EP3446848B1 - Élément isolant ainsi que son procédé de fabrication - Google Patents
Élément isolant ainsi que son procédé de fabrication Download PDFInfo
- Publication number
- EP3446848B1 EP3446848B1 EP18186891.0A EP18186891A EP3446848B1 EP 3446848 B1 EP3446848 B1 EP 3446848B1 EP 18186891 A EP18186891 A EP 18186891A EP 3446848 B1 EP3446848 B1 EP 3446848B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- insulating element
- polyurethane
- mold
- sheet
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/1228—Joining preformed parts by the expanding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/08—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles using several expanding or moulding steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/12—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements
- B29C44/14—Incorporating or moulding on preformed parts, e.g. inserts or reinforcements the preformed part being a lining
Definitions
- the present invention relates to an insulating element for the production of frame parts, in particular frame parts for the production of recreational vehicles (such as caravans, mobile homes, etc.) and to a method for producing such an insulating element.
- insulating elements and methods for producing such insulating elements are known from the prior art.
- Such insulating elements are often produced in the form of PU molded parts in special casting tools, for example by introducing polyurethane into a correspondingly shaped casting tool. There, the polyurethane can foam up and harden, so that after the hardened polyurethane is removed, a molded part corresponding to the shape of the casting tool is available.
- the molded parts produced in this way are often covered with a jacket, which is usually also made of polyurethane.
- EN 10 2010 025 137 B4 It is known to encase a lightweight core made of polyurethane lightweight foam with a load-bearing, fiber-reinforced polyurethane system.
- the disadvantage of molded parts produced using this method is that the reinforcing fibers in the shell are visible on the surface of the molded part, which of course has a negative impact on the look and feel of the molded part.
- the rigidity and stability of the molded parts produced in this way is also not optimal.
- US 5 173 227 A describes an insulating element with a base body made of hardenable plastic and at least two surface-like reinforcing elements integrated into the hardenable plastic.
- EN 10 2015 005 504 A1 describes a method for producing a fiber-reinforced plastic component in an RTM process.
- a fiber semi-finished product is three-dimensionally formed in a preforming step to form a preform.
- This preform is placed in a tool cavity of an injection tool in an injection step.
- the fiber semi-finished product is then foamed.
- EN 10 2013 006 300 A1 relates to a method for producing a structural component by providing a lightweight core which is surrounded by a foam mass.
- JP H03 124411 A describes a process for producing a lightweight component in a tool cavity using polyurethane.
- US 4 379 103 A describes a method having the features of the preamble of claim 1.
- GB 1 163 501 A describes fiber-reinforced plastic products, which may include polyurethane.
- the present invention is based on the object of providing an insulating element and a method for producing such an insulating element, with which the disadvantages of the prior art can be overcome.
- the invention is based in particular on the object of providing an insulating element which, in addition to an optimal appearance, also has improved stability and rigidity.
- step b) of the method according to the invention at least two separate flat reinforcing elements are inserted into the mold, after the subsequent steps c) to e) have been carried out, an insulating element is created in which at least two independent flat reinforcing elements are integrated.
- two flat reinforcing elements for example two glass fiber mats, in particular makes it possible to achieve a particularly high level of rigidity and stability of the insulating element. This is of great advantage, particularly when used in the manufacture of elongated vehicle frame parts (such as rear pillars).
- the insulation element produced in this way can be used excellently as a core for further use in the manufacture of special frame parts.
- the insulation element produced according to the invention can also be surrounded by a covering, such as a jacket made of compact polyurethane. This type of further processing also reliably prevents the reinforcing elements in the core from showing on the surface.
- the polyurethane used in the process according to the invention contains a release agent. During the molding process, this release agent migrates towards the warm mold surfaces of the mold and wets them.
- the planar reinforcing elements are mats, fabrics or knitted fabrics, whereby the planar reinforcing elements are preferably made of glass fibers. It has been found that glass fiber mats or fabrics in particular have a particularly positive effect on the rigidity and stability of the insulating element.
