44 and with the liquid valve 6 open and the control valve 11 open the filling machine possible as this is closer in FIG. 6 is shown.
- the control valves 31 and 32 are closed and the second Greelementgephasepurabrough 16.2 preferably provided in a raised position ANP.
- the container 3 to be filled with its container axis is preferably held coaxially with the Greelementachse FA and with its container mouth 2.1 at a distance below the discharge opening 17, with its mouth flange 2.2 hanging on each Golfelementan Aunt 1 associated container carrier 34, which may be formed for example as Neckringhalter can.
- the container carrier 34 may be designed in different sizes and is in particular adapted to the diameter of the container mouth 3.2. In the in FIG.
- the container carrier 34 is provided on an only schematically indicated guide rod 35, which is rotatable, in particular can be pivoted, can be designed such that the container on the guide rod 35 in particular fixedly arranged, so mechanically fixed, container carrier 34 with the respective container 3 is preferably coaxially with the Greelementachse FA under the filling element 2 pivotally.
- the pivotable guide rod 35 it is also possible for the pivotable guide rod 35 to have a plurality of container carriers 34, preferably of different size, for example, arranged one below the other on the guide rod 35, which can each be provided separately and / or regulated under the filling element 2.
- the guide rod 35 also in FIG. 6 Be associated flushing cap 44, which may also be formed by means of the guide rod 35 pivotable.
- the second Standelementgephaseabêt 16.2 a preferably in the transition region between the first and second plant side 16.2.1 and 16.2.2 collar-like circumferential arranged further seal 41, which may be formed, for example, as a sealing lip.
- the further seal 41 engages with its circumferentially free end face 41.1 in the lowered position ABP from above into the container mouth 3.1 of the container 3 and thus prevents, for example, a centrifugal forces caused by deflection of the filling jet wets the container mouth 3.1 with the contents to be filled.
- the further seal 41 may be integrally formed with the second Artelementgephasetude 16.2 or arranged on this, for example, firmly connected to this, in particular glued be.
- the second Greelementgephaseouseabites 16.2 could also be moved to its lowered position ABP here.
- the hereby exiting from the container 3 return gas can then be discharged through the gas paths 30 in the filling element 2, equal to the pressure filling.
- FIG. 4 shows a further embodiment of the invention, in which the valve housing 7 in the region of the mouth opening 8 has a tubular valve housing extension 7.2, which is preferably cylindrical and in particular concentrically extends the Greelementachse FA in the direction of the second Greelementgephaseuseabiteses 16.2.
- the longitudinal extent along the Greelementachse FA of the valve housing extension 7.2 is chosen so that the second Greelementgephaseuseabêt 16.2 the valve housing extension 7.2 still encloses positively in its lowered position ABP.
- the second Standbyabrough 16.2 at least one first and second plant side 16.2.1 and 16.2.2 completely penetrating opening 42, for example, bore, so that through at least one opening 42 a gas exchange between Container 3 and filling element 2, in particular via the return gas channel 33, can be generated.
- FIG. 5 shows the second Greelementgepurabrough 16.2 of the embodiment according to FIG. 4 In a schematic plan view of a sectional view along the section line A.
- the second Greelementgepurabrough 16.2 a plurality of apertures 42, which are arranged circumferentially around the valve housing extension 7.2 in a preferably uniform angular distance. Between the corresponding apertures 42, which may extend in particular to the outer wall of the valve housing extension 7.2, webs 43 each form, which also come to rest on the outer wall of the valve housing extension 7.2 and thus in particular in a lifting and / or lowering movement of the second Artgekoruseabiteses 16.2 ensure mechanical positive guidance on the valve housing extension 7.2.
- ABP for CIP cleaning and / or sterilization is sealable.
- the seal 45 may be formed as a shaft seal or sealing lip.
- the flushing cap 44 may be arranged, for example, on the container carrier 34.
- the flushing cap 44 may be assigned for CIP cleaning and / or sterilization a CIP return line, not shown, by means of which the cleaning agent and / or purge gas can be discharged.
- the actual CIP cleaning and / or sterilization and the necessary process steps, in particular the control and / or control of the control valves 31 and 32, are well known from the prior art.
Landscapes
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
Description
- Die vorliegende Erfindung betrifft eine Füllelementanordnung zur Druck- und/oder Freistrahlfüllung von Behältern mit einem flüssigen Füllgut gemäß dem Oberbegriff des Patentanspruches 1 sowie eine Füllmaschine gemäß dem Oberbegriff des Patentanspruches 20.
- Eine derartige Füllelementanordnung sowie eine derartige Füllmaschine sind aus der
JP 2002 370797 A - Füllelementanordnungen sowie Füllmaschinen zum Füllen von Flaschen oder dergleichen Behälter, insbesondere zum Druck- und/oder Freistrahlfüllen sind in verschiedenen Ausführungen bereits bekannt.
- Aus der Druckschrift
DE 10 2013 113 070 B3 ist ein Füllelement zum Füllen von Dosen oder dergleichen Behältern mit einem flüssigen Füllgut bekannt, mit einem Füllelementgehäuse, welches an einem Gehäuseabschnitt wenigstens eine Abgabeöffnung zur gesteuerten Abgabe des Füllgutes in den jeweiligen Behälter aufweist, mit einer Abdichttulpe, die mittels zumindest einem Steuermittel relativ zu dem Gehäuseabschnitt parallel zur Füllelementachse relativ zum Gehäuseabschnitt zwischen einer angehobenen Position und einer abgesenkten Position, bei der die Abdichttulpe in Dichtlage gegen einen Öffnungsrand des Behälters anliegt, bewegbar ist, wobei die Abdichttulpe mittels einem ersten Dichtelement mit dem Füllelementgehäuse zum Abdichten des Übergangs zwischen der Abdichttulpe und dem Füllelementgehäuse verbunden ist und wobei das erste Dichtelement zwischen dem Gehäuseabschnitt und dem Steuermittel vorgesehen ist. - Aus der Druckschrift
DE 10 2012 014 957 A1 ist ein Füllelement eines Füllsystems oder einer Füllmaschine zum Füllen von Dosen oder dergleichen Behältern mit einem flüssigen Füllgut bekannt, mit einem Füllelementgehäuse, welches an einem Gehäuseabschnitt wenigstens eine Abgabeöffnung zur gesteuerten Abgabe des Füllgutes in den jeweiligen Behälter aufweist, mit einer Abdichttulpe, die relativ zu dem Gehäuseabschnitt in einer Füllelementachse relativ zum Gehäuseabschnitt zwischen einer angehobenen Position und einer abgesenkten Position für eine Dichtlage gegen einen Öffnungsrand des Behälters bewegbar ist, sowie mit Dichtungsmitteln zum Abdichten des Übergangs zwischen der Abdichttulpe und dem Füllelementgehäuse. - Aus der Druckschrift
JP 2007 - 62771 A - Unter "Freistrahlfüllen" oder Freistrahlbefüllung" wird im Rahmen der vorliegenden Erfindung ein Füllverfahren verstanden, bei dem das flüssige Füllgut dem zu befüllenden Behälter ab dem Flüssigkeitsventil in einem freien Füllstrahl oder Füllgutstrahl zuströmt, wobei die Strömung des Füllgutes nicht durch Leitelemente wie z.B. Ableitschirme, Drallkörper, kurze oder lange Füllrohre beeinflusst oder verändert wird. Freistrahlfüllen kann sowohl drucklos, also auch unter Druck erfolgen. Bei der drucklosen Freistrahlfüllung weist der Behälter Umgebungsdruck auf, wobei der Behälter in der Regel mit seiner Behältermündung oder -Öffnung nicht am Füllelement anliegt, sondern von dem Füllelement bzw. von einer vorgesehenen Abgabeöffnung beabstandet ist. Liegt der Behälter bei der drucklosen Freistrahlfüllung doch mit seiner Behältermündung am Füllelement an, so stellt ein Gasweg eine Verbindung zwischen dem Innenraum des Behälters und der Umgebung her, wodurch eine drucklose Füllung ermöglicht wird. Bevorzugt entweicht über diesen Gasweg auch das im Behälter enthaltene und durch das in den Behälter einströmende Getränk verdrängte Gas in die Umgebung. Erfolgt die Freistrahlfüllung unter einem vom Umgebungsdruck abweichenden Druck, welcher sowohl über, als auch unter dem Umgebungsdruck liegen kann, so wird der Behälter mit seiner Mündung gegen das Füllelement angepresst und abgedichtet, worauf der Druck im Innenraum des Behälters anschließend durch Beaufschlagung mit einem Spanngas oder durch Beaufschlagung mit einem Unterdruck eingestellt wird.
