EP4326452B1 - Système robotisé pour laminoir - Google Patents
Système robotisé pour laminoir Download PDFInfo
- Publication number
- EP4326452B1 EP4326452B1 EP22722868.1A EP22722868A EP4326452B1 EP 4326452 B1 EP4326452 B1 EP 4326452B1 EP 22722868 A EP22722868 A EP 22722868A EP 4326452 B1 EP4326452 B1 EP 4326452B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- frame
- rolls
- rolling mill
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/08—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts
- B21B31/10—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts by horizontally displacing, i.e. horizontal roll changing
- B21B31/103—Manipulators or carriages therefor
Definitions
- the invention relates to a robotic system for loading and unloading suitable for changing rolls of a rolling mill, or even sets of support rollers of a rolling mill, or even spray ramps, as well as a rolling installation comprising such a robotic system.
- the preamble of claim 1 is based on the document FR 3 095 140 A1 .
- the invention also relates to a method for unloading and/or loading cylinders (or sets of support rollers) of a rolling mill implemented by such a robotic system.
- the field of the invention relates more particularly to the equipment used to carry out maintenance operations on a 20 High type rolling mill.
- a 20 High rolling mill is for example known from prior art. US 5,193,377 And US 5,471,859 .
- the cylinders (and sets of support rollers) are divided into a lower group and an upper group, and in a symmetrical configuration relative to the plane of travel of the metal strip to be rolled.
- Figure 5 of the document US 5,193,377 illustrates for example the upper group with a working cylinder, two first intermediate cylinders, three second intermediate cylinders, and four sets of support rollers.
- Each set of support rollers typically comprises a support shaft along which rollers are distributed, typically formed by bearings.
- the inner ring of each bearing is mounted on the support shaft, the outer ring of the bearing being intended to roll on one or even two contiguous cylinders belonging to the cylinders of the second intermediate rollers.
- the set of support rollers also comprises a saddle whose arcuate body extends longitudinally along the length of the support shaft, and whose convex face is intended to bear on a concave seat of a mounting part of the stand.
- This saddle also has extensions, projecting from the concave face of the body, crossed by the support shaft, the extensions being distributed along the length of the shaft and in particular arranged between the rollers.
- Eccentric rings are also provided between the support shaft and these extensions, the shaft having a pinion intended to mesh in the rolling mill stand with a corresponding pinion, or even a rack.
- This pinion (or this rack) thus makes it possible to drive the support shaft in rotation, and thus to move the position of the support shaft and the rollers carried relative to the arcuate body of the saddle apart or closer together, thanks to the eccentric rings. It is understood that these sets of support rollers also require maintenance, which is carried out by removing this member from the cage, following the axis of said support shaft.
- the operations of extraction (or installation by insertion) of the internal organs, are usually carried out using handling equipment secured to the end of the organ to be removed (namely to the end of the cylinder to be removed or the support shaft of the set of support rollers to be removed), provided with a counterweight.
- the purpose of the counterweight is to balance the organ to be gripped when handled by the hoist of a workshop overhead crane, and in order to keep it substantially horizontal, and while the hook of the hoist grips a ring positioned on the equipment between the counterweight and the gripped organ.
- the gripped organ is rigidly secured to the counterweight of the equipment, which is likely to swing at the lower end of the hoist cable.
- a robotic system is also known for a metal strip rolling installation including a 20-roll rolling mill comprising a rolling mill stand and a set of rolls, internal to the stand, including two working rolls of the metal strip, eight sets of support rollers, first intermediate rolls and second intermediate rolls, the rolling mill stand having an access opening, closed by a door system, the metal strip extending longitudinally in a horizontal X direction, and transversely in a horizontal Y direction, parallel to the axes of the rolling mill rolls.
- the extracted cylinder is entirely outside the rolling mill stand, oriented axially parallel to the Y direction, transverse.
- the cylinder is then in an intermediate position where the cylinder is located between, on the one hand, the access opening of the rolling mill stand, left open by the door system, and on the other hand, the robot carriage, and as illustrated in Figure 2 .
- the removal of the cylinder requires additional motorized equipment, comprising a system of removal racks, motorized, at least in the X direction horizontally so that it is positioned between the rolling mill and the robot.
- This rack system can still be moved in a motorized manner in the horizontal Y direction.
- the rack is thus moved by the first chassis along the rails Ra2, in the Y direction, then by moving the second chassis in the X direction, cantilevered from the first chassis, to ensure the depositing of the cylinder by the robot on the rack which takes place, by the action of the third motor means, while the cylinder is still oriented in the Y direction, in a position where the mobile rack is positioned intermediate between the rolling mill and the robot.
- the mobile rack system is a piece of equipment that clutters up the maintenance aisle, which extends, in the X direction, along the access openings of the various rolling mills.
- the system of rack thus allows to be placed in the area between the rolling mill and the robot, so as to allow the robot to deposit the cylinders which have been extracted on the rack system, the cylinder then always oriented in the transverse direction Y, or to allow the robot to recover one of the cylinders on the rack then oriented in the transverse direction Y.
- the possible possibility of the rack system moving in the Y direction along the Ra2 rails allows the rack system to move away from the rolling mill, thus facilitating the handling of the cylinders present on the rack by the overhead crane.
- Such a robotic system is conventionally used to ensure the removal of rolls from a 20 Hi rolling mill, and in particular the work rolls, the first intermediate rolls and the second intermediate rolls.
- This disclosure improves the situation.
- the present disclosure relates to a rolling installation comprising a robotic system according to the first aspect and a said rolling mill comprising said stand and said set of cylinders, internal to the stand, including the two working cylinders, the support cylinders or the support rollers, or even the intermediate cylinders, in particular the first intermediate cylinders and the second intermediate cylinders, the rolling mill stand having said access opening, possibly closed by the door system, the metal strip Bm extending longitudinally in a horizontal X direction, and transversely in a horizontal Y direction, parallel to the axes of the rolling mill cylinders and and in which said installation comprises a loading/unloading rack, positioned removably on a support frame, anchored to the ground in an anchoring position at a distance from the rolling mill in the transverse Y direction and laterally to the rails, freeing up a maintenance aisle in the X direction, along the access opening of the rolling mill, the rack resting on the support frame having housings, oriented in the X direction,
- the rolling mill has spraying ramps, including two upper spraying ramps, and two lower spraying ramps, and in which said robotic system is configured to change the spraying ramps.
- the rolling installation comprises a rolling mill L having a rolling mill stand and a set of cylinders, internal to the stand, including two working cylinders 12, optionally support cylinders or support rollers A, B, C, D, E, F, G, H, or even intermediate cylinders, in particular first intermediate cylinders 13 and second intermediate cylinders 14, 15.
- the rolling mill can be a 20Hi rolling mill, with twenty rolls.
- the cylinders are divided into a lower group Gi and an upper group Gs; more precisely these groups Gi and Gs have a symmetrical arrangement and each comprise ten cylinders including a working cylinder 12, two first intermediate cylinders 13, three second intermediate cylinders 14, 15, and four support cylinders, or set of support rollers, which are outside the arrangement, and which are noted A, B, C and D for the upper group Gs and E, F, G and H for the lower group Gi.
- the rolling mill cage has an access opening, possibly closed by a door system, the metal strip Bm extending longitudinally in a horizontal X direction and transversely in a horizontal Y direction, the Y direction being parallel to the axes of the rolling mill cylinders.
- the robotic system also comprises a fourth chassis 5, and rotational guidance means connecting the fourth chassis and the third chassis around a vertical rotation axis Av, configured to drive the rotation of the fourth chassis 5 relative to the third chassis 4, under the action of fourth motor means M4, as well as a gripping system 6, embedded on the fourth chassis 5.
- the gripping system 6 may comprise an actuator configured to control the locking and unlocking of the gripping of an end piece Eb secured to a cylinder.
- the gripping system is configured to grip an end piece of a gripping system of a cylinder of the rolling mill.
- the gripping system may be, for example, the tool suitable for changing the working cylinders described in the patent application FR 2002381 filed on March 10, 2020 by the present Applicant.
- the robotic system 1 is configured to ensure the extraction of a cylinder, by gripping the end piece secured to the cylinder, or by gripping the cylinder by the gripping system locked by the gripping system, with depositing of the cylinder preferably on a rack Ra, laterally to the rails Ra1, after pivoting of the cylinder by rotation of the fourth chassis 5 relative to the third chassis 4 around the vertical rotation axis Av, generated by the fourth motor means M4.
- the cylinder When the cylinder is deposited on the rack Ra by the robotic system, the cylinder extends longitudinally in the direction X.
- the gripping system 6 can be articulated to the fourth chassis 5 along a second articulation axis Ah, horizontal perpendicular to the vertical rotation axis Av between the fourth chassis 5 and the third chassis 4, called the first rotation axis, and perpendicular to the axis of the cylinder gripped by the gripping system.
- the robotic system also comprises fifth motor means M5 configured to adjust the inclination of the gripping system 6, and thus the inclination of the gripped cylinder, by rotation of the gripping system around said second rotation axis Ah.
- Such adjustment possibility offered by the second horizontal rotation axis Ah and the fifth motor means M5 allows to adjust the inclination of the gripped roll when removed or inserted into the rolling mill stand.
- the inclination is adjusted so that the gripped roll is parallel to the axes of the other rolls.
- Such an adjustment makes it possible to avoid collisions and/or markings of the removed roll by the robotic system when it is extracted or inserted into the rolling mill stand.
- the cylinder is oriented in the Y direction held by the gripping system 5 at its end on the side of the access opening of the rolling mill.
- the 90° pivoting of the cylinder around the vertical rotation axis Av, makes it possible to place the cylinder on the rack Ra which is arranged laterally to the robotic system, and in particular laterally to the rails Ra1.
- the rolling installation according to the present disclosure is therefore devoid of motorized rack system configured to be positioned between the robotic system and the rolling mill, and unlike the state of the art illustrated in Figures 1 and 2 .
- the rack is preferably positioned on a support frame Cha, leaving a maintenance aisle AL following the X direction, along the access opening of the rolling mill, this maintenance aisle continuing between the support frame Cha and the rolling mill stand.
- said installation may comprise at least one loading/unloading rack Ra, preferably positioned in a removable manner by simply pressing on the support frame Cha.