- the flat reinforcement elements are preferably made of glass fibre mats with a weight of approximately 240 to 360 g/m 2 . Such glass fibre mats can be used to produce particularly rigid and stable components that are also particularly light.
- the flowable, curable plastic mass is polyurethane, in particular polyurethane with a foam density of approximately 70 kg/m 3 .
- a polyurethane with the stated foam density insulating elements with high rigidity and at the same time particularly low weight can be produced.
- the finished polyurethane foam advantageously has a U-value comparable to polystyrene. A particularly advantageous insulating effect can be achieved with such a polyurethane foam as the material for an insulating element to be produced.
- a coated insulation element with a complete polyurethane foam core that shows no defects can be produced.
- a plastic coating high rigidity and low weight are achieved. achieved.
- the shell (outer layer) is completely closed and the appearance of reinforcing elements on the surface of the insulation element is - depending on the thickness of the shell - virtually impossible.
- the mold surfaces of the foaming tool are coated with release agent and/or paint, especially in-mold paint, before step g). Coating the mold surfaces with release agent has the advantage that the finished insulation element can be easily removed from the foaming tool.
- Coating the mold surfaces of the foaming tool with in-mold paint is particularly advantageous. This saves a complete work step in the form of a painting step. Another advantage of this procedure is that the insulation element does not have to be sanded or otherwise processed before being placed in the foaming tool. With in-mold painting, the paint forms a material bond with the plastic mass, in particular with the polyurethane foam. This creates a UV-stable, high-gloss surface on the finished insulation element. There is also a form-fitting and material-fitting connection between the foam core and the outer layer.
- An example of such a paint is a water-dilutable 2-component PU system (e.g. 2K-Hydro-IMC-Topcoat from Fujichem Sonnenbom Limited).
- the curable plastic mass of the casing is preferably polyurethane, particularly compact polyurethane with a density of approx. 1,000 kg/m 3 .
- polyurethane particularly compact polyurethane with a density of approx. 1,000 kg/m 3 .
- the present invention further relates to an insulating element produced by a method according to the invention, comprising a base body made of curable plastic and at least two planar reinforcing elements integrated into the curable plastic, wherein the curable plastic is polyurethane.
- the advantages of the insulating element according to the invention have already been explained in the context of the method according to the invention. At this point, the advantageous effect that can be achieved by the at least two planar reinforcing elements should be mentioned again.
- the at least two, mutually independent planar reinforcing elements achieve a particularly high level of rigidity and stability of the insulating element. This is particularly useful for elongated frame parts of vehicles, especially recreational vehicles.
- the curable plastic is advantageously polyurethane with a foam density of approximately 70 kg/m 3 .
- This polyurethane preferably has a U-value comparable to polystyrene.
- Figure 1 As shown, a two-part, openable and closable mold 1 with a lower mold part 1a and an upper mold part 1b is first provided.
- Figure 1 shows the mold 1 in the opened state in which the mold parts 1a and 1b are separated from each other.
- the mold surfaces 16a, 16b of the mold parts 1a and 1b are coated with release agent (not shown here). Then the mold surface 16a of the lower A glass fiber mat 2a is molded onto the molding surface 16b of the upper molding part 1a. A glass fiber mat 2b is also molded onto the molding surface 16b of the upper molding part 1b.
- a flowable, curable plastic mass in the form of polyurethane 4 with a foam density of approximately 70 kg/m 3 is introduced into the cavity 3 of the mold 1.
- the initially flowable polyurethane 4 is then allowed to cure in the cavity 3.
- the mold 1 is opened by separating the mold parts 1a and 1b and the finished insulating element 5 according to the invention can be removed.
- the insulating element 5 has on its surface the two glass fiber mats 2a and 2b, which are separate from each other.