- Das Gegenteil der zuvor beschriebenen Freistrahlfüllung stellt ein Füllverfahren dar, bei dem das flüssige Füllgut dem zu befüllenden Behälter ab dem Flüssigkeitsventil unter Beeinflussung der Strömung des Füllgutes durch Leitelemente wie z.B. Ableitschirme und/oder Drallkörper und/oder kurze oder lange Füllrohre zuströmt. Auch dieses Füllverfahren kann sowohl drucklos, also auch unter Druck erfolgen.
- In Dichtlage mit dem Füllelement befindlicher Behälter bedeutet im Sinn der vorliegenden Erfindung, dass der jeweils zu füllende Behälter mit seiner Behältermündung gas- und/oder flüssigkeitsdicht an das Füllelement bzw. an eine dortige, die wenigstens eine Abgabeöffnung umgebende, Dichtungseinrichtung angepresst anliegt.
- Das Zuführen des Spanngases in den jeweiligen Behälter sowie das Abführen des Rückgases aus dem jeweiligen Behälter erfolgen bei bekannten Füllelementen bzw. Füllelementanordnungen über ein im Füllelement ausgebildeten gesteuerten Gasweg mit mehreren Gaskanälen, in denen ein oder mehrere Steuerventile angeordnet sind. Die Steuerventile sind dann beispielsweise Bestandteil einer pneumatischen Steuerventilanordnung und über wenigstens ein elektrisch steuerbares Schaltventil von einer Maschinensteuerung der Füllmaschine gesteuert. Insbesondere der Rückgaskanal ist bei aus dem Stand der Technik bekannten Füllelementanordnungen mitunter einer hohen Verkeimungs- und/oder Kontaminationsbelastung ausgesetzt.
- Aufgabe der vorliegenden Erfindung ist es demnach, eine Füllelementanordnung aufzuzeigen, die zur Freistrahlfüllung unter Umgebungsdruck, als auch unter einem, vom Umgebungsdruck abweichenden Druck gleichermaßen ist, ohne dass bei einer Umstellung zwischen den beiden Füllverfahren bauliche Veränderungen des Füllelementes erforderlich sind und zudem ein gegenüber dem Stand der Technik reduziertes Verkeimungs- bzw. Kontaminationsrisiko des Rückgaskanals aufweist. Zur Lösung dieser Aufgabe ist eine Füllelementanordnung entsprechend den Merkmalen des Patentanspruches 1 ausgebildet. Eine Füllmaschine ist Gegenstand des Patentanspruches 20. Die jeweiligen Unteransprüche betreffen dabei besonders vorteilhafte Ausgestaltungen der Erfindung.
- Der wesentliche Aspekt der vorliegenden Erfindung ist darin zu sehen, dass das Füllelementgehäuse einen ersten, ortsfest angeordneten Füllelementgehäuseabschnitt sowie einen zweiten, relativ dazu entlang einer Füllelementachse zwischen einer angehobenen Position und einer abgesenkten Position bewegbaren Füllelementgehäuseabschnitt aufweist, dass zwischen dem ersten und zweiten Füllelementgehäuseabschnitt ein das Ventilgehäuse unter Belassung des wenigstens einen Rückgaskanals entlang der Füllelementachse gasdicht umschließender sowie vorzugsweise in Längsrichtung dehnbar ausgebildeter Gehäusewandabschnitt vorgesehen ist, und dass der zweite Füllelementgehäuseabschnitt die Abgabeöffnung bildet und wenigstens eine Dichtungseinrichtung aufweist, wobei die Dichtungseinrichtung zumindest in der angehobenen Position umlaufend der Mündungsöffnung des Ventilgehäuses in Dichtlage anliegt.
- Damit kann bei der drucklosen Freistrahlfüllung der zweite Füllgehäuseabschnitt in seine angehobene Position verfahren bzw. bewegt werden und dichtet hierbei die während der Druckbefüllung genutzten und notwendigen Gaswege gegenüber dem Hygieneraum oder gegenüber der Umgebung ab, wodurch kein Produkt in diesen Bereich gelangen kann und insbesondere auch der Rückgaskanal des Füllelements abgedichtet ist.
- Der erste, ortsfest angeordnete Füllelementgehäuseabschnitt kann beispielsweise am Füllelement, einer Trägerplatte oder auch an der Unterseite des Füllgutbehälters angeordnet sein.
- Der zweite Füllelementgehäuseabschnitt weist eine der Mündungsöffnung zugewandte erste Anlagenseite sowie eine einer Behältermündung zugwandte zweite Anlagenseite auf. Dabei kann bevorzugt vorgesehen sein, dass die Dichtungseinrichtung wenigstens an der ersten Anlagenseite des zweiten Füllelementgehäuseabschnittes angeordnet ist. Vorzugsweise kann die an der ersten Anlagenseite angeordnete Dichtungseinrichtung die Mündungsöffnung in der angehobenen Position gas- und/oder flüssigkeitsdicht umschließen.
- Weiterhin vorteilhaft kann die zweite Anlagenseite dazu ausgebildet sein, in der abgesenkten Position die Behältermündung zentriert aufzunehmen. Die Dichtungseinrichtung ist sowohl an der ersten als auch der zweiten Anlagenseite vorgesehen und dazu eingerichtet, in der angehobenen Position umlaufend der Mündungsöffnung in Dichtlage und in der absenkten Position in Dichtlage mit der Behältermündung anzuliegen.
- Besonders bevorzugt kann die erste Anlagenseite und/oder die zweite Anlagenseite zumindest abschnittsweise aus einem dichtenden Material ausgebildet sein und die wenigstens eine Dichtungseinrichtung bilden.
- Es kann dabei vorteilhafterweise vorgesehen sein, dass die Dichtungseinrichtung einteilig bzw. einstückig ausgebildet ist. Alternativ kann auch vorgesehen sein, dass die Dichtungseinrichtung mehrteilig, insbesondere zweiteilig ausgebildet ist, wobei ein erster Teil in der angehobenen Position umlaufend der Mündungsöffnung in Dichtlage angeordnet ist und ein zweiter Teil in der abgesenkten Position in Dichtlage mit der Behältermündung.
- Bevorzugt weist der zweite Füllelementgehäuseabschnitt an seiner Außenseite eine zumindest teilweise radial umlaufende Ausnehmung auf. Es kann dabei vorteilhafterweise in der Ausnehmung ein an einer Hubstange fest angeordnetes Verbindungsstück formschlüssig aufgenommen sein, so dass mittels des Verbindungsstückes eine mechanische Zwangsführung zwischen der Hubstange und dem zweiten Füllelementgehäuseabschnitt herstellbar ist.