- This support frame Cha is preferably anchored to the ground in an anchoring position at a distance from the rolling mill in the transverse Y direction, freeing said maintenance aisle AL in the X direction, along the access opening of the rolling mill. It is also noted that the support frame Cha is arranged laterally to the rails Ra1 along which the carriage of the robotic system moves.
- the robotic system is configured to place the cylinder on a loading/unloading rack Ra resting on the support frame Cha in an anchoring position, once the gripped cylinder is pivoted by the fourth motor M4 by 90° relative to the position of the cylinder during extraction.
- Said at least one rack Ra is configured as a removable component of the support frame Cha.
- the rack can preferably be handled by a vehicle such as an automated guided vehicle (AGV) or alternatively by the hoist of the rolling mill crane.
- AGV automated guided vehicle
- the various racks each preferably have a plurality of housings (or cradles) which are substantially parallel to each other.
- the diameters of the housings (or cradles) are adapted to the cylinders (or set of rollers) to be collected.
- the diameters of the housings (or cradles) are different, in whole or in part, between the first, second, third, fourth racks.
- the housings (or cradles) of said at least one rack Ra are oriented in the X direction, when said at least one rack Ra rests on the support frame Cha.
- the support frame Cha may comprise a first support Cha1, and a second support Cha2, respectively anchored to the ground in a parallel manner along the Y direction.
- Said at least one rack Ra is configured to rest by taking support, the support frame Cha, by resting simultaneously on the first support Cha1 and the second support Ch2, at two opposite edges of the rack Ra.
- the support frame Cha is preferably of a length, in the Y direction, greater than the dimension of said at least one rack.
- the Y direction extends in a horizontal direction perpendicular to the axes of the housings of the rack.
- the Cha support frame is then advantageously configured to support several racks, distributed on the frame in different positions along the Y direction.
- the first support Cha1 and the second support Cha2 of the support frame Cha simultaneously support three (first) racks receiving working cylinders 12, in the Y direction.
- the support frame Cha (in particular the first support and the second support) supports respectively, two (first) racks receiving working cylinders 12, a (second) rack receiving first intermediate cylinders 13, and a (third) rack receiving second intermediate cylinders 14, 15.
- first support Cha 1 and the second support Cha2 of the support frame leave between them an intermediate clearance, free which can be crossed by the rack handling vehicle, in particular self-guided, (AGV, English acronym for "Automated Guided Vehicle”) when this vehicle places a rack on the support frame Cha, or on the contrary removes a rack.
- AGV Automated Guided Vehicle
- Such a handling vehicle is positioned between the first support and the second support to place a rack on the support frame Cha when removing a rack, by lowering a lifting member of the vehicle.
- this vehicle is positioned under the rack to be handled by simply pressing on the support frame, the vehicle then retracted between the first support and the second support, and lifts it, by means of a lifting member.
- This rack handling vehicle can in particular deposit a (first, second, third or fourth) rack, empty of cylinder, intended to receive the worn cylinders removed by the robotic system, and/or a (first, second, third or fourth) rack comprising in its housings new (or rectified) cylinders which are intended to be gripped by the robotic system to be inserted into the rolling mill stand.
- the rolling mill L may further have spray ramps, including two upper spray ramps and two lower spray ramps; said robotic system may then be configured to change the spray ramps by gripping a nozzle at the end of the spray ramps.
- the gripping system 6 may comprise a tubular chassis 60 inside which is provided a locking/unlocking device 7, pivotally mounted by means of bearings 61, 62, around an axis of rotation, intended to be parallel, or even coincident with the axis of the gripped cylinder, by means of motor means M6, in particular sixth motor means.
- the locking/unlocking device 7 may also comprise (seventh) motor means M7 configured to switch the locking device from a state of locking the tip Eb to a state of unlocking the tip.
- locking may be obtained by the movement of jaws clamping the tip by wedge effect.
- the sixth M6 motors allow the orientation of the support roller assembly (or the spray ramp) to be adjusted around an axis parallel to the Y direction.
- the support roller assembly (or the spray ramp) cannot be inserted into the rolling mill stand in any orientation.
- the support rollers are rotated relative to the saddle via eccentrics, by a shaft carrying a driven pinion.
- the teeth of this pinion must be engaged with the teeth of a drive pinion inside the rolling mill stand.
- the set of support rollers are rotatably mounted relative to the saddle, this saddle needing to be engaged in a given orientation in a receiving area of the rolling mill stand.
- the sixth motor means 6 then make it possible to pivot the set of support rollers, including the saddle which can be locked in rotation with the rollers, by a removable support (not shown).
- the robotic system according to the present disclosure makes it possible to change the working cylinders 12, or even the first intermediate cylinders 13 and second intermediate cylinders 14, 15, or even the sets of support rollers A, B, C, D, E, F, G, H, or even the spray ramps, while increasing the safety of operations for the operators.
- the arrangement with the position of said at least one rack on a support frame arranged laterally to the rails, at a distance along the transverse direction Y, makes it possible to leave free the maintenance aisle AL which can extend continuously along the rolling mills when each one is equipped with a robotic system according to the present disclosure.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
- Metal Rolling (AREA)
Description
- L'invention est relative à un système robotisé pour le chargement et le déchargement convenant pour le changement de cylindres d'un laminoir, voire des ensembles de galets d'appui d'un laminoir, ou encore de rampes d'aspersion, ainsi qu'une installation de laminage comprenant un tel système robotisé. Le préambule de la revendication 1 est basé sur le document
FR 3 095 140 A1 - L'invention concerne encore un procédé pour le déchargement et/ou le chargement de cylindres (ou des ensembles de galets d'appui) d'un laminoir mis en œuvre par un tel système robotisé.
- Le domaine de l'invention concerne plus particulièrement les équipements utilisés pour effectuer des opérations de maintenance sur un laminoir du type 20 High. Un laminoir 20 High est par exemple connu des antériorités
US 5 193 377 etUS 5 471 859 . Dans un tel laminoir, les cylindres (et ensembles de galets d'appui) sont répartis en un groupe inférieur et un groupe supérieur, et selon une configuration symétrique par rapport au plan de défilement de la bande métallique à laminer. Lafigure 5 du documentUS 5 193 377 illustre par exemple le groupe supérieur avec un cylindre de travail, deux premiers cylindres intermédiaires, trois seconds cylindres intermédiaires, et quatre ensembles de galets d'appui. - Au fur et à mesure des campagnes de laminage, il est nécessaire de renouveler l'état de surface des cylindres du laminoir, cette opération étant opérée en ouvrant la porte d'accès de la cage du laminoir et en retirant les cylindres de la cage de laminoir. Ces cylindres sont ensuite rectifiés, avant d'être de nouveau insérés dans la cage du laminoir.
- Chaque ensemble de galets d'appui comprend typiquement un arbre support le long duquel sont répartis des galets typiquement formés par des roulements. A cet effet, la bague intérieure de chaque roulement est montée sur l'arbre support, la bague extérieure du roulement étant destinée à rouler sur un, voire deux cylindres contigus appartenant aux cylindres des seconds intermédiaires. L'ensemble de galets d'appui comprend encore une sellette dont le corps arqué s'étend longitudinalement sur la longueur de l'arbre support, et dont la face convexe est destinée à venir en appui sur un siège concave d'une partie de montage de la cage. Cette sellette présente encore des extensions, saillantes de la face concave du corps, traversées par l'arbre support, les extensions étant réparties sur la longueur de l'arbre et en particulier disposées entre les galets. Des bagues excentriques sont encore prévues entre l'arbre support et ces extensions, l'arbre présentant un pignon destiné à engrener dans la cage du laminoir avec un pignon correspondant, ou encore une crémaillère. Ce pignon (ou cette crémaillère) permet ainsi d'entrainer l'arbre support en rotation, et ainsi d'écarter ou rapprocher la position de l'arbre support et des galets portés par rapport au corps arqué de la sellette, grâce aux bagues excentriques. Il est bien entendu que ces ensembles de galets d'appui requièrent également une maintenance, qui s'effectue en retirant cet organe de la cage, suivant l'axe dudit arbre support.
- Les opérations d'extraction (ou de mises en place par insertion) des organes internes, (cylindres ou ensemble de galets d'appui) sont usuellement opérées grâce à un équipement de manutention solidarisé à l'extrémité de l'organe à retirer (à savoir à l'extrémité du cylindre à retirer ou de l'arbre support de l'ensemble de galets d'appui à retirer), pourvu d'un contrepoids. Le contrepoids a pour objet d'équilibrer l'organe à saisir lorsque manipulé par le palan d'un pont roulant de l'atelier, et afin de le maintenir sensiblement horizontal, et alors que le crochet du palan vient saisir un anneau positionné sur l'équipement entre le contrepoids et l'organe saisi. Lors de la sortie de l'organe (ou à l'inverse lors de sa mise en place), l'organe saisi est rigidement solidaire du contrepoids de l'équipement, qui est susceptible de se balancer à l'extrémité inférieure du câble du palan.
- Lors des manœuvres d'extraction, les opérateurs sont nécessairement présents à proximité de l'organe saisi, et afin de guider les opérations d'extraction (ou de mise en place) qui sont ainsi particulièrement dangereuses en raison des mouvements éventuels de balancier des lourds éléments suspendus au câble du pont roulant.
- Les opérations de mise en place de chaque ensemble de galets d'appui dans la cage du laminoir sont encore particulièrement fastidieuses en ce qu'il est nécessaire d'orienter, lors de l'insertion de l'ensemble :
- la sellette suivant la position angulaire permettant son insertion dans la cage dans sa position de montage, à savoir d'aligner angulairement la sellette avec le siège de cage du laminoir : cette opération nécessite par exemple pour les ensembles de galets du groupe supérieur de maintenir la sellette vers le haut, et à l'encontre de la gravité qui tend à la basculer vers le bas,
- l'arbre support et surtout le pignon solidaire de son extrémité et afin de positionner précisément les dents du pignon entre les dents du pignon d'entraînement (ou de la crémaillère d'entraînement) du laminoir se trouvant au fond de la cage.
