ES2948301T3 - Revalorización de mezclas de aceite de fusel sobre catalizadores heterogéneos para dar productos químicos renovables de mayor valor - Google Patents
Revalorización de mezclas de aceite de fusel sobre catalizadores heterogéneos para dar productos químicos renovables de mayor valor Download PDFInfo
- Publication number
- ES2948301T3 ES2948301T3 ES19736037T ES19736037T ES2948301T3 ES 2948301 T3 ES2948301 T3 ES 2948301T3 ES 19736037 T ES19736037 T ES 19736037T ES 19736037 T ES19736037 T ES 19736037T ES 2948301 T3 ES2948301 T3 ES 2948301T3
- Authority
- ES
- Spain
- Prior art keywords
- weight
- methyl
- mixture
- alcohol
- optionally
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 128
- 239000000126 substance Substances 0.000 title claims abstract description 50
- 239000001760 fusel oil Substances 0.000 title abstract description 86
- 239000002638 heterogeneous catalyst Substances 0.000 title description 3
- 239000003054 catalyst Substances 0.000 claims abstract description 136
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 claims abstract description 110
- 238000000034 method Methods 0.000 claims abstract description 51
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 claims abstract description 41
- 230000008569 process Effects 0.000 claims abstract description 40
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 claims abstract description 39
- PTTPXKJBFFKCEK-UHFFFAOYSA-N 2-Methyl-4-heptanone Chemical compound CC(C)CC(=O)CC(C)C PTTPXKJBFFKCEK-UHFFFAOYSA-N 0.000 claims abstract description 37
- BKOOMYPCSUNDGP-UHFFFAOYSA-N 2-methylbut-2-ene Chemical group CC=C(C)C BKOOMYPCSUNDGP-UHFFFAOYSA-N 0.000 claims abstract description 25
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 153
- QPRQEDXDYOZYLA-UHFFFAOYSA-N 2-methylbutan-1-ol Chemical compound CCC(C)CO QPRQEDXDYOZYLA-UHFFFAOYSA-N 0.000 claims description 103
- PHTQWCKDNZKARW-UHFFFAOYSA-N isoamylol Chemical compound CC(C)CCO PHTQWCKDNZKARW-UHFFFAOYSA-N 0.000 claims description 75
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 claims description 64
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 48
- 238000004519 manufacturing process Methods 0.000 claims description 29
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 claims description 16
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 11
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 claims description 9
- 238000005470 impregnation Methods 0.000 claims description 9
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 claims description 8
- 238000003786 synthesis reaction Methods 0.000 claims description 7
- 238000000975 co-precipitation Methods 0.000 claims description 5
- 239000007789 gas Substances 0.000 claims description 5
- 229940035429 isobutyl alcohol Drugs 0.000 claims description 5
- 239000003208 petroleum Substances 0.000 claims description 5
- QPRQEDXDYOZYLA-YFKPBYRVSA-N (S)-2-methylbutan-1-ol Chemical compound CC[C@H](C)CO QPRQEDXDYOZYLA-YFKPBYRVSA-N 0.000 claims description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 4
- 235000000346 sugar Nutrition 0.000 claims description 2
- 125000002485 formyl group Chemical class [H]C(*)=O 0.000 claims 3
- 239000002028 Biomass Substances 0.000 claims 1
- 240000004808 Saccharomyces cerevisiae Species 0.000 claims 1
- 239000003245 coal Substances 0.000 claims 1
- 239000003345 natural gas Substances 0.000 claims 1
- 150000008163 sugars Chemical class 0.000 claims 1
- 229910044991 metal oxide Inorganic materials 0.000 abstract description 36
- 150000004706 metal oxides Chemical class 0.000 abstract description 35
- 239000010457 zeolite Substances 0.000 abstract description 28
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 abstract description 20
- 229910021536 Zeolite Inorganic materials 0.000 abstract description 19
- 239000003921 oil Substances 0.000 abstract description 18
- 229910003455 mixed metal oxide Inorganic materials 0.000 abstract description 17
- 230000003197 catalytic effect Effects 0.000 abstract description 5
- 238000006243 chemical reaction Methods 0.000 description 81
- BYGQBDHUGHBGMD-UHFFFAOYSA-N 2-methylbutanal Chemical compound CCC(C)C=O BYGQBDHUGHBGMD-UHFFFAOYSA-N 0.000 description 48
- 150000001299 aldehydes Chemical class 0.000 description 38
- 239000007788 liquid Substances 0.000 description 35
- 229910052751 metal Inorganic materials 0.000 description 35
- 239000002184 metal Substances 0.000 description 35
- 150000001298 alcohols Chemical class 0.000 description 29
- 239000000047 product Substances 0.000 description 29
- YGHRJJRRZDOVPD-UHFFFAOYSA-N 3-methylbutanal Chemical compound CC(C)CC=O YGHRJJRRZDOVPD-UHFFFAOYSA-N 0.000 description 26
- 239000001893 (2R)-2-methylbutanal Substances 0.000 description 24
- 239000011701 zinc Substances 0.000 description 22
- 150000002576 ketones Chemical class 0.000 description 21
- 239000011572 manganese Substances 0.000 description 20
- 238000006297 dehydration reaction Methods 0.000 description 19
- 230000018044 dehydration Effects 0.000 description 18
- 150000001336 alkenes Chemical class 0.000 description 17
- 238000005755 formation reaction Methods 0.000 description 16
- 239000011777 magnesium Substances 0.000 description 16
- -1 amyl alcohols Chemical class 0.000 description 13
- 229910052796 boron Inorganic materials 0.000 description 13
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 12
- 229910052799 carbon Inorganic materials 0.000 description 12
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 11
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 10
- 239000000446 fuel Substances 0.000 description 10
- 239000010955 niobium Substances 0.000 description 10
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 9
- 229910052739 hydrogen Inorganic materials 0.000 description 9
- 239000001257 hydrogen Substances 0.000 description 9
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 8
- 239000002253 acid Substances 0.000 description 8
- 229910052758 niobium Inorganic materials 0.000 description 8
- 239000002994 raw material Substances 0.000 description 8
- 238000000855 fermentation Methods 0.000 description 7
- 230000004151 fermentation Effects 0.000 description 7
- 229910052698 phosphorus Inorganic materials 0.000 description 7
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 6
- FFWSICBKRCICMR-UHFFFAOYSA-N 5-methyl-2-hexanone Chemical compound CC(C)CCC(C)=O FFWSICBKRCICMR-UHFFFAOYSA-N 0.000 description 6
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 6
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 6
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 6
- YZYDPPZYDIRSJT-UHFFFAOYSA-K boron phosphate Chemical compound [B+3].[O-]P([O-])([O-])=O YZYDPPZYDIRSJT-UHFFFAOYSA-K 0.000 description 6
- 229910000149 boron phosphate Inorganic materials 0.000 description 6
- 229930014626 natural product Natural products 0.000 description 6
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 6
- 239000011574 phosphorus Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 5
- 238000013459 approach Methods 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 238000000746 purification Methods 0.000 description 5
- 239000000376 reactant Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 239000007858 starting material Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 4
- 241000196324 Embryophyta Species 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 4
- 150000001491 aromatic compounds Chemical class 0.000 description 4
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 4
- 239000004327 boric acid Substances 0.000 description 4
- 238000006555 catalytic reaction Methods 0.000 description 4
- 150000001993 dienes Chemical class 0.000 description 4
- 238000005886 esterification reaction Methods 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 238000011065 in-situ storage Methods 0.000 description 4
- 238000006317 isomerization reaction Methods 0.000 description 4
- 239000012263 liquid product Substances 0.000 description 4
- 229910052755 nonmetal Inorganic materials 0.000 description 4
- 150000002843 nonmetals Chemical class 0.000 description 4
- MHNNAWXXUZQSNM-UHFFFAOYSA-N 2-methylbut-1-ene Chemical compound CCC(C)=C MHNNAWXXUZQSNM-UHFFFAOYSA-N 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- XDXDZDZNSLXDNA-TZNDIEGXSA-N Idarubicin Chemical compound C1[C@H](N)[C@H](O)[C@H](C)O[C@H]1O[C@@H]1C2=C(O)C(C(=O)C3=CC=CC=C3C3=O)=C3C(O)=C2C[C@@](O)(C(C)=O)C1 XDXDZDZNSLXDNA-TZNDIEGXSA-N 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 235000014633 carbohydrates Nutrition 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- 239000000571 coke Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 239000002283 diesel fuel Substances 0.000 description 3
- 238000004821 distillation Methods 0.000 description 3
- 230000002255 enzymatic effect Effects 0.000 description 3
- 230000032050 esterification Effects 0.000 description 3
- 239000000796 flavoring agent Substances 0.000 description 3
- 235000019634 flavors Nutrition 0.000 description 3
- 239000003205 fragrance Substances 0.000 description 3
- 150000002431 hydrogen Chemical class 0.000 description 3
- SHOJXDKTYKFBRD-UHFFFAOYSA-N mesityl oxide Natural products CC(C)=CC(C)=O SHOJXDKTYKFBRD-UHFFFAOYSA-N 0.000 description 3
- 150000007522 mineralic acids Chemical class 0.000 description 3
- 235000013379 molasses Nutrition 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- QMMOXUPEWRXHJS-UHFFFAOYSA-N pent-2-ene Chemical compound CCC=CC QMMOXUPEWRXHJS-UHFFFAOYSA-N 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- OZXIZRZFGJZWBF-UHFFFAOYSA-N 1,3,5-trimethyl-2-(2,4,6-trimethylphenoxy)benzene Chemical compound CC1=CC(C)=CC(C)=C1OC1=C(C)C=C(C)C=C1C OZXIZRZFGJZWBF-UHFFFAOYSA-N 0.000 description 2
- CBCKQZAAMUWICA-UHFFFAOYSA-N 1,4-phenylenediamine Chemical compound NC1=CC=C(N)C=C1 CBCKQZAAMUWICA-UHFFFAOYSA-N 0.000 description 2
- QWBBPBRQALCEIZ-UHFFFAOYSA-N 2,3-dimethylphenol Chemical compound CC1=CC=CC(O)=C1C QWBBPBRQALCEIZ-UHFFFAOYSA-N 0.000 description 2
- NKTOLZVEWDHZMU-UHFFFAOYSA-N 2,5-xylenol Chemical compound CC1=CC=C(C)C(O)=C1 NKTOLZVEWDHZMU-UHFFFAOYSA-N 0.000 description 2
- WRMNZCZEMHIOCP-UHFFFAOYSA-N 2-phenylethanol Chemical compound OCCC1=CC=CC=C1 WRMNZCZEMHIOCP-UHFFFAOYSA-N 0.000 description 2
- YCOXTKKNXUZSKD-UHFFFAOYSA-N 3,4-xylenol Chemical compound CC1=CC=C(O)C=C1C YCOXTKKNXUZSKD-UHFFFAOYSA-N 0.000 description 2
- HNVRRHSXBLFLIG-UHFFFAOYSA-N 3-hydroxy-3-methylbut-1-ene Chemical compound CC(C)(O)C=C HNVRRHSXBLFLIG-UHFFFAOYSA-N 0.000 description 2
- RSNMTAYSENLHOW-GQCTYLIASA-N 6-Methyl-3-hepten-2-one, trans- Chemical compound CC(C)C\C=C\C(C)=O RSNMTAYSENLHOW-GQCTYLIASA-N 0.000 description 2
- DPLGXGDPPMLJHN-UHFFFAOYSA-N 6-Methylheptan-2-one Chemical compound CC(C)CCCC(C)=O DPLGXGDPPMLJHN-UHFFFAOYSA-N 0.000 description 2
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- YNQLUTRBYVCPMQ-UHFFFAOYSA-N Ethylbenzene Chemical compound CCC1=CC=CC=C1 YNQLUTRBYVCPMQ-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical group CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- URLKBWYHVLBVBO-UHFFFAOYSA-N Para-Xylene Chemical group CC1=CC=C(C)C=C1 URLKBWYHVLBVBO-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 230000001476 alcoholic effect Effects 0.000 description 2
- 229940037003 alum Drugs 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000001099 ammonium carbonate Substances 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 239000006227 byproduct Substances 0.000 description 2
- 239000001506 calcium phosphate Substances 0.000 description 2
- 150000001720 carbohydrates Chemical class 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 150000001728 carbonyl compounds Chemical class 0.000 description 2
- 238000010960 commercial process Methods 0.000 description 2
- 230000002860 competitive effect Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 238000006356 dehydrogenation reaction Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 150000002170 ethers Chemical class 0.000 description 2
- RGXWDWUGBIJHDO-UHFFFAOYSA-N ethyl decanoate Chemical compound CCCCCCCCCC(=O)OCC RGXWDWUGBIJHDO-UHFFFAOYSA-N 0.000 description 2
- XIRNKXNNONJFQO-UHFFFAOYSA-N ethyl hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC XIRNKXNNONJFQO-UHFFFAOYSA-N 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000000895 extractive distillation Methods 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 239000000543 intermediate Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- IVSZLXZYQVIEFR-UHFFFAOYSA-N m-xylene Chemical group CC1=CC=CC(C)=C1 IVSZLXZYQVIEFR-UHFFFAOYSA-N 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000002808 molecular sieve Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 2
- XNLICIUVMPYHGG-UHFFFAOYSA-N pentan-2-one Chemical compound CCCC(C)=O XNLICIUVMPYHGG-UHFFFAOYSA-N 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- MDHYEMXUFSJLGV-UHFFFAOYSA-N phenethyl acetate Chemical compound CC(=O)OCCC1=CC=CC=C1 MDHYEMXUFSJLGV-UHFFFAOYSA-N 0.000 description 2
- 229920001195 polyisoprene Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 2
- 238000007614 solvation Methods 0.000 description 2
- MGSRCZKZVOBKFT-UHFFFAOYSA-N thymol Chemical compound CC(C)C1=CC=C(C)C=C1O MGSRCZKZVOBKFT-UHFFFAOYSA-N 0.000 description 2
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 2
- YQLIHRFKJJQBAF-UHFFFAOYSA-N tris(3-methylbutyl) phosphate Chemical compound CC(C)CCOP(=O)(OCCC(C)C)OCCC(C)C YQLIHRFKJJQBAF-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 description 2
- WJTCHBVEUFDSIK-NWDGAFQWSA-N (2r,5s)-1-benzyl-2,5-dimethylpiperazine Chemical compound C[C@@H]1CN[C@@H](C)CN1CC1=CC=CC=C1 WJTCHBVEUFDSIK-NWDGAFQWSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- XIOUDVJTOYVRTB-UHFFFAOYSA-N 1-(1-adamantyl)-3-aminothiourea Chemical compound C1C(C2)CC3CC2CC1(NC(=S)NN)C3 XIOUDVJTOYVRTB-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- AZUYLZMQTIKGSC-UHFFFAOYSA-N 1-[6-[4-(5-chloro-6-methyl-1H-indazol-4-yl)-5-methyl-3-(1-methylindazol-5-yl)pyrazol-1-yl]-2-azaspiro[3.3]heptan-2-yl]prop-2-en-1-one Chemical compound ClC=1C(=C2C=NNC2=CC=1C)C=1C(=NN(C=1C)C1CC2(CN(C2)C(C=C)=O)C1)C=1C=C2C=NN(C2=CC=1)C AZUYLZMQTIKGSC-UHFFFAOYSA-N 0.000 description 1
- HNAGHMKIPMKKBB-UHFFFAOYSA-N 1-benzylpyrrolidine-3-carboxamide Chemical compound C1C(C(=O)N)CCN1CC1=CC=CC=C1 HNAGHMKIPMKKBB-UHFFFAOYSA-N 0.000 description 1
- IDEOPBXRUBNYBN-UHFFFAOYSA-N 2-methylbutane-2,3-diol Chemical compound CC(O)C(C)(C)O IDEOPBXRUBNYBN-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- VSSZKXRAUHZJFV-UHFFFAOYSA-N 3,5-dimethylphenol Chemical compound CC1=CC(C)=CC(O)=C1.CC1=CC(C)=CC(O)=C1 VSSZKXRAUHZJFV-UHFFFAOYSA-N 0.000 description 1
- SYBYTAAJFKOIEJ-UHFFFAOYSA-N 3-Methylbutan-2-one Chemical compound CC(C)C(C)=O SYBYTAAJFKOIEJ-UHFFFAOYSA-N 0.000 description 1
- XKJUKVTZSPIGSI-UHFFFAOYSA-N 3-methylbutanal Chemical compound CC(C)CC=O.CC(C)CC=O XKJUKVTZSPIGSI-UHFFFAOYSA-N 0.000 description 1
- PQGPYWUIWWYUGU-UHFFFAOYSA-N 4-methyl-3,6-dihydro-2h-pyran Chemical compound CC1=CCOCC1 PQGPYWUIWWYUGU-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 description 1
- 244000099147 Ananas comosus Species 0.000 description 1
- 235000007119 Ananas comosus Nutrition 0.000 description 1
- 241000132092 Aster Species 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- AMIMRNSIRUDHCM-UHFFFAOYSA-N Isopropylaldehyde Chemical compound CC(C)C=O AMIMRNSIRUDHCM-UHFFFAOYSA-N 0.000 description 1
- AGPKZVBTJJNPAG-WHFBIAKZSA-N L-isoleucine Chemical compound CC[C@H](C)[C@H](N)C(O)=O AGPKZVBTJJNPAG-WHFBIAKZSA-N 0.000 description 1
- ROHFNLRQFUQHCH-YFKPBYRVSA-N L-leucine Chemical compound CC(C)C[C@H](N)C(O)=O ROHFNLRQFUQHCH-YFKPBYRVSA-N 0.000 description 1
- ROHFNLRQFUQHCH-UHFFFAOYSA-N Leucine Natural products CC(C)CC(N)C(O)=O ROHFNLRQFUQHCH-UHFFFAOYSA-N 0.000 description 1
- 102000004882 Lipase Human genes 0.000 description 1
- 108090001060 Lipase Proteins 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910003023 Mg-Al Inorganic materials 0.000 description 1
- 240000008790 Musa x paradisiaca Species 0.000 description 1
- 235000018290 Musa x paradisiaca Nutrition 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000005844 Thymol Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- LCKIEQZJEYYRIY-UHFFFAOYSA-N Titanium ion Chemical compound [Ti+4] LCKIEQZJEYYRIY-UHFFFAOYSA-N 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005882 aldol condensation reaction Methods 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 125000005910 alkyl carbonate group Chemical group 0.000 description 1
- 230000029936 alkylation Effects 0.000 description 1
- 238000005804 alkylation reaction Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229940024606 amino acid Drugs 0.000 description 1
- 150000001413 amino acids Chemical class 0.000 description 1
- 235000012538 ammonium bicarbonate Nutrition 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 235000019568 aromas Nutrition 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- OBNCKNCVKJNDBV-UHFFFAOYSA-N butanoic acid ethyl ester Natural products CCCC(=O)OCC OBNCKNCVKJNDBV-UHFFFAOYSA-N 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 150000001721 carbon Chemical group 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical compound [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 1
