JP2004012697A - 光ファイバカプラの製造装置及び製造方法 - Google Patents
光ファイバカプラの製造装置及び製造方法 Download PDFInfo
- Publication number
- JP2004012697A JP2004012697A JP2002164616A JP2002164616A JP2004012697A JP 2004012697 A JP2004012697 A JP 2004012697A JP 2002164616 A JP2002164616 A JP 2002164616A JP 2002164616 A JP2002164616 A JP 2002164616A JP 2004012697 A JP2004012697 A JP 2004012697A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fused
- intensity
- optical fibers
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 230000003287 optical effect Effects 0.000 title description 2
- 239000013307 optical fiber Substances 0.000 claims abstract description 136
- 238000010438 heat treatment Methods 0.000 claims abstract description 32
- 230000001678 irradiating effect Effects 0.000 claims abstract description 10
- 238000000034 method Methods 0.000 claims description 3
- 238000013459 approach Methods 0.000 claims description 2
- 230000004907 flux Effects 0.000 abstract 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 40
- 229910002092 carbon dioxide Inorganic materials 0.000 description 20
- 239000001569 carbon dioxide Substances 0.000 description 20
- 238000010586 diagram Methods 0.000 description 9
- 230000005540 biological transmission Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000031700 light absorption Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
Images






Landscapes
- Laser Beam Processing (AREA)
Abstract
【課題】加熱時の水蒸気の発生や、周辺温度の上昇も少ない熱源を用いた光ファイバカプラの製造装置及び製造方法を提供する。
【解決手段】光ファイバ保持台が、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる。加熱用光源が、光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、融着すべき部分を加熱する。融着される部分が延伸されるに従って、加熱用光源から出射される光線束の強度が強くなるように、制御装置が、光ファイバ保持台及び加熱用光源を制御する。
【選択図】 図1
【解決手段】光ファイバ保持台が、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる。加熱用光源が、光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、融着すべき部分を加熱する。融着される部分が延伸されるに従って、加熱用光源から出射される光線束の強度が強くなるように、制御装置が、光ファイバ保持台及び加熱用光源を制御する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、光ファイバカプラの製造装置及び製造方法に関し、特に2本の光ファイバの側面同士を接触させて融着させた光ファイバカプラの製造装置及び製造方法に関する。
【0002】
【従来の技術】
2本の光ファイバを平行に配置して両者の側面同士を接触させ、接触部分を加熱して融着させることにより、光ファイバカプラを作製することができる。接触部分を加熱するための熱源として、水素ガスまたはプロパンガス等を燃焼させるマイクロトーチ型のものと、白金薄膜抵抗やセラミック抵抗等の抵抗体に電流を流してジュール熱を発生させる電気ヒータ型のものとが知られている。
【0003】
【発明が解決しようとする課題】
マイクロトーチ型の熱源を用いた場合には、ガスの燃焼により発生した水蒸気が、高温に加熱された光ファイバ内に拡散する。水蒸気が光ファイバ内に拡散すると、水酸基(OH基)による光の吸収によって、光信号の伝搬損失が増加してしまう。光ファイバの伝送波長帯域が狭いときには、この損失が伝送特性に与える影響は少ない。ところが、波長多重伝送によって伝送帯域が広くなってくると、この損失による影響が顕在化してくる。
【0004】
電気ヒータ型の熱源を用いた場合には、加熱による水蒸気の発生はない。ところが、電気ヒータで光ファイバを約1500℃まで加熱する必要があるため、電気ヒータの消耗が激しい。また、電気ヒータの近くに配置された2本の光ファイバを相互に密着させるためのクランプ機構の温度も上昇してしまう。これにより、光ファイバを固定する部材が変形してしまう場合がある。