- the glass fiber mats are those with a weight of approximately 300 g/m 2 .
- the insulation element 5 is further processed, with the following additional process steps now following.
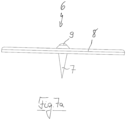
- the insulation element 5 with the fixing pins 6 serving as spacers is now inserted into a foaming tool 10.
- the foaming tool 10 also comprises - analogous to the molding tool 1 - a lower mold part 11a and an upper mold part 11b.
- the mold surfaces 12 of the mold parts 11a and 11b of the foaming tool 10 were previously coated with in-mold paint.
- the polyurethane is then allowed to harden in the foaming tool.
- the foaming tool 10 is then opened by separating the mold parts 11a and 11b and the now coated insulation element 5 is removed from the foaming tool.
- This insulation element 5 is in Figure 6 shown. It now comprises a core 13 made of lightweight polyurethane with two glass fiber mats arranged on the periphery of the core. This core 13 is surrounded by a jacket 14 made of compact polyurethane. Due to the fact that the mold surfaces 12 of the foaming tool 10 were coated with in-mold paint before the insulation element 5 was introduced into the foaming tool 10, the jacket 14 has a thin layer 15 of in-mold paint on its surface. This procedure saves a complete painting step. The base plates 8 and the spacer buttons 9 of the fixing pins 6 are foamed into the jacket 14.
- the insulation element produced using the method described above has various advantages.
- the foam core 13 with integrated glass fiber mats 2a, 2b achieves a high degree of rigidity of the foam core 13.
- the entire element is highly rigid with low weight.
- a completely closed outer layer is obtained.
- both the core and the sheath material can be made non-flammable or at least flame-retardant.
- the insulation element 5 shown above is the rear pillar of a motorhome.
Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Claims (12)
- Procédé pour produire un élément isolant pour la production de parties de châssis, le procédé comprenant les étapes suivantes :a) fournir un outil de moulage (1) qui est au moins en deux parties et capable d'être ouvert et fermé et qui a au moins une première partie de moule (1a) et une deuxième partie de moule (1b), lesdites parties de moule, dans l'état fermé de l'outil de moulage, formant une cavité (3) et représentant la forme extérieure tridimensionnelle de l'élément isolant, les parties de moule étant reliées l'une à l'autre dans l'état fermé de l'outil de moulage et étant au moins partiellement séparées l'une de l'autre dans l'état ouvert de l'outil de moulage ;b) disposer au moins un élément (2a) de renfort de type nappe sur la première partie de moule (1a) et au moins un élément (2b) de renfort de type nappe sur la deuxième partie de moule (1b), dans l'état fermé de l'outil de moulage, les éléments de renfort de type nappe étant situés dans la cavité (3) formée par les parties de moule ;c) introduire une masse plastique (4) coulante et capable d'être cuite dans la cavité (3) formée par les parties de moule de l'outil de moulage ;d) laisser durcir la masse plastique dans l'outil de moulage ;e) ouvrir l'outil de moulage et enlever l'élément isolant (5) formé de cette manière, la masse plastique coulante et capable d'être cuite étant un polyuréthane (4),le polyuréthane contenant des agents de démoulage, les étapes suivantes suivant l'étape de procédé e) :f) disposer des entretoises (6) sur l'élément isolant (5) ;g) insérer l'élément isolant (5) dans un outil de moussage (10) qui est capable d'être ouvert et fermé, toute la surface de l'élément isolant étant maintenue à distance de surfaces de moule (12) de l'outil de moussage (10) par les entretoises (6) faisant saillie dudit élément isolant ;h) enrober l'élément isolant (5) dans l'outil de moussage (10) d'une masse plastique (14) capable d'être cuite ;i) laisser cuire la masse plastique dans l'outil de moussage (10) ;j) ouvrir l'outil de moussage et enlever l'élément isolant qui est maintenant enveloppé.