- Nochmals vorteilhaft kann der zweite Füllelementgehäuseabschnitt als konusartiger Ringkörper mit einem V-förmigen Querschnitt ausgebildet sein. Es kann der zweite Füllelementgehäuseabschnitt im Übergangsbereich zwischen der ersten und zweiten Anlagenseite eine kragenartig umlaufende Dichtung aufweisen, die mit ihrer freien umlaufenden Stirnseite in der abgesenkten Position von oben in die Behältermündung ragt.
- In einer vorteilhaften Ausführungsvariante kann das Ventilgehäuse im Bereich der Mündungsöffnung einen rohrförmigen Ventilgehäusefortsatz aufweisen. Bevorzugt kann vorgesehen sein, dass der zweite Füllelementgehäuseabschnitt wenigstens eine die erste und zweite Anlagenseite vollständig durchdringende Durchbrechung aufweist.
- Nach einer nochmals weiteren Ausführungsvariante kann der zweite Füllelementgehäuseabschnitt an seiner zur Behältermündung zeigenden Unterseite eine umlaufende wulstartige Dichtung aufweisen. Vorteilhafterweise kann der dehnbare Gehäusewandabschnitt als Faltenbalg und/oder Rollmembran ausgebildet sein.
- In einer wiederum vorteilhaften Ausführungsvariante kann der Gehäusewandabschnitt sowohl mit dem ersten Füllelementgehäuseabschnitt wie auch dem zweiten Füllelementgehäuseabschnitt gas- und/oder flüssigkeitsdicht verbunden sein. Das Füllelementgehäuse kann dabei auch einteilig ausgebildet sein.
- Nach einer nochmals weiteren Ausführungsvariante kann wenigstens ein Behälterträger zur Aufnahme wenigstens eines Behälters vorgesehen sein. Es kann dabei vorgesehen sein, dass der wenigstens eine Behälterträger an einer drehbeweglichen, insbesondere verschwenkbaren, Führungsstange vorgesehen ist. In einer vorteilhaften Ausführungsvariante kann an der Führungsstange wenigstens eine Spülkappe vorgesehen sein.
- Der Ausdruck "im Wesentlichen" bzw. "etwa" bzw. "ca." bedeutet im Sinne der Erfindung Abweichungen vom jeweils exakten Wert um +/- 10%, bevorzugt um +/- 5% und/oder Abweichungen in Form von für die Funktion unbedeutenden Änderungen.
- Weiterbildungen, Vorteile und Anwendungsmöglichkeiten der Erfindung ergeben sich auch aus der nachfolgenden Beschreibung von Ausführungsbeispielen und aus den Figuren.
- Die Erfindung wird im Folgenden anhand der Figuren an Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1
- in einer schematischen Schnittdarstellung eine erste Ausführungsvariante einer erfindungsgemäßen Füllelementanordnung einer Füllmaschine umlaufender Bauart zum Freistrahlfüllen von Behältern in angehobener Position
- Fig.
- 2 in einer schematischen Schnittdarstellung eine erfindungsgemäße Füllelementanordnung gemäß
Figur 1 in abgesenkter Position - Fig.
- 3 in einer schematischen Schnittdarstellung eine weitere Ausführungsvariante einer erfindungsgemäßen Füllelementanordnung einer Füllmaschine umlaufender Bauart zum Druck- und/oder Freistrahlfüllen von Behältern in abgesenkter Position
- Fig. 4
- in einer schematischen Schnittdarstellung eine nochmals weitere Ausführungsvariante einer erfindungsgemäßen Füllelementanordnung einer Füllmaschine umlaufender Bauart zum Druck- und/oder Freistrahlfüllen von Behältern in abgesenkter Position
- Fig. 5
- eine schematische Draufsicht auf eine Schnittdarstellung eines zweiten Füllelementgehäuseabschnitts gemäß der Ausführungsvariante der
Fig.4 - Fig. 6
- in einer schematischen Schnittdarstellung eine wiederum weitere Ausführungsvariante einer erfindungsgemäßen Füllelementanordnung einer Füllmaschine umlaufender Bauart zum Druck- und/oder Freistrahlfüllen von Behältern mit Spülkappe
- Fig. 7
- in einer schematischen Schnittdarstellung eine Ausführungsvariante bei welcher der ortsfest angeordnete erste Füllelementgehäuseabschnitt an einer Halte- oder Grundplatte angeordnet ist
- Fig. 8
- in einer schematischen Schnittdarstellung eine Ausführungsvariante bei welcher der ortsfest angeordnete erste Füllelementgehäuseabschnitt an der Unterseite eines Füllgutbehälters angeordnet ist
- Fig. 9
- in einer schematischen Schnittdarstellung eine Ausführungsvariante bei welcher der ortsfest angeordnete erste Füllelementgehäuseabschnitt vollständig am Ventilgehäuse angeordnet ist.
- Für gleiche oder gleich wirkende Elemente der Erfindung werden in den Figuren identische Bezugszeichen verwendet. Ferner werden der Übersichtlichkeit halber nur Bezugszeichen in den einzelnen Figuren dargestellt, die für die Beschreibung der jeweiligen Figur erforderlich sind.
- In den
Fig. 1-Fig. 9 ist mit 1 eine Füllelementanordnung mit einem Füllelement 2 zum Druck- und/oder Freistrahlfüllen von Behältern 3, beispielsweise in Form von Flaschen, mit einem flüssigen Füllgut dargestellt. Die dargestellten Ausführungsbeispiele beziehen sich auf eine Füllmaschine in Rundläuferbauweise, was aber nicht zwingend ist. Es versteht sich von selbst, dass die vorliegende Erfindung auch für Füllmaschinen in Reihenfüller- oder Linearbauweise anwendbar ist. - Die Füllelementanordnung 1 ist zusammen mit einer Vielzahl gleichartiger, weiterer Füllelementanordnungen 1 vorzugsweise in gleichen Winkelabständen am Umfang eines um eine vertikale Maschinenachse umlaufend antreibbaren Rotors 4 einer Füllmaschine umlaufender Bauart vorgesehen.
- An dem nur teilweise dargestellten Rotor 4 befindet sich ein in den Figuren nicht dargestellter, für sämtliche Füllelementanordnungen 1 der Füllmaschine gemeinsamer, das Füllgut bereitstellender Füllgutkessel, beispielsweise in Form eines Ringkessels. Im Kessel können während des Füllbetriebs ein oberer Gasraum und ein unterer Flüssigkeitsraum ausgebildet sein. Dient die Füllelementanordnung 1 zum Druckabfüllen des flüssigen Füllgutes in die Behälter 3, so ist der Gasraum druckgesteuert mit einem unter einem Fülldruck stehenden Inertgas, beispielweise CO2-Gas, beaufschlagt. Beim dargestellten Ausführungsbeispiel sind weiterhin für sämtliche Füllelementanordnungen 1 ebenfalls gemeinsame Ringkanäle 5.1 sowie 5.2 vorgesehen, auf die später noch im Detail eingegangen wird. Auch die Anordnung von gemeinsamen Ringkanälen 5.1 und 5.2 ist nicht zwingend, alternativ können das Füllgut und/oder die Prozessgase auch direkt über mindestens einen Drehverteiler den Füllelementen 2 zugeführt oder von diesen abgeführt werden.
- Das Füllelement 2 umfasst unter anderem ein Flüssigkeitsventil 6 mit wenigstens einem Ventilgehäuse 7, das an der einer Abgabeöffnung 17 des Füllelements 2 zugewandten Seite eine Mündungsöffnung 8 aufweist, wobei in dem Ventilgehäuse 7 ein beim Füllen von dem flüssigen Füllgut durchströmter Flüssigkeitskanal 9 ausgebildet ist, der in seinem oberen Bereich über eine Produktleitung 10 und ein Steuer- bzw. Flüssigkeitsventil 11 mit dem gemeinsamen Füllgutkessel verbunden ist. Im Detail mündet die Produktleitung 10 über eine in dem Ventilgehäuse 7 vorgesehene Eintrittsöffnung 7.1 in den Flüssigkeitskanal 9, deren Achse horizontal oder im Wesentlichen horizontal, d. h. senkrecht zur Füllelementachse FA orientiert ist, so dass das flüssige Füllgut bezogen auf die vertikale Maschinenachse in einer Strömungsrichtung radial nach außen in den Flüssigkeitskanal 9 eintritt.