【0005】
本発明の目的は、加熱時の水蒸気の発生や、周辺温度の上昇も少ない熱源を用いた光ファイバカプラの製造装置及び製造方法を提供することである。
【0006】
【課題を解決するための手段】
本発明の一観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記融着される部分が延伸されるに従って、前記加熱用光源から出射される光線束の強度が強くなるように、前記光ファイバ保持台及び前記加熱用光源を制御する制御装置とを有する光ファイバカプラ製造装置が提供される。
【0007】
本発明の他の観点によると、第1及び第2の光ファイバを、両者の側面同士を接触させて保持し、接触部分に光線束を照射することによって加熱し、該第1及び第2の光ファイバを融着させ、融着した部分を延伸させる工程と、前記第1及び第2の光ファイバの融着した部分が延伸されるに従って、融着した部分に照射される光線束の強度を強くする工程とを有する光ファイバカプラの製造方法が提供される。
【0008】
光線束で光ファイバを加熱するため、水蒸気の発生や、周辺温度の上昇を防止することができる。光ファイバが延伸されるに従って光線束の強度を強くすることにより、高性能の光ファイバカプラを得ることができる。
【0009】
本発明の他の観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記加熱用光源から出射された光線束の強度を観測する強度観測装置と、出力指令値を記憶し、前記強度観測装置で観測された強度が、前記出力指令値に近づくように、前記加熱用光源を制御する出力制御装置とを有する光ファイバカプラ製造装置が提供される。
【0010】
加熱用光源の出力をフィードバック制御することにより、出力の安定性を高め、光ファイバカプラの製造歩留まりを向上させることができる。
【0011】
本発明の他の観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させ、該融着される部分に印加される張力を測定することができる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記融着される部分に印加される張力が、予め決められている張力上限値以下になるように、前記光ファイバ保持台による延伸速度、及び前記加熱用光源から出射される光線束の強度の少なくとも一方を制御する制御装置とを有する光ファイバカプラ製造装置が提供される。
【0012】
光ファイバに加わる張力がある上限値以下になるようにして延伸を行うことにより、光ファイバカプラの製造歩留まりを高めることができる。
【0013】
【発明の実施の形態】
本願発明者は、熱源として炭酸ガスレーザを用いた光ファイバカプラ製造装置を試作し、その評価を行った。本願発明の実施例を説明する前に、その評価結果について説明する。
【0014】
光ファイバカプラに使用する光ファイバは、シングルモードファイバである。そのクラッドの外周の直径は125μmであり、その材質は透明度の高い石英ガラスである。石英ガラスの融点は1600℃である。光ファイバの形状を保ちつつ融着を行うために、光ファイバの温度を、その融点以下の1500℃程度まで加熱して、加熱部分の延伸を行う。
【0015】
光ファイバカプラの性能は、光の分岐比や光損失等により評価される。光ファイバの製造過程における延伸速度及び温度が、光ファイバカプラの性能に大きな影響を与える。例えば、光ファイバの温度が高くなりすぎると、光ファイバが過度に溶融してしまい、コア及びクラッドの屈折率分布等が崩れて光損失が大きくなってしまう。光ファイバの温度が低くて溶融が不足すると、延伸による張力が過大になり、光ファイバが切断されてしまう。光ファイバの延伸中には、引き伸ばされて細くなる光ファイバの直径に依存して、光ファイバの温度を最適に制御する必要がある。従来は、光ファイバの温度が設定温度を中心として±10℃以下になるように制御されていた。
【0016】
熱源として炭酸ガスレーザを使用する場合には、光ファイバの温度を制御するための直接の制御対象は、レーザ発振器の出力になる。光ファイバカプラを作製する際には、2本の光ファイバを相互に接触させ、わずかに張力が発生するように保持する。炭酸ガスレーザを接触部分に照射し、光ファイバに加わる張力がほぼ0の状態を維持しながら、光ファイバの延伸を行う。
【0017】
この方法で光ファイバカプラを製造したところ、歩留まりが悪い結果となってしまった。本願発明者は、歩留まりの悪い原因が、レーザ発振器の出力の不安定性であると考えた。実際にレーザ出力をパワーメータで測定したところ、出力波形が矩形状、円弧状、またはパルス状に変動し、その周期も数十秒から数分であり、一定ではないことがわかった。
【0018】
マイクロトーチ型や電気ヒータ型の熱源を使用する場合には、加熱部分の温度が制御されているとともに、加熱部周辺の空気層が加熱されており、また輻射熱もある。このため、光ファイバの急激な温度変化が防止されていると考えられる。炭酸ガスレーザを照射する場合には、光ファイバの周囲の空気層が加熱されず、輻射熱もほとんどない。このため、レーザ発振器の出力の変動が、光ファイバの温度の変動に直結し、光ファイバの加熱部分の温度が不安定になると考えられる。以下に説明する実施例では、レーザ発振器の出力の不安定性を解消することができる。
【0019】
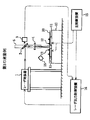
図1に、本発明の第1の実施例による光ファイバカプラ製造装置の概略図を示す。基台10に、一対の延伸ステージ(光ファイバ保持台)11が取り付けられている。延伸ステージ11に設けられたファイバクランプ12が、2本の光ファイバ20を、両者の側面同士が接触するように保持する。
【0020】