- On connait toutefois du document
JP1976454C - Selon les constatations de la Demanderesse, l'utilisation d'un bras robotisé standard pour la manipulation des cylindres du laminoir présente deux inconvénients majeurs, à savoir :
- l'utilisation d'un bras robotisé surdimensionné : il sera nécessaire d'utiliser un bras, encombrant, avec des moteurs conséquents aux articulations du bras pour résister aux couples nécessaires au maintien des organes à saisir en extrémité, à savoir des cylindres et/ou des ensembles de galets d'appui (en raison de leur poids conséquent et de leur grande longueur),
- un encombrement opérationnel important lors des opérations de chargement/déchargement : la surface balayée par l'organe saisi (cylindre ou ensemble de galets d'appui) porté à l'extrémité du bras robotisé lors de sa rotation et jusqu'à la zone de dépose est très importante et ne peut être envisagée que lorsque l'espace nécessaire dans l'atelier est disponible.
- On connait encore un système robotisé pour une installation de la laminage d'une bande métallique y compris un laminoir à 20 cylindres comprenant une cage de laminoir et un ensemble de cylindres, internes à la cage, y compris deux cylindres de travail de la bande métallique, huit ensembles de galets d'appui, des premiers cylindres intermédiaires et des seconds cylindre intermédiaires, la cage de laminoir présentant une ouverture d'accès, fermée par un système de porte, la bande métallique s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, parallèle aux axes des cylindres du laminoir.
- Un tel système robotisé connu est illustré aux
figures 1 et 2 . - Selon cet état de la technique robotisé le système robotisé comprend :un robot Ro comprenant :
- un chariot comprenant un premier châssis Ch1 muni de roues coopérant avec des rails Ra1 disposés au sol, s'étendant suivant la direction Y, au droit de l'ouverture d'accès de la cage du laminoir, ledit premier châssis configuré pour se déplacer suivant la direction Y le long des rails, sous l'action de premier moyen moteur entraînant les roues,
- un deuxième châssis Ch2 et un premier système de glissière reliant le deuxième châssis et le premier châssis configuré pour déplacer le deuxième châssis par rapport au premier châssis suivant la direction X, sous l'action de deuxième moyen moteur
- un troisième châssis Ch3 et un deuxième système de glissière reliant le troisième châssis et le deuxième châssis, configuré pour déplacer le troisième châssis par rapport au deuxième châssis suivant une direction Z, verticale, sous l'action de troisième moyen moteur.
- Un système de saisie est solidaire du troisième châssis et un tel système robotisé selon l'état de la technique est configuré pour assurer l'extraction d'un cylindre, par la mise en œuvre des étapes suivantes :
- aligner le système de saisie avec l'axe du cylindre Cy à saisir par déplacement du système de saisie suivant la direction X par l'action du deuxième moyen moteur et suivant la direction Z par l'action du troisième moyen moteur,
- saisir le cylindre par le système de saisie par l'avance du chariot le long des rails,
- extraire le cylindre hors de la cage du laminoir par le recul du chariot le long des rails suivant la direction Y, sous l'action du premier moyen moteur.
- En fin d'extraction du cylindre opéré par le recul du robot le long des rails, le cylindre extrait est entièrement en dehors de la cage du laminoir, orienté axialement de manière parallèle à la direction Y, transversale. Le cylindre est alors dans une position intermédiaire où le cylindre est situé entre, d'une part, l'ouverture d'accès de la cage du laminoir, laissée ouverte par le système porte, et d'autre part, le chariot du robot, et tel qu'illustré à la
figure 2 . - Dans un tel état de la technique, la dépose du cylindre nécessite un équipement supplémentaire motorisé, comportant un système de racks de dépose, motorisé, au moins suivant la direction X horizontalement pour qu'il vienne se positionner entre le laminoir et le robot. Ce système de rack peut encore être déplaçable de manière motorisée suivant la direction Y horizontale.
- Le système de rack Rac peut ainsi comprendre lui-même un chariot avec un premier châssis Ch11 configuré pour se déplacer le long de rails Ra2 disposés parallèles au rail Ra1 du robot, latéralement au robot, selon la direction transversale Y par un premier moteur, et un deuxième châssis Ch12 portant le rack de chargement/déchargement des cylindres, configuré pour être déplacé, par rapport au premier châssis Ch11, selon la direction X grâce un système de glissière entre le deuxième châssis Ch12 et le premier châssis 11, et des seconds moteurs.
- Comme illustré à la
figure 2 , le rack est ainsi déplacé par le premier châssis le long des rails Ra2, selon la direction Y, puis par déplacement du deuxième châssis selon la direction X, en porte-à-faux du premier châssis, pour assurer la dépose du cylindre par le robot sur le rack qui s'opère, par l'action des troisièmes moyens moteurs, alors que le cylindre est toujours orienté selon la direction Y, dans une position où le rack mobile est positionné intermédiaire entre le laminoir et le robot. - Selon les constations de l'inventeur, le système de rack mobile est un équipement qui vient encombrer l'allée de maintenance, qui s'étend, selon la direction X, le long des ouvertures d'accès des différents laminoirs. Le système de rack permet ainsi de se mettre dans la zone entre le laminoir et le robot, de sorte à permettre au robot de déposer les cylindres qui ont été extraits sur le système de rack, le cylindre alors toujours orienté suivant la direction transversale Y, ou encore de permettre au robot de récupérer l'un des cylindres sur le rack alors orienté suivant la direction transversale Y.
- L'éventuelle possibilité du système de rack de se déplacer suivant la direction Y suivant les rails Ra2 permet au système de rack de s'écarter du laminoir, facilitant ainsi la prise des cylindres en présence sur le rack par le pont roulant.
- Un tel système robotisé est classiquement utilisé pour assurer le retrait des cylindres d'un laminoir 20 Hi, et en particulier des cylindres de travail, des premiers cylindres intermédiaires et des seconds cylindres intermédiaires.
- En revanche, et selon les connaissances de la Demanderesse un tel système robotisé selon cet état de la technique ne permet pas de changer les huit ensembles de galets d'appui du laminoir qui sont évacués ou amenés :
- soit directement, et successivement grâce au pont roulant, selon la procédure avec contrepoids décrite précédemment, qui est particulièrement dangereuse pour les opérateurs au sol ;
- soit en plaçant directement au pont, entre le laminoir et le système robotisé, un rack prévu pour recevoir un certain nombre d'ensembles de galets d'appui du laminoir ou portant les nouveaux d'ensembles de galets d'appui. Ce système robotisé se contente alors uniquement de tirer les ensembles de galets d'appui hors du laminoir pour les glisser sur ce rack amovible au pont ou de pousser les nouveaux ensembles de galets d'appui se trouvant sur ce rack amovible pour les introduire dans le laminoir.
- La procédure d'amenée ou de retrait, entre le système robotisé et le laminoir au pont, de ce rack amovible chargés ensembles de galets d'appui est aussi particulièrement dangereuse pour les opérateurs au sol.
- La présente divulgation vient améliorer la situation.
- Selon un premier aspect, la présente divulgation est relative à un système robotisé pour une installation de laminage d'une bande métallique, ladite installation comprenant un laminoir présentant une cage de laminoir et un ensemble de cylindres, internes à la cage, y compris deux cylindres de travail, des cylindres d'appui ou galets d'appui, voire des cylindres intermédiaires en particulier des premiers cylindres intermédiaires et des seconds cylindres intermédiaire, la cage de laminoir présentant une ouverture d'accès, éventuellement fermée par un système de porte, la bande métallique s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, la direction Y étant parallèle aux axes des cylindres du laminoir,
- et dans lequel ledit système robotisé convient pour assurer les opérations de changement de cylindres du laminoir, par extraction des cylindres usés de la cage du laminoir et/ou insertion de cylindres neufs ou rectifiés dans la cage du laminoir,
- ledit système robotisé comprenant un robot comprenant :
- un chariot comprenant un premier châssis muni de roues coopérant avec des rails disposés au sol, s'étendant suivant la direction Y, au droit de l'ouverture d'accès de la cage du laminoir, ledit premier châssis étant configuré pour se déplacer suivant la direction Y le long des rails, sous l'action de premiers moyens moteurs entraînant les roues,
- un deuxième châssis et un premier système de glissière reliant le deuxième châssis et le premier châssis configuré pour déplacer le deuxième châssis par rapport au premier châssis suivant la direction X, sous l'action de deuxièmes moyens moteurs,
- un troisième châssis et un deuxième système de glissière reliant le troisième châssis et le deuxième châssis, configuré pour déplacer le troisième châssis par rapport au deuxième châssis suivant une direction Z, verticale, sous l'action de troisièmes moyens moteurs.
- Selon la présente divulgation, le système robotisé selon ce premier aspect comprend :
- un quatrième châssis, et des moyens de guidage en rotation reliant le quatrième châssis et le troisième châssis autour d'un axe de rotation vertical, configurés pour entraîner la rotation du quatrième châssis par rapport au troisième châssis, sous l'action de quatrième moyens moteurs,
- un système de saisie, embarqué sur le quatrième châssis comprenant un actionneur configuré pour commander le verrouillage et le déverrouillage de la saisie d'un embout solidaire d'un cylindre, ou encore la saisie d'un embout d'un système de préhension d'un cylindre du laminoir,
- Selon des caractéristiques optionnelles de ce premier aspect, prises seules ou en combinaison :
- le système de saisie peut être articulé au quatrième châssis selon un second axe d'articulation horizontal perpendiculaire à l'axe de rotation verticale entre le quatrième châssis et le troisième châssis, dit premier axe de rotation, et perpendiculaire à l'axe du cylindre saisi par le système de saisie, le système robotisé comportant des moyens moteurs, en particulier des cinquième moyens moteurs, configurés pour régler l'inclinaison du système de saisie, et ainsi l'inclinaison du cylindre saisi, par rotation du système de saisie autour dudit second axe de rotation ;
- le système de saisie peut comprendre un châssis tubulaire à l'intérieur duquel est prévu un dispositif de verrouillage/déverrouillage, monté pivotant par l'intermédiaire de roulements, autour d'un axe de rotation, destiné à être parallèle, voire confondu à l'axe du cylindre saisi, par l'intermédiaire de moyens moteurs, en particulier de sixième moyens moteurs, et dans lequel le dispositif de verrouillage/déverrouillage comprend l'actionneur, y compris des moyens moteurs configurés pour passer le dispositif de verrouillage d'un état de verrouillage de l'embout jusqu'à un état de déverrouillage de l'embout.