- 239000012043 crude product Substances 0.000 description 1
- 230000009089 cytolysis Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- POULHZVOKOAJMA-UHFFFAOYSA-M dodecanoate Chemical compound CCCCCCCCCCCC([O-])=O POULHZVOKOAJMA-UHFFFAOYSA-M 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 238000006056 electrooxidation reaction Methods 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 229940067592 ethyl palmitate Drugs 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000007306 functionalization reaction Methods 0.000 description 1
- 239000003502 gasoline Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000003306 harvesting Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000007037 hydroformylation reaction Methods 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 229960000310 isoleucine Drugs 0.000 description 1
- AGPKZVBTJJNPAG-UHFFFAOYSA-N isoleucine Natural products CCC(C)C(N)C(O)=O AGPKZVBTJJNPAG-UHFFFAOYSA-N 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 229940070765 laurate Drugs 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229940097364 magnesium acetate tetrahydrate Drugs 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Substances 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- XKPKPGCRSHFTKM-UHFFFAOYSA-L magnesium;diacetate;tetrahydrate Chemical compound O.O.O.O.[Mg+2].CC([O-])=O.CC([O-])=O XKPKPGCRSHFTKM-UHFFFAOYSA-L 0.000 description 1
- 239000002207 metabolite Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229940078552 o-xylene Drugs 0.000 description 1
- YYZUSRORWSJGET-UHFFFAOYSA-N octanoic acid ethyl ester Natural products CCCCCCCC(=O)OCC YYZUSRORWSJGET-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 238000005580 one pot reaction Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 150000007519 polyprotic acids Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 150000003138 primary alcohols Chemical class 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 229910052701 rubidium Inorganic materials 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- ZXNKRXWFQRLIQG-UHFFFAOYSA-N silicon(4+);tetraborate Chemical compound [Si+4].[Si+4].[Si+4].[O-]B([O-])[O-].[O-]B([O-])[O-].[O-]B([O-])[O-].[O-]B([O-])[O-] ZXNKRXWFQRLIQG-UHFFFAOYSA-N 0.000 description 1
- 238000001577 simple distillation Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 229960000790 thymol Drugs 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- LLZRNZOLAXHGLL-UHFFFAOYSA-J titanic acid Chemical compound O[Ti](O)(O)O LLZRNZOLAXHGLL-UHFFFAOYSA-J 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 235000019731 tricalcium phosphate Nutrition 0.000 description 1
- 229940078499 tricalcium phosphate Drugs 0.000 description 1
- 229910000391 tricalcium phosphate Inorganic materials 0.000 description 1
- 150000005199 trimethylbenzenes Chemical class 0.000 description 1
- 238000010977 unit operation Methods 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 229930003231 vitamin Natural products 0.000 description 1
- 239000011782 vitamin Substances 0.000 description 1
- 229940088594 vitamin Drugs 0.000 description 1
- 235000013343 vitamin Nutrition 0.000 description 1
- 150000003722 vitamin derivatives Chemical class 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 150000003738 xylenes Chemical class 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C45/00—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds
- C07C45/002—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by dehydrogenation
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C45/00—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds
- C07C45/27—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation
- C07C45/29—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation of hydroxy groups
- C07C45/298—Preparation of compounds having >C = O groups bound only to carbon or hydrogen atoms; Preparation of chelates of such compounds by oxidation of hydroxy groups with manganese derivatives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J21/00—Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium
- B01J21/02—Boron or aluminium; Oxides or hydroxides thereof
- B01J21/04—Alumina
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J21/00—Catalysts comprising the elements, oxides, or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium, or hafnium
- B01J21/06—Silicon, titanium, zirconium or hafnium; Oxides or hydroxides thereof
- B01J21/066—Zirconium or hafnium; Oxides or hydroxides thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/002—Mixed oxides other than spinels, e.g. perovskite
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/02—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the alkali- or alkaline earth metals or beryllium
- B01J23/04—Alkali metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/06—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of zinc, cadmium or mercury
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/16—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium
- B01J23/20—Vanadium, niobium or tantalum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/16—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium
- B01J23/32—Manganese, technetium or rhenium
- B01J23/34—Manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/40—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the pentasil type, e.g. types ZSM-5, ZSM-8 or ZSM-11, as exemplified by patent documents US3702886, GB1334243 and US3709979, respectively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/02—Impregnation, coating or precipitation
- B01J37/0201—Impregnation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/02—Impregnation, coating or precipitation
- B01J37/0236—Drying, e.g. preparing a suspension, adding a soluble salt and drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/08—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/28—Phosphorising
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C1/00—Preparation of hydrocarbons from one or more compounds, none of them being a hydrocarbon
- C07C1/20—Preparation of hydrocarbons from one or more compounds, none of them being a hydrocarbon starting from organic compounds containing only oxygen atoms as heteroatoms
- C07C1/24—Preparation of hydrocarbons from one or more compounds, none of them being a hydrocarbon starting from organic compounds containing only oxygen atoms as heteroatoms by elimination of water
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C27/00—Processes involving the simultaneous production of more than one class of oxygen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C67/00—Preparation of carboxylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/08—Isoprene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2523/00—Constitutive chemical elements of heterogeneous catalysts
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/02—Boron or aluminium; Oxides or hydroxides thereof
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/02—Boron or aluminium; Oxides or hydroxides thereof
- C07C2521/04—Alumina
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/06—Silicon, titanium, zirconium or hafnium; Oxides or hydroxides thereof
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/10—Magnesium; Oxides or hydroxides thereof
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2523/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group C07C2521/00
- C07C2523/06—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group C07C2521/00 of zinc, cadmium or mercury
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2523/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group C07C2521/00
- C07C2523/16—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group C07C2521/00 of arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium
- C07C2523/32—Manganese, technetium or rhenium
- C07C2523/34—Manganese
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2527/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- C07C2527/14—Phosphorus; Compounds thereof
- C07C2527/16—Phosphorus; Compounds thereof containing oxygen
- C07C2527/18—Phosphorus; Compounds thereof containing oxygen with metals
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2527/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- C07C2527/14—Phosphorus; Compounds thereof
- C07C2527/186—Phosphorus; Compounds thereof with arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium
- C07C2527/195—Phosphorus; Compounds thereof with arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium with vanadium, niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2529/00—Catalysts comprising molecular sieves
- C07C2529/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites, pillared clays
- C07C2529/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- C07C2529/40—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the pentasil type, e.g. types ZSM-5, ZSM-8 or ZSM-11
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Catalysts (AREA)
- Fats And Perfumes (AREA)
Abstract
Esta presente divulgación se refiere a procesos catalíticos para mejorar mezclas de aceite de fusel crudo y/o refinado a productos químicos renovables de mayor valor, mediante catalizadores mixtos de óxido metálico o zeolita. En el presente documento se describen procesos que pasan una corriente vaporizada de aceites de fusel crudos y/o refinados sobre varios catalizadores de óxidos metálicos mixtos, zeolitas dopadas con metales o zeolitas y/u óxidos metálicos no dopados con metales que brindan opciones para valorizar mezclas de aceites de fusel para obtener productos de mayor valor. Los productos químicos renovables formados a través de estas plataformas catalíticas de mejora se componen de, entre otros, metil isobutil cetona (MIBK), diisobutil cetona (DIBK), isoamileno e isopreno. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Revalorización de mezclas de aceite de fusel sobre catalizadores heterogéneos para dar productos químicos renovables de mayor valor
Referencia cruzada a solicitudes relacionadas
La presente solicitud reivindica la prioridad y el beneficio de la solicitud provisional de Estados Unidos N° 62/613.740, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO HIGHER VALUE PRODUCTS" y presentada el 4 de enero de 2018; la solicitud provisional de Estados Unidos N° 62/643.103, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO HIGHER VALUE PRODUCTS" y presentada el 14 de marzo de 2018; la solicitud provisional de Estados Unidos N° 62/651.534, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO HIGHER VALUE PRODUCTS" y presentada el 2 de abril de 2018; la solicitud provisional de Estados Unidos N° 62/695.685, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO RENEWABLE PARA-PHENYLENEDIAMINE (PPD) CLASS ANTIOZONANT MIXTURES" y presentada el 9 de Julio de 2018; la solicitud provisional de Estados Unidos N° 62/696.220, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO RENEWABLE MIXTURES OF KETONES HAVING IMPROVED RESIN SOLVATION PROPERTIES" y presentada el 10 de Julio de 2018; la solicitud provisional de Estados Unidos N° 62/732.749, titulada "UPGRADING FUSEL OIL MIXTURES OVER MIXED METAL OXIDE CATALYST TO RENEWABLE MIXTURES OF KETONES HAVING IMPROVED RESIN SOLVATION PROPERTIES" y presentada el 18 de septiembre de 2018; y la solicitud provisional de Estados Unidos N262/755.307, titulada "UPGRADING OF FUSEL OILS OVER MIXED METAL OXIDE CATALYSTS AND ZEOLITES TO ALDEHYDES ISOPRENE AND AROMATICS" y presentada el 2 de noviembre de 2018.
Campo técnico
La presente divulgación se refiere a procesos catalíticos para revalorizar mezclas de aceite de fusel crudo y/o refinado para dar productos químicos renovables de mayor valor por medio de catalizadores de óxido metálico mixto o de zeolita.
Antecedentes
Los aceites de fusel se forman como un subproducto de la fermentación alcohólica y consisten en una mezcla de diversos alcoholes compuesta principalmente por alcoholes amílicos junto con cantidades secundarias de propanol, n-butanol e isobutanol, según el proceso de purificación empleado. En algunos casos, estos aceites de fusel se vuelven a añadir a un producto de etanol en un determinado nivel, se queman como combustible o se purifican adicionalmente y se comercializan en el mercado libre. En función de la fuente de carbohidratos para el proceso de fermentación y del organismo utilizado, los niveles de aceite de fusel se encuentran generalmente entre el 0,2 y el 3,0% como porcentaje relativo del alcohol objetivo producido. En general, los alcoholes de aceite de fusel se consideran compuestos de desecho en la producción de bioetanol y, a menudo, se queman como combustible para el calentamiento de columnas de destilación.
Algunos metabolitos involucrados en procesos de fermentación se han identificado como fuente de alcoholes superiores, tales como los aceites de fusel. Ehrlich (1907) y Klosowski et al. (2010) han atribuido la producción de alcoholes superiores a la asimilación del nitrógeno amínico. Teniendo en cuenta el alto contenido de alcoholes amílicos en el aceite de fusel (Maiorella et al., 1981), es importante mencionar el papel que desempeñan la leucina y la isoleucina como moléculas fuente de 3-metil-1-butanol y 2-metil-1-butanol, respectivamente (Ribereau-Gayon et al., 2006). Roehr (2001) indica que el aceite de fusel se forma a partir de a-cetoácidos, derivados de aminoácidos. Pfenninger (1963) y Roehr (2001) compararon la composición del aceite de fusel basándose en la materia prima para la fermentación. Sus resultados indican que el contenido de butanol y alcohol i-amílico aumenta cuando melazas y frutas son la materia prima para la fermentación. Sin embargo, esos autores señalan la importancia del pH en el fermentador en la producción de alcoholes superiores.
El aceite de fusel bruto es un líquido relativamente viscoso con un color rojizo oscuro y un olor muy desagradable. Como resultado de estas propiedades, la utilización directa del aceite de fusel como disolvente ha sido muy limitada. En algunos países se quema para suministrar energía a las plantas de procesamiento de etanol. En Turquía, se utiliza principalmente para la desnaturalización del alcohol o para eliminar la espuma de la melaza durante la fabricación de azúcar. Sin embargo, una parte sustancial del mismo, por lo general, se ha descartado. Estudios recientes han sugerido que son posibles varios usos alternativos para los aceites de fusel. Por ejemplo, los ésteres de ácido acético y ácido butírico, los principales componentes alcohólicos del aceite de fusel, tienen valor económico como productos químicos para la fabricación de aromas y fragancias (Ceylan et al., 1997). Especialmente el butirato de etilo tiene una gran demanda como componente de sabores de piña y plátano en la industria alimentaria. Seino et al. (1984) investigaron la síntesis enzimática de los ésteres de carbohidratos de ácidos grasos. Gilles, et al. (1987) y Welsh y Williams (1989), estudiaron la esterificación enzimática de aceites de fusel con ácido acético y ácido butírico. En general, se utilizó la enzima lipasa en estos estudios. Ghuiba et al. (1985) investigaron la esterificación química del aceite de fusel con ácidos polibásicos de alto peso molecular a temperaturas relativamente altas. Notificaron que los
ásteres sintetizados en estas condiciones son muy compatibles con poli(cloruro de vinilo) como plastificantes. Ay et al. (1994) notificaron que el aceite de fusel se puede utilizar para la purificación de ácido fosfórico producido por el procedimiento en húmedo. Tambián notificaron que especialmente el alcohol isoamílico y el alcohol isobutílico son selectivos para la extracción del ácido. Hasan et al. (1993) notificaron que el disolvente fosfato de triisoamilo (TAP) preparado localmente obtenido del aceite de fusel se ha utilizado con éxito para extraer titanio (IV) a partir de sus soluciones acuosas. Pereira et al. (2013) informaron de la conversión de los principales componentes del aceite de fusel (3-metil-1-butanol, 2-metil-1-butanol e isobutanol) en carbonatos de alquilo orgánicos mediante la fijación de dióxido de carbono.
El aceite de fusel también se puede utilizar como materia prima para la producción de alcoholes amílicos y butílicos que tienen algunas aplicaciones diferentes pero significativas: El trabajo de Ogonowski y Sikora (2000) trata sobre la conversión catalítica de metanol e i-butanol en éteres. Del mismo modo, Klier et al. (1997) estudiaron la conversión de alcoholes superiores en diferentes éteres sobre catalizadores multifuncionales. Vaze et al. (1997) presentaron una alternativa de valorización que consiste en la oxidación electroquímica de alcoholes para producir ácidos carboxílicos. Mitra et al. (1997) estudiaron la alquilación de compuestos aromáticos con alcoholes tales como butanol e i-butanol para proporcionar materias primas verdes a la industria farmacéutica. Garcia et al. (1997) y Liaw et al. (1998) también ofrecen alternativas para el uso de butanol y alcohol i-amílico en aplicaciones farmacéuticas.