炭酸ガスレーザ発振器1が、赤外領域のレーザビームを出射する。炭酸ガスレーザ発振器1から出射されたレーザビームが、部分反射鏡2により、2本の光線束に分岐される。部分反射鏡2により反射するレーザビーム及び部分反射鏡2を透過するレーザビームの強度は、それぞれ元のレーザビームの強度の95%及び5%である。
【0021】
部分反射鏡2を透過したレーザビームは、パワーメータ3に入射する。パワーメータ3は、入射するレーザビームの強度を測定し、測定結果をレーザ出力制御装置16に送信する。
【0022】
部分反射鏡2で反射したレーザビームは、シリンドリカルレンズ4を透過し、延伸ステージ11に保持されている2本の光ファイバの相互に接触している部分に照射される。シリンドリカルレンズ4は、レーザビームの断面が、光ファイバの長さ方向に長い形状になるように、レーザビームを1次元方向に発散させる。これにより、2本の光ファイバ20の所定の長さ部分に効率的にレーザビームを照射することができる。部分反射鏡2、パワーメータ3、及びシリンドリカルレンズ4は、支柱5に固定されている。
【0023】
延伸ステージ11は、光ファイバ20の融着した部分を一定の速度で引き伸ばす。主制御装置15が、延伸ステージ11及びレーザ出力制御装置16を制御する。レーザ出力制御装置16は、炭酸ガスレーザ発振器1の出力を制御する。
【0024】
図2に、延伸ステージ11の、より詳細な概略図を示す。基台10にレール30が固定されている。左延伸ステージ32A及び右延伸ステージ32Bが、それぞれリニアガイド31A及び31Bにより、延伸方向に並進移動可能に支持されている。左延伸ステージ32Aに左ねじれナット33Aが固定され、右延伸ステージ32Bに右ねじれナット33Bが固定されている。ボールねじ34が、左ねじれナット33A及び右ねじれナット33Bに螺合する。ボールねじ34を回転させることにより、左延伸ステージ32Aと右延伸ステージ32Bとを、相互に離れる向きに、または近づく向きに移動させることができる。
【0025】
クランプ台36が、リニアガイド37を介して左延伸ステージ32Aに、延伸方向に並進移動可能に支持されている。クランプ台36及び右延伸ステージ32Bの各々にクランプ12が取り付けられている。クランプ台36は、左延伸ステージ32Aに固定されたロードセル35に連結されている。左延伸ステージ32Aと右延伸ステージ32Bとを、両者が遠ざかる向きに移動させると、クランプ12に固定された光ファイバ20に張力が発生する。ロードセル35は、光ファイバ20に発生した張力を検出することができる。
【0026】
図3に、レーザ出力制御装置16のブロック図を示す。レーザ出力制御装置16は、出力指令値を記憶するメモリ16A、及び比例積分微分演算(PID演算)を行う演算回路16Bを有する。メモリ16Aに、主制御装置15から指示された出力指令値が記憶される。演算回路16Bは、パワーメータ3で測定されたレーザビームの強度と、メモリ16Aに記憶されている出力指令値との偏差が小さくなるように、レーザ発振器1に駆動信号を送出する。
【0027】
このように、炭酸ガスレーザ発振器1の出力をフィードバック制御することにより、出力の安定化を図ることができる。また、主制御装置15により、レーザ出力制御装置16内のメモリ16Aに記憶されている出力指令値を書き換えることにより、炭酸ガスレーザ発振器1の出力を、メモリ16Aに新しく記憶された出力指令値に追随させることができる。
【0028】
図4に、炭酸ガスレーザ発振器1の出力の時間変動を示す。横軸は経過時間を表し、1目盛りが1分に相当する。縦軸は、図1に示したシリンドリカルレンズ4と延伸ステージ11との間にパワーメータを配置して測定したレーザビームの強度を単位「W」で表す。
【0029】
時刻t0以前の期間はフィードバック制御を行わなかった場合、及び時刻t0以降の期間はフィードバック制御を行った場合のレーザビームの強度を示す。フィードバック制御を行わない場合には、レーザビームの強度の変動幅が約1.7Wであった。これに対し、フィードバック制御を行った場合には、レーザビームの強度の変動幅が0.1W程度まで小さくなった。このように、フィードバック制御を行うことにより、レーザビームの強度の時間的変動を抑制することができる。
【0030】
図5に、図3に示したメモリ16Aに記憶された出力指令値を徐々に増加させた場合のレーザビームの強度の時間変動を示す。横軸は経過時間を表し、1目盛りが1分に相当する。縦軸はレーザビームの強度を単位「W」で表す。曲線FBが、フィードバック制御を行った場合のレーザビームの強度を示し、曲線NF1及びNF2が、フィードバック制御を行わなかった場合のレーザビームの強度を示す。
【0031】
フィードバック制御を行った場合には、レーザビームの強度はほぼ滑らかに増加している。なお、フィードバック制御を行った場合については4回の測定を行ったが、4回の測定結果は曲線FBに重なり、良好な再現性が得られることがわかった。これに対し、フィードバック制御を行わなかった場合には、凹凸を周期的に繰り返しながら、強度が増加している。このように、フィードバック制御を行うことにより、レーザビームの強度を、小さな偏差で出力指令値に追随させることができる。
【0032】
上記第1の実施例のように、レーザ発振器の出力を安定させることにより、光ファイバカプラの製造歩留まりを向上させることができる。
【0033】
光ファイバの融着した部分を延伸させると、光ファイバが徐々に細くなる。光ファイバが細くなると、レーザビームの照射される表面積が小さくなり、吸熱量が少なくなる。吸熱量の減少を補うために、光ファイバの融着部分の延伸が進むに従って、レーザ発振器の出力を徐々に高くすることが好ましい。なお、図1に示した画像認識装置25で、融着した部分の光ファイバの太さを検出し、検出結果に基づいてレーザ出力を制御してもよい。
【0034】
また、高性能の光ファイバカプラを得るためには、延伸中に光ファイバに加わる張力が、所定の張力上限値以下になるように、加熱量すなわち炭酸ガスレーザ発振器1の出力を制御することが好ましい。この張力上限値は、ほぼ0であることが好ましい。なお、張力を張力上限値以下に維持させるために、炭酸ガスレーザ発振器の出力を増加させる代わりに、延伸速度を遅くしてもよい。また、炭酸ガスレーザ発振器の出力と延伸速度との双方を制御してもよい。