- Selon un deuxième aspect, la présente divulgation est relative à une installation de laminage comprenant un système robotisé selon le premier aspect et un dit laminoir comprenant ladite cage et ledit ensemble de cylindres, internes à la cage, y compris les deux cylindres de travail, les cylindres d'appui ou les galets d'appui, voire les cylindres intermédiaires en particulier les premiers cylindres intermédiaires et les seconds cylindres intermédiaires, la cage de laminoir présentant ladite ouverture d'accès, éventuellement fermée par le système de porte, la bande métallique Bm s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, parallèle aux axes des cylindres du laminoir et
et dans laquelle ladite installation comprend un rack de chargement/déchargement, positionné amovible sur un châssis-support, ancré au sol en une position d'ancrage à distance du laminoir selon la direction Y transversale et latéralement aux rails, libérant une allée de maintenance suivant la direction X, le long de l'ouverture d'accès du laminoir, le rack reposant sur le châssis-support présentant des logements, orientés suivant la direction X, et dans lequel le système robotisé est configuré pour déposer le cylindre, sur le rack de chargement/déchargement reposant sur le châssis support, après pivotement du cylindre par rotation du quatrième châssis par rapport au troisième châssis autour de l'axe de rotation vertical , le cylindre alors orienté suivant la direction X. - Selon des caractéristiques optionnelles de ce deuxième aspect, prises seules ou en combinaison :
- le châssis-support est de longueur, suivant la direction Y supérieure à la dimension dudit au moins rack, la direction Y alors perpendiculaire aux axes de logements dudit au moins rack, ledit châssis support configuré pour supporter plusieurs racks, repartis sur la longueur du châssis support en différentes positions suivant la direction Y,
- le châssis support comprend un premier support, et un deuxième support, respectivement ancrés au sol de manière parallèle suivant la direction Y et dans laquelle ledit au moins un rack est configuré pour reposer en prenant appui, le châssis support en reposant simultanément sur le premier support et le deuxième support, au niveau de deux bords opposés du rack et dans laquelle le premier support et le deuxième support du châssis support laissent entre eux un dégagement intermédiaire libre configuré pour être traversé par un véhicule de manutention de rack, en particulier un véhicule autoguidé, lorsque ce véhicule dépose un rack sur le châssis support, par exemple un rack vide de cylindre destiné à recevoir les cylindres usés retirés par le système robotisé, et/ou encore un rack comportant dans ses logements des cylindres neuf (ou rectifiés) destinés à être saisis par le système robotisé pour être insérés dans la cage du laminoir.
- Selon un mode de réalisation de ce deuxième aspect, ledit laminoir est un laminoir 20 High, présentant par rapport au plan de la bande métallique à laminer :
- deux cylindres de travail, y compris un cylindre de travail supérieur et un cylindre de travail inférieur,
- quatre premiers cylindres intermédiaires, y compris deux premiers cylindres intermédiaires, supérieurs, en contact avec le cylindre de travail supérieur, et deux premiers cylindres intermédiaires, inférieurs, en contact avec le cylindre de travail inférieur,
- six cylindres deuxièmes cylindres intermédiaires, y compris trois deuxièmes cylindres intermédiaires, supérieurs, en contact avec les deux premiers cylindres intermédiaires supérieurs, et trois deuxièmes cylindres intermédiaires inférieurs, en contact avec les deux premiers cylindres inférieurs,
- huit ensembles ensemble de galets d'appui, chacun pourvu d'une sellette solidarisée à la cage, y compris quatre ensembles de galets supérieurs, en appui avec les trois deuxièmes cylindres intermédiaires, supérieurs, et quatre ensembles de galets inférieurs, en appui avec les trois deuxièmes cylindres intermédiaire,
- Encore et selon un mode de réalisation de ce deuxième, le laminoir présente des rampes d'aspersion, y compris deux rampes d'aspersion supérieures, et deux rampes d'aspersion, inférieures, et dans lequel ledit système robotisé est configuré pour changer les rampes d'aspersion.
- Selon un troisième aspect, la présente divulgation est relative à un procédé d'extraction de cylindre mis en œuvre dans une installation de laminage selon le deuxième aspect, dans lequel on procède à l'extraction d'un cylindre, par la saisie d'un embout solidaire d'un cylindre par le système de saisie, ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :
- /a1/ Aligner le système de préhension et/ou le système de saisie avec l'axe du cylindre à saisir par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs et suivant la direction Z par l'action des troisièmes moyens moteurs,
- /b1/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails selon la direction Y sous l'action des premiers moyens moteurs,
- /c1/ Extraire le cylindre hors de la cage du laminoir par le recul du chariot le long des rails suivant la direction Y, sous l'action des premiers moyens moteurs,
- /d1/ Pivoter d'un quart de tour le cylindre extrait autour dudit axe de rotation vertical sous l'action des quatrièmes moyens moteurs, et descendre le cylindre pivoté d'un quart de tour sous l'action des troisièmes moyens moteurs pour assurer la dépose, sur le rack de chargement/déchargement, disposé latéralement aux rails et à la zone de déplacement du chariot,
- /e1/ Dessaisir le cylindre par le recul du système de saisie suivant la direction X, par l'action des deuxièmes moteurs.
- Selon un quatrième aspect la présente divulgation est relative à un procédé d'insertion de cylindre mis en œuvre dans une installation de laminage selon le deuxième aspect dans lequel on procède à l'insertion d'un cylindre, par la saisie d'un embout solidaire d'un cylindre par le système de saisie, ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :
- /a2/ Aligner le système de préhension et/ou le système de saisie avec l'axe du cylindre à saisir sur le rack de déchargement/ chargement par déplacement du système de saisie suivant la direction Y par l'action des premiers moyens moteurs et suivant la direction Z par l'action des troisièmes moyens moteurs,
- /b2/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails selon la direction X sous l'action des deuxièmes moyens moteurs,
- /c2/ Soulever le cylindre du rack suivant la direction Z sous l'action des troisièmes moyens moteurs, et pivoter le cylindre extrait autour dudit axe de rotation verticale sous l'action des quatrièmes moyens moteurs d'un quart de tour,
- /d2/ Aligner l'axe du cylindre dans une position d'alignement dans la cage du laminoir, par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs et suivant la direction Z par l'action des troisièmes moyens moteurs,
- /e2/ Insérer le cylindre dans la cage du laminoir dans la position d'alignement, par avance du chariot suivant la direction Y par l'action des premiers moyens moteurs,
- /f2/ Dessaisir le cylindre par le recul du robot suivant la direction Y, par l'action des premiers moteurs.
- D'autres caractéristiques, détails et avantages apparaîtront à la lecture de la description détaillée ci-après, et à l'analyse des dessins annexés, sur lesquels :
-
Fig. 1
[Fig. 1 ] est une vue schématique d'une installation de laminage comprenant un laminoir 20 cylindres, et un système robotisé connu de l'état de la technique comprenant un robot comprenant un chariot déplaçable le long de premiers rails, et un rack avec un premier châssis déplaçable le long de seconds rails, parallèlement aux rails du robot, sensiblement suivant la direction transversale Y, et le déplacement perpendiculaire grâce à un second châssis déplaçable par rapport au premier châssis suivant la direction X. -
Fig. 2
[Fig. 2 ] est une vue schématique montrant la dépose d'un cylindre extrait du laminoir par le recul du chariot, et son dépôt dans le rack mobile positionné intermédiaire entre le laminoir et le robot. -
Fig. 3
[Fig. 3 ] est une vue de l'installation de laminage selon la présente divulgation, le système de saisie du robot équipé d'un système de préhension pour la saisie des cylindres de travail. -
Fig. 4
[Fig. 4 ] est une vue de l'installation de laminage selon la présente divulgation, le système de saisie du robot verrouillant un embout solidaire d'un second cylindre intermédiaire. -
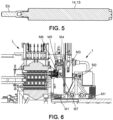
Fig. 5
[Fig. 5 ] est une vue de coupe, illustrant le second cylindre intermédiaire, et son embout. -
Fig. 6
[Fig. 6 ] est une vue de coupe, selon un plan vertical parallèle au plan YZ, illustrant la prise d'un second cylindre intermédiaire par le robot dans la cage du laminoir. -
Fig. 7
[Fig. 7 ] est une vue en perspective du robot, lorsque le système de saisie maintient un ensemble de galets d'appui -
Fig. 8
[Fig. 8 ] est une vue du robot de lafigure 7 , selon une coupe partielle. -
Fig. 9
[Fig. 9 ] est une vue de coupe du système de saisie, selon un plan vertical. -
Fig. 10
[Fig. 10 ] est vue de coupe du robot, illustrant l'ensemble des actionneurs du robot. -
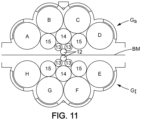
Fig. 11
[Fig. 11 ] est vue schématique d'une coupe transversale d'un laminoir 20Hi, les cylindres répartis en un groupe inférieur et un groupe supérieur, comportant chacun dix cylindres dont un cylindre de travail, deux premiers cylindres intermédiaires, trois seconds cylindres intermédiaires, et quatre ensembles de galets d'appui. - Les dessins et la description ci-après contiennent, pour l'essentiel, des éléments de caractère certain. Ils pourront donc non seulement servir à mieux faire comprendre la présente divulgation, mais aussi contribuer à sa définition, le cas échéant.
- Aussi, la présente divulgation est relative à un système robotisé 1 d'une installation de laminage d'une bande métallique.
- L' installation de laminage comprend un laminoir L présentant une cage de laminoir et un ensemble de cylindres, internes à la cage, y compris deux cylindres de travail 12, optionnellement des cylindres d'appui ou galets d'appui A, B, C, D, E, F, G, H, voire des cylindres intermédiaires en particulier des premiers cylindres intermédiaires 13 et des seconds cylindres intermédiaire 14,15.