Además, en la última década, los aceites de fusel se han utilizado para la fabricación de productos de base biológica con la ventaja de ser ambientalmente seguros, renovables y, en algunos casos, biodegradables. Ózgülsün et al. (2000) estudiaron la reacción de esterificación del ácido oleico con una fracción del aceite de fusel de melaza para producir aceite lubricante. Dormo et al. (2004) sintetizaron un biolubricante a partir del aceite de fusel mediante esterificación enzimática. Güveng et al. (2007) y Bandres et al. (2010) realizaron la síntesis de disolventes de base biológica para obtener acetatos, carbonatos e i-valeratos con alcohol i-amílico a partir de aceite de fusel. La conversión de isopropanol en MIBK utilizando un catalizador de Cu-Mg-Al se divulga por: TORRES et al.: "One-step methyl isobutyl ketone (MIBK) synthesis from 2-propanol: Catalyst and reaction condition optimization", APPLIED Ca Ta LYSIS A: GENERAL, 317(2), 2006, 161-170.
Sumario de la invención
Las mezclas de aceite de fusel de base biológica de bajo coste se pueden convertir con alto rendimiento en mezclas de productos líquidos brutos que consisten en cetonas C2-C9 simétricas y asimétricas, aldehídos, ésteres, olefinas C4-C5 y compuestos aromáticos industrialmente relevantes junto con la coproducción de hidrógeno renovable en función de los catalizadores seleccionados. La destilación convencional de las mezclas de productos brutos permite acceder a productos químicos renovables relevantes para la industria y competitivos en costes (es decir, principalmente MIBK, DIBK, isoamileno, isopreno). La distribución y la selectividad de las mezclas de productos oxigenados u olefínicos se pueden controlar ajustando la composición del catalizador, la temperatura de reacción y la composición de la alimentación y los caudales. Por ejemplo, unas temperaturas de reacción más bajas con un nuevo catalizador de óxido metálico mixto dan como resultado rendimientos más altos de aldehídos con respecto a cetonas, frente a unas temperaturas de reacción más altas que dan predominantemente cetonas y cantidades secundarias de aldehídos. Por otra parte, la deshidratación de las mezclas de aceite de fusel proporciona predominantemente 3-metil-1-buteno, 1-metil-2-buteno y 2-metil-2-buteno, que tras la isomerización in situ da como resultado con altos rendimientos a costes competitivos isoamileno de base biológica. Alternativamente, la deshidrogenación de la mezcla de alcoholes de aceite de fusel crudo, que consiste principalmente en 3-metil-1-butanol y 2-metil-1-butanol, permite acceder a los aldehídos C5 de base biológica correspondientes con excelentes rendimientos. La conversión posterior de los aldehídos derivados de alcohol amílico (3-metilbutanal y 2-metilbutanal), por medio de nuevos catalizadores de óxidos metálicos mixtos dopados o nuevos catalizadores de zeolita dopada, permite acceder a un isopreno de base biológica competitivo en costes con buenos rendimientos.
En formas de realización de la invención, la solicitud proporciona un proceso según la reivindicación 1 para preparar un producto químico renovable, que comprende:
(a) alimentar a un reactor una alimentación de reactor que comprende una mezcla de alcoholes C3-C6 a una concentración de al menos el 75% en peso, en el que la mezcla de alcoholes C3-C6 incluye alcohol isoamílico (isopentanol) y 2-metil-1-butanol (alcohol amílico activo);
(b) poner en contacto la mezcla de alcoholes C3-C6 con un catalizador de óxido mixto en el reactor, en el que el catalizador de óxido mixto tiene la fórmula Znv/Mgw/Cux/Mny/Zrz, mediante lo cual la mezcla se convierte en al menos un producto químico renovable con un rendimiento de al menos el 25% en peso,
en el que o bien
(i) V es de 1 a 10, W es de 1 a 50, X es de 0 a 20, Y es de 1 a 50 y Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 1 a 10, y en el que las proporciones atómicas para Y y Z entre sí son de 1 a 16; o bien
(ii) V es de 0 a 10, W es de 0 a 50, X es de 0 a 20, Y es de 1 a 50 y Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 0 a 10, y en el que las proporciones atómicas para Y y Z entre sí son de 3 a 6; y
(c) recuperar el, al menos un, producto químico renovable, en el que el producto químico renovable recuperado en la etapa (c) es metilisobutilcetona (MIBK), diisobutilcetona (DIBK), un aldehído Cs, isopreno y/o isoamileno.
Otras formas de realización de la invención se exponen en las reivindicaciones dependientes.
Descripción detallada
La capacidad de transformar aceites de fusel de base biológica de bajo coste en compuestos oxigenados de base biológica altamente deseados no se ha notificado ni demostrado previamente. En el presente documento se divulgan catalizadores y procesos que son adecuados para convertir aceites de fusel en compuestos oxigenados más pesados.
Los disolventes oxigenados tales como las cetonas alifáticas constituyen el segmento más grande del mercado de disolventes. Por ejemplo, la diisobutilcetona (DIBK), la metilisoamilcetona (MIAK) y sus productos alcohólicos, los carbinoles, tienen un volumen de mercado de aproximadamente 80 millones de libras al año. Con una producción anual de mil millones de libras, la metilisobutilcetona (MIBK) se encuentra entre los diez disolventes orgánicos más utilizados en la industria. En la actualidad, los procesos de fabricación de cetonas son relativamente complicados. Por ejemplo, la acetona, materia prima derivada del petróleo, se procesa químicamente para dar MIBK por medio de tres etapas de reacción: (i) condensación aldólica para dar alcohol de diacetona, (ii) deshidratación para dar óxido de mesitilo y (iii) hidrogenación selectiva de la cetona insaturada óxido de mesitilo. Del mismo modo, siguiendo el proceso de tres etapas, el compuesto de carbonilo isobutanal o MIBK reacciona con acetona para producir MIAK o DIBK. Aunque se han desarrollado catalizadores multifuncionales para permitir estas series de reacciones en un recipiente, el rendimiento de MIBK o DIBK es solo de aproximadamente el 30% o el 10%, respectivamente. Además, la operación requiere alta presión (10-100 atm), y el suministro de materias primas depende de la disponibilidad de materia prima de petróleo.
El isopreno es el bloque de construcción necesario para caucho de poliisopreno, copolímeros de estireno y caucho de butilo. Actualmente, todo el isopreno comercialmente disponible se deriva del petróleo. La mayor parte del isopreno se ha producido normalmente separando la corriente de Cs de los craqueadores de etileno alimentados con materias primas más pesadas tales como nafta o gasóleo. Recientemente, los craqueadores a vapor se han desplazado en los Estados Unidos hacia el uso de materias primas más ligeras tales como etano, propano y butano, que son subproductos de la producción de gas de esquisto. Estas materias primas más ligeras han aumentado los rendimientos de etileno pero han tenido una repercusión negativa sobre la producción de isopreno. Esto ha creado una oportunidad favorable para que el isopreno de base biológica se introduzca en el mercado. El isopreno de base biológica, producido por bioconversión aeróbica de carbohidratos, es idéntico al isopreno basado en petróleo y funciona como una molécula de reemplazo directo. La producción de isopreno a partir de fuentes biológicas se encuentra en las primeras etapas de desarrollo, pero se está acelerando con el apoyo de los principales fabricantes de neumáticos (Bridgestone, Goodyear y Michelin). El consumo mundial total de isopreno en 2008 fue de 800.000 toneladas métricas (GlycosBio 2010). Aproximadamente el 60% se utilizó para producir caucho de poliisopreno, copolímeros de estireno y caucho de butilo que se usan para fabricar neumáticos. Aproximadamente el 30% se utilizó para producir adhesivos y el resto se utilizó para aplicaciones médicas o de cuidado personal. Los neumáticos son el mercado dominante para el isopreno y la demanda de productos basados en isopreno generalmente depende de la necesidad del sector del transporte. En 2013, Rusia y Estados Unidos representaron aproximadamente dos tercios del consumo mundial total de isopreno (IHS 2014e).
En épocas anteriores, un proceso potencialmente económico para la producción de isopreno era la deshidratación de 2-metilbutiraldehído (2-MBA). El 2-MBA se puede producir por hidroformilación de buteno, por lo que es una materia prima económica que se puede fabricar en las grandes cantidades necesarias para la producción comercial a gran escala de isopreno. La deshidratación de 2-MBA para dar isopreno está catalizada por ácidos y puede verse afectada con una selectividad razonable. No obstante, dado que el propio isopreno se polimeriza utilizando ácidos fuertes tales como el ácido sulfúrico, dichos ácidos fuertes no son útiles como catalizadores de isopreno. Se ha propuesto una amplia diversidad de catalizadores, incluidos tamices moleculares y otros diversos materiales, para su uso en las reacciones anteriores para la producción de isopreno y en reacciones químicamente similares. Por ejemplo, la patente británica N° 673.547 describe un proceso para la conversión de 1-metoxi-3-metilbut-4-eno en isopreno utilizando un silicato de aluminio como catalizador. La patente de Estados Unidos N° 3.253.051 de Yanagita et al. describe un proceso para la producción de isopreno a partir de una mezcla de isobutileno y formaldehído en el que el catalizador empleado es una mezcla de un óxido o hidróxido de un metal tal como el hierro con ácido fosfórico, estando esta mezcla soportada sobre un soporte adecuado, por ejemplo sílice o alúmina. Las patentes de Estados Unidos N° 3.872.216 y 3.846.338, ambas de Kachalova et al., describen procedimientos para producir isopreno a partir de un dioxano empleando un catalizador de fosfato tricálcico. La patente británica N° 1.385.348 describe la producción de un dieno a partir del aldehído correspondiente utilizando un catalizador de deshidratación ácido, que puede comprender ácidos inorgánicos, sales de ácidos inorgánicos, anhídridos ácidos de un ácido inorgánico o anhídridos mixtos de los mismos soportados o no soportados. Los catalizadores específicos mencionados incluyen ácido
fosfórico, ácido bórico, ácido silícico, ácido titánico, fosfato de boro, borato de silicio y titanato de silicio. La patente británica N° 2.093.060 describe la deshidratación de compuestos carbonílicos para dar dienos usando como catalizadores composiciones de fosfato de magnesio, mientras que la patente británica N° 2.063.297 describe el uso de alumbre y sulfatos de alumbre mixtos como catalizadores en la misma reacción. Se han utilizado tamices moleculares de zeolita como catalizadores para la producción de isopreno por deshidratación de materiales de partida distintos de 2-MBA. Por ejemplo, la publicación de solicitud de patente japonesa N° 77/57104 describe la deshidratación de 4,4-DMD en fase gaseosa sobre zeolita X intercambiada con metales del grupo II. La publicación de solicitud de patente japonesa N° 74/10924 describe la deshidratación de 4,4-DMD o 4-metil-5,6-dihidro-2H-pirano en fase gaseosa sobre un catalizador de zeolita. La publicación de solicitud de patente japonesa N° 77/36603 describe la deshidratación de 4,4-DMD sobre un catalizador compuesto por Zeolita X y una arcilla ácida. Nefedova et al., Neftekhimiya 19, 113 (1979) describen la deshidratación de 2-metilbutano-2,3-diol utilizando como catalizadores las zeolitas A, X e Y. Ivanova y Kucherov, Neftekhimiya 10, 400 (1970) describen el uso de zeolita Y como catalizador para la deshidratación de dimetilvinil-carbinol. También se han propuesto una diversidad de catalizadores para su uso en la deshidratación de 2-metilbutiraldehído para dar isopreno. La patente de Estados Unidos N° 1.033.180 describe el uso de silicato de aluminio como catalizador. La publicación de solicitud de patente europea N° 80.449 describe el uso de catalizadores heterogéneos ácidos, específicamente fosfato de boro y sílice en esta reacción. La patente de Estados Unidos N° 4.524.233 describe el uso de fosfato de boro mezclado con grafito y tratado con aminas y vapor como catalizador de 2-MBA para dar isopreno. La patente de la U.R.S.S. N° 721.116 y Bol'shakov et al., Neftekhimiya 23, 183 (1983) describen el uso de fosfato de boro como catalizador para esta reacción. Irodov, Smirnov y Kryukov, Zh. Org. Khim. 18,1401 (1982) describen el uso de fosfatos amorfos de aluminio, boro y calcio como catalizadores para la conversión de 2-MBA en isopreno. La patente de Estados Unidos N° 4.560.822 de Hoelderich et al. (que se publicó el 24 de diciembre de 1985 sobre la solicitud con el número de serie 730.687, presentada el 3 de mayo de 1985 y que reivindica prioridad de la solicitud de patente de Alemania Occidental N° 34 19379, presentada el 24 de mayo de 1984) describe y reivindica un proceso para la deshidratación de aldehídos para dar dienos (incluida la deshidratación de 2-metilbutiraldehído para dar isopreno) a temperaturas elevadas utilizando una zeolita como catalizador. La publicación de solicitud de patente europea N° 0211797A1 (1985, Goodyear) describe el uso de un catalizador de fosfato de boro tratado con carbonato de amonio o bicarbonato de amonio seguido de calcinación, presumiblemente para producir un catalizador de poro grande para la deshidratación de 2-MBA para dar isopreno, lo que da como resultado tiempos de operación más prolongados (120 h frente a 6 h) con un decaimiento más lento en la actividad. Sin embargo, no se hace ninguna mención con respecto a la vida prolongada del catalizador ni a la selectividad del mismo como resultado de múltiples regeneraciones.
Una desventaja asociada con los catalizadores de boro-fosfato mencionados anteriormente para deshidratar aldehídos es que la vida del catalizador depende de muchos factores que incluyen la composición y la estructura del catalizador, la actividad del catalizador, las temperaturas de operación, la lixiviación de fósforo superficial y la deposición de coque. Se entiende por deposición de coque los depósitos de coque (carbonáceos) formados sobre el catalizador durante la reacción de deshidratación. Tal como se indicó anteriormente, hasta el momento no se ha desarrollado ningún proceso comercial basado en dicha técnica, ya que no existe un catalizador con selectividad y estabilidad que justifique un proceso comercial, y el coste de producir 2-MBA como materia prima para isopreno no es competitivo en costes en comparación con la extracción de isopreno de las corrientes de refinería de Cs crudo.
En la descripción siguiente, se exponen determinados detalles específicos para proporcionar una comprensión completa de varias formas de realización. Sin embargo, un experto en la técnica comprenderá que la divulgación puede ponerse en práctica sin estos detalles. En otros casos, no se han mostrado ni descrito en detalle estructuras bien conocidas para evitar oscurecer innecesariamente las descripciones de las formas de realización. A menos que el contexto requiera lo contrario, a lo largo de la memoria descriptiva y las reivindicaciones siguientes, la palabra "comprender" y sus variaciones, tales como "comprende" y "que comprende" deben interpretarse en un sentido abierto e inclusivo, es decir, como "que incluye, pero sin limitación". Además, los encabezados proporcionados en el presente documento son solo por comodidad y no interpretan el alcance o el significado de la divulgación reivindicada.
En esta solicitud, el uso de "o" significa "y/o" a menos que se indique lo contrario.
Tal como se utiliza a lo largo de la memoria descriptiva, "un" puede incluir referencias al singular o al plural. Por ejemplo, un alcohol puede incluir uno o más de un alcohol.
A lo largo de la presente memoria descriptiva, los términos "aproximadamente" y/o "alrededor de" pueden usarse junto con valores numéricos y/o intervalos. Se entiende que el término "aproximadamente" significa aquellos valores próximos a un valor citado. Por ejemplo, "aproximadamente 40 [unidades]" puede significar dentro de ± 25% de 40 (por ejemplo, de 30 a 50), dentro de ± 20%, ± 15%, ± 10%, ± 9%, ± 8%, ± 7%, ± 6%, ± 5%, ± 4%, ± 3%, ± 2%, ± 1%, menos de ± 1%, o cualquier otro valor o intervalo de valores en los mismos o por debajo de los mismos. Además, las frases "menos de aproximadamente [un valor]" o "mayor que aproximadamente [un valor]" deben entenderse en vista de la definición del término "aproximadamente" proporcionada en el presente documento. Los términos "aproximadamente" y "alrededor de" se pueden usar indistintamente.
A lo largo de la presente memoria descriptiva, el término "producto químico renovable" se usa para indicar el producto o productos de un proceso descrito en el presente documento. En términos generales, un producto químico renovable