- Im Ventilgehäuse 7 und damit im Flüssigkeitskanal 9 ist weiterhin wenigstens ein Ventilkörper 12 vorgesehen, welcher bei der dargestellten Ausführungsform mit einem Ventilsitz 13 zusammenwirkt, so dass zum Öffnen und Schließen des Flüssigkeitsventils 6 insbesondere der Ventilkörper 12 in Richtung der vertikalen Füllelementachse FA aus der in der
Fig. 1 dargestellten, das Flüssigkeitsventil 6 verschließenden Position nach oben in eine das
Flüssigkeitsventil 6 öffnende Position, gezeigt inFigur 2 , bewegbar ist. Der Ventilkörper 12 ist hierfür an einem sich von diesem jeweils vorzugsweise beidseitig achsgleich entlang der Füllelementachse FA erstreckenden und als Ventilstößel wirkenden Element 14, beispielsweise einem Rohr vorgesehen, welches mit seinem oberen, in derFigur 1 nicht näher dargestellten und abgedichtet aus dem Flüssigkeitskanal 9 herausgeführten Ende mit einer Betätigungseinrichtung 15 zusammenwirkt, die dazu eingerichtet ist, das Flüssigkeitsventil 6 insbesondere gesteuert und/oder geregelt zu öffnen und zu schließen. - Das Füllelement 2 umfasst ferner ein Füllelementgehäuse 16, das einen ersten, ortsfest angeordneten Füllelementgehäuseabschnitt 16.1 sowie einen zweiten, relativ dazu entlang der Füllelementachse FA zwischen einer in
Figur 1 gezeigten angehobenen Position ANP und einer inFigur 2 gezeigten abgesenkten Position ABP bewegbaren Füllelementgehäuseabschnitt 16.2 aufweist. Zwischen dem ersten und zweiten Füllelementgehäuseabschnitt 16.1 und 16.2 ist ein dehnbar ausgebildeter Gehäusewandabschnitt 16.3 vorgesehen. Vorzugsweise umschließt der dehnbarausgebildete Gehäusewandabschnitt 16.3 das Ventilgehäuse 7 gasdicht, wobei der wenigstens eine Rückgaskanals 33 entlang der Füllelementachse FA beibehalten wird. Dabei weist erfindungsgemäß der zweite Füllelementgehäuseabschnitt 16.2 eine Abgabeöffnung 17 auf, die zur Durchleitung des Füllgutes an den jeweiligen Behälter 3 dient. Weiterhin weist der zweite Füllelementgehäuseabschnitt 16.2 wenigstens eine Dichtungseinrichtung 18 auf, die zumindest in einer in der inFigur 1 gezeigten angehobenen Position ANP umlaufend der Mündungsöffnung 8 des Ventilgehäuses 7 in Dichtlage anliegt. - Hierfür kann der zweite Füllelementgehäuseabschnitt 16.2 die Dichtungseinrichtung 18 aufweisen, die wenigstens an einer der Mündungsöffnung 8 zugewandten ersten Anlagenseite 16.2.1 an dem zweiten Füllelementgehäuseabschnitt 16.2 angeordnet und die Mündungsöffnung 8 gas- und/oder flüssigkeitsdicht - und damit auch den Rückgaskanal 33 - in der angehobenen Position ANP radial umlaufend umschließen kann, ohne dabei in den durch die Mündungsöffnung 8 strömenden Flüssigkeitsstrahl während des Füllvorgangs zu ragen bzw. in diesen vorzustehen. Alternativ ist es auch möglich, dass die erste Anlagenseite 16.2.1 zumindest abschnittsweise aus einem dichtenden Material, beispielweise einem gummiartigen Material, ausgebildet ist und damit die wenigstens eine Dichtungseinrichtung 18 bildet. Dabei kann vorgesehen sein, dass der zweite Füllelementgehäuseabschnitt 16.2 die Abgabeöffnung 17 bildet und als Ringkörper mit einem in der geschnittenen Seitenansicht V-förmigen Querschnitt ausgebildet ist. Der zweite Füllelementgehäuseabschnitt 16.2 kann damit sowohl an der der Mündungsöffnung 8 zugewandten ersten Anlagenseite 16.2.1, als auch einer der Behältermündung 3.2 zuweisenden zweiten Anlagenseite 16.2.2 jeweils als Konus, bzw. konusartig ausgebildet sein. Damit bildet sich ein Ringkörper aus, der in der angehobenen Position ANP mit seiner ersten Anlagenseite 16.2.1 an der Mündungsöffnung 8 in Dichtlage anliegt und damit wenigstens den Rückgaskanal 33 gas- und/oder flüssigkeitsdicht verschließt, während dieser in der abgesenkten Position ABP mit seiner zweiten Anlagenseite 16.2.2 die Behältermündung 3.2 zentriert aufnimmt, insbesondere an dieser anliegt, und damit zudem den Rückgaskanal 33 strömungsfrei gibt.
- Dabei kann auch vorgesehen sein, dass die Dichtungseinrichtung 18 derart ausgebildet ist, dass sie in der angehobenen Position ANP sowohl mit der Mündungsöffnung 8 in Dichtlage gelangt, als auch in der abgesenkten Position ABP in Dichtlage wenigstens mit der Behältermündung 3.1. Alternativ ist es auch möglich, dass die zweite Anlagenseite 16.2.2 zumindest abschnittsweise aus einem dichtenden Material, beispielweise einem gummiartigen Material, ausgebildet ist und damit die wenigstens eine Dichtungseinrichtung 18 bildet. Beispielsweise kann die Dichtungseinrichtung 18 hierfür als einteilig ausgebildete, an dem zweiten Füllelementgehäuseabschnitt 16.2 radial umlaufend angeordnete Dichtung ausgebildet sein, die sich an der jeweiligen Anlagenseite 16.2.1 sowie 16.2.2. umlaufend erstreckt. Alternativ ist es auch möglich, dass die Dichtungseinrichtung 18 mehrteilig, insbesondere zweiteilig, ausgebildet ist, wobei ein erster Teil der Dichtungsrichtung 18 dann in der angehobenen Position an der Mündungsöffnung 8 in Dichtlage anliegt und ein zweiter Teil in der abgesenkten Position ABP in Dichtlage mit der Behältermündung 3.1.
- Vorzugsweise weist der zweite Füllelementgehäuseabschnitt 16.2 an seiner Außenseite eine zumindest teilweise radial umlaufende Ausnehmung 38 auf, in die ein an einer Hubstange 36 mechanisch fest angeordnetes Verbindungsstück 37 formschlüssig eingreift. Die Hubstange 36 erstreckt sich dabei im Wesentlichen längs einer Parallelen der Füllelementachse FA und ist mittels einer nicht näher dargestellten Betätigungseinrichtung 39 vertikalbeweglich, also längsbeweglich, ausgebildet. Beispielweise könnte es sich bei der Betätigungseinrichtung 39 um eine Pneumatikzylinderanordnung handeln. Durch die mittels des Verbindungstückes 37 erzeugte mechanische Zwangsführung zwischen dem zweiten Füllelementgehäuseabschnitt 16.2 und der Hubstange 36, kann über eine durch die Betätigungseinrichtung 39 auf die Hubstange 36 eingeleitete geregelt und/oder gesteuerte Hub- und/oder Senkbewegung der zweite Füllelementgehäuseabschnitt 16.2 vertikal entlang der Füllelementachse FA von einer angehobenen Position ANP in einer abgesenkte Position ABP und umgekehrt bewegt werden.