【0035】
図6に、第2の実施例による光ファイバカプラ製造装置の概略図を示す。図1に示した第1の実施例では、炭酸ガスレーザ発振器1から出射されたレーザビームを部分反射鏡2で分岐させていたが、第2の実施例では、部分反射鏡2の代わりに全反射鏡2aが配置されている。図1に示したパワーメータ3の代わりに、パワーメータ3aが、延伸ステージ11に保持された光ファイバ20の下方に配置されている。
【0036】
光ファイバ20によって遮られなかったレーザビームがパワーメータ3aに入射する。パワーメータ3aに入射するレーザビームは、シリンドリカルレンズ4で発散されているため、パワーメータ3aへの入射位置におけるパワー密度が低下している。このため、パワーメータ3aの受けるダメージを少なくすることができる。
【0037】
図7に、第3の実施例による光ファイバカプラ製造装置の概略図を示す。第3の実施例では、炭酸ガスレーザ発振器1aが、支柱5の先端に直接取り付けられている。炭酸ガスレーザ発振器1aから、延伸ステージ11に保持された光ファイバ20に向けてレーザビームが出射される。一部のレーザビーム、例えば全パワーの5%のレーザビームが、部分反射鏡2bにより反射され、パワーメータ3に入射する。全パワーの95%のレーザビームは部分反射鏡2bを透過し、光ファイバ20に照射される。その他の構成は、第1の実施例による光ファイバカプラ製造装置の構成と同様である。第3の実施例の構成でも、上記第1の実施例の場合と同様の効果を得ることができる。
【0038】
上記実施例では、光ファイバの加熱用光源として炭酸ガスレーザ発振器を使用したが、光ファイバを加熱することが可能であれば、その他のレーザ発振器を使用してもよい。
【0039】
また、上記実施例では、レーザ発振器の出力を安定させるために、レーザ発振器の出力自体を制御したが、減衰量可変のアッテネータを用いて、レーザビームの強度を安定化させることも可能である。
【0040】
以上実施例に沿って本発明を説明したが、本発明はこれらに制限されるものではない。例えば、種々の変更、改良、組み合わせ等が可能なことは当業者に自明であろう。
【0041】
【発明の効果】
以上説明したように、本発明によれば、加熱用光源の出力を安定化させることにより、光ファイバカプラの製造歩留まりを向上させることができる。
【図面の簡単な説明】
【図1】第1の実施例による光ファイバカプラ製造装置の概略図である。
【図2】第1の実施例による光ファイバカプラ製造装置の延伸ステージの概略図である。
【図3】第1の実施例による光ファイバカプラ製造装置に用いられているレーザ出力制御装置のブロック図である。
【図4】炭酸ガスレーザ発振器の出力の時間変動を示すグラフである。
【図5】出力指令値を徐々に増加させたときの、炭酸ガスレーザ発振器の出力の時間変動を示すグラフである。
【図6】第2の実施例による光ファイバカプラ製造装置の概略図である。
【図7】第3の実施例による光ファイバカプラ製造装置の概略図である。
【符号の説明】
1、1a 炭酸ガスレーザ発振器
2、2b 部分反射鏡
2a 全反射鏡
3、3a パワーメータ
4 シリンドリカルレンズ
5 支柱
10 基台
11 延伸ステージ
12 クランプ
15 主制御装置
16 レーザ出力制御装置
16A メモリ
16B PID演算回路
20 光ファイバ
25 画像認識装置
30 レール
31A、31B、37 リニアガイド
32A 左延伸ステージ
32B 右延伸ステージ
33A 左ねじれナット
33B 右ねじれナット
34 ボールねじ
35 ロードセル
36 クランプ台
【発明の属する技術分野】
本発明は、光ファイバカプラの製造装置及び製造方法に関し、特に2本の光ファイバの側面同士を接触させて融着させた光ファイバカプラの製造装置及び製造方法に関する。
【0002】
【従来の技術】
2本の光ファイバを平行に配置して両者の側面同士を接触させ、接触部分を加熱して融着させることにより、光ファイバカプラを作製することができる。接触部分を加熱するための熱源として、水素ガスまたはプロパンガス等を燃焼させるマイクロトーチ型のものと、白金薄膜抵抗やセラミック抵抗等の抵抗体に電流を流してジュール熱を発生させる電気ヒータ型のものとが知られている。
【0003】
【発明が解決しようとする課題】
マイクロトーチ型の熱源を用いた場合には、ガスの燃焼により発生した水蒸気が、高温に加熱された光ファイバ内に拡散する。水蒸気が光ファイバ内に拡散すると、水酸基(OH基)による光の吸収によって、光信号の伝搬損失が増加してしまう。光ファイバの伝送波長帯域が狭いときには、この損失が伝送特性に与える影響は少ない。ところが、波長多重伝送によって伝送帯域が広くなってくると、この損失による影響が顕在化してくる。
【0004】
電気ヒータ型の熱源を用いた場合には、加熱による水蒸気の発生はない。ところが、電気ヒータで光ファイバを約1500℃まで加熱する必要があるため、電気ヒータの消耗が激しい。また、電気ヒータの近くに配置された2本の光ファイバを相互に密着させるためのクランプ機構の温度も上昇してしまう。これにより、光ファイバを固定する部材が変形してしまう場合がある。
【0005】
本発明の目的は、加熱時の水蒸気の発生や、周辺温度の上昇も少ない熱源を用いた光ファイバカプラの製造装置及び製造方法を提供することである。
【0006】
【課題を解決するための手段】
本発明の一観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記融着される部分が延伸されるに従って、前記加熱用光源から出射される光線束の強度が強くなるように、前記光ファイバ保持台及び前記加熱用光源を制御する制御装置とを有する光ファイバカプラ製造装置が提供される。
【0007】