- Procédé selon la revendication 1, caractérisé en ce que les éléments de renfort de type nappe sont des mats (2a, 2b), des tissus ou des tricots, dans lequel ceux-ci sont fabriqués, de préférence, de fibres de verre.
- Procédé selon la revendication 2, caractérisé en ce que les éléments de renfort de type nappe sont des mats de fibres de verre ayant un poids d'environ 240 à 360 g/m2.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que la masse plastique coulante et capable d'être cuite est un polyuréthane (4) ayant une densité de mousse d'environ 70 kg/m3, la mousse de polyuréthane finie ayant, de préférence, une valeur U comparable au polystyrène.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que les surfaces de moule (12) de l'outil de moussage (10) sont revêtues d'un agent de démoulage et/ou d'un revêtement, notamment un revêtement en moule (15), avant l'étape de travail g).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que la masse plastique capable d'être cuite est un polyuréthane (14), notamment un polyuréthane compact ayant une densité d'environ 1.000 kg/m3.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que les entretoises (6) sont enfonées dans l'élément isolant (5) dans l'étape f).
- Élément isolant produit par un procédé selon l'une quelconque des revendications 1 à 8, comprenant un corps de base fait d'une matière plastique (4) durcissable et d'au moins deux éléments (2a, 2b) de renfort de type nappe intégrés dans la matière plastique durcissable, la matière plastique durcissable étant un polyuréthane.
- Élément isolant selon la revendication 8, caractérisé en ce que les au moins deux éléments de renfort de type nappe sont chacun un mat (2a, 2b), un tissu et/ou un tricot, dans lequel il est fabriqué, de préférence, de fibres de verre.
- Élément isolant selon la revendication 8 ou 9, caractérisé en ce que les au moins deux éléments (2a, 2b) de renfort de type nappe sont disposés à distance l'un de l'autre.
- Élément isolant selon l'une quelconque des revendications 8 à 10, caractérisé en ce que la matière plastique durcissable est un polyuréthane ayant une densité de mousse d'environ 70 kg/m3, le polyuréthane ayant, de préférence, une valeur U comparable au polystyrène.
- Élément isolant selon l'une quelconque des revendications 8 à 11, caractérisé en ce qu'il a une enveloppe d'une masse plastique capable d'être cuite, la masse plastique capable d'être cuite étant de préférence un polyuréthane, notamment un polyuréthane compact ayant une densité d'environ 1.000 kg/m3.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201831177T SI3446848T1 (sl) | 2017-08-24 | 2018-08-01 | Izolacijski element in postopek za izdelavo le-tega |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017119382.0A DE102017119382B4 (de) | 2017-08-24 | 2017-08-24 | Dämmelement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3446848A1 EP3446848A1 (fr) | 2019-02-27 |
| EP3446848B1 true EP3446848B1 (fr) | 2024-09-18 |
Family
ID=63165192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18186891.0A Active EP3446848B1 (fr) | 2017-08-24 | 2018-08-01 | Élément isolant ainsi que son procédé de fabrication |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3446848B1 (fr) |
| DE (1) | DE102017119382B4 (fr) |
| DK (1) | DK3446848T3 (fr) |
| ES (1) | ES2994408T3 (fr) |
| SI (1) | SI3446848T1 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019107404B4 (de) | 2018-12-04 | 2022-05-25 | Knaus Tabbert Ag | Verfahren zur Herstellung eines Dämmelements für die Herstellung von Rahmenteilen und Dämmelement |
| EP3663065B1 (fr) | 2018-12-04 | 2022-07-06 | Knaus Tabbert AG | Procédé de fabrication d'un élément isolant pour la fabrication de parties de cadre |