- Le laminoir peut être un laminoir 20Hi, à vingt cylindres. Comme représenté schématiquement à la
figure 11 , les cylindres sont répartis en un groupe inférieur Gi et un groupe supérieur Gs ; plus précisément ces groupe Gi et Gs présentent un agencement symétrique et comportent chacun dix cylindres dont un cylindre de travail 12, deux premiers cylindres intermédiaires 13, trois seconds cylindres intermédiaires 14, 15, et quatre cylindres d'appui, ou ensemble de galets d'appui, qui sont à l'extérieur de l'arrangement, et qui sont notés A, B, C et D pour le groupe supérieur Gs et E, F, G et H pour le groupe inférieur Gi. - La cage de laminoir présente une ouverture d'accès, éventuellement fermée par un système de porte, la bande métallique Bm s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, la direction Y étant parallèle aux axes des cylindres du laminoir.
- Le système robotisé 1 convient pour assurer les opérations de changement de cylindres du laminoir, par extraction des cylindres usés de la cage du laminoir et/ou insertion de cylindres neufs (ou rectifiés) dans la cage du laminoir, ledit système robotisé comprenant un robot Ro comprenant :
- un chariot comprenant un premier châssis 2 muni de roues 20 coopérant avec des rails Ra1 disposés au sol, s'étendant suivant la direction Y, au droit de l'ouverture d'accès de la cage du laminoir, ledit premier châssis 2 étant configuré pour se déplacer suivant la direction Y le long des rails Ra1, sous l'action de premiers moyens moteurs M1 entraînant les roues 20,
- un deuxième châssis 3 et un premier système de glissière G1 reliant le deuxième châssis 3 et le première châssis 2 configuré pour déplacer le deuxième châssis 3 par rapport au premier châssis 2 suivant la direction X, sous l'action de deuxièmes moyens moteurs M2
- un troisième châssis 4 et un deuxième système de glissière G2 reliant la troisième châssis 4 et le deuxième châssis 3, configuré pour déplacer le troisième châssis 4 par rapport au deuxième châssis 3 suivant une direction Z, verticale, sous l'action de troisièmes moyens moteurs M3.
- De manière notable, le système robotisé comprend encore un quatrième châssis 5, et des moyens de guidage en rotation reliant le quatrième châssis et le troisième châssis autour d'un axe de rotation vertical Av, configurés pour entraîner la rotation du quatrième châssis 5 par rapport au troisième châssis 4, sous l'action de quatrième moyens moteurs M4, ainsi qu'un système de saisie 6, embarqué sur le quatrième châssis 5.
- Le système de saisie 6 peut comprendre un actionneur configuré pour commander le verrouillage et le déverrouillage de la saisie d'un embout Eb solidaire d'un cylindre. Alternativement, le système de saisie est configuré pour saisir un embout d'un système de préhension d'un cylindre du laminoir. Le système de préhension peut être, à titre d'exemple, l'outil convenant pour le changement des cylindres de travail décrit dans la demande de brevet
FR 2002381 déposée le 10 mars 2020 - Selon la présente divulgation, le système robotisé 1 est configuré pour assurer l'extraction d'un cylindre, par la saisie de l'embout solidaire du cylindre, ou encore par la saisie du cylindre par le système de préhension verrouillé par le système de saisie, avec dépose du cylindre de préférence sur un rack Ra, latéralement aux rails Ra1, après pivotement du cylindre par rotation du quatrième châssis 5 par rapport au troisième châssis 4 autour de l'axe de rotation vertical Av, engendré par les quatrièmes moyens moteurs M4. Lorsque le cylindre est déposé sur le rack Ra par le système robotisé, le cylindre s'étend longitudinalement suivant la direction X.
- Eventuellement, le système de saisie 6 peut être articulé au quatrième châssis 5 selon un second axe d'articulation Ah, horizontal perpendiculaire à l'axe de rotation verticale Av entre le quatrième châssis 5 et le troisième châssis 4, dit premier axe de rotation, et perpendiculaire à l'axe du cylindre saisi par le système de saisie. Le système robotisé comporte encore des cinquièmes moyens moteurs M5 configurés pour régler l'inclinaison du système de saisie 6, et ainsi l'inclinaison du cylindre saisi, par rotation du système de saisie autour dudit second axe de rotation Ah.
- Une telle possibilité de réglage offerte par le second axe de rotation Ah horizontal et les cinquièmes moyens moteurs M5 permet de régler l'inclinaison du cylindre saisi lorsque retiré ou inséré dans la cage du laminoir. On ajuste de l'inclinaison de sorte que le cylindre saisi soit parallèle aux axes des autres cylindres. Un tel ajustement permet d'éviter les collisions et/ou marquages du cylindre retiré par le système robotisé lors de son extraction ou de son insertion dans la cage du laminoir.
- Ainsi, et lorsque le cylindre est extrait (ou inséré) du laminoir, le cylindre est orienté suivant la direction Y maintenu par le système de saisie 5 à son extrémité du côté de l'ouverture d'accès du laminoir.
- Le pivotement à 90° du cylindre autour de l'axe de rotation verticale Av, (dit premier axe de rotation), permet de déposer le cylindre sur le rack Ra qui est disposé latéralement au système robotisé, et en particulier latéralement aux rails Ra1. L'installation de laminage selon la présente divulgation est donc dépourvue de système de rack motorisé configuré pour venir se positionner entre le système robotisé et le laminoir, et contrairement à l'état de la technique illustré aux
figures 1 et 2 . - Le rack est de préférence positionné sur un châssis support Cha, en laissant une allée de maintenance AL suivant la direction X, le long de l'ouverture d'accès du laminoir, cette allée de maintenance se poursuivant entre le châssis support Cha et la cage du laminoir.
- En particulier, ladite installation peut comprendre au moins un rack de chargement/déchargement Ra, positionné de préférence de manière amovible en simple appui sur le châssis-support Cha.
- Ce châssis support Cha est de préférence ancré au sol en une position d'ancrage à distance du laminoir selon la direction Y transversale, libérant ladite allée de maintenance AL suivant la direction X, le long de l'ouverture d'accès du laminoir. On remarque encore que le châssis support Cha est disposé latéralement aux rails Ra1 le long desquels se déplace le chariot du système robotisé.
- Avantageusement, le système robotisé est configuré pour déposer le cylindre sur un rack de chargement/déchargement Ra reposant sur le châssis support Cha en une position d'ancrage, une fois que le cylindre saisi est pivoté par le quatrième moteur M4 de 90° par rapport à la position du cylindre lors de l'extraction.
- Ledit au moins rack Ra est configuré comme un composant amovible du châssis support Cha. Le rack peut être manipulé de préférence par un véhicule tel qu'un véhicule auto guidé (acronyme en anglais « AGV » pour Automated Guided Vehicle ») ou encore alternativement par le palan du pont roulant de l'installation de laminage.
- En particulier, ledit au moins un rack peut comprendre :
- un (premier) rack configuré pour le support des cylindres de travail 12,
- un (deuxième) rack configuré pour le support des premiers cylindres intermédiaires 13,
- un (troisième) rack configuré pour le support des seconds cylindres intermédiaires 14,15,
- un (quatrième) rack configuré pour le support des ensembles des galets d'appui A, B, C, D, E, F.
- Les différents racks (notamment premier, deuxième, troisième et quatrième) présentent de préférence chacun, une pluralité de logements (ou berceaux) sensiblement parallèles entre eux. Les diamètres des logements (ou berceaux) sont adaptés aux cylindres (ou ensemble de galets) à recueillir.
- Les diamètres des logements (ou berceaux) sont différents, en tout ou partie, entre les premier, second, troisième, quatrième racks. Les logements (ou berceaux) dudit au moins rack Ra sont orientés suivant la direction X, lorsque ledit au moins rack Ra repose sur le châssis support Cha.
- Le châssis support Cha peut comprendre un premier support Cha1, et un deuxième support Cha2, respectivement ancrés au sol de manière parallèle suivant la direction Y. Ledit au moins un rack Ra est configuré pour reposer en prenant appui, le châssis support Cha, en reposant simultanément sur le premier support Cha1 et le deuxième support Ch2, au niveau de deux bords opposés du rack Ra.
- Le châssis support Cha est de préférence de longueur, suivant la direction Y supérieure à la dimension dudit au moins rack. La direction Y s'étend suivant une direction horizontale perpendiculaire aux axes des logements du rack.
- Le châssis support Cha est alors avantageusement configuré pour permettre de supporter, plusieurs racks, repartis sur le châssis en différentes positions suivant la direction Y. Par exemple, et à la
figure 3 , le premier support Cha1 et le deuxième support Cha2 du châssis support Cha supportent simultanément trois (premier) racks recevant des cylindres de travail 12, suivant la direction Y. Encore, et lafigure 4 , le châssis support Cha (en particulier le premier support et le deuxième support) supporte respectivement, deux (premiers) racks recevant des cylindres de travail 12, un (deuxième) rack recevant des premiers cylindres intermédiaires 13, et un (troisième) rack recevant des deuxièmes cylindre intermédiaires 14,15. - On remarque encore que le premier support Cha 1 et le deuxième support Cha2 du châssis support laissent entre eux un dégagement intermédiaire, libre qui peut être traversé par le véhicule de manutention des racks, en particulier autoguidé, (AGV, acronyme anglaise pour « Automated Guided vhicle ») lorsque ce véhicule dépose un rack sur le châssis support Cha, ou au contraire retire un rack. Un tel véhicule de manutention, vient se positionner entre le premier support et le deuxième support pour déposer un rack sur le châssis support Cha lors de la dépose d'un rack, par abaissement d'un organe de levage du véhicule. Lors de l'évacuation des racks, ce véhicule vient se positionner sous le rack à manutentionner en simple appui sur le châssis support, le véhicule alors rentré entre le premier support et le deuxième support, et le soulève, au moyen d'un organe de levage.
- Ce véhicule de manutention de rack peut en particulier déposer un (premier deuxième, troisième ou quatrième) rack, vide de cylindre, destiné à recevoir les cylindres usés retirés par le système robotisé, et/ou encore un (premier deuxième, troisième ou quatrième) rack comportant dans ses logements des cylindres neufs (ou rectifiés) qui sont destinés à être saisis par le système robotisé pour être insérés dans la cage du laminoir.