es un material de base biológica fabricado intencionadamente a partir de sustancias derivadas de organismos vivos (o que alguna vez estuvieron vivos). Los productos químicos renovables incluyen moléculas lineales, ramificadas y cíclicas que tienen hasta aproximadamente 12 carbonos. Los términos incluyen compuestos homologados (un carbono añadido con respecto al número de carbonos del material de partida) o alargados (dos o más carbonos añadidos con respecto al número de carbonos del material de partida), o un producto con el mismo número de carbonos o más con respecto al material de partida pero con algún tipo de funcionalización introducida (por ejemplo, un carbonilo, un hidroxilo, éster y/o un grado de instauración, por ejemplo, un doble enlace), y mezclas de los mismos. Los ejemplos no limitantes de coproductos que incluyen productos químicos renovables producidos mediante un proceso divulgado en el presente documento incluyen metil-isobutil-cetona (MIBK), sec-butil-metil-cetona (iso-MIBK), di-isobutil-cetona (DIBK), 2,5-dimetil-4-heptanona (iso-DIBK), isoamileno, isopreno, aldehídos, ésteres y otras cetonas asimétricas.
Los coproductos también pueden producirse mediante una reacción catalítica, según los catalizadores y procesos de la presente solicitud. Por ejemplo, los coproductos incluyen un producto obtenido a partir de la reacción de al menos un reactante con al menos un intermedio, o un producto obtenido a partir de la reacción de múltiples intermedios. Los coproductos incluyen moléculas lineales, ramificadas y cíclicas que tienen hasta aproximadamente 10 carbonos. Los coproductos también incluyen moléculas que no son hidrocarburos generadas mediante un proceso de conversión del material de partida. Los ejemplos no limitantes de coproductos producidos por un proceso divulgado en el presente documento incluyen isobutileno, acetona, hidrógeno, dióxido de carbono, metano, fenol, 2-pentanona, óxido de mesitilo, metilisobutilcetona, 3-metil-2-butanona, 2-metil-fenol, 3-metil-fenol (mefa-cresol), 2,5-dimetil-fenol, 3,5-dimetil-fenol (3,5-xilenol), 2,3-dimetil-fenol y 3,4-dimetil-fenol.
A lo largo de la presente memoria descriptiva, el término "selectividad" se usa para indicar la selectividad del proceso para producir un producto químico renovable particular. En algunas formas de realización, el catalizador, la preparación del catalizador y los parámetros de reacción, por ejemplo, velocidad superficial, influyen en el rendimiento de un producto químico renovable en particular.
Los productos "naturales" se definen como materiales derivados de materiales naturales (es decir, materiales basados en plantas, caldo de fermentación, etc.) añadidos a compuestos de sabor y fragancia que no se han sometido a una transformación química distinta a una etapa de destilación simple.
Tal como se utiliza en el presente documento, el término "rendimiento" con respecto al rendimiento de un producto químico renovable, por ejemplo, MIBK, se expresa como un porcentaje del rendimiento teórico máximo, que define la cantidad máxima del producto químico renovable, por ejemplo, isopreno, que se puede generar por una cantidad determinada de aceites de fusel según dicta la estequiometría de la reacción catalítica utilizada para producir el producto químico renovable, por ejemplo, isopreno. Por ejemplo, el rendimiento teórico de la reacción catalítica descrita en el presente documento es del 33,3%, es decir, 1 mol de MIBK producido por cada 3 moles de sustrato en la alimentación del reactor. Como tal, si el 24% del sustrato de carbono se convierte en MIBK, el rendimiento, tal como se utiliza en el presente documento, se expresaría como del 72%, que se obtiene tomando una conversión del 24% en MIBK dividida por un rendimiento teórico máximo potencial del 33,3%. En otro ejemplo, el rendimiento teórico de la reacción catalítica descrita en el presente documento es del 50%, es decir, 1 mol de DIBK producido por cada 2 moles de sustrato de carbono en la alimentación del reactor. Como tal, si el 40% del sustrato de carbono se convierte en DIBK, el rendimiento, tal como se utiliza en el presente documento, se expresaría como del 80,0%, que se obtiene tomando una conversión del 40% en DIBK dividida por un rendimiento teórico máximo potencial del 50%. Por el contrario, sobre la base de átomos de carbono, el rendimiento teórico de DIBK es del 75%, que se expresa como 3 átomos de carbono en la DIBK (1 mol) dividido por 4 átomos de carbono del sustrato de alimentación del reactor (2 moles).
La referencia a lo largo de la presente memoria descriptiva a "una forma de realización" significa que una característica, estructura o rasgo particular descrito con respecto a la forma de realización está incluida en al menos una forma de realización. Por lo tanto, la aparición de la frase "en una forma de realización" en varios lugares a lo largo de la presente memoria descriptiva no necesariamente se refiere en todos los casos a la misma forma de realización. Además, las características, estructuras o rasgos particulares pueden combinarse de cualquier forma adecuada en una o más formas de realización. Además, tal como se usa en la presente memoria descriptiva y las reivindicaciones adjuntas, las formas singulares "un", "una", "el" y "la" incluyen referentes plurales a menos que el contenido indique claramente lo contrario. También se debe tener en cuenta que el término "o" generalmente se emplea en su sentido que incluye "y/o" a menos que el contenido indique claramente lo contrario.
La palabra "aproximadamente" cuando precede inmediatamente a un valor numérico significa un intervalo de más o menos el 10% de ese valor, por ejemplo, "aproximadamente 50" significa de 45 a 55, "aproximadamente 25.000" significa de 22.500 a 27.500, etc. Además, las frases "menos de aproximadamente" un valor o "mayor que aproximadamente" un valor debe entenderse considerando la definición del término "aproximadamente" proporcionada en el presente documento.
El "aceite de fusel", también conocido como alcoholes de aceite de fusel o alcoholes de fusel, es normalmente una mezcla de uno o más alcoholes (C3 -C6) tal como 2-metil-1-butanol (alcohol amílico activo), alcohol isoamílico (isopentanol), alcohol isobutílico y alcohol n-propílico, propanol, butanol, pentanol y hexanol, pero no metanol ni etanol.
Las mezclas de aceite de fusel "crudo" se definen por niveles más altos de alcoholes C2-C4 y agua como resultado de una separación corriente abajo menos rigurosa de alcoholes de fusel C5 típicos (3-metil-1 -butanol y 2-metil-1 -butanol) a partir de etanol. Mientras tanto, las mezclas de aceite de fusel "refinado" se definen por una mayor concentración de alcoholes Cs (por ejemplo, alcoholes amílicos), con respecto a alcoholes C2-C4, y normalmente cantidades más reducidas de agua.
En algunas formas de realización, las mezclas de productos de cetonas se pueden producir con alta selectividad y altos rendimientos, por medio de una única etapa catalítica, a partir de la revalorización del aceite de fusel, para proporcionar metilisobutilcetona (MIBK), sec-butilmetilcetona (iso-MIBK), di-isobutilcetona (DIBK) y 2,5-dimetil-4-heptanona (iso-DIBK) derivadas a partir de 3-metil-1-butanol y 2-metil-1-butanol. Se pueden lograr selectividades y rendimientos más altos para MIBK, con respecto a la formación de DIBK, mediante la alimentación conjunta de cantidades adicionales de etanol con respecto a los aceites de fusel crudos.
En el primer enfoque, las mezclas de aceite de fusel se pueden convertir en una mezcla de productos líquidos brutos que consiste en cetonas C3-C9, aldehídos, hidrógeno y cantidades más reducidas de olefinas C2-C5. La distribución de la mezcla de productos oxigenados se puede controlar mediante la temperatura de reacción y los caudales de alimentación. Por ejemplo, unas temperaturas de reacción más bajas dan como resultado rendimientos más altos de aldehídos, y unas temperaturas de reacción más altas dan como resultado predominantemente cetonas. Según el tipo de óxidos metálicos y sus proporciones relativas de metales, las mezclas de aceite de fusel se pueden convertir en un producto líquido con un balance de masa > 90% que consiste principalmente en aldehídos Cs junto con cantidades más reducidas de metilisobutilcetona, diisobutilcetona y cetonas C3-C7 con hasta 2,3 eq de hidrógeno con respecto al peso molecular promedio de la mezcla de aceite de fusel.
A temperaturas de reacción más altas, las mezclas de aceite de fusel se pueden convertir en un producto líquido con un balance de masa > 60% que consiste principalmente en metilisobutilcetona (MIBK), diisobutilcetona (DIBK), aldehídos Cs y cantidades más reducidas de cetonas C3-C7 con hasta 3,0 eq de hidrógeno con respecto al peso molecular promedio de la mezcla de aceite de fusel. En teoría, el balance de la masa líquida más alto, suponiendo un rendimiento del 100% de alcohol a cetona, se debe en un 80% a la formación de CO2 e hidrógeno, por medio de una serie de reacciones sobre el catalizador de óxido metálico mixto. Un experto en la técnica reconocerá la versatilidad de convertir mezclas de alcoholes (C2-C5) en aldehídos de valor añadido, o cetonas simétricas y asimétricas difíciles de preparar.
Un experto en la técnica reconocerá los beneficios de convertir mezclas de alcoholes de base biológica, incluidos los aceites de fusel, en aldehídos de valor añadido o cetonas objetivo simétricas y asimétricas que normalmente son difíciles de preparar. Por ejemplo, la adición de etanol de base renovable a la alimentación del aceite de fusel da como resultado un aumento de los niveles de MIBK con una disminución correspondiente en la formación de DIBK y un aumento de los niveles de 6-metil-2-heptanona (N.° CAS 928-68-7) y 6-metil-3-hepteno-2-ona (CAS n.° 20859-10-3) renovables, que se pueden utilizar ambas como materias primas clave para la síntesis de vitamina E. Además, aumentan los niveles de m-cresol (N° CAS 108-39-4), que se puede utilizar en la síntesis total de timol y otras aplicaciones. En las tablas 21 -24 se ejemplifican ejemplos de datos de composición del efluente del reactor para aceite de fusel crudo con mezclas adicionales de etanol. Alternativamente, añadir metanol de origen biológico o derivado del petróleo a la alimentación, u operar solo con metanol como alimentación, da como resultado la formación de cantidades adicionales de hidrógeno o principalmente hidrógeno. Esto permite el ajuste del nivel de hidrógeno producido en función de las necesidades de producción y la cartera de productos.
En un segundo enfoque, las mezclas de aceite de fusel se pueden convertir directamente, sobre una zeolita dopada con metal, en una mezcla líquida cruda con un balance de masa > 60% que consiste principalmente en compuestos aromáticos BTX típicos (es decir, tolueno, m-xileno, p-xileno, o-xileno, etilbenceno, trimetilbencenos, etc.) siendo el pxileno el isómero de xileno predominante junto con cantidades más reducidas de olefinas C3-C7. Los productos restante no contabilizados para la masa son olefinas C2-C4, medidas en la corriente de vapor no condensado. Desde un punto de vista práctico, los compuestos aromáticos se pueden separar, mediante operaciones unitarias clásicas, para su comercialización como productos químicos renovables, y las olefinas C2-C7 resultantes pueden reciclarse para aumentar los rendimientos de compuestos aromáticos u oligomerizarse para obtener un combustible de base renovable.
En el tercer enfoque, las mezclas de aceite de fusel se deshidratan cuantitativamente dando sus correspondientes olefinas C2-C5. Según el catalizador utilizado para la deshidratación (y-alúmina), las olefinas Cs primarias se pueden convertir en 3-metil-1-buteno (70%) y 2-metil-1-buteno (10%) con cantidades secundarias de isomerización para el isómero 2-metil-2-buteno (18%), o el uso de un catalizador de Y -alúmina tratada con base puede reducir aún más el nivel de isomerización, lo que da como resultado purezas más altas de 3-metil-1-buteno (documento US 4234752). Estas olefinas terminales, junto con las cantidades secundarias de olefinas C2-C4, pueden oligomerizarse para dar combustible para aviones o combustible diésel, con propiedades de combustible variables, dependiendo del catalizador y las condiciones de reacción.
Por el contrario, la isomerización in situ de alcoholes primarios C5 se realiza mediante zeolitas dopadas con metales (Zn-ZSM5, ZnZr-H-FER) o Y -alúmina a temperaturas de reacción más altas, lo que da como resultado una mezcla
olefínica que consiste en el isómero 2-metil-2-buteno (62%), 2-metil-1-buteno (22%), 2-penteno (12%) y cantidades secundarias de 3-metil-1-buteno (4%). Las olefinas C5 isomerizadas, junto con las cantidades secundarias de olefinas C2-C4, se pueden oligomerizar para dar combustible para aviones o combustible diésel, con propiedades de combustible variables, dependiendo del catalizador y las condiciones de reacción, o utilizarse como monómeros. Estas corrientes de olefinas C2-C5 de baja intensidad de carbono se pueden oligomerizar directamente 'tal cual' para producir un combustible bajo en carbono (por ejemplo, gasolina, combustible para aviones o combustible diésel), o se pueden mezclar con otras corrientes de olefinas derivadas de alcoholes de base renovable o no renovable para reducir la huella de carbono total del combustible objetivo.
Los cambios en las proporciones de óxidos metálicos y/o combinaciones de óxidos metálicos dan como resultado la capacidad de alterar la selectividad del producto en función de la composición del aceite de fusel crudo, los parámetros de procesamiento y los productos objetivo deseados. Por ejemplo, las combinaciones de óxidos metálicos y sus proporciones molares atómicas de metales relativas (véanse los valores entre paréntesis) proporcionan las distribuciones de productos oxigenados que se muestran en los ejemplos siguientes en función de los parámetros de reacción: Znv/Mgw/Mny/Zrz (1/2/5/18), Znv/Mg/Zrz (1/2/24), Znv/Zrz (1/11), Mny/Zrz (5/18), Znv/CuX/Mgw/Zrz (1/1/5/18), Znv/Mny/Zrz (5/1/18), Mgw/Mny/Zrz (5/2/18), Mgw/Zrz (1/12), CuX/Zrz (2/12), ZnO. Los intervalos de proporciones atómicas de metales para Znv, Mgw, y Cux , con respecto a Mny o Zrz, son de 1 a 10 en algunas formas de realización de la invención. Los intervalos preferidos de proporciones atómicas de metales para Mny y Zrz entre sí son de 1 a 6 y de 2 a 16, respectivamente. En formas de realización de la invención, un proceso para preparar un producto químico renovable incluye alimentar a un reactor una alimentación de reactor que comprende una mezcla de alcoholes C3-C6 a una concentración de al menos aproximadamente el 75% en peso. El proceso incluye poner en contacto la mezcla de alcoholes C3-C6 con un catalizador de óxido mixto en el reactor, en el que el catalizador de óxido mixto tiene una fórmula Znv/Mgw/CuX/Mny/Zrz, por lo que la mezcla se convierte en al menos un producto químico renovable con un rendimiento de al menos aproximadamente el 25% en peso, en el que V es de 1 a 10, en el que W es de 1 a 50, en el que X es de 0 a 20, en el que Y es de 1 a 50, en el que Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 1 a 10, y en el que las proporciones atómicas de Y y Z entre sí son de 1 a 16. Las proporciones atómicas de Y y Z entre sí pueden ser de 1 a 6. Las proporciones atómicas de Y y Z entre sí también pueden ser de 2 a 16. En algunas formas de realización, X puede ser 0 para el catalizador de óxido mixto que tiene una fórmula Znv/Mgw/Cux/Mny/Zrz. La proporción de Znv/Mgw/Mny/Zrz (V:W:Y:Z) en el catalizador de óxido mixto puede ser de aproximadamente 1:2:5:18. La proporción de Znv/Mgw/Mny/Zrz (V: W: Y:Z) en el catalizador de óxido mixto puede ser de aproximadamente 1:4:5:18. La proporción de Znv/Mgw/Mny/Zrz (V:W:Y:Z) en el catalizador de óxido mixto puede ser de aproximadamente 2:1:5:18. La proporción de Znv/Mgw/Mny/Zrz (V:W:Y:Z) en el catalizador de óxido mixto puede ser de aproximadamente 2:2:5:18.
En algunas formas de realización, se divulga un proceso para preparar un producto químico renovable que incluye alimentar a un reactor una alimentación de reactor que comprende una mezcla de alcoholes C3-C6 a una concentración de al menos aproximadamente el 75% en peso, y poner en contacto la mezcla de alcoholes C3-C6 con un catalizador de óxido mixto en el reactor, en el que el catalizador de óxido mixto tiene una fórmula Znv/Mgw/Cux/Mny/Zrz, por lo que la mezcla se convierte en al menos un producto químico renovable con un rendimiento de al menos aproximadamente el 25% en peso, en el que V es de 0 a 10, en el que W es de 0 a 50, en el que X es de 0 a 20, en el que Y es de 1 a 50, en el que Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 0 a 10, y en el que las proporciones atómicas para Y y Z entre sí son de 3 a 6. En algunas formas de realización, la proporción de Znv/Mgw/Mny/Zrz (V:W:Y:Z) en el catalizador de óxido mixto es aproximadamente 0:0:5:18, aproximadamente 0:2:5:18, aproximadamente 1:0:5:18 o aproximadamente 2:0:5:18