本発明の他の観点によると、第1及び第2の光ファイバを、両者の側面同士を接触させて保持し、接触部分に光線束を照射することによって加熱し、該第1及び第2の光ファイバを融着させ、融着した部分を延伸させる工程と、前記第1及び第2の光ファイバの融着した部分が延伸されるに従って、融着した部分に照射される光線束の強度を強くする工程とを有する光ファイバカプラの製造方法が提供される。
【0008】
光線束で光ファイバを加熱するため、水蒸気の発生や、周辺温度の上昇を防止することができる。光ファイバが延伸されるに従って光線束の強度を強くすることにより、高性能の光ファイバカプラを得ることができる。
【0009】
本発明の他の観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記加熱用光源から出射された光線束の強度を観測する強度観測装置と、出力指令値を記憶し、前記強度観測装置で観測された強度が、前記出力指令値に近づくように、前記加熱用光源を制御する出力制御装置とを有する光ファイバカプラ製造装置が提供される。
【0010】
加熱用光源の出力をフィードバック制御することにより、出力の安定性を高め、光ファイバカプラの製造歩留まりを向上させることができる。
【0011】
本発明の他の観点によると、2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させ、該融着される部分に印加される張力を測定することができる光ファイバ保持台と、前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、前記融着される部分に印加される張力が、予め決められている張力上限値以下になるように、前記光ファイバ保持台による延伸速度、及び前記加熱用光源から出射される光線束の強度の少なくとも一方を制御する制御装置とを有する光ファイバカプラ製造装置が提供される。
【0012】
光ファイバに加わる張力がある上限値以下になるようにして延伸を行うことにより、光ファイバカプラの製造歩留まりを高めることができる。
【0013】
【発明の実施の形態】
本願発明者は、熱源として炭酸ガスレーザを用いた光ファイバカプラ製造装置を試作し、その評価を行った。本願発明の実施例を説明する前に、その評価結果について説明する。
【0014】
光ファイバカプラに使用する光ファイバは、シングルモードファイバである。そのクラッドの外周の直径は125μmであり、その材質は透明度の高い石英ガラスである。石英ガラスの融点は1600℃である。光ファイバの形状を保ちつつ融着を行うために、光ファイバの温度を、その融点以下の1500℃程度まで加熱して、加熱部分の延伸を行う。
【0015】
光ファイバカプラの性能は、光の分岐比や光損失等により評価される。光ファイバの製造過程における延伸速度及び温度が、光ファイバカプラの性能に大きな影響を与える。例えば、光ファイバの温度が高くなりすぎると、光ファイバが過度に溶融してしまい、コア及びクラッドの屈折率分布等が崩れて光損失が大きくなってしまう。光ファイバの温度が低くて溶融が不足すると、延伸による張力が過大になり、光ファイバが切断されてしまう。光ファイバの延伸中には、引き伸ばされて細くなる光ファイバの直径に依存して、光ファイバの温度を最適に制御する必要がある。従来は、光ファイバの温度が設定温度を中心として±10℃以下になるように制御されていた。
【0016】
熱源として炭酸ガスレーザを使用する場合には、光ファイバの温度を制御するための直接の制御対象は、レーザ発振器の出力になる。光ファイバカプラを作製する際には、2本の光ファイバを相互に接触させ、わずかに張力が発生するように保持する。炭酸ガスレーザを接触部分に照射し、光ファイバに加わる張力がほぼ0の状態を維持しながら、光ファイバの延伸を行う。
【0017】
この方法で光ファイバカプラを製造したところ、歩留まりが悪い結果となってしまった。本願発明者は、歩留まりの悪い原因が、レーザ発振器の出力の不安定性であると考えた。実際にレーザ出力をパワーメータで測定したところ、出力波形が矩形状、円弧状、またはパルス状に変動し、その周期も数十秒から数分であり、一定ではないことがわかった。
【0018】
マイクロトーチ型や電気ヒータ型の熱源を使用する場合には、加熱部分の温度が制御されているとともに、加熱部周辺の空気層が加熱されており、また輻射熱もある。このため、光ファイバの急激な温度変化が防止されていると考えられる。炭酸ガスレーザを照射する場合には、光ファイバの周囲の空気層が加熱されず、輻射熱もほとんどない。このため、レーザ発振器の出力の変動が、光ファイバの温度の変動に直結し、光ファイバの加熱部分の温度が不安定になると考えられる。以下に説明する実施例では、レーザ発振器の出力の不安定性を解消することができる。
【0019】
図1に、本発明の第1の実施例による光ファイバカプラ製造装置の概略図を示す。基台10に、一対の延伸ステージ(光ファイバ保持台)11が取り付けられている。延伸ステージ11に設けられたファイバクランプ12が、2本の光ファイバ20を、両者の側面同士が接触するように保持する。
【0020】
炭酸ガスレーザ発振器1が、赤外領域のレーザビームを出射する。炭酸ガスレーザ発振器1から出射されたレーザビームが、部分反射鏡2により、2本の光線束に分岐される。部分反射鏡2により反射するレーザビーム及び部分反射鏡2を透過するレーザビームの強度は、それぞれ元のレーザビームの強度の95%及び5%である。
【0021】
部分反射鏡2を透過したレーザビームは、パワーメータ3に入射する。パワーメータ3は、入射するレーザビームの強度を測定し、測定結果をレーザ出力制御装置16に送信する。
【0022】
部分反射鏡2で反射したレーザビームは、シリンドリカルレンズ4を透過し、延伸ステージ11に保持されている2本の光ファイバの相互に接触している部分に照射される。シリンドリカルレンズ4は、レーザビームの断面が、光ファイバの長さ方向に長い形状になるように、レーザビームを1次元方向に発散させる。これにより、2本の光ファイバ20の所定の長さ部分に効率的にレーザビームを照射することができる。部分反射鏡2、パワーメータ3、及びシリンドリカルレンズ4は、支柱5に固定されている。