| DE102019007024A1 (de) * | 2019-10-09 | 2021-04-15 | FORMTEC Kunststofftechnik GmbH | Strukturbauteil |
| DE102020116141B4 (de) | 2020-06-18 | 2023-12-28 | Knaus Tabbert Ag | Verfahren zur Herstellung eines Dämmelements für Freizeitfahrzeuge sowie Freizeitfahrzeug |
| DE102022119114A1 (de) | 2022-07-29 | 2024-02-01 | Knaus Tabbert Ag | Dämmelement sowie System und Verfahren zur Herstellung eines solchen |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1163501A (en) * | 1967-05-02 | 1969-09-10 | Shell Internat Reaserch Mij N | A reinforced foamed plastics product |
| US4379103A (en) * | 1980-08-25 | 1983-04-05 | Detroit Gasket & Manufacturing Co. | Method of forming a foam resin core structure having a smooth composite reinforced integral skin |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03124411A (ja) * | 1989-10-06 | 1991-05-28 | Kanto Seiki Co Ltd | 表皮付発泡体の製造方法 |
| US5173227A (en) | 1990-12-06 | 1992-12-22 | United Technologies Corporation | In-situ molding of fiber reinforced composites to net shape |
| DE19808026C2 (de) | 1998-02-26 | 2001-11-29 | Edscha Cabrio Dachsys Gmbh | Verfahren zum Herstellen von Kunststoff-Formteilen, insbesondere Autodächern, und Vorrichtung zum Durchführen dieses Verfahrens |
| DE102010025137B4 (de) | 2010-06-25 | 2014-03-20 | Edag Gmbh & Co. Kgaa | Verfahren zum Herstellen von PU-Formteilen sowie danach hergestelltes PU-Formteil |
| DE102012217618A1 (de) * | 2012-09-27 | 2014-03-27 | Lisa Dräxlmaier GmbH | Verfahren zum Umgießen eines konturgeformten Flachleiters |
| DE102013006300A1 (de) | 2013-04-12 | 2014-10-16 | Parat Beteiligungs Gmbh | Strukturbauteil und Verfahren zur Herstellung eines Strukturbauteils |
| US9731441B2 (en) * | 2013-04-26 | 2017-08-15 | MGNT Products Group, LLC | Double fabric faced injection molded fixture |
| KR102215789B1 (ko) | 2013-09-27 | 2021-02-16 | 코베스트로 도이칠란트 아게 | 다층 구조적 구성요소, 그의 제조 방법 및 그의 용도 |
| DE102015005504B4 (de) | 2015-04-30 | 2019-01-17 | Audi Ag | Verfahren zur Herstellung eines faserverstärkten Kunststoffbauteils |
-
2017
- 2017-08-24 DE DE102017119382.0A patent/DE102017119382B4/de not_active Expired - Fee Related
-
2018
- 2018-08-01 DK DK18186891.0T patent/DK3446848T3/da active
- 2018-08-01 ES ES18186891T patent/ES2994408T3/es active Active
- 2018-08-01 SI SI201831177T patent/SI3446848T1/sl unknown
- 2018-08-01 EP EP18186891.0A patent/EP3446848B1/fr active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1163501A (en) * | 1967-05-02 | 1969-09-10 | Shell Internat Reaserch Mij N | A reinforced foamed plastics product |
| US4379103A (en) * | 1980-08-25 | 1983-04-05 | Detroit Gasket & Manufacturing Co. | Method of forming a foam resin core structure having a smooth composite reinforced integral skin |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102017119382A1 (de) | 2019-02-28 |
| DK3446848T3 (da) | 2024-11-18 |
| ES2994408T3 (en) | 2025-01-23 |
| EP3446848A1 (fr) | 2019-02-27 |
| DE102017119382B4 (de) | 2024-10-24 |
| SI3446848T1 (sl) | 2025-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3446848B1 (fr) | Élément isolant ainsi que son procédé de fabrication | |
| EP2502723B1 (fr) | Procédé de fabrication de composants de revêtement interne comprenant des éléments de montage renforcés en fibres pour véhicules automobiles | |
| EP1172282A2 (fr) | Elément composite pour carrosseries de véhicule et procédé et appareil de sa fabrication | |
| DE102012016309A1 (de) | Verfahren zur Herstellung einer Kernschicht eines Leichtbauelementes sowie Leichtbauelement | |
| DE102012104534A1 (de) | Innenverkleidung für ein Kraftfahrzeug, die einen Dachhimmel und einen Versteifungsrahmen aufweist, und Verfahren zu ihrer Herstellung | |
| EP3589470B1 (fr) | Composant à base de fibres comportant des tiges de fibres reliées sous forme de treillis | |