- Zudem ist zwischen dem ersten und zweiten Füllelementgehäuseabschnitt 16.1 und 16.2 der das Ventilgehäuse 7 unter Belassung des wenigstens einen Rückgaskanals 33 entlang der Füllelementachse FA gasdicht umschließend sowie dehnbar ausgebildete Gehäusewandabschnitt 16.3 vorgesehen. Insbesondere kann der Gehäusewandabschnitt 16.3 als Faltenbalg und/oder Rollmembran ausgebildet sein, so dass sich zwischen der Außenseite des Ventilgehäuses 7 und der Innenseite des Gehäusewandabschnittes 16.3 der Rückgaskanal 33 ausbildet, der beispielweise ein Ringkanal bzw. Ringspalt sein kann. Bei dem Gehäusewandabschnitt 16.3 handelt es sich also um ein flexibles, d. h. elastisch verformbares, Bauteil. Insbesondere kann der Gehäusewandabschnitt 16.3 sowohl mit dem ersten Füllelementgehäuseabschnitt 16.1 sowie auch dem zweiten Füllelementgehäuseabschnitt 16.2 gas- und/oder flüssigkeitsdicht verbunden, beispielweise verklebt, sein.
- Der erste Füllelementgehäuseabschnitt 16.1 kann dabei fest an dem Füllelement 2 angeordnet, beispielweise mit diesem verklebt, sein. Insbesondere kann der erste Füllelementgehäuseabschnitt 16.1 mit einem Füllelementträger 40 verbunden sein, mit dem das Füllelement 2 seinerseits wiederum mit dem Rotor 4 verbunden ist. Es kann dabei vorgesehen sein, dass Füllelementgehäuse 16 einteilig, insbesondere einstückig, ausgebildet ist und dabei beispielsweise mittels eines Spritzgussverfahrens hergestellt wird. Wie bereits dargestellt, bestehen für die Befestigung des ersten Füllelementgehäuseabschnitts 16.1 auch andere Möglichkeiten.
- Im Füllelement 2 sind weiterhin, wie aus dem Stand der Technik bekannt, verschiedene Gaskanäle 30 bzw. Strömungswege ausgebildet, die durch beispielsweise im nicht aktivierten Zustand geschlossene Steuerventile 31 und 32 steuerbar sind und so unter anderem einen Strömungsweg über den Rückgaskanal 33 durch Aktivieren bzw. Öffnen des Steuerventils 31 mit dem als beispielweise Entlastungskanal ausgebildeten Ringkanal 5.2 verbunden werden kann, sowie ein weiterer Strömungsweg, über den durch Aktivieren bzw. Öffnen des Steuerventils 32 der Rückgaskanal 33 mit dem als beispielsweise Spanngaskanal ausgebildeten Ringkanal 5.1 verbunden werden kann. Über die gesteuerten Strömungswege 30 mittels der Steuerventile 31 und 32 kann auch bei mit einem Verschluss oder mit einer Spülkappe bzw. CIP-Kappe 44 verschlossenem Ringraum und bei geöffneten Flüssigkeitsventil 6 sowie geöffneten Steuerventil 11 eine intensive CIP-Reinigung und/oder Sterilisation der Füllelemente 2 der Füllmaschine möglich, wie dies näher in
Figur 6 dargestellt ist. - Für die drucklose Freistrahlfüllung sind die Steuerventile 31 und 32 geschlossen sowie der zweite Füllelementgehäuseabschnitt 16.2 vorzugsweise in einer angehobenen Position ANP vorgesehen. Der zu füllende Behälter 3 ist mit seiner Behälterachse vorzugsweise achsgleich mit der Füllelementachse FA und mit seiner Behältermündung 2.1 mit Abstand unterhalb der Abgabeöffnung 17 gehalten, und zwar mit seinem Mündungsflansch 2.2 hängend an einer jeden Füllelementanordnung 1 zugeordneten Behälterträger 34, der beispielsweise als Neckringhalter ausgebildet sein kann. Der Behälterträger 34 kann in verschiedenen Größen ausgeführt sein und ist dabei insbesondere an den Durchmesser der Behältermündung 3.2 angepasst. In der in
Figur 1 dargestellten Ausführungsvariante ist der Behälterträger 34 an einer nur schematisch andeuteten Führungsstange 35 vorgesehen, die drehbar, insbesondere schwenkbar, ausgebildet sein kann, derart dass der an der Führungsstange 35 insbesondere fest angeordnete, also mechanisch fixierte, Behälterträger 34 mit dem jeweils an diesem aufgenommenen Behälter 3 vorzugsweise achsgleich mit der Füllelementachse FA unter das Füllelement 2 verschwenkbar ist. Alternativ ist es auch möglich, dass der schwenkbaren Führungsstange 35 mehrere Behälterträger 34 vorzugsweise unterschiedlicher Größe beispielsweise untereinander an der Führungsstange 35 angeordnet sind, die jeweils separate gesteuert und/oder geregelt unter das Füllelement 2 verschenkt werden können. Zudem kann der Führungsstange 35 auch die inFigur 6 näher dargestellte Spülkappe 44 zugeordnet sein, die ebenfalls mittels der Führungsstange 35 verschwenkbar ausgebildet sein kann. - Für die in
Figur 2 dargestellte Druckbefüllung wird der höhenbeweglich ausgebildete zweite Füllgehäuseabschnitt 16.2 in seine in Dichtlage mit der Behältermündung 3.1 gelangende abgesenkte Position ABP verfahren. Damit wird durch den zweiten Füllelementgehäuseabschnitt 16.2 insbesondere der Rückgaskanal 33 für einen strömenden Gasweg 30 frei gegeben. Beim Herabfahren in seine abgesenkte Position ABP zentriert der als Konus ausgebildete zweite Füllelementgehäuseabschnitt 16.2 die Behältermündung 3.1 insbesondere mittels der zweiten Anlagenseite 16.2.2, bevor er mit bzw. an der Behältermündung 3.1 in Dichtlage gelangt. Beim Druckbefüllen erfolgt vor der eigentlichen Füllphase zumindest ein Vorspannen des Behälters 3 mit dem unter Druck stehenden Inertgas, welches bei geöffneten Steuerventil 32 aus dem als Spanngaskanal ausgebildeten Ringkanal 5.2 und den Gaskanal 30 in den in Dichtlage am Füllelement 2 angeordneten Behälter 3 strömt. Während der anschließenden Füllphase und dabei insbesondere während der Schnellfüllphase bei geöffnetem Flüssigkeitsventil 6 wird das Inertgas, welches von dem in den Behälter 3 zufließenden Füllgut aus dem Behälterinnenraum zunehmend verdrängt wird, über den Rückgaskanal 33 und sich daran anschließenden Gaskanal 30 und das geöffnete Steuerventil 31 dem als Entspannungskanal ausgebildeten Ringkanal 5.1 zurückgeführt. - In der in