【0023】
延伸ステージ11は、光ファイバ20の融着した部分を一定の速度で引き伸ばす。主制御装置15が、延伸ステージ11及びレーザ出力制御装置16を制御する。レーザ出力制御装置16は、炭酸ガスレーザ発振器1の出力を制御する。
【0024】
図2に、延伸ステージ11の、より詳細な概略図を示す。基台10にレール30が固定されている。左延伸ステージ32A及び右延伸ステージ32Bが、それぞれリニアガイド31A及び31Bにより、延伸方向に並進移動可能に支持されている。左延伸ステージ32Aに左ねじれナット33Aが固定され、右延伸ステージ32Bに右ねじれナット33Bが固定されている。ボールねじ34が、左ねじれナット33A及び右ねじれナット33Bに螺合する。ボールねじ34を回転させることにより、左延伸ステージ32Aと右延伸ステージ32Bとを、相互に離れる向きに、または近づく向きに移動させることができる。
【0025】
クランプ台36が、リニアガイド37を介して左延伸ステージ32Aに、延伸方向に並進移動可能に支持されている。クランプ台36及び右延伸ステージ32Bの各々にクランプ12が取り付けられている。クランプ台36は、左延伸ステージ32Aに固定されたロードセル35に連結されている。左延伸ステージ32Aと右延伸ステージ32Bとを、両者が遠ざかる向きに移動させると、クランプ12に固定された光ファイバ20に張力が発生する。ロードセル35は、光ファイバ20に発生した張力を検出することができる。
【0026】
図3に、レーザ出力制御装置16のブロック図を示す。レーザ出力制御装置16は、出力指令値を記憶するメモリ16A、及び比例積分微分演算(PID演算)を行う演算回路16Bを有する。メモリ16Aに、主制御装置15から指示された出力指令値が記憶される。演算回路16Bは、パワーメータ3で測定されたレーザビームの強度と、メモリ16Aに記憶されている出力指令値との偏差が小さくなるように、レーザ発振器1に駆動信号を送出する。
【0027】
このように、炭酸ガスレーザ発振器1の出力をフィードバック制御することにより、出力の安定化を図ることができる。また、主制御装置15により、レーザ出力制御装置16内のメモリ16Aに記憶されている出力指令値を書き換えることにより、炭酸ガスレーザ発振器1の出力を、メモリ16Aに新しく記憶された出力指令値に追随させることができる。
【0028】
図4に、炭酸ガスレーザ発振器1の出力の時間変動を示す。横軸は経過時間を表し、1目盛りが1分に相当する。縦軸は、図1に示したシリンドリカルレンズ4と延伸ステージ11との間にパワーメータを配置して測定したレーザビームの強度を単位「W」で表す。
【0029】
時刻t0以前の期間はフィードバック制御を行わなかった場合、及び時刻t0以降の期間はフィードバック制御を行った場合のレーザビームの強度を示す。フィードバック制御を行わない場合には、レーザビームの強度の変動幅が約1.7Wであった。これに対し、フィードバック制御を行った場合には、レーザビームの強度の変動幅が0.1W程度まで小さくなった。このように、フィードバック制御を行うことにより、レーザビームの強度の時間的変動を抑制することができる。
【0030】
図5に、図3に示したメモリ16Aに記憶された出力指令値を徐々に増加させた場合のレーザビームの強度の時間変動を示す。横軸は経過時間を表し、1目盛りが1分に相当する。縦軸はレーザビームの強度を単位「W」で表す。曲線FBが、フィードバック制御を行った場合のレーザビームの強度を示し、曲線NF1及びNF2が、フィードバック制御を行わなかった場合のレーザビームの強度を示す。
【0031】
フィードバック制御を行った場合には、レーザビームの強度はほぼ滑らかに増加している。なお、フィードバック制御を行った場合については4回の測定を行ったが、4回の測定結果は曲線FBに重なり、良好な再現性が得られることがわかった。これに対し、フィードバック制御を行わなかった場合には、凹凸を周期的に繰り返しながら、強度が増加している。このように、フィードバック制御を行うことにより、レーザビームの強度を、小さな偏差で出力指令値に追随させることができる。
【0032】
上記第1の実施例のように、レーザ発振器の出力を安定させることにより、光ファイバカプラの製造歩留まりを向上させることができる。
【0033】
光ファイバの融着した部分を延伸させると、光ファイバが徐々に細くなる。光ファイバが細くなると、レーザビームの照射される表面積が小さくなり、吸熱量が少なくなる。吸熱量の減少を補うために、光ファイバの融着部分の延伸が進むに従って、レーザ発振器の出力を徐々に高くすることが好ましい。なお、図1に示した画像認識装置25で、融着した部分の光ファイバの太さを検出し、検出結果に基づいてレーザ出力を制御してもよい。
【0034】
また、高性能の光ファイバカプラを得るためには、延伸中に光ファイバに加わる張力が、所定の張力上限値以下になるように、加熱量すなわち炭酸ガスレーザ発振器1の出力を制御することが好ましい。この張力上限値は、ほぼ0であることが好ましい。なお、張力を張力上限値以下に維持させるために、炭酸ガスレーザ発振器の出力を増加させる代わりに、延伸速度を遅くしてもよい。また、炭酸ガスレーザ発振器の出力と延伸速度との双方を制御してもよい。
【0035】
図6に、第2の実施例による光ファイバカプラ製造装置の概略図を示す。図1に示した第1の実施例では、炭酸ガスレーザ発振器1から出射されたレーザビームを部分反射鏡2で分岐させていたが、第2の実施例では、部分反射鏡2の代わりに全反射鏡2aが配置されている。図1に示したパワーメータ3の代わりに、パワーメータ3aが、延伸ステージ11に保持された光ファイバ20の下方に配置されている。
【0036】