| DE102013219820A1 (de) | Faserverbundwerkstoffbauteil, Verfahren zur Herstellung eines Faserverbundwerkstoffbauteils sowie Verwendung von Faserbündeln und Verstrebungsmitteln zur Herstellung eines Faserverbundwerkstoffbauteils | |
| DE102012017698A1 (de) | Verfahren zur Herstellung eines Verbundbauteils und Verbundbauteil | |
| WO2018202473A1 (fr) | Composant de surface extérieure d'un véhicule, et procédé de fabrication d'un composant de surface extérieure d'un véhicule | |
| DE19809272A1 (de) | Faserverbundwerkstoff-Sandwichbauteil und Herstellungsverfahren | |
| DE102016203444A1 (de) | Schaumstoffelement sowie Verfahren zur Herstellung eines Schaumstoffelementes | |
| DE10322994A1 (de) | Verfahren zum Herstellen eines Verbundbauteils, insbesondere eines Fahrzeugteils, sowie Karosserieanbauteil | |
| DE102008029518B4 (de) | Verfahren zur Herstellung von Faserverbundbauteilen und Faserverbundbauteile | |
| DE4106888A1 (de) | Sandwichbauteil | |
| DE10060042A1 (de) | Faserverstärktes Verbundbauteil aus Metall- und Kunststoffteilen und Verfahren zu dessen Herstellung | |
| DE102011003747A1 (de) | Faserverstärktes Bauteil und Verfahren zur Herstellung eines faserverstärkten Bauteils | |
| DE1753825B2 (de) | Verformbares verstaerkungselement fuer kalthaertende kunstharze | |
| DE102010003656B4 (de) | KFZ-Verkleidungsbauteil mit daran bereichsweise vorgesehenem Wärmeschutzbauteil aus Kunststoffmaterial und Verfahren zur Herstellung desselben | |
| DE102016104603A1 (de) | Verbundbauteil und Verfahren zur Herstellung | |
| DE102008023208A1 (de) | Bauteil in Hybridbauweise | |
| DE102005050964B4 (de) | Strukturteil für eine Karosserie eines Fahrzeugs und Verfahren zum Herstellen eines derartigen Strukturteils | |
| DE102015203852A1 (de) | Kunststoffbauteil und Verfahren zum Herstellen desselben | |
| DE102016215384A1 (de) | Verfahren zur Herstellung eines Hohlprofilbauteils mit Querkammern und hiermit hergestellter Seitenschutz für ein Kraftfahrzeug | |
| DE102015119401A1 (de) | Verfahren zur Herstellung eines Sandwichbauteils | |
| AT503268B1 (de) | Verfahren zur herstellung eines mehrlagigen bauteils |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190614 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KNAUS TABBERT AG |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20211207 |
|
| REG | Reference to a national code |
Free format text: PREVIOUS MAIN CLASS: B29C0044080000 Ref country code: DE Ref legal event code: R079 Ref document number: 502018015144 Country of ref document: DE Ipc: B29C0044140000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B29C 44/14 20060101AFI20240326BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20240416 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018015144 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| GRAT | Correction requested after decision to grant or after decision to maintain patent in amended form |
Free format text: ORIGINAL CODE: EPIDOSNCDEC |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20241113 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241219 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2994408 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241219 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250120 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502018015144 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250619 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502018015144 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20250831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240918 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20250901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250801 |