Figur 3 dargestellten Ausführungsvariante weist der zweite Füllelementgehäuseabschnitt 16.2 eine vorzugsweise im Übergangsbereich zwischen der ersten und zweiten Anlagenseite 16.2.1 und 16.2.2 kragenartig umlaufende angeordnete weitere Dichtung 41 auf, die beispielweise als Dichtlippe ausgebildet sein kann. Die weitere Dichtung 41 greift dabei mit ihrer umlaufend freien Stirnseite 41.1 in der absenkten Position ABP von oben in die Behältermündung 3.1 des Behälters 3 ein und verhindert damit, dass beispielweise eine durch Fliehkräfte bedingte Auslenkung des Füllstrahls die Behältermündung 3.1 mit dem abzufüllenden Füllgut benetzt. Die weitere Dichtung 41 kann dabei mit dem zweiten Füllelementgehäuseabschnitt 16.2 einstückig ausgebildet sein oder an diesem angeordnet, beispielweise mit diesem fest verbunden, insbesondere verklebt, sein. Um ein Benetzen der Behältermündung 3.1 auch bei der drucklosen Befüllung zu unterbinden, könnte auch hier der zweite Füllelementgehäuseabschnitt 16.2 in seine abgesenkte Position ABP verfahren werden. Das hierbei aus dem Behälter 3 austretende Rückgas kann dann, gleich der Druckbefüllung, über die Gaswege 30 im Füllelement 2 abgeführt werden. Alternativ ist es jedoch auch möglich, eine drucklose Freistrahlfüllung in einer angehobenen Position ANP des zweiten Füllelementgehäuseabschnittes 16.2 durchzuführen, und damit die Gaswege 30, insbesondere den Rückgaskanal 33, die für eine Druckfüllung zwingend erforderlich sind, abzusperren und somit zu verhindern, dass insbesondere keine Fremdgase in den Behälter 3 gelangen. - Die
Figur 4 zeigt eine weitere Ausführungsvariante der Erfindung, bei der das Ventilgehäuse 7 im Bereich der Mündungsöffnung 8 einen rohrförmigen Ventilgehäusefortsatz 7.2 aufweist, der vorzugsweise zylindrisch ausgebildet ist und sich dabei insbesondere konzentrisch der Füllelementachse FA in Richtung des zweiten Füllelementgehäuseabschnittes 16.2 erstreckt. Die Längserstreckung entlang der Füllelementachse FA des Ventilgehäusefortsatzes 7.2 ist dabei so gewählt, dass der zweite Füllelementgehäuseabschnitt 16.2 den Ventilgehäusefortsatz 7.2 in seiner abgesenkten Position ABP noch formschlüssig umschließt. Damit wird durch den Ventilgehäusefortsatz 7.2 eine mechanische Zwangsführung des zweiten Füllelementgehäuseabschnittes 16.2 während der Hub- und/oder Senkbewegung bewirkt, wodurch eine zusätzlich verbesserte Zentrierung des Behälters 3 durch die zweite Anlagenseite 16.2.2 erfolgen kann. Um für die Druckbefüllung einen Gasaustausch zwischen dem Behälter 3 und dem Füllelement 2 zur erreichen, weist der zweite Füllelementgehäuseabschnitt 16.2 wenigstens eine die erste und zweite Anlagenseite 16.2.1 und 16.2.2 vollständig durchdringende Durchbrechung 42, beispielsweise Bohrung, auf, so dass durch die mindestens eine Durchbrechung 42 ein Gasaustausch zwischen Behälter 3 und Füllelement 2, insbesondere über den Rückgaskanal 33, erzeugbar ist. - Die
Figur 5 zeigt den zweiten Füllelementgehäuseabschnitt 16.2 der Ausführungsvariante gemäßFigur 4 in schematischer Draufsicht einer Schnittdarstellung entlang der Schnittlinie A. Dabei weist der zweite Füllelementgehäuseabschnitt 16.2 mehrere Durchbrechungen 42 auf, die in einem vorzugsweise gleichmäßigen Winkelabstand um den Ventilgehäusefortsatz 7.2 umlaufend angeordnet sind. Zwischen den entsprechenden Durchbrechungen 42, die insbesondere bis an die Außenwandung des Ventilgehäusefortsatzes 7.2 reichen können, bilden sich jeweils Stege 43 aus, die ebenfalls an der Außenwandung des Ventilgehäusefortsatzes 7.2 zur Anlage kommen und damit insbesondere bei einer Hub- und/oder Senkbewegung des zweiten Füllgehäuseabschnittes 16.2 eine mechanische Zwangsführung an dem Ventilgehäusefortsatz 7.2 sicherstellen. -
Figur 6 zeigt eine weitere Ausführungsvariante einer erfindungsgemäßen Füllelementanordnung 1 mit einer Spülkappe 44. Hierfür weist der zweite Füllelementgehäuseabschnitt 16.2 an seiner Unterseite, also an seiner der Spülkappe 44 hin zugewandten Seite, eine vorzugsweise um die Abgabeöffnung 17 umlaufende, wulstartige Dichtung 45 auf, mittels der der zweite Füllelementgehäuseabschnitt 16.2 gegenüber der Spülkappe 44 gas- und/oder flüssigkeitsdicht in einer abgesenkten Position ABP für eine CIP-Reinigung und/oder Sterilisation abdichtbar ist. Beispielweise kann die Dichtung 45 als Wellendichtung oder Dichtlippe ausgebildet sein. Die Spülkappe 44 kann beispielweise an dem Behälterträger 34 angeordnet sein. Auch kann der Spülkappe 44 für eine CIP-Reinigung und/oder Sterilisation eine nicht weiter dargestellte CIP-Rücklaufleitung zugeordnet sein, mittels der das Reinigungsmittel und/oder Spülgas abführbar ist. Die eigentliche CIP-Reinigung und/oder Sterilisation und die dazu notwendigen Verfahrensschritte, insbesondere die Regelung und/oder Steuerung der Steuerventile 31 und 32, sind aus dem Stand der Technik hinreichend bekannt. - Die Erfindung wurde voranstehend an mehreren Ausführungsbeispielen beschrieben. Es versteht sich, dass zahlreiche Modifikationen und Änderungen der Erfindung möglich sind.