- Ainsi et lorsque ledit laminoir est un laminoir 20 High, présente par rapport au plan de la bande métallique à laminer:
- deux cylindres de travail 12, y compris un cylindre de travail supérieur et un cylindre de travail inférieur,
- quatre premiers cylindres intermédiaires 13, y compris deux premiers cylindres intermédiaires, supérieurs, en contact avec le cylindre de travail supérieur, et deux premiers cylindres intermédiaires, inférieurs, en contact avec le cylindre de travail inférieur,
- six cylindres deuxièmes cylindres intermédiaires 14,15, y compris trois deuxièmes cylindres intermédiaires, supérieurs, en contact avec les deux premiers cylindres intermédiaires supérieurs, et y trois deuxièmes cylindres intermédiaires inférieurs, en contact avec les deux premiers cylindres inférieures,
- huit ensembles ensemble de galets d'appui, chacun pourvu d'une sellette solidarisé à la cage, y compris quatre ensembles de galets supérieurs A,B,C,D, en appui avec les trois deuxièmes cylindres intermédiaires, supérieurs, et quatre ensembles de galets inférieurs E, F, G, H, en appui avec les trois deuxièmes cylindres intermédiaire,
- Le laminoir L peut encore présenter des rampes d'aspersion, y compris deux rampes d'aspersion supérieures, et deux rampes d'aspersion, inférieures ; ledit système robotisé peut alors être configuré pour changer les rampes d'aspersion par saisie d'un embout à l'extrémité des rampes d'aspersion.
- Selon un mode de réalisation, le système de saisie 6 peut comprendre un châssis tubulaire 60 à l'intérieur duquel est prévu un dispositif de verrouillage/déverrouillage 7, monté pivotant par l'intermédiaire de roulements 61,62, autour d'un axe de rotation, destiné à être parallèle, voire confondu à l'axe du cylindre saisi, par l'intermédiaire de moyens moteurs M6, en particulier de sixième moyens moteurs.
- Le dispositif de verrouillage/déverrouillage 7 peut encore comprendre des (septième) moyens moteur M7 configurés pour passer le dispositif de verrouillage d'un état de verrouillage de l'embout Eb jusqu'à un état de déverrouillage de l'embout. Par exemple, le verrouillage peut être obtenu par le déplacement de mors venant serrer l'embout par effet de coin.
- Les sixième moyen moteurs M6 permettent d'assurer le réglage de l'orientation de l'ensemble de galets d'appui (ou de la rampe d'aspersion) autour d'un axe parallèle à la direction Y. Par exemple, l'ensemble de galets d'appui (ou la rampe d'aspersion) ne peuvent pas être insérés dans la cage de laminoir dans n'importe quelle orientation.
- Par exemple, les galets d'appui sont entrainés en rotation par rapport à la sellette via des excentriques, par un arbre portant un pignon récepteur. Les dents de ce pignon doivent être engagées avec les dents d'un pignon entraineur à l'intérieur de la cage du laminoir. L'ensemble de galets d'appui sont monté rotatifs par apport à la sellette, cette sellette nécessitant d'être engagée en une orientation donnée dans une zone de réception de la cage du laminoir.
- Les sixièmes moyens moteur 6 permettent alors de faire pivoter l'ensemble de galets d'appui, y compris la sellette qui peut être bloquée en rotation avec les galets, par un support amovible (non illustré).
- Le système robotisé selon la présente divulgation est configuré pour la mise en œuvre d'un procédé d'extraction dans lequel on procède à l'extraction d'un cylindre (voire un ensemble de galets d'appui ou encore une rampe d'aspersion), par la saisie d'un embout Eb solidaire d'un cylindre par le système de saisie 6, ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :
- /a1/ Aligner le système de préhension et/ou le système de saisie 6 avec l'axe du cylindre à saisir par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs M2 et suivant la direction Z par l'action des troisièmes moyens moteurs M3,
- /b1/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails Ra1 selon la direction Y sous l'action des premiers moyens moteurs M1, et en particulier par le verrouillage de l'embout par le dispositif de verrouillage 7, sous l'actionnement des septièmes moteur M7,
- /c1/ Extraire le cylindre hors de la cage du laminoir par le recul du chariot le long des rails suivant la direction Y, sous l'action des premiers moyens moteurs M1,
- /d1/ Pivoter d'un quart de tour le cylindre extrait autour dudit axe de rotation vertical Av sous l'action des quatrièmes moyens moteurs M4, et descendre le cylindre pivoté d'un quart de tour sous l'action des troisièmes moyens moteurs M3 pour assurer la dépose, sur le rack de chargement/déchargement, disposé latéralement aux rails et à la zone de déplacement du chariot,
- /e1/ Dessaisir le cylindre, par le recul du système de saisie suivant la direction X, par l'action des deuxièmes moteurs M2, notamment après déverrouillage du dispositif de verrouillage/déverrouillage 7 sous l'action des septièmes moyens moteurs M7.
- Le système robotisé selon la présente divulgation est configuré pour la mise en œuvre d'un procédé d'insertion de cylindre d'une installation de laminage selon la présente divulgation dans lequel on procède à l'insertion d'un cylindre (voire un ensemble de galets d'appui ou encore une rampe d'aspersion), par la saisie d'un embout solidaire d'un cylindre par le système de saisie, ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :
- /a2/ Aligner le système de préhension et/ou le système de saisie 6 avec l'axe du cylindre à saisir sur le rack de déchargement/ chargement Ra par déplacement du système de saisie 6 suivant la direction Y par l'action des premiers moyens moteurs M1 et suivant la direction Z par l'action des troisièmes moyens moteurs M3,
- /b2/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails selon la direction X sous l'action des deuxièmes moyens moteurs M2, en particulier par le verrouillage de l'embout par le dispositif de verrouillage 7, sous l'actionnement des septièmes moteur M7,
- /c2/ Soulever le cylindre du rack suivant la direction Z sous l'action des troisièmes moyens moteurs M3, et pivoter le cylindre extrait autour dudit axe de rotation vertical Av sous l'action des quatrièmes moyens moteurs M4 d'un quart de tour,
- /d2/ aligner l'axe du cylindre dans une position d'alignement dans la cage du laminoir, par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs M2 et suivant la direction Z par l'action des troisièmes moyens moteurs M3
- /e2/ Insérer le cylindre dans la cage du laminoir dans la position d'alignement, par avance du chariot suivant la direction Y par l'action des premiers moyens moteurs M1,
- /f2/ Dessaisir le cylindre par le recul du robot suivant la direction Y, par l'action des premiers moteurs M1 et en particulier après le déverrouillage de l'embout par le dispositif de verrouillage 7, sous l'actionnement des septièmes moteur M7.
- Les présentes solutions techniques peuvent trouver à s'appliquer notamment dans les installations de laminage à froid et en particulier les installations de laminage comprenant un ou plusieurs laminoirs, en particulier des laminoirs 20Hi.
- Le système robotisé selon la présente divulgation permet de procéder au changement des cylindres de travail 12, voire des premiers cylindres intermédiaire 13 et seconds cylindres intermédiaires 14, 15, voire même des ensembles de galets d'appui A, B, C, D, E, F, G, H, ou encore des rampes d'aspersion en augmentant la sécurité des opérations pour les opérateurs.
- L'agencement avec la position dudit au moins un rack sur un châssis support disposé latéralement aux rails, à distance suivant la direction transversale Y permet de laisser libre l'allée de maintenance AL qui peut s'étendre en continu le long des laminoirs lorsque équipés chacun d'un système robotisé selon la présente divulgation.
-
-
Figure 1 & 2 (Etat de la technique) :- Bm. Bande métallique,
- Cy
- L. Laminoir,
- Ro. Robot,
- Ra1. Rails (robot)
- Ch1. Premier châssis, (Robot)
- Ch2. Deuxième châssis (Robot),
- Ch3. Troisième châssis (Robot),
- Rac. Système de rack,
- Ra2 : Rails (rack),
- Ch11. Premier châssis,
- Ch12. Deuxième châssis.
-
Figures 2 à 10 : Invention- L. Laminoir,
- 1. Système robotisé,
- Ro. Robot,
- Ra1. Rail suivant la direction Y
- 2. Premier châssis
- 20. Roues,
- M1. Premiers moyens moteurs (déplacement du chariot suivant la direction Y)
- 3. Deuxième châssis,
- G1. Premier système de glissière selon la direction X (entre le deuxième et le premier châssis),
- M2. Deuxièmes moyens moteurs (déplacement du chariot suivant la direction X),
- 4. Troisième châssis,
- G2. Deuxième système de glissière selon la direction Z
- M3. Troisièmes moyens moteurs (déplacement du troisième châssis le long du deuxième système de glissière selon la direction Z)
- 5. Quatrième châssis,
- Av. Axe de rotation vertical (entre le cinquième et quatrième châssis), dit premier axe de rotation
- M4. Quatrième moyens moteurs (pivotement du quatrième châssis par rapport au troisième châssis autour de l'axe de rotation vertical),
- Ah. Axe de rotation horizontal entre le système de saisie et le quatrième châssis,
- M5. Cinquième moyens moteurs (pivotement du système de saisie autour de l'axe de rotation horizontal permettant le réglage de l'inclinaison du cylindre saisie par le système de saisi,
- 6. Système de saisie,
- 60. Châssis tubulaire,
- 7. Dispositif de verrouillage/déverrouillage
- M6. Sixième moyens moteurs (pivotement du cylindre saisi par le système de saisi autour de son axe, ou encore un axe parallèle),
- .M7. Septième moyens moteurs (dispositif de verrouillage/déverrouillage).
-
Figures 11 : Agencement de laminoir 20 Hi- Gi, Gs. Respectivement groupe supérieur et groupe inférieur,
- 12. Cylindres de travail,
- 13. Premiers cylindres intermédiaires,
- 14,15. Deuxièmes cylindres intermédiaires,
- A, B, C, D. respectivement les quatre cylindres d'appui ou ensembles de galets d'appui du groupe supérieur,
- E, F, G, H. respectivement les quatre cylindres d'appui ou ensembles de galets d'appui du groupe inférieur.