光ファイバ20によって遮られなかったレーザビームがパワーメータ3aに入射する。パワーメータ3aに入射するレーザビームは、シリンドリカルレンズ4で発散されているため、パワーメータ3aへの入射位置におけるパワー密度が低下している。このため、パワーメータ3aの受けるダメージを少なくすることができる。
【0037】
図7に、第3の実施例による光ファイバカプラ製造装置の概略図を示す。第3の実施例では、炭酸ガスレーザ発振器1aが、支柱5の先端に直接取り付けられている。炭酸ガスレーザ発振器1aから、延伸ステージ11に保持された光ファイバ20に向けてレーザビームが出射される。一部のレーザビーム、例えば全パワーの5%のレーザビームが、部分反射鏡2bにより反射され、パワーメータ3に入射する。全パワーの95%のレーザビームは部分反射鏡2bを透過し、光ファイバ20に照射される。その他の構成は、第1の実施例による光ファイバカプラ製造装置の構成と同様である。第3の実施例の構成でも、上記第1の実施例の場合と同様の効果を得ることができる。
【0038】
上記実施例では、光ファイバの加熱用光源として炭酸ガスレーザ発振器を使用したが、光ファイバを加熱することが可能であれば、その他のレーザ発振器を使用してもよい。
【0039】
また、上記実施例では、レーザ発振器の出力を安定させるために、レーザ発振器の出力自体を制御したが、減衰量可変のアッテネータを用いて、レーザビームの強度を安定化させることも可能である。
【0040】
以上実施例に沿って本発明を説明したが、本発明はこれらに制限されるものではない。例えば、種々の変更、改良、組み合わせ等が可能なことは当業者に自明であろう。
【0041】
【発明の効果】
以上説明したように、本発明によれば、加熱用光源の出力を安定化させることにより、光ファイバカプラの製造歩留まりを向上させることができる。
【図面の簡単な説明】
【図1】第1の実施例による光ファイバカプラ製造装置の概略図である。
【図2】第1の実施例による光ファイバカプラ製造装置の延伸ステージの概略図である。
【図3】第1の実施例による光ファイバカプラ製造装置に用いられているレーザ出力制御装置のブロック図である。
【図4】炭酸ガスレーザ発振器の出力の時間変動を示すグラフである。
【図5】出力指令値を徐々に増加させたときの、炭酸ガスレーザ発振器の出力の時間変動を示すグラフである。
【図6】第2の実施例による光ファイバカプラ製造装置の概略図である。
【図7】第3の実施例による光ファイバカプラ製造装置の概略図である。
【符号の説明】
1、1a 炭酸ガスレーザ発振器
2、2b 部分反射鏡
2a 全反射鏡
3、3a パワーメータ
4 シリンドリカルレンズ
5 支柱
10 基台
11 延伸ステージ
12 クランプ
15 主制御装置
16 レーザ出力制御装置
16A メモリ
16B PID演算回路
20 光ファイバ
25 画像認識装置
30 レール
31A、31B、37 リニアガイド
32A 左延伸ステージ
32B 右延伸ステージ
33A 左ねじれナット
33B 右ねじれナット
34 ボールねじ
35 ロードセル
36 クランプ台
Claims (8)
- 2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、
前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、
前記融着される部分が延伸されるに従って、前記加熱用光源から出射される光線束の強度が強くなるように、前記光ファイバ保持台及び前記加熱用光源を制御する制御装置と
を有する光ファイバカプラ製造装置。 - 前記光ファイバ保持台は、保持されている2本の光ファイバの融着される部分を一定の速度で延伸させ、さらに、保持されている2本の光ファイバに加わる張力を検出する張力検出装置を有し、
前記制御装置は、前記張力検出装置によって検出された張力が、予め決められている張力上限値以下になるように、前記加熱用光源から出射される光線束の強度を強くする請求項1に記載の光ファイバカプラ製造装置。 - 第1及び第2の光ファイバを、両者の側面同士を接触させて保持し、接触部分に光線束を照射することによって加熱し、該第1及び第2の光ファイバを融着させ、融着した部分を延伸させる工程と、
前記第1及び第2の光ファイバの融着した部分が延伸されるに従って、融着した部分に照射される光線束の強度を強くする工程と
を有する光ファイバカプラの製造方法。 - 前記光線束の強度を強くする工程において、前記第1及び第2の光ファイバの融着部分に加わる張力が、予め決められた張力上限値以下になるように、前記光線束の強度を強くする請求項3に記載の光ファイバカプラの製造方法。
- 2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させる光ファイバ保持台と、
前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、
前記加熱用光源から出射された光線束の強度を観測する強度観測装置と、
出力指令値を記憶し、前記強度観測装置で観測された強度が、前記出力指令値に近づくように、前記加熱用光源を制御する出力制御装置と
を有する光ファイバカプラ製造装置。 - 前記光ファイバ保持台に保持された2本の光ファイバの融着した部分が延伸されるに従って、前記出力制御装置に記憶されている出力指令値が大きくなるように出力指令値を書き換える主制御装置を有する請求項5に記載の光ファイバカプラ製造装置。
- さらに、前記光ファイバの融着した部分の該光ファイバの太さを検出する検出装置を有し、前記主制御装置は、該検出装置で検出された太さに基づいて前記出力指令値を決定する請求項6に記載の光ファイバカプラ製造装置。
- 2本の光ファイバの融着すべき部分を、その側面同士が接触するように保持するとともに、融着される部分を延伸させ、該融着される部分に印加される張力を測定することができる光ファイバ保持台と、
前記光ファイバ保持台に保持された2本の光ファイバの融着すべき部分に光線束を照射して、該融着すべき部分を加熱する加熱用光源と、