Los catalizadores se pueden preparar utilizando técnicas clásicas (es decir, impregnación con humedad incipiente, coprecipitación, procedimiento de plantilla dura, procedimiento de coprecipitación, procedimiento de impregnado, etc.), pero se prefiere la impregnación con respecto al coste y la facilidad de preparación. Los catalizadores de óxido metálico pueden regenerarse in situ, por medio del aire, según sea necesario para devolver al catalizador su actividad inicial. Para mantener distribuciones de productos con alta selectividad con respecto a los productos oxigenados, el soporte de óxido de circonio debe moderarse lo suficiente para evitar la deshidratación de cantidades significativas de alcohol C2-C5 en olefinas C5. Esto se realiza más eficazmente mediante la adición de metales Zn, Mn, Mg, Cu y combinaciones de los mismos. Otros metales y no metales capaces de moderar la acidez del soporte de óxido de zirconio o aluminio son: Ca, Sc, Ti, V, Nb, Cr, Fe, Co, Ni, Ga, Mo, Ru, Rb, Sr, Cs, Ba, In, Cd, Sn, Al, Si, Bi, W, Re, P, B. Los ejemplos proporcionados muestran una descripción general de la tecnología de revalorización de aceite de fusel con respecto a las composiciones de catalizadores tal como se explicó anteriormente (consulte las tablas 1-20). A menos que se indique lo contrario, los catalizadores se prepararon mediante la técnica de impregnación con humedad incipiente.
Un problema con la tecnología de revalorización del aceite de fusel para dar principalmente aldehídos, mediante deshidrogenación sin aceptor, es la incapacidad de separar el 3-metil-butanal y el 2-metil-butanal mediante destilación convencional. Esto evita el aislamiento y la recogida del valor de mercado total asociado con el 3-metil-butanal (isovaleraldehído) y/o el 2-metil-butanal renovables, que son útiles como materias primas en las industrias de sabor, fragancia y productos químicos finos. En un aspecto, la solicitud se refiere a un proceso de separación indirecta de la mezcla de aldehídos mediante la utilización de catalizadores de óxidos metálicos mixtos, con y sin fósforo y/o boro o zeolitas dopadas con metales y no metales, que convierten la mezcla de aldehídos en isopreno y pentenos sustituidos con metilo (por ejemplo, 3-metil-1-buteno, 2-metil-1-buteno y 2-metil-2-buteno). La purificación posterior de la mezcla
rica en isopreno, mediante destilación extractiva, permite acceder a isopreno, isoamileno y/o 3-metil-1-buteno de grado monomérico de base biológica. Este enfoque da como resultado la purificación de la mezcla de productos de aldehído 3-metil-butanal y 2-metil-butanal (proporción ~75/25) a una pureza de > 85% de 3-metil-butanal con coproducción de isopreno renovable, isoamileno y cantidades secundarias de isobutileno. Por el contrario, si los productos finales deseados son isopreno e isoamileno, el reciclado de la mezcla de aldehídos proporciona altos rendimientos de isopreno e isoamileno después de la purificación mediante destilación extractiva convencional.
En algunas formas de realización, el, al menos un, producto químico renovable puede ser metilisobutilcetona (MIBK). El rendimiento de la metilisobutilcetona (MIBK) puede ser de al menos aproximadamente el 35%, o al menos aproximadamente el 45%. El, al menos un, producto químico renovable también puede ser diisobutilcetona (DIBK). El rendimiento de la diisobutilcetona (DIBK) puede ser de al menos aproximadamente el 35% o al menos aproximadamente el 45%. El, al menos un, producto químico renovable también puede ser un aldehído Cs. El rendimiento del aldehído Cs puede ser de al menos aproximadamente el 35%, o al menos aproximadamente el 45%. El, al menos un, producto químico renovable también puede ser isopreno. El rendimiento del isopreno puede ser de al menos aproximadamente el 35%, o al menos aproximadamente el 45%. El, al menos un, producto químico renovable también puede ser isoamileno. El rendimiento del isoamileno puede ser de al menos aproximadamente el 35%, o al menos aproximadamente el 45%.
En algunas formas de realización, el proceso puede incluir además la etapa de recuperar al menos un producto químico renovable. El producto químico renovable recuperado puede ser metilisobutilcetona (MIBK). El producto químico renovable recuperado puede ser diisobutilcetona (DIBK). El producto químico renovable recuperado puede ser un aldehído Cs. El producto químico renovable recuperado puede ser isopreno. El producto químico renovable recuperado puede ser isoamileno.
En otro aspecto proporcionado como referencia, la solicitud se refiere a un proceso de revalorización de aceite de fusel que proporciona la capacidad de retirar productos naturales de los aceites de fusel de una manera económica, manteniendo al mismo tiempo una clasificación de producto natural. Por ejemplo, la vaporización de la mezcla de aceite de fusel crudo a 140-180 °C, como parte del proceso de revalorización del aceite de fusel, da como resultado la capacidad de retirar una corriente orgánica pesada bruta antes de que ingrese al lecho fijo del reactor. La corriente orgánica pesada que típicamente representa el 1-2% en peso del peso total del aceite de fusel contiene varios productos naturales atractivos tales como: 2-fenil-etanol, caprilato de etilo, acetato de 2-feniletilo, caprato de etilo, laurato de etilo y palmitato de etilo en niveles variables según las condiciones de fermentación y la materia prima. Anteriormente, no era económico destilar y condensar el 98-99% de la mezcla de aceite de fusel crudo de cabeza solo para recuperar una pequeña fracción de producto natural. Sin embargo, según el presente proceso de revalorización del aceite de fusel, la retirada de la corriente de producto natural junto con la revalorización de toda la corriente de aceite de fusel vaporizado para dar productos de mayor valor proporciona al profesional un enfoque económico para obtener el valor de los productos naturales contenidos en el mismo.
Los cambios en las proporciones de óxidos metálicos, las combinaciones de óxidos no metálicos y/o metálicos y/o las zeolitas dopadas con metales y no metales proporcionan la capacidad de alterar la selectividad del producto con respecto al isopreno. Por ejemplo, las combinaciones preferidas de óxidos metálicos y las combinaciones de catalizadores de zeolita y sus proporciones porcentuales relativas en peso de metal (véanse los valores entre paréntesis) proporcionan las distribuciones de isopreno crudo que se muestran en las tablas siguientes (véanse las tablas 25 a 31) según los parámetros de reacción: NbO, Nb/Alu, Nb/Alu/B, Nb/Alu/B/P, zeolita/boro y zeolita/B/P. Los catalizadores se pueden preparar por medio de técnicas clásicas (es decir, impregnación con humedad incipiente, coprecipitación, procedimiento de plantilla dura, procedimiento de coprecipitación, procedimiento de impregnado, etc.), pero se prefiere la impregnación con respecto al coste y la facilidad de preparación. Los catalizadores de óxido metálico y zeolita pueden regenerarse in situ, por medio del aire, según sea necesario para devolver el catalizador a su actividad inicial. A menos que se indique lo contrario, los catalizadores se prepararon mediante la técnica de impregnación con humedad incipiente.
Los catalizadores y procesos según la presente divulgación en los que se utilizan catalizadores de óxidos metálicos mixtos, catalizadores de óxidos metálicos mixtos dopados con no metales, zeolitas y zeolitas dopadas con metales o no metales en reacciones de revalorización de aceite de fusel proporcionan flexibilidad para producir productos químicos renovables industrialmente relevantes tales como cetonas, olefinas, diolefinas y/o aldehídos con alto rendimiento y selectividad a costes competitivos.
Los catalizadores granulares o extruidos son adecuados para las reacciones aunque no se requiera un tamaño y una morfología específicos. Un catalizador con un tamaño superior a 0,1 mm es preferido, y es más preferido el tamaño de 0,2-1,0 mm por la capacidad operativa y la baja caída de presión.
En algunas formas de realización, la alimentación del reactor puede incluir agua. La alimentación del reactor se puede vaporizar antes de que ingrese en el reactor. La alimentación del reactor puede tener una cantidad inferior a aproximadamente el 15% en peso de agua. La alimentación del reactor puede tener una cantidad superior a aproximadamente el 10% en peso de agua. La alimentación del reactor puede tener una cantidad superior a aproximadamente el 5% en peso de agua. En algunas formas de realización, la alimentación del reactor puede incluir
etanol. El etanol puede estar en una concentración inferior a aproximadamente el 20% en peso. El etanol puede estar en una concentración superior a aproximadamente el 10% en peso. El etanol puede estar en una concentración superior a aproximadamente el 5% en peso. El etanol puede estar en una concentración superior a aproximadamente el 2% en peso.
En algunas formas de realización, la alimentación del reactor puede incluir etanol, agua y alcoholes C3-C6. La mezcla de alcoholes C3-C6 de la invención incluye alcohol isoamílico (isopentanol) y 2-metil-1 -butanol (alcohol amílico activo). En algunas formas de realización, la mezcla de alcoholes C3-C6 puede comprender además al menos uno de alcohol isobutílico y alcohol n-propílico, propanol, butanol, pentanol o hexanol. En formas de realización de la invención, la mezcla de alcoholes C3-C6 puede incluir dos o más de alcohol isobutílico, y alcohol n-propílico, propanol, butanol, pentanol o hexanol.
La mezcla de alcoholes C3-C6 puede ponerse en contacto con el catalizador de óxido mixto a una temperatura dentro del intervalo de aproximadamente 300 °C a aproximadamente 600 °C, de aproximadamente 400 °C a aproximadamente 500 °C, de aproximadamente 415 °C a aproximadamente 470 °C o de aproximadamente 425 °C a aproximadamente 445 °C. La mezcla de alcoholes C3-C6 se puede poner en contacto con el catalizador de óxido mixto a un intervalo de velocidad espacial por hora en peso de aproximadamente 0,1 h-1 a aproximadamente 2,5 h-1, de aproximadamente 2,0 h-1, o de aproximadamente 1,5 h-1.
La temperatura de reacción de formación de cetonas de las mezclas de aceite de fusel que consisten en alcoholes C2-C5 ramificados y/o lineales puede ser de 400 °C a 500 °C, con presiones de reacción que varían de 0 a 689 kPa (0 a 100 psig).
La reacción de formación de cetonas se puede realizar en modo continuo para la producción en masa de cetonas. El modo continuo se puede operar usando un reactor de lecho fijo, y los flujos de reactivos pueden ser ascendentes o descendentes.
La temperatura de reacción de formación de aldehído de las mezclas de aceite de fusel que consisten en alcoholes C2-C5 ramificados y/o lineales puede ser de 400 °C a 500 °C, con presiones de reacción que varían de 0 a 689 kPa (0 a 100 psig),
La reacción de formación de aldehídos se puede realizar en modo continuo para la producción en masa de cetonas. El modo continuo se puede operar usando un reactor de lecho fijo, y los flujos de reactivos pueden ser ascendentes o descendentes.
La temperatura de reacción de formación de isopreno de la mezcla de aldehídos Cs que consiste en 3-metilbutanal y 2-metilbutanal es de 300 °C a 500 °C, con presiones de reacción que varían de 0 a 689 kPa (0 a 100 psig).
La reacción de formación de isopreno se realiza en modo continuo para la producción en masa de isopreno. El modo continuo funciona con un reactor de lecho fijo y los flujos de reactivo pueden ser ascendentes o descendentes.
La temperatura de reacción de formación de isoamileno de las mezclas de aceite de fusel que consisten en alcoholes C2-C5 ramificados y/o lineales es de 250 °C a 400 °C, con presiones de reacción que varían de 0 a 689 kPa (0 a 100 psig).
La reacción de formación de isoamileno se realiza en modo continuo para la producción en masa de olefinas. El modo continuo se puede operar usando un reactor de lecho fijo, y los flujos de reactivos pueden ser ascendentes o descendentes.
La conversión de una sola etapa de la mezcla de aceite de fusel (es decir, alcohol C2-C5) en la reacción de formación de cetonas es normalmente superior a aproximadamente el 90%.
La conversión de una sola etapa de la mezcla de aceite de fusel (es decir, alcohol C2-C5) en la reacción de formación de aldehídos sin aceptor es normalmente superior a aproximadamente el 70%.
La conversión de una sola etapa de la mezcla de aldehídos (es decir, 3-metilbutanal y 2-metilbutanal en una proporción de ~70/30) en la reacción de formación de isopreno es normalmente superior a aproximadamente el 20%.
La conversión de una sola etapa de la mezcla de aceite de fusel (es decir, alcohol C2-C5) en la reacción de formación de isoamileno es normalmente superior a aproximadamente el 90%.
Un experto en la técnica reconocerá de inmediato la similitud de las condiciones de reacción y los parámetros para las reacciones mencionadas anteriormente, y cómo una configuración de planta multipropósito sería adecuada para permitir la producción de diversos productos químicos renovables en función de las condiciones del mercado para maximizar la rentabilidad y la utilización de la planta.
Los catalizadores granulares o extruidos son adecuados para las reacciones, aunque no son obligatorios un tamaño y una morfología específicos. El catalizador con un tamaño superior a 0,1 mm es más adecuado, y el tamaño de 0,2 1,0 mm es el más adecuado para la capacidad de operación y la baja caída de presión.
Configuración del reactor
Las opciones de revalorización de aceite de fusel se llevaron a cabo a 300-500 °C, a través de un reactor de lecho fijo, que contenía 2,9 g, 5,0 g o 15 g de catalizador especificado, y aceites de fusel vaporizados precalentados (160 °C) fluyendo en un flujo descendente sobre el lecho fijo del catalizador mientras que en algunos casos se alimentan conjuntamente con nitrógeno. Los caudales de aceites de fusel y/o etanol se controlaron mediante bombas de jeringa Teledyne modelo 500D, y los caudales se ajustaron para obtener la WHSV (velocidad espacial horaria en peso) de olefina objetivo. La temperatura de reacción interna se mantuvo constante a través de un horno Lindberg Blue M fabricado por Thermo-Scientific. La conversión y la selectividad del aceite de fusel se calcularon mediante el análisis del efluente del reactor de fase líquida por CG para determinar el contenido orgánico y de agua, y comparando el balance de masa alimentada con respecto a masa líquida recogida.
Ejemplos
Ejemplo 1a: Znv/Mgw/Mny/Zrz impregnado (V:W:Y:Z) (proporción en % en moles de metal nominal 1/2/5/18, respectivamente) Preparación del catalizador:
El catalizador de Zn/Mg/Mn/Zr se preparó mediante la técnica de humedad incipiente. Se añadieron las sales de metales precursores (Sigma Aldrich): 0,308 g de nitrato de zinc hexahidratado y 0,43 g de acetato de magnesio tetrahidratado y se disolvieron en agua desionizada (3,8 ml). Tras la disolución de la sal, la solución se añadió gota a gota a 3 g de soporte de manganeso/zirconio (proporción en % en moles de metal nominal 1/4). El óxido metálico mixto resultante se mezcló manualmente para asegurar la humectación completa, y el catalizador impregnado resultante se secó a 160 °C durante 1 hora y después se calcinó a 500 °C durante 4 horas.
Ejemplo 1b: Preparación de catalizador de niobio/alúmina impregnado de boro:
Se preparó un catalizador de Nb/alúmina 3,7% en peso de boro mediante la técnica de humedad incipiente tal como se describe. Se añadieron 0,63 g de ácido bórico (Sigma Aldrich) a agua desionizada (4,0 g) y se calentó suavemente para disolverlos. Tras la disolución del ácido bórico, la solución se añadió gota a gota a 3 g de niobio/alúmina (9% en peso de contenido de niobio) de soporte. El óxido metálico mixto impregnado resultante se mezcló manualmente para asegurar la humectación completa, y el catalizador impregnado resultante se secó a 160 °C durante 1 h y después se calcinó a 550 °C durante 4 h.
Ejemplo 1c: Preparación de catalizador de zeolita impregnada con boro y fósforo:
Se preparó un catalizador de zeolita de tipo ZSM-5 (Zeolyst CBV-5524H 2,7% en peso de boro 3,5% en peso de fósforo mediante la técnica de humedad incipiente tal como se describe. Se añadieron 0,47 g de ácido bórico (Sigma Aldrich) y 0,40 g de ácido fosfórico (85% en peso) a agua desionizada (3,6 g) y se calentó suavemente para disolverlos. T ras la disolución del ácido mixto, la solución se añadió gota a gota a 3 g de soporte de zeolita. La zeolita impregnada resultante se mezcló manualmente para asegurar la humectación completa, y el catalizador impregnado resultante se secó a 160 °C durante 1 hora y después se calcinó a 550 °C durante 4 horas.
Tabla 1: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/2/5/18); Composición del aceite de fusel refinado: 1% en peso de etanol, 3% en peso de isobutanol, 80% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 3% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 60% en peso