-
- 1
- Füllelementanordnung
- 2
- Füllelement
- 3
- Behälter
- 3.1
- Behältermündung
- 3.2
- Mündungsflasch
- 4
- Rotor
- 5.1
- Ringkanal
- 5.2
- Ringkanal
- 6
- Flüssigkeitsventil
- 7
- Ventilgehäuse
- 7.1
- Eintrittsöffnung
- 7.2
- Ventilgehäusefortsatz
- 8
- Mündungsöffnung
- 9
- Flüssigkeitskanal
- 10
- Produktleitung
- 11
- Steuerventil
- 12
- Ventilkörper
- 13
- Ventilsitz
- 14
- Element
- 15
- Betätigungseinrichtung
- 16
- Füllelementgehäuse
- 16.1
- erste Füllelementgehäuseabschnitt
- 16.2
- zweite Füllelementgehäuseabschnitt
- 16.2.1
- erste Anlagenseite
- 16.2.2
- zweite Anlagenseite
- 16.3
- Gehäusewandabschnitt
- 17
- Abgabeöffnung
- 18
- Dichtungseinrichtung
- 30
- Gaskanäle bzw. Gasweg
- 31
- Steuerventil
- 32
- Steuerventil
- 33
- Rückgaskanal
- 34
- Behälterträger
- 35
- Führungsstange
- 36
- Hubstange
- 37
- Verbindungstück
- 38
- Ausnehmung
- 39
- Betätigungseinrichtung
- 40
- Füllelementträger
- 41
- Dichtung
- 41.1
- freie Stirnseite
- 42
- Durchbrechung
- 43
- Steg
- 44
- Spülkappe
- 45
- Dichtung
- FA
- Füllelementachse
- ANP
- angehobene Position
- ABP
- abgesenkte Position
Claims (20)
- Füllelementanordnung (1) zur drucklosen oder druckbeaufschlagten Freistrahlfüllung von Behältern (3) mit einem flüssigen Füllgut, umfassend wenigstens ein Füllelement (2) mit zumindest einem Füllelementgehäuse (16), das wenigstens eine Abgabeöffnung (17) zur Abgabe des Füllgutes in den jeweiligen Behälter (3) aufweist, mit einem Flüssigkeitsventil (6) zur Steuerung der Abgabe des Füllgutes, wobei das Flüssigkeitsventil (6) wenigstens ein Ventilgehäuse (7) aufweist, das an der der Abgabeöffnung (17) zugewandten Seite eine Mündungsöffnung (8) aufweist, wobei in dem Ventilgehäuse (7) wenigstens ein beim Füllen von dem flüssigen Füllgut durchströmter Flüssigkeitskanal (9) sowie ein Ventilkörper (12) vorgesehen ist, und_wobei der Ventilkörper (12) zur Steuerung der Abgabe des Füllgutes innerhalb des Ventilgehäuses (7) zwischen einer Schließstellung und einer Öffnungsstellung bewegbar ist, wobei zwischen dem Füllelementgehäuse (16) und dem Ventilgehäuse (7) wenigstens ein Rückgaskanal (33) ausgebildet ist, dass das Füllelementgehäuse (16) einen ersten, ortsfest angeordneten Füllelementgehäuseabschnitt (16.1) sowie einen zweiten, relativ dazu entlang einer Füllelementachse (FA) zwischen einer angehobenen Position (ANP) und einer abgesenkten Position (ABP) bewegbaren Füllelementgehäuseabschnitt (16.2) aufweist, wobei zwischen dem ersten und zweiten Füllelementgehäuseabschnitt (16.1, 16.2) ein das Ventilgehäuse (7) unter Belassung des wenigstens einen Rückgaskanals (33) entlang der Füllelementachse (FA) gasdicht umschließend ausgebildeter Gehäusewandabschnitt (16.3) vorgesehen ist, und wobei der zweite Füllelementgehäuseabschnitt (16.2) die Abgabeöffnung (17) bildet, mit wenigstens einer Dichtungseinrichtung (18), wobei die Dichtungseinrichtung (18) zumindest in der angehobenen Position (ANP) umlaufend der Mündungsöffnung (8) des Ventilgehäuses (7) in Dichtlage am Ventilgehäuse (7) anliegt und so den Rückgaskanal (33) gas- und/oder flüssigkeitsdicht verschließt, wobei der zweite Füllelementgehäuseabschnitt (16.2) eine der Mündungsöffnung (8) zugewandte erste Anlagenseite (16.2.1) sowie eine einer Behältermündung (3.1) zugwandte zweite Anlagenseite (16.2.2.) aufweist, dadurch gekennzeichnet, dass der Gehäusewandabschnitt (16.3) dehnbar ausgebildet ist, und dass die Dichtungseinrichtung (18) sowohl an der ersten als auch der zweiten Anlagenseite (16.2.1, 16.2.2) vorgesehen ist und dazu eingerichtet ist, in der angehobenen Position (ANP) umlaufend der Mündungsöffnung (8) in Dichtlage und in der absenkten Position (ABP) in Dichtlage mit der Behältermündung (3.1) anzuliegen.
- Füllelementanordnung nach Anspruch 1, dadurch gekennzeichnet, dass die an der ersten Anlagenseite (16.2.1) angeordnete Dichtungseinrichtung (18) die Mündungsöffnung (8) in der angehobenen Position (ANP) gas- und/oder flüssigkeitsdicht umschließt.
- Füllelementanordnung nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die zweite Anlagenseite (16.2.2) dazu ausgebildet ist, in der abgesenkten Position (ABP) die Behältermündung (3.1) zentriert aufzunehmen.
- Füllelementanordnung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die erste Anlagenseite (16.2.1) und/oder die zweite Anlagenseite (16.2.2) zumindest abschnittsweise aus einem dichtenden Material ausgebildet ist und die wenigstens eine Dichtungseinrichtung (18) bildet.
- Füllelementanordnung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Dichtungseinrichtung (18) einteilig ausgebildet ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Dichtungseinrichtung (18) mehrteilig, insbesondere zweiteilig ausgebildet ist, wobei ein erster Teil in der angehobenen Position (ANP) umlaufend der Mündungsöffnung (8) in Dichtlage angeordnet ist und ein zweiter Teil in der abgesenkten Position (ABP) in Dichtlage mit der Behältermündung (3.1).
- Füllelementanordnung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der zweite Füllelementgehäuseabschnitt (16.2) an seiner Außenseite eine zumindest teilweise radial umlaufende Ausnehmung (38) aufweist.
- Füllelementanordnung nach Anspruch 7, dadurch gekennzeichnet, dass in der Ausnehmung (38) ein an einer Hubstange (36) fest angeordnetes Verbindungsstück (37) formschlüssig aufgenommen ist, so dass mittels des Verbindungsstückes (37) eine mechanische Zwangsführung zwischen der Hubstange (36) und dem zweiten Füllelementgehäuseabschnitt (16.2) herstellbar ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, der zweite Füllelementgehäuseabschnitt (16.2) als konusartiger Ringkörper mit einem V-förmigen Querschnitt ausgebildet ist,
- Füllelementanordnung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass der zweite Füllelementgehäuseabschnitt (16.2) im Übergangsbereich zwischen der ersten und zweiten Anlagenseite (16.2.1 und 16.2.2) eine kragenartig umlaufende Dichtung (41) aufweist, die mit ihrer freien umlaufenden Stirnseite (41.1) in der abgesenkten Position (ABP) von oben in die Behältermündung (3.1) ragt.
- Füllelementanordnung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Ventilgehäuse (7) im Bereich der Mündungsöffnung (8) einen rohrförmigen Ventilgehäusefortsatz (7.2) aufweist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass der zweite Füllelementgehäuseabschnitt (16.2) wenigstens eine die erste und zweite Anlagenseite (16.2.1, 16.2.2) vollständig durchdringende Durchbrechung (42) aufweist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der zweite Füllelementgehäuseabschnitt (16.2) an seiner zur Behältermündung (3.1) zeigenden Unterseite eine umlaufende wulstartige Dichtung (45) aufweist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der dehnbare Gehäusewandabschnitt (16.3) als Faltenbalg oder Rollmembran ausgebildet ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der Gehäusewandabschnitt (16.3) sowohl mit dem ersten Füllelementgehäuseabschnitt (16.1) wie auch dem zweiten Füllelementgehäuseabschnitt (16.2) gas- und/oder flüssigkeitsdicht verbunden ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass das Füllelementgehäuse (16) einteilig ausgebildet ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass wenigstens ein Behälterträger (34) zur Aufnahme eines wenigstens Behälters (3) vorgesehen ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass der wenigstens eine Behälterträger (34) an einer drehbeweglichen, insbesondere verschwenkbaren, Führungsstange (35) vorgesehen ist.
- Füllelementanordnung nach einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass an der Führungsstange (35) wenigstens eine Spülkappe (44) vorgesehen ist.