Claims (10)
- Système robotisé (1) pour une installation de laminage d'une bande métallique, ladite installation comprenant un laminoir (L) présentant une cage de laminoir et un ensemble de cylindres, internes à la cage, y compris deux cylindres de travail (12), des cylindres d'appui ou galets d'appui (A, B, C, D, E, F, G, H), voire des cylindres intermédiaires en particulier des premiers cylindres intermédiaires (13) et des seconds cylindres intermédiaire (14,15), la cage de laminoir présentant une ouverture d'accès, éventuellement fermée par un système de porte, la bande métallique (Bm) s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, la direction Y étant parallèle aux axes des cylindres du laminoir,et dans lequel ledit système robotisé (1) convient pour assurer les opérations de changement de cylindres du laminoir, par extraction des cylindres usés de la cage du laminoir et/ou insertion de cylindres neufs ou rectifiés dans la cage du laminoir, ledit système robotisé comprenant un robot (Ro) comprenant :- un chariot comprenant un premier châssis (2) muni de roues (20) coopérant avec des rails (Ra1) disposés au sol, s'étendant suivant la direction Y, au droit de l'ouverture d'accès de la cage du laminoir, ledit premier châssis (2) étant configuré pour se déplacer suivant la direction Y le long des rails (Ra1), sous l'action de premiers moyens moteurs (M1) entraînant les roues (20),- un deuxième châssis (3) et un premier système de glissière (G1) reliant le deuxième châssis (3) et le premier châssis (2) configuré pour déplacer le deuxième châssis (3) par rapport au premier châssis (2) suivant la direction X, sous l'action de deuxièmes moyens moteurs (M2)- un troisième châssis (4) et un deuxième système de glissière (G2) reliant le troisième châssis (4) et le deuxième châssis (3), configuré pour déplacer le troisième châssis (4) par rapport au deuxième châssis (3) suivant une direction Z, verticale, sous l'action de troisièmes moyens moteurs (M3),caractérisé en ce qu'il comprend :- un quatrième châssis (5), et des moyens de guidage en rotation reliant le quatrième châssis et le troisième châssis autour d'un axe de rotation verticale (Av), configurés pour entraîner la rotation du quatrième châssis (5) par rapport au troisième châssis (4), sous l'action de quatrième moyens moteurs (M4) ,- un système de saisie (6), embarqué sur le quatrième châssis (5) comprenant un actionneur configuré pour commander le verrouillage et le déverrouillage de la saisie d'un embout (Eb) solidaire d'un cylindre, ou encore la saisie d'un embout d'un système de préhension d'un cylindre du laminoir,et dans lequel le système robotisé (1) est configuré pour assurer l'extraction d'un cylindre, par la saisie de l'embout solidaire du cylindre, ou encore par la saisie du cylindre par le système de préhension verrouillé par le système de saisie, avec dépose du cylindre, latéralement aux rails, après pivotement du cylindre par rotation du quatrième châssis (5) par rapport au troisième châssis (4) autour de l'axe de rotation vertical (Av).
- Système robotisé, selon la revendication 1, dans lequel le système de saisie (6) est articulé au quatrième châssis selon un second axe d'articulation horizontal (Ah) perpendiculaire à l'axe de rotation verticale (Av) entre le quatrième châssis (5) et le troisième châssis (4), dit premier axe de rotation, et perpendiculaire à l'axe du cylindre saisi par le système de saisie, le système robotisé comportant des moyens moteurs (M5), en particulier cinquième moyens moteurs, configurés pour régler l'inclinaison du système de saisie (6), et ainsi l'inclinaison du cylindre saisi, par rotation du système de saisie autour dudit second axe de rotation.
- Système robotisé, selon la revendication 1 ou 2, dans lequel le système de saisie (6) comprend un châssis tubulaire (60) à l'intérieur duquel est prévu un dispositif de verrouillage/déverrouillage (7), monté pivotant par l'intermédiaire de roulements (61,62), autour d'un axe de rotation, destiné à être parallèle, voire confondu à l'axe du cylindre saisi, par l'intermédiaire de moyens moteurs (M6), en particulier de sixième moyens moteurs, et dans lequel le dispositif de verrouillage/déverrouillage (7) comprend l'actionneur, y compris des moyens moteurs (M7) configurés pour passer le dispositif de verrouillage d'un état de verrouillage de l'embout jusqu'à un état de déverrouillage de l'embout.
- Installation de laminage comprenant un système robotisé (1) selon l'une des revendications précédentes et un dit laminoir comprenant ladite cage et ledit ensemble de cylindres, internes à la cage, y compris les deux cylindres de travail (12), les cylindres d'appui ou les galets d'appui (A, B,C,D, E, F, G, H), voire les cylindres intermédiaires en particulier les premiers cylindres intermédiaires (13) et les seconds cylindres intermédiaires (14,15), la cage de laminoir présentant ladite ouverture d'accès, éventuellement fermée par le système de porte, la bande métallique Bm s'étendant longitudinalement suivant une direction X, horizontale, et transversalement selon une direction Y, horizontale, parallèle aux axes des cylindres du laminoir et
et dans laquelle ladite installation comprend un rack de chargement/déchargement (Ra), positionné amovible sur un châssis-support (Cha) ancré au sol en une position d'ancrage à distance du laminoir selon la direction Y transversale et latéralement aux rails (Ra1), libérant une allée de maintenance (AL) suivant la direction X, le long de l'ouverture d'accès du laminoir, le rack (Ra) reposant sur le châssis support (Cha) présentant des logements, orientés suivant la direction X, et dans lequel le système robotisé est configuré pour déposer le cylindre, sur le rack de chargement/déchargement (Ra) reposant sur le châssis support (Cha), après pivotement du cylindre par rotation du quatrième châssis (5) par rapport au troisième châssis (4) autour de l'axe de rotation vertical (Av), le cylindre alors orienté suivant la direction X . - Installation de laminage selon la revendication 4 dans lequel le châssis support (Cha) est de longueur, suivant la direction Y supérieure à la dimension dudit au moins rack (Ra), la direction Y alors perpendiculaire aux axes de logements dudit au moins rack (Ra), ledit châssis support (Cha) configuré pour supporter plusieurs racks, repartis sur la longueur du châssis support (Cha) en différentes positions suivant la direction Y.
- Installation de laminage selon la revendication 4 ou 5, dans laquelle le châssis support (Cha) comprend un premier support (Cha1), et un deuxième support (Cha2), respectivement ancrés au sol de manière parallèle suivant la direction Y et dans laquelle ledit au moins un rack (Ra) est configuré pour reposer en prenant appui, le châssis support Cha, en reposant simultanément sur le premier support et le deuxième support, au niveau de deux bords opposés du rack (Ra) et dans laquelle le premier support Cha 1 et le deuxième support Cha2 du châssis support laissent entre eux un dégagement intermédiaire libre configuré pour être traversé par un véhicule de manutention de rack, en particulier un véhicule autoguidé, lorsque ce véhicule dépose un rack sur le châssis support, (Cha) par exemple rack vide de cylindre destiné à recevoir les cylindres usés retirés par le système robotisé, et/ou encore un rack comportant dans ses logements des cylindres neuf (ou rectifiés) destinés à être saisis par le système robotisé pour être insérés dans la cage du laminoir.
- Installation de laminage selon l'une des revendications 4 à 6, dans laquelle ledit laminoir est un laminoir 20 High, présentant par rapport au plan de la bande métallique à laminer:- deux cylindres de travail (12), y compris un cylindre de travail supérieur et un cylindre de travail inférieur,- quatre premiers cylindres intermédiaires (13), y compris deux premiers cylindres intermédiaires, supérieurs, en contact avec le cylindre de travail supérieur, et deux premiers cylindres intermédiaires, inférieurs, en contact avec le cylindre de travail inférieur,- six cylindres deuxièmes cylindres intermédiaires (14,15), y compris trois deuxièmes cylindres intermédiaires, supérieurs, en contact avec les deux premiers cylindres intermédiaires supérieurs, et y trois deuxièmes cylindres intermédiaires inférieurs, en contact avec les deux premiers cylindres inférieures,- huit ensembles ensemble de galets d'appui, chacun pourvu d'une sellette solidarisée à la cage, y compris quatre ensembles de galets supérieurs (A,B,C,D), en appui avec les trois deuxièmes cylindres intermédiaires, supérieurs, et quatre ensembles de galets inférieurs (E, F, G, H), en appui avec les trois deuxièmes cylindres intermédiaire,et dans laquelle ledit système robotisé est configuré pour changer l'ensembles des cylindres du laminoir, à savoir les deux cylindres de travail, les quatre premiers cylindres intermédiaires, les six deuxièmes cylindres intermédiaires, et les huit ensembles de galets d'appui, en les déposant sur un ou plusieurs rack (Ra) positionné sen la position d'ancrage du châssis support (Cha) ancré au sol.
- Installation de laminage selon la revendication 7, dans laquelle le laminoir (L) présentant des rampes d'aspersion, y compris deux rampes d'aspersion supérieures, et deux rampes d'aspersion, inférieures,
et dans lequel ledit système robotisé est configuré pour changer les rampes d'aspersion. - Procédé d'extraction de cylindre mis en œuvre dans une installation de laminage selon l'une des revendications 4 à 8 dans lequel on procède à l'extraction d'un cylindre, par la saisie d'un embout (Eb) solidaire d'un cylindre par le système de saisie (6), ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :- /a1/ Aligner le système de préhension et/ou le système de saisie (6) avec l'axe du cylindre à saisir par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs (M2) et suivant la direction Z par l'action des troisièmes moyens moteurs (M3),- /b1/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails selon la direction Y sous l'action des premiers moyens moteurs (M1),- /c1/ Extraire le cylindre hors de la cage du laminoir par le recul du chariot le long des rails suivant la direction Y, sous l'action des premiers moyens moteurs (M1),- /d1/ Pivoter d'un quart de tour le cylindre extrait autour dudit axe de rotation verticale (Av) sous l'action des quatrièmes moyens moteurs (M4), et descendre le cylindre pivoté d'un quart de tour sous l'action des troisièmes moyens moteurs (M3) pour assurer la dépose, sur le rack de chargement/déchargement, disposé latéralement aux rails et à la zone de déplacement du chariot,- /e1/ Dessaisir le cylindre par le recul du système de saisie (6) suivant la direction X, par l'action des deuxièmes moteurs (M2).