Tabla 2: Condiciones de reacción: T = 435 °C, WHSV = 2,0; Catalizador: Óxido metálico cuaternario (Zn/Cu/Mn/Zr a una proporción relativa de metales de 1/2/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 64% en peso

Tabla comparativa 3: Condiciones de reacción: T = 470 °C, WHSV = 2,0; Catalizador: Óxido metálico cuaternario (Zn/Al/Si/Zr a una proporción relativa de metales de 1/2/2/11); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1 -butanol, 13% en peso de 2-metil-1 -butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 32% en peso

Tabla 4: Condiciones de reacción: T = 425 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/4/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 61% en peso

Tabla 5: Condiciones de reacción: T = 445 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/4/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 54% en peso


Tabla 6: Condiciones de reacción: T = 425 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/4/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 72% en peso

Tabla 7: Condiciones de reacción: T = 445 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/4/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 44% en peso

Tabla 8: Condiciones de reacción: T = 415 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 2/1/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 69% en peso

Tabla 9: Condiciones de reacción: T = 430 °C, WHSV = 2,0; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 2/2/5/18); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68,2% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 57% en peso


Tabla 10: Condiciones de reacción: T = 445 °C, WHSV = 1,5; Catalizador: Óxido metálico binario (Mn/Zr a una proporción relativa de metales de 5/18); Composición del aceite de fusel crudo: 8,4% en peso de etanol, 12% en peso de isobutanol, 50% en peso de 3-metil-1-butanol, 15% en peso de 2-metil-1-butanol, 12% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 51% en peso

Tabla 11: Condiciones de reacción: T = 445 °C, WHSV = 1,5; Catalizador: Óxido metálico terciario (Mg/Mn/Zr a una proporción relativa de metales de 2/5/18); Composición del aceite de fusel crudo: 8,4% en peso de etanol, 12% en peso de isobutanol, 50% en peso de 3-metil-1-butanol, 15% en peso de 2-metil-1-butanol, 12% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 52% en peso

Tabla 12: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico terciario (Zn/Mn/Zr a una proporción relativa de metales de 1/5/18); Composición del aceite de fusel crudo: 8,4% en peso de etanol, 12% en peso de isobutanol, 50% en peso de 3-metil-1-butanol, 15% en peso de 2-metil-1-butanol, 12% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 64% en peso

Tabla 13: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico terciario (Zn/Mn/Zr a una proporción relativa de metales de 2/5/18); Composición del aceite de fusel refinado: 1% en peso de etanol, 2,6% en peso de isobutanol, 81% en peso de 3-metil-1-butanol, 14% en peso de 2-metil-1-butanol, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 76% en peso

Tabla comparativa 14: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico binario (Zn/Zr a una proporción relativa de metales de 3/11); Composición del aceite de fusel refinado: 1% en peso de etanol, 2,6% en peso de de isobutanol, 81% en peso de 3-metil-1 -butanol, 14% en peso de 2-metil-1 -butanol, 1 % en peso de agua; Balance de masa liquida (masa saliente/masa entrante) = 76% en peso

Tabla comparativa 15: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico (ZrO2 tetragonal al 100%); Composición del aceite de fusel refinado: 1% en peso de etanol, 2,6% en peso de isobutanol, 81% en peso de 3-metil-1-butanol, 14% en peso de 2-metil-1-butanol, 1% en peso de agua; Balance de masa liquida (masa saliente/masa entrante) = 38% en peso

Tabla 16: Condiciones de reacción: T = 440 °C, WHSV = 2,0; Catalizador: Óxido metálico terciario (Zn/Mn/Zr a una proporción relativa de metales de 1/5/18); Composición del aceite de fusel crudo: 8,4% en peso de etanol, 12% en peso de de isobutanol, 50% en peso de 3-metil-1-butanol, 15% en peso de 2-metil-1-butanol, 12% en peso de agua; Balance de masa liquida (masa saliente/masa entrante) = 63% en peso

Tabla comparativa 17: Condiciones de reacción: T = 455 °C, WHSV = 2,0; Catalizador: Óxido metálico (ZnO al 100%); Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68% en peso de 3-metil-1 -butanol, 13% en peso de 2-metil-1 -butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 80% en peso