- Füllmaschine zum Füllen von Behältern (3) mit einem flüssigen Füllgut mit einer Vielzahl von Füllelementanordnungen (1) vorzugsweise am Umfang eines um eine vertikale Maschinenachse umlaufend antreibbaren Rotors, dadurch gekennzeichnet, dass die Füllelementanordnungen (1) nach einem der vorhergehenden Ansprüche ausgebildet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201630312T SI3286130T1 (sl) | 2015-04-21 | 2016-04-19 | Sestav polnilnega elementa in polnilni stroj |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015106125.2A DE102015106125B3 (de) | 2015-04-21 | 2015-04-21 | Füllelementanordnung sowie Füllmaschine |
| PCT/EP2016/058637 WO2016169925A1 (de) | 2015-04-21 | 2016-04-19 | Füllelementanordnung sowie füllmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3286130A1 EP3286130A1 (de) | 2018-02-28 |
| EP3286130B1 true EP3286130B1 (de) | 2019-06-26 |
Family
ID=55860819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16719347.3A Active EP3286130B1 (de) | 2015-04-21 | 2016-04-19 | Füllelementanordnung sowie füllmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10421654B2 (de) |
| EP (1) | EP3286130B1 (de) |
| DE (1) | DE102015106125B3 (de) |
| SI (1) | SI3286130T1 (de) |
| WO (1) | WO2016169925A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021128681A1 (de) | 2021-11-04 | 2023-05-04 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Füllen von Behältern |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015116532A1 (de) * | 2015-09-30 | 2017-03-30 | Khs Gmbh | Verfahren sowie Behandlungsstation und Behandlungskopf zur Behandlung der Innenräume von KEGs sowie Dichtung zur Verwendung bei einer derartigen Behandlungsstation |
| DE102016124216B3 (de) * | 2016-12-13 | 2018-05-09 | Khs Gmbh | Füllelementanordnung sowie Füllmaschine |
| DE102017104388A1 (de) * | 2017-03-02 | 2018-09-06 | Khs Gmbh | Durchflussmesser und Füllelement umfassend einen Durchflussmesser |
| USD846608S1 (en) * | 2017-03-14 | 2019-04-23 | M&M Machinery Services, Inc. | Receiver for a bottling machine |
| DE102017215436A1 (de) * | 2017-09-04 | 2019-03-07 | Krones Ag | Vorrichtung und Verfahren zur Pasteurisierung und Abfüllung von Medium |
| DE102018127592B4 (de) * | 2018-11-06 | 2020-07-16 | Khs Gmbh | Füllelement, Füllsystem und Verfahren zum Füllen von Behältern |
| EP3907142B1 (de) * | 2020-05-06 | 2025-04-30 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung zum befüllen von infusionsbeuteln |
| CN113896151B (zh) * | 2021-10-07 | 2023-04-07 | 展一智能科技(东台)有限公司 | 一种换料枪机构及料枪切换、驱动系统 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2574746A (en) * | 1949-04-04 | 1951-11-13 | F M Ball & Co | Liquid filler valve |
| US3155127A (en) * | 1962-07-25 | 1964-11-03 | Tillie Lewis Foods Inc | Adjustable filler valve |
| US3416577A (en) * | 1966-05-31 | 1968-12-17 | Henry H. Franz | Valve for container filling apparatus |
| US3799222A (en) * | 1972-05-11 | 1974-03-26 | H Franz | Container filling apparatus |
| US3848645A (en) * | 1973-08-06 | 1974-11-19 | H Franz | Container filling apparatus |
| US3871425A (en) * | 1973-10-10 | 1975-03-18 | Federal Mfg Co | Bottling method and apparatus |
| US4269236A (en) * | 1979-05-17 | 1981-05-26 | Fogg Filler Company | Container filling device |
| US4250934A (en) * | 1979-05-30 | 1981-02-17 | Shibuya Kogyo Co. Ltd. | Liquid filling nozzle |
| JP4524959B2 (ja) * | 2001-06-12 | 2010-08-18 | 澁谷工業株式会社 | 充填バルブ |
| JP4411832B2 (ja) * | 2002-10-17 | 2010-02-10 | 澁谷工業株式会社 | 充填バルブ |
| JP4687335B2 (ja) * | 2005-08-30 | 2011-05-25 | 澁谷工業株式会社 | 加圧充填バルブ |
| DE102008057752A1 (de) * | 2008-11-17 | 2010-05-20 | Khs Ag | Füllelement sowie Füllsystem mit einem solchen Füllelement |
| DE102012014957A1 (de) * | 2012-07-30 | 2014-05-15 | Khs Gmbh | Füllelement sowie Füllmaschine |
| DE102013106927A1 (de) * | 2013-07-02 | 2015-01-08 | Khs Gmbh | Füllelement sowie Füllmaschine |
| DE102013113070B3 (de) * | 2013-11-26 | 2015-03-19 | Khs Gmbh | Füllelement sowie Füllmaschine |
-
2015
- 2015-04-21 DE DE102015106125.2A patent/DE102015106125B3/de not_active Expired - Fee Related
-
2016
- 2016-04-19 US US15/563,156 patent/US10421654B2/en active Active
- 2016-04-19 WO PCT/EP2016/058637 patent/WO2016169925A1/de not_active Ceased
- 2016-04-19 EP EP16719347.3A patent/EP3286130B1/de active Active
- 2016-04-19 SI SI201630312T patent/SI3286130T1/sl unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021128681A1 (de) | 2021-11-04 | 2023-05-04 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Füllen von Behältern |
| EP4177215A1 (de) | 2021-11-04 | 2023-05-10 | Krones Ag | Vorrichtung und verfahren zum füllen von behältern |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102015106125B3 (de) | 2016-09-08 |
| EP3286130A1 (de) | 2018-02-28 |
| US20180086618A1 (en) | 2018-03-29 |
| SI3286130T1 (sl) | 2019-08-30 |
| WO2016169925A1 (de) | 2016-10-27 |
| US10421654B2 (en) | 2019-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3286130B1 (de) | Füllelementanordnung sowie füllmaschine | |
| EP3074339B1 (de) | Füllelement sowie füllmaschine | |
| EP3356285B1 (de) | Verfahren und behandlungsstation zur behandlung von kegs | |
| EP2788274B1 (de) | Füllelement sowie füllsystem | |
| EP2984029B1 (de) | Füllelement sowie füllsystem | |
| DE102012014957A1 (de) | Füllelement sowie Füllmaschine | |
| EP2604295B2 (de) | Verfahren zum Sterilisieren von Behältnissen | |
| EP2882678B1 (de) | Mehrfachfüllelement für ein füllsystem oder eine füllmaschine sowie füllmaschine | |
| EP2969894A1 (de) | Verfahren sowie füllmaschine zum füllen von dosen oder dgl. behältern mit einem flüssigen füllgut | |
| WO2015000826A1 (de) | Füllelement sowie füllmaschine | |
| WO2015018633A1 (de) | Verfahren sowie system zum spülen von behältern | |
| DE102015110073B4 (de) | Faltenbalgdichtung sowie Arbeitskopf einer Vorrichtung oder Maschine zum Herstellen und/oder Behandeln von Behältern mit einer solchen Faltenbalgdichtung | |
| EP3554987B1 (de) | Füllelementanordnung sowie füllmaschine | |
| WO2018137811A1 (de) | Füllsystem zum füllen von behältern mit einem flüssigen füllgut | |
| EP2881360A1 (de) | Vorrichtung zum Behandeln eines Behälters in einer Getränkabfüllanlage und Verfahren zur Reinigung der Vorrichtung | |
| EP3166882B1 (de) | Füllsystem zum füllen von flaschen oder dergleichen behältern | |
| EP2958849B1 (de) | Füllsystem sowie füllmaschine | |
| EP4470964A1 (de) | Verfahren zum sterilisieren eines füllventils | |
| EP4177215A1 (de) | Vorrichtung und verfahren zum füllen von behältern | |
| DE102013101812A1 (de) | Füllsystem sowie Füllmaschine | |
| WO2021121917A1 (de) | Füllmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171121 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190321 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1148064 Country of ref document: AT Kind code of ref document: T Effective date: 20190715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016005255 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190926 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: KHS GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190926 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190927 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191026 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016005255 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200419 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200419 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1148064 Country of ref document: AT Kind code of ref document: T Effective date: 20210419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20250410 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250422 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250424 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250425 Year of fee payment: 10 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: UPC_APP_0014573_3286130/2025 Effective date: 20251125 |