- Procédé d'insertion de cylindre mis en œuvre dans une installation de laminage selon l'un des revendications 4 à 8 dans lequel on procède à l'insertion d'un cylindre, par la saisie d'un embout solidaire d'un cylindre par le système de saisie, ou encore par la saisie d'un cylindre par le système de préhension verrouillé par le système de saisie, y compris :- /a2/ Aligner le système de préhension et/ou le système de saisie (6) avec l'axe du cylindre à saisir sur le rack de déchargement/ chargement (Ra) par déplacement du système de saisie (6) suivant la direction Y par l'action des premiers moyens moteurs (M1) et suivant la direction Z par l'action des troisièmes moyens moteurs (M3),- /b2/ Saisir le cylindre par le système de saisie ou ledit système de préhension solidaire du système de saisie après l'avance du chariot suivant les rails selon la direction X sous l'action des deuxièmes moyens moteurs (M2),- /c2/ Soulever le cylindre du rack suivant la direction Z sous l'action des troisièmes moyens moteurs (M3), et pivoter le cylindre extrait autour dudit axe de rotation vertical (Av) sous l'action des quatrièmes moyens moteurs (M4) d'un quart de tour,- /d2/ Aligner l'axe du cylindre dans une position d'alignement dans la cage du laminoir, par déplacement du système de saisie suivant la direction X par l'action des deuxièmes moyens moteurs (M2) et suivant la direction Z par l'action des troisièmes moyens moteurs (M3)- /e2/ Insérer le cylindre dans la cage du laminoir dans la position d'alignement, par avance du chariot suivant la direction Y par l'action des premiers moyens moteurs (M1),- /f2/ Dessaisir le cylindre par le recul du robot suivant la direction Y, par l'action des premiers moteurs (M1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR2104141A FR3122108B1 (fr) | 2021-04-21 | 2021-04-21 | Système robotisé pour laminoir |
| PCT/FR2022/050742 WO2022223927A1 (fr) | 2021-04-21 | 2022-04-20 | Système robotisé pour laminoir |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4326452A1 EP4326452A1 (fr) | 2024-02-28 |
| EP4326452C0 EP4326452C0 (fr) | 2025-05-28 |
| EP4326452B1 true EP4326452B1 (fr) | 2025-05-28 |
Family
ID=76730716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22722868.1A Active EP4326452B1 (fr) | 2021-04-21 | 2022-04-20 | Système robotisé pour laminoir |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240181512A1 (fr) |
| EP (1) | EP4326452B1 (fr) |
| CN (2) | CN218775390U (fr) |
| ES (1) | ES3036475T3 (fr) |
| FR (1) | FR3122108B1 (fr) |
| WO (1) | WO2022223927A1 (fr) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3144531A1 (fr) | 2023-01-03 | 2024-07-05 | Fives Dms | Procédé de changement de cylindre(s) de travail dans un laminoir et outil de saisie convenant pour la mise en œuvre du procédé |
| FR3145502B1 (fr) * | 2023-02-08 | 2025-02-07 | Fives Dms | Système de rack, installation de laminage comportant un tel système et procédé mis en œuvre par un tel système |
| FR3147725B1 (fr) | 2023-04-14 | 2025-04-11 | Fives Dms | Installation de laminage comprenant un système robotisé configuré pour l’extraction de cylindres d’un laminoir et un magasin de changement d’outils |
| FR3150447B1 (fr) | 2023-06-29 | 2025-07-11 | Fives Dms | Outil de saisie double |
| CN116765141A (zh) * | 2023-06-30 | 2023-09-19 | 河北津西钢铁集团重工科技有限公司 | 轧钢机械用辊环自动拆卸装置及辊环拆卸方法 |
| CN116851452A (zh) * | 2023-07-19 | 2023-10-10 | 张家港扬子江冷轧板有限公司 | 一种轧辊备辊工具 |
| JP2025042822A (ja) | 2023-09-15 | 2025-03-28 | Primetals Technologies Japan株式会社 | ロール組替装置及びロール組替方法 |
| CN117282775A (zh) * | 2023-10-08 | 2023-12-26 | 中冶赛迪工程技术股份有限公司 | 适应于多辊型同步换辊的换辊装置、换辊系统及换辊方法 |
| CN117324394A (zh) * | 2023-10-12 | 2024-01-02 | 山西帝思曼特殊金属科技有限公司 | 一种多辊轧机换辊装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3323345A (en) * | 1951-01-28 | 1967-06-06 | Blaw Knox Co | Roll changing apparatus |
| US2829697A (en) * | 1953-03-30 | 1958-04-08 | Fenestra Inc | Apparatus for storing and changing rolls |
| BE634026A (fr) * | 1962-06-26 | |||
| CH464787A (de) | 1968-02-22 | 1968-10-31 | Landis & Gyr Ag | Behälter für Giessharz |
| JPH07201B2 (ja) * | 1986-08-19 | 1995-01-11 | 新日本製鐵株式会社 | 圧延ロ−ル交換方法 |
| JPH0195808A (ja) * | 1987-10-06 | 1989-04-13 | Kawasaki Steel Corp | 多段圧延機のロール交換装置 |
| US5193377A (en) | 1991-08-23 | 1993-03-16 | T. Sendzimir, Inc. | Crown adjustment systems on cluster mills |
| US5471859A (en) | 1992-07-20 | 1995-12-05 | T. Sendzimir, Inc. | Cluster mill crown adjustment system |
| CN102601120B (zh) * | 2012-03-23 | 2015-07-29 | 高宇笙 | 轧机的自动换辊和调整装置及其操作方法 |
| EP3441327A1 (fr) * | 2017-08-09 | 2019-02-13 | Air Vol, S.A. | Grue empileuse roulante |
| FR3095140B1 (fr) * | 2019-04-16 | 2021-05-14 | Redex | Dispositif de manutention d’un cylindre de laminoir |
-
2021
- 2021-04-21 FR FR2104141A patent/FR3122108B1/fr active Active
-
2022
- 2022-04-20 ES ES22722868T patent/ES3036475T3/es active Active
- 2022-04-20 WO PCT/FR2022/050742 patent/WO2022223927A1/fr not_active Ceased
- 2022-04-20 US US18/556,410 patent/US20240181512A1/en active Pending
- 2022-04-20 EP EP22722868.1A patent/EP4326452B1/fr active Active
- 2022-04-21 CN CN202220936453.5U patent/CN218775390U/zh active Active
- 2022-04-21 CN CN202210420517.0A patent/CN115213232A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20240181512A1 (en) | 2024-06-06 |
| EP4326452C0 (fr) | 2025-05-28 |
| CN218775390U (zh) | 2023-03-31 |
| FR3122108B1 (fr) | 2023-06-16 |
| FR3122108A1 (fr) | 2022-10-28 |
| WO2022223927A1 (fr) | 2022-10-27 |
| ES3036475T3 (en) | 2025-09-19 |
| EP4326452A1 (fr) | 2024-02-28 |
| CN115213232A (zh) | 2022-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4326452B1 (fr) | Système robotisé pour laminoir | |
| EP0201395B2 (fr) | Dispositif d'assemblage destinés notamment aux lignes capacitaires de carrosseries | |
| EP0908246B1 (fr) | Dispositif de changement des cylindres de travail et/ou des cylindres intermédiaires d'une cage de laminoir, et ratelier de stockage pour un tel dispositif | |
| WO2012072274A1 (fr) | Installation pour et methode de changement des cylindres et/ou grappes d'une cage de laminage; systeme de verrouillage et de clamage; cage de laminage comprenant de tels systemes | |
| EP4117835B1 (fr) | Outil et procédé de changement de cylindre de travail dans laminoir | |
| EP4446023B1 (fr) | Installation de laminage comprenant un système robotisé configuré pour l'extraction de cylindres d'un laminoir et un magasin de changement d'outils | |
| EP1954417A1 (fr) | Procede de gestion des cylindres dans un atelier de laminage et installation pour sa mise oeuvre | |
| EP3445506A1 (fr) | Procede de changement des cylindres d'un laminoir | |
| FR3095140A1 (fr) | Dispositif de manutention d’un cylindre de laminoir | |
| WO2009147359A1 (fr) | Dispositif de montage d'un mandrin dans un laminoir, laminoir equipe d'un tel dispositif et mandrin pour un tel laminoir | |
| FR2940796A1 (fr) | Dispositif d'attache de recipient pour collecter des debris solides et pivotant a l'extremite d'un bras mobile, en particulier dispositif d'attache des godets articules d'une pelle a croute | |
| EP4484027B1 (fr) | Outil de saisie double | |
| EP0089907B1 (fr) | Machine à rectifier les collecteurs électriques et analogues | |
| EP4414095B1 (fr) | Système de rack, installation de laminage comportant un tel système et procédé mis en oeuvre par un tel système | |
| EP4397422B1 (fr) | Procédé de changement de cylindre(s) de travail dans un laminoir et outil de saisie convenant pour la mise en oeuvre du procédé | |
| EP0072765B1 (fr) | Dispositif de changement d'outillage de laminoir à pas de pélerin | |
| FR3100232A1 (fr) | Ensemble comportant une tour support et au moins deux systemes de support pour des panneaux d’un troncon de fuselage d’un aeronef | |
| EP4397421A1 (fr) | Outil et procédé de changement de cylindre de travail dans un laminoir | |
| FR2624484A1 (fr) | Magasin a rouleaux pour rouleaux de supercalandres | |
| EP4011512B1 (fr) | Laminoir à lopins équipé d'un sous-ensemble manipulateur | |
| FR3160601A1 (fr) | Laminoir circulaire et procédé de laminage au moyen d’un tel laminoir | |
| FR3148390A1 (fr) | Système de séparation de pièces automatisé intégré dans une machine d’ébavurage à sec | |
| FR2627406A1 (fr) | Dispositif de pose et de depose des outils d'une brocheuse verticale | |
| FR2718666A1 (fr) | Dispositif de manipulation et de transfert d'objets d'un poste fixe à un poste mobile. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20231020 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241126 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH Ref country code: DE Ref legal event code: R096 Ref document number: 602022015218 Country of ref document: DE |
|
| U01 | Request for unitary effect filed |
Effective date: 20250624 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250701 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3036475 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250829 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250528 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260409 |