Tabla 18: Condiciones de reacción: T = 415 °C, WHSV = 2,0; Catalizador: Óxido metálico binario (Zn/Zr a una proporción relativa de metales de 1/8; coprecipitado) Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 63% en peso

Tabla 19: Condiciones de reacción: T = 435 °C, WHSV = 2,0; Catalizador: Óxido metálico binario (Zn/Zr a una proporción relativa de metales de 3/11) Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 78% en peso

Tabla 20: Condiciones de reacción: T = 455 °C, WHSV = 2,0; Catalizador: Óxido metálico terciario (Zn/Mg/Zr a una proporción relativa de metales de 1/2/24) Composición del aceite de fusel crudo: 10,6% en peso de etanol, 1,3% en peso de isobutanol, 68% en peso de 3-metil-1-butanol, 13% en peso de 2-metil-1-butanol, 7% en peso de agua; Responsabilidad de la masa líquida (masa saliente/masa entrante) = 71%


Tabla 21: Condiciones de reacción: T = 420 C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/2/5/18); Composición de la mezcla de aceite de fusel etanol: 48,7% en peso de etanol, 0,8% en peso de isobutanol, 39,2% en peso de 3-metil-1-butanol, 7,5% en peso de 2-metil-1-butanol, 3,8% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 53% en peso

Tabla 22: Condiciones de reacción: T = 410 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/2/5/18); Composición de la mezcla de aceite de fusel etanol: 48,7% en peso de etanol, 0,8% en peso de isobutanol, 39,2% en peso de 3-metil-1-butanol, 7,5% en peso de 2-metil-1-butanol, 3,8% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 53% en peso

Tabla 23: Condiciones de reacción: T = 395° C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metal 1/2/5/18); Composición de la mezcla de aceite de fusel etanol: 48,7% en peso de etanol, 0,8% en peso de isobutanol, 39,2% en peso de 3-metil-1-butanol, 7,5% en peso de 2-metil-1-butanol, 3,8% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 58% en peso


Tabla 24: Condiciones de reacción: T = 480 °C, WHSV = 1,5; Catalizador: Óxido metálico cuaternario (Zn/Mg/Mn/Zr a una proporción relativa de metales de 1/2/5/18); Composición de la mezcla de aceite de fusel etanol: 29,7% en peso de etanol, 2,2% en peso de n-propanol, 6,8% en peso de isobutanol, 37,5% en peso de 3-metil-1-butanol, 11,9% en peso de 2-metil-1-butanol, 12% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 68% en peso
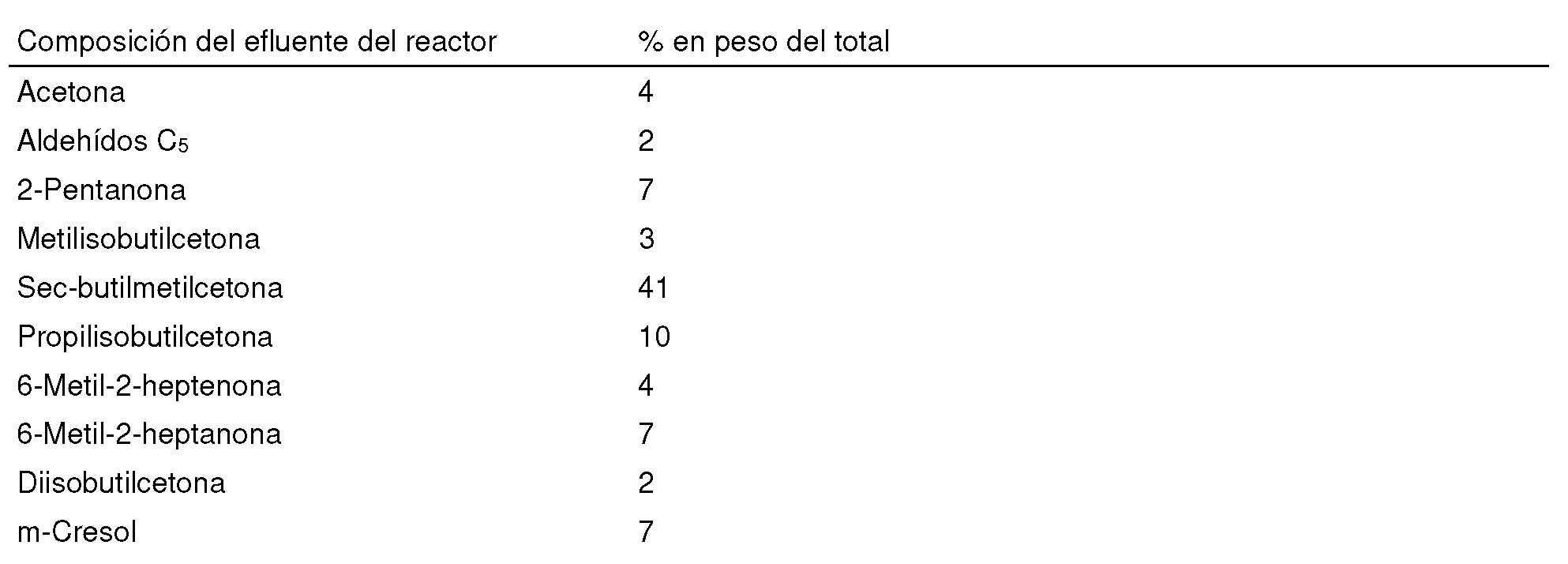
Tabla comparativa 25: Condiciones de reacción: T = 390 °C, WHSV = 2,4; Catalizador: ZSM5 (CBV-5524H+) dopado con 1,6% en peso de boro; Composición de aldehído crudo: 79% en peso de 3-metil-butanal, 20% en peso de 2-metilbutanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 95,2% en peso

Tabla comparativa 26: Condiciones de reacción: T = 380 °C, WHSV = 2,4; Catalizador: Niobio (10% en peso) sobre alúmina; Composición de aldehído crudo: 70% en peso de 3-metil-butanal, 30% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 83,3% en peso


Tabla comparativa 27: Condiciones de reacción: T = 380 °C, WHSV = 2,4; Catalizador: Niobio (10% en peso) sobre alúmina; Composición de aldehído crudo: 65% en peso de 3-metil-butanal, 35% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 85,8% en peso

Tabla comparativa 28: Condiciones de reacción: T = 450 °C, WHSV = 2,4 con agua coalimentada; Catalizador: Óxido de zirconio dopado con boro y fósforo; Composición de aldehído crudo: 65% en peso de 3-metil-butanal, 35% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 98,9% en peso

Tabla comparativa 29: Condiciones de reacción: T = 430 °C, WHSV = 2,4; Catalizador: zeolita CBV-5524 dopada con el 3,7% en peso de boro; Composición de alimentación de aldehído crudo: 80% en peso de 3-metil-butanal, 20% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 90,9% en peso

Tabla comparativa 30: Condiciones de reacción: T = 395 °C, WHSV = 2,4; Catalizador: Zeolita CBV-5524 dopada con el 2,7% en peso de boro y el 3,5% en peso de fósforo; Composición de alimentación de aldehído crudo: 68% en peso de 3-metil-butanal, 32% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 97,1% en peso

Tabla comparativa 31: Condiciones de reacción: T = 385 °C, WHSV = 2,4; Catalizador: Niobio (10% en peso) sobre alúmina dopada con el 3,7% en peso de boro; Composición de alimentación de aldehído crudo: 70% en peso de 3 metil-butanal, 30% en peso de 2-metil-butanal, 1% en peso de agua; Balance de masa líquida (masa saliente/masa entrante) = 90% en peso