前記融着される部分に印加される張力が、予め決められている張力上限値以下になるように、前記光ファイバ保持台による延伸速度、及び前記加熱用光源から出射される光線束の強度の少なくとも一方を制御する制御装置と
を有する光ファイバカプラ製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164616A JP2004012697A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバカプラの製造装置及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164616A JP2004012697A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバカプラの製造装置及び製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004012697A true JP2004012697A (ja) | 2004-01-15 |
Family
ID=30432711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002164616A Withdrawn JP2004012697A (ja) | 2002-06-05 | 2002-06-05 | 光ファイバカプラの製造装置及び製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004012697A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101370628B1 (ko) | 2012-11-27 | 2014-03-06 | 주식회사 이상테크 | 광섬유 용융 테이퍼링 장치 |
-
2002
- 2002-06-05 JP JP2002164616A patent/JP2004012697A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101370628B1 (ko) | 2012-11-27 | 2014-03-06 | 주식회사 이상테크 | 광섬유 용융 테이퍼링 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4678268A (en) | Method and apparatus for constructing microlens ends for optical fibers | |
| CN102147499B (zh) | 以高频脉冲二氧化碳激光作为热源的光纤熔融拉锥方法 | |
| US6112555A (en) | Method for changing incident heat and pulling of an optic fiber via monitoring of rate of change of coupling ratio | |
| CN1294433C (zh) | 光纤对接器 | |
| WO2014004832A2 (en) | Feedback system for improving the stability of a co2 laser based splicing and tapering apparatus | |
| JP2003192374A (ja) | 低偏光モード分散のための装置 | |
| CN109982808A (zh) | 激光加工装置以及激光加工方法 | |
| KR100614106B1 (ko) | 취성재료의 가공방법 및 가공장치 | |
| EP0234326A2 (en) | Single mode optical fiber coupler and method of manufacture thereof | |
| JP7177180B2 (ja) | 光透過性部品の製造方法、及び、光透過性部品の製造システム | |
| JP2004012697A (ja) | 光ファイバカプラの製造装置及び製造方法 | |
| elebi Ozcan et al. | Highly symmetric optical fiber tapers fabricated with a CO $ _ {2} $ laser | |
| US20110052121A1 (en) | Fiber ball lens apparatus and method | |
| JP2581818B2 (ja) | フッ化物ガラス光ファイバ結合器および製造方法 | |
| JPH0463367B2 (ja) | ||
| JP2004279759A (ja) | 光ファイバカプラ、その製造方法およびその製造装置 | |
| JP4162999B2 (ja) | 減衰器 | |
| JP2004264843A (ja) | 光機能素子付き光ファイバ、光機能素子付き光ファイバの製造方法及び光機能素子付き光ファイバの製造装置 | |
| CN105700077A (zh) | 一种带状光纤端面的处理方法及装置 | |
| JP2005010289A (ja) | 光ファイバカプラ製造装置及び製造方法 | |
| Mullaney et al. | Monitoring the fabrication of tapered optical fibres | |
| US20220260781A1 (en) | Method of fusion splicing optical fibers with lasers. | |
| JP2005004113A (ja) | 光ファイバカプラの製造方法 | |
| CN121410890A (zh) | 一种光纤熔接系统 | |
| JP2005004115A (ja) | 光ファイバカプラ製造装置及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20050906 |