Los ejemplos específicos anteriores pretenden ser ilustrativos de la invención y no deben interpretarse como limitantes del alcance de la invención tal como se define en las reivindicaciones adjuntas.
La descripción detallada anterior se ha proporcionado únicamente para facilitar la comprensión y no deben entenderse limitaciones innecesarias a partir de la misma, dado que las modificaciones serán obvias para los expertos en la técnica.
Claims (9)
1. Un proceso para preparar un producto químico renovable, que comprende:
(a) alimentar a un reactor una alimentación de reactor que comprende una mezcla de alcoholes C3 -C6 a una concentración de al menos el 75% en peso, en la que la mezcla de alcoholes C3 -C6 contiene alcohol isoamílico (isopentanol) y 2-metil-1-butanol (alcohol amílico activo);
(b) poner en contacto la mezcla de alcoholes C3-C6 con un catalizador de óxido mixto en el reactor, en el que el catalizador de óxido mixto tiene una fórmula Znv/Mgw/CuX/Mny/Zrz, mediante lo cual la mezcla se convierte en al menos un producto químico renovable con un rendimiento de al menos el 25% en peso,
en el que o bien
(i) V es de 1 a 10, W es de 1 a 50, X es de 0 a 20, Y es de 1 a 50 y Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 1 a 10, y en el que las proporciones atómicas para Y y Z entre sí son de 1 a 16; o bien
(ii) V es de 0 a 10, W es de 0 a 50, X es de 0 a 20, Y es de 1 a 50 y Z es de 1 a 180, en el que las proporciones atómicas de cada uno de V y W, con respecto a Y o Z, son cada una de 0 a 10, y en el que las proporciones atómicas para Y y Z entre sí son de 3 a 6; y
(c) recuperar el, al menos un, producto químico renovable, en el que el producto químico renovable recuperado en la etapa (c) es metilisobutilcetona (MIBK), diisobutilcetona (DIBK), un aldehído Cs, isopreno y/o isoamileno.
2. El proceso de la reivindicación 1, en el que
(i) las proporciones atómicas de Y y Z entre sí son de 1 a 6 o de 2 a 16; y/o
(ii) el, al menos un, producto química renovable es metilisobutilcetona (MIBK) y, opcionalmente, el rendimiento de la metilisobutilcetona (MIBK) es de al menos el 35% o al menos el 45%; y/o
(iii) el, al menos un, producto químico renovable es diisobutilcetona (DIBK), y opcionalmente el rendimiento de diisobutilcetona (DIBK) es de al menos el 35% o al menos el 45%; y/o
(iv) el, al menos un, producto químico renovable es un aldehído Cs, y opcionalmente el rendimiento del aldehído Cs es de al menos el 35% o al menos el 45%; y/o
(v) el, al menos un, producto químico renovable es isopreno, y opcionalmente el rendimiento del isopreno es de al menos el 35% o al menos el 45%; y/o
(vi) el, al menos un, producto químico renovable es isoamileno, y opcionalmente el rendimiento del isoamileno es de al menos el 35% o al menos el 45%.
3. El proceso de cualquiera de las reivindicaciones 1-2, en el que la mezcla de alcoholes C3 -C6 es de base biológica y, opcionalmente, en el que al menos el 60% en peso, el 70% en peso, el 80% en peso, el 90% en peso o el 95% en peso de la mezcla de alcoholes C3 -C6 se deriva de una materia prima distinta del petróleo.
4. El proceso de cualquiera de las reivindicaciones 1-3, en el que una porción de la mezcla de alcoholes C3 -C6 se produce en una biorrefinería de alcohol mediante la fermentación de azúcares con levaduras, y
opcionalmente en el que la biorrefinería de alcohol es una planta de producción de etanol y opcionalmente en el que una porción de la mezcla de alcoholes C3 -C6 se obtiene a partir de gas de síntesis generado por biomasa y, opcionalmente, en el que una segunda porción de la mezcla de alcoholes C3-C6 se obtiene a partir de gas de síntesis derivado de gas natural, carbón o una combinación de los mismos.
5. El proceso de la reivindicación 1, en el que
(i) la alimentación del reactor comprende agua y, opcionalmente, en el que la alimentación del reactor comprende menos del 15% en peso de agua y/o más del 10% en peso de agua o el 5% en peso agua; o
(ii) la alimentación del reactor comprende etanol y, opcionalmente, en el que la alimentación del reactor comprende menos del 20% en peso de etanol y/o más del 10% en peso, el 5% en peso o el 2% en peso de etanol; o
(iii) la alimentación del reactor comprende etanol, agua y alcoholes C3-C6.
6. El proceso de cualquiera de las reivindicaciones 1-5, en el que la mezcla de alcoholes C3 -C6 comprenden además
al menos uno de alcohol isobutílico y alcohol n-propílico, propanol, butanol, pentanol o hexanol.
7. El proceso de cualquiera de las reivindicaciones 1-6, en el que
(i) la mezcla de alcoholes C3-C6 se pone en contacto con el catalizador de óxido mixto a una temperatura dentro del intervalo de 3002C a 600 °C o de 400 °C a 500 °C o de 415 °C a 470 °C o de 425 °C a 445 °C; y/o
(ii) la mezcla de alcoholes C3-C6 se pone en contacto con el catalizador de óxido mixto a un intervalo de velocidad espacial horaria en peso de 0,1 h-1 a 2,5 h-1 o 2,0 h-1 o 1,5 h-1.
8. El proceso de cualquiera de las reivindicaciones anteriores, en el que el catalizador de óxido mixto se prepara utilizando un procedimiento de plantilla dura, un procedimiento de coprecipitación o un procedimiento de impregnación.
9. El proceso de cualquiera de las reivindicaciones precedentes, en el que X es 0 y opcionalmente en el que la proporción de Znv/Mgw/Mny/Zrz (V:W:Y:Z) en el catalizador de óxido mixto es
(i) 1:2:5:18; o
(ii) 1:4:5:18; o
(iii) 2:1:5:18; o
(iv) 2:2:5:18; o
(v) 0:0:5:18; o
(vi) 0:2:5:18; o
(vii) 1:0:5:18; o
(viii) 2:0:5:18.
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862613740P | 2018-01-04 | 2018-01-04 | |
| US201862643103P | 2018-03-14 | 2018-03-14 | |
| US201862651534P | 2018-04-02 | 2018-04-02 | |
| US201862695685P | 2018-07-09 | 2018-07-09 | |
| US201862696220P | 2018-07-10 | 2018-07-10 | |
| US201862732749P | 2018-09-18 | 2018-09-18 | |
| US201862755307P | 2018-11-02 | 2018-11-02 | |
| PCT/US2019/012395 WO2019136283A1 (en) | 2018-01-04 | 2019-01-04 | Upgrading fusel oil mixtures over heterogeneous catalysts to higher value renewable chemicals |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2948301T3 true ES2948301T3 (es) | 2023-09-08 |
Family
ID=67143914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES19736037T Active ES2948301T3 (es) | 2018-01-04 | 2019-01-04 | Revalorización de mezclas de aceite de fusel sobre catalizadores heterogéneos para dar productos químicos renovables de mayor valor |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10633320B2 (es) |
| EP (1) | EP3735401B1 (es) |
| CN (1) | CN111936452B (es) |
| BR (1) | BR112020013655B1 (es) |
| CA (1) | CA3085357A1 (es) |
| ES (1) | ES2948301T3 (es) |
| WO (1) | WO2019136283A1 (es) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PT4017944T (pt) | 2019-08-21 | 2026-03-16 | Gevo Inc | Valorização de óleos de fusel sobre alumina dopada |
| CN119569519A (zh) | 2019-09-30 | 2025-03-07 | 吉沃公司 | C2-c5醇的同时脱水、二聚和复分解 |
| BR112023021526A2 (pt) | 2021-04-23 | 2023-12-19 | Gevo Inc | Sistemas e processos para conversão catalítica de álcoois c1-c5 em misturas de olefinas c2-c5 |
| FI4141090T3 (fi) | 2021-08-31 | 2023-11-10 | Swedish Biofuels Ab | Menetelmä moottoripolttoaineen tuottamiseksi etanolista |
| EP4573071A1 (en) * | 2022-08-17 | 2025-06-25 | Basf Se | Process for the preparation of bio-based olefins from primary alcohol |
Family Cites Families (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US721116A (en) | 1902-09-10 | 1903-02-17 | Rufus C Williams | Manifolding-register. |
| US730687A (en) | 1902-09-29 | 1903-06-09 | Nat Patent Holding Company | Truck for cars or other vehicles. |
| US1033180A (en) | 1911-11-11 | 1912-07-23 | Hood Rubber Co Inc | Process of producing isoprene. |
| GB673547A (en) | 1948-07-27 | 1952-06-11 | Alais & Froges & Camarque Cie | Method for the preparation of isoprene |
| US2931787A (en) | 1955-02-18 | 1960-04-05 | Consolidation Coal Co | Method for recovering purified phenolic isomers from low boiling cresylic acids |
| US2984644A (en) | 1957-08-26 | 1961-05-16 | Phillips Petroleum Co | Butyl rubber/heterocyclic nitrogen base rubber blend |
| US3073874A (en) | 1958-03-27 | 1963-01-15 | Raffinage Cie Francaise | Method of separation of isobutylene from mixtures of hydrocarbons |
| US2981767A (en) | 1958-09-29 | 1961-04-25 | Petro Tex Chem Corp | Iso-olefin purification |
| IT609922A (es) | 1959-06-06 | |||
| US3253051A (en) | 1963-05-13 | 1966-05-24 | Rikagaku Kenkyusho | Process of producing isoprene |
| US3364190A (en) | 1964-04-27 | 1968-01-16 | Standard Oil Co | Process for polymerizing propylene to syndiotactic polypropylene |
| US3568457A (en) | 1969-03-05 | 1971-03-09 | Universal Oil Prod Co | Separation of propane and propylene by distillation |
| US3998755A (en) | 1971-05-03 | 1976-12-21 | Universal Oil Products Company | Regeneration of a coke-deactivated, acidic bimetallic Pt-1r catalyst |
| FR2142268A5 (es) | 1971-06-18 | 1973-01-26 | Petroles Cie Francaise | |
| BE793044A (fr) | 1971-12-21 | 1973-06-20 | Erdoelchemie Gmbh | Procede d'obtention catalytique de dienes a partir d'aldehydes |
| US3803249A (en) | 1972-04-12 | 1974-04-09 | Atlantic Richfield Co | Vapor phase conversion of acetone to 3,5-xylenol in a single stage |
| US3872216A (en) | 1972-07-17 | 1975-03-18 | Revekka Vulfovna Kachalova | Method for producing phosphate catalyst |
| US3846338A (en) | 1972-07-21 | 1974-11-05 | R Kachlova | Method for producing phosphate catalyst |
| JPS5146595B2 (es) | 1972-08-28 | 1976-12-09 | ||
| JPS5236603A (en) | 1975-09-16 | 1977-03-22 | Kuraray Co Ltd | Process for preparation of isoprene |
| JPS5257104A (en) | 1975-11-07 | 1977-05-11 | Kuraray Co Ltd | Process for isoprene |
| US4049573A (en) | 1976-02-05 | 1977-09-20 | Mobil Oil Corporation | Zeolite catalyst containing oxide of boron or magnesium |
| FR2342263A1 (fr) | 1976-02-27 | 1977-09-23 | Raffinage Cie Francaise | Procede d'obtention d'isobutylene d'une purete superieure a 99,5 % en poids |
| US4234752A (en) | 1979-09-28 | 1980-11-18 | Phillips Petroleum Company | Dehydration of alcohols |
| GB2063297B (en) | 1979-11-16 | 1983-07-20 | Int Synthetic Rubber | Preparation of conjugated dienes |
| GB2093060B (en) | 1981-01-05 | 1984-03-21 | Int Synthetic Rubber The Co Lt | Preparation of substituted dienes |
| DE3264581D1 (en) | 1981-10-28 | 1985-08-08 | Monsanto Co | Synthesis of isoprene from linear butenes |
| DE3419379A1 (de) | 1984-05-24 | 1985-11-28 | Basf Ag, 6700 Ludwigshafen | Verfahren zur herstellung von dienen durch dehydratisierung von aldehyden |
| US4524233A (en) | 1984-09-10 | 1985-06-18 | The Goodyear Tire & Rubber Company | Process for the production of dienes from aldehydes |
| US4587372A (en) | 1985-08-02 | 1986-05-06 | The Goodyear Tire & Rubber Company | Boron phosphate catalyst for the production of dienes from aldehydes |
| US4704480A (en) | 1986-08-04 | 1987-11-03 | Allied Corporation | Process for the production of ketones and carbinols |
| CA1320735C (en) | 1987-11-24 | 1993-07-27 | Ramakrishnan Ramachandran | Process for the production of nitriles and anhydrides |
| JP2778131B2 (ja) | 1989-07-14 | 1998-07-23 | 三菱瓦斯化学株式会社 | メタクリル酸メチルの製造方法 |
| JPH05244968A (ja) | 1991-08-16 | 1993-09-24 | Mitsui Toatsu Chem Inc | α−ヒドロキシイソブチルアミドの製造法 |
| US5210329A (en) | 1992-02-18 | 1993-05-11 | General Electric Company | Process for preparing bisphenol-A |
| JP3189858B2 (ja) | 1992-11-16 | 2001-07-16 | 三菱瓦斯化学株式会社 | メタクリル酸メチルの製造法 |
| US5393918A (en) | 1993-12-02 | 1995-02-28 | Rohm And Haas Company | High yield process for the production of methacrylic acid esters |
| US5434316A (en) | 1994-07-28 | 1995-07-18 | General Electric Company | Purification of bisphenol-A |
| US5567853A (en) | 1995-02-17 | 1996-10-22 | Arco Chemical Technology, L.P. | Purification of acetone |
| WO1997012654A1 (en) | 1995-10-05 | 1997-04-10 | Exxon Chemical Patents Inc. | Method for recovering acetone |
| US5786522A (en) | 1996-09-13 | 1998-07-28 | General Electric Company | Manufacture of bisphenol-A |
| CN1123556C (zh) * | 1999-09-29 | 2003-10-08 | 中国石油化工集团公司 | 一种仲醇脱氢制备酮的工艺方法 |
| CN1125018C (zh) * | 2000-06-09 | 2003-10-22 | 边俊民 | 一种用于联产甲基异丁基酮和二异丁基酮的反应工艺及其催化剂 |
| EP1186592A1 (en) | 2000-09-11 | 2002-03-13 | Mitsubishi Gas Chemical Company, Ltd. | Production of methacrylates |
| ZA200209470B (en) | 2001-12-04 | 2003-06-03 | Rohm & Haas | Improved processes for the preparation of olefins, unsaturated carboxylic acids and unsaturated nitriles from alkanes. |
| DE60239222D1 (de) | 2001-12-21 | 2011-03-31 | Asahi Kasei Chemicals Corp | Oxidkatalysatorzusammensetzung |
| ATE548324T1 (de) | 2003-02-05 | 2012-03-15 | Haldor Topsoe As | Verfahren zur aufbereitung von synthesegas |
| US20040192994A1 (en) | 2003-03-26 | 2004-09-30 | Bridges Robert S. | Propylene production |
| GB0322247D0 (en) | 2003-09-23 | 2003-10-22 | Exxonmobil Chem Patents Inc | Improvement in or relating to an isobutylene containing stream |
| US7745372B2 (en) * | 2003-12-22 | 2010-06-29 | China Petroleum & Chemical Corporation | Catalyst for selective hydrogenation of olefins and its preparation as well as use |
| US7067597B2 (en) | 2004-02-25 | 2006-06-27 | Exxonmobil Chemical Patents Inc. | Process of making polypropylene from intermediate grade propylene |
| JP2005253415A (ja) | 2004-03-15 | 2005-09-22 | Rikkyo Gakuin | 天然芝構造体の管理システム、天然芝構造体及びコンピュータプログラム |
| WO2008024109A1 (en) | 2006-08-22 | 2008-02-28 | Shelfer Jr Bennett H | Process and apparatus for commercially producing motor fuel-grade ethanol |
| US8193402B2 (en) | 2007-12-03 | 2012-06-05 | Gevo, Inc. | Renewable compositions |
| JP2011505490A (ja) | 2007-12-03 | 2011-02-24 | ジーヴォ,インコーポレイテッド | 再生可能組成物 |
| JP5611813B2 (ja) | 2008-12-03 | 2014-10-22 | 国立大学法人北海道大学 | アセトンからイソブチレンを製造する方法 |
| US20100150805A1 (en) | 2008-12-17 | 2010-06-17 | Uop Llc | Highly stable and refractory materials used as catalyst supports |
| WO2010099201A1 (en) | 2009-02-24 | 2010-09-02 | Gevo, Inc. | Methods of preparing renewable butadiene and renewable isoprene |
| EP2485995A4 (en) | 2009-10-06 | 2015-12-02 | Gevo Inc | INTEGRATED METHOD FOR SELECTIVELY CONVERTING ISOBUTANOL RENEWABLE IN P XYLENE |
| CN102770397A (zh) | 2010-01-08 | 2012-11-07 | 格沃股份有限公司 | 制备可再生的化学品的整合方法 |
| US8722950B2 (en) | 2010-04-26 | 2014-05-13 | Saudi Basic Industries Corporation | Process for producing propylene and aromatics from butenes by metathesis and aromatization |
| US8373012B2 (en) | 2010-05-07 | 2013-02-12 | Gevo, Inc. | Renewable jet fuel blendstock from isobutanol |
| US20120171741A1 (en) | 2010-11-01 | 2012-07-05 | Gevo, Inc. | Renewable Xylenes Produced from Bological C4 and C5 Molecules |
| US9295978B2 (en) | 2012-02-15 | 2016-03-29 | Basf Corporation | Catalyst and method for the direct synthesis of dimethyl ether from synthesis gas |
| US8975452B2 (en) | 2012-03-28 | 2015-03-10 | Celanese International Corporation | Process for producing ethanol by hydrocarbon oxidation and hydrogenation or hydration |
| US9732362B2 (en) | 2012-05-04 | 2017-08-15 | Butamax Advanced Biofuels Llc | Processes and systems for alcohol production and recovery |
| WO2014070354A1 (en) | 2012-10-31 | 2014-05-08 | Washington State University | Stable mixed oxide catalysts for direct conversion of ethanol to isobutene and process for making |
| WO2015005941A1 (en) | 2013-07-11 | 2015-01-15 | Washington State University | Process for making biobased isoprene |
| WO2014089412A1 (en) * | 2012-12-07 | 2014-06-12 | Evernu Technology Llc | Catalytic conversion of bio-mass derivable aliphatic alcohols to valuable alkenes or oxygenates |
| CN105408018B (zh) | 2013-06-27 | 2018-02-23 | 科莱恩公司 | 氧化锰稳定的氧化锆催化剂支撑体材料 |
| CN107250086B (zh) * | 2014-10-14 | 2021-07-16 | 吉沃公司 | 将乙醇转化为官能化的低级烃和下游烃的方法 |
-
2019
- 2019-01-04 ES ES19736037T patent/ES2948301T3/es active Active
- 2019-01-04 BR BR112020013655-7A patent/BR112020013655B1/pt active IP Right Grant
- 2019-01-04 US US16/240,542 patent/US10633320B2/en active Active
- 2019-01-04 CA CA3085357A patent/CA3085357A1/en active Pending
- 2019-01-04 WO PCT/US2019/012395 patent/WO2019136283A1/en not_active Ceased
- 2019-01-04 CN CN201980007049.0A patent/CN111936452B/zh active Active
- 2019-01-04 EP EP19736037.3A patent/EP3735401B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3735401B1 (en) | 2023-04-26 |
| BR112020013655A2 (pt) | 2021-02-17 |
| CA3085357A1 (en) | 2019-07-11 |
| EP3735401A1 (en) | 2020-11-11 |
| CN111936452B (zh) | 2024-05-03 |
| US10633320B2 (en) | 2020-04-28 |
| EP3735401A4 (en) | 2022-02-23 |
| US20190308922A1 (en) | 2019-10-10 |
| CN111936452A (zh) | 2020-11-13 |
| WO2019136283A1 (en) | 2019-07-11 |
| BR112020013655B1 (pt) | 2023-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2948301T3 (es) | Revalorización de mezclas de aceite de fusel sobre catalizadores heterogéneos para dar productos químicos renovables de mayor valor | |
| EP3207004B1 (en) | Methods for conversion of ethanol to functionalized lower hydrocarbons | |
| ES2604134T3 (es) | Producción de propileno mediante deshidratación e isomerización del esqueleto simultáneas del isobutanol sobre catalizadores ácidos seguidas de metátesis | |
| US7538060B2 (en) | Palladium-copper chromite hydrogenation catalysts | |
| CN105164089B (zh) | 通过催化转化至少一种醇来制备烯烃的方法 | |
| US11555153B1 (en) | Conversion of glycerol to fuel-range organic compounds | |
| CN102159520A (zh) | 在单一反应区中由乙酸直接催化生产乙烯的方法 | |
| US20150239803A1 (en) | Process for making biobased isoprene | |
| BRPI0922145B1 (pt) | Olefin production process | |
| EP2117704A1 (en) | Ruthenium-copper chromite hydrogenation catalysts | |
| CN107880957B (zh) | 改质5-壬酮 | |
| US12006284B2 (en) | Upgrading of fusel oils over doped alumina | |
| Rana et al. | Catalytic transformation of ethanol to industrially relevant fine chemicals | |
| BR112022003092B1 (pt) | Processo para converter óleos fúseis contendo um ou mais álcoois c2-c6 lineares ou ramificados em produtos químicos renováveis |