JP2004106123A - 研磨方法、cmp装置及び膜厚測定装置 - Google Patents
研磨方法、cmp装置及び膜厚測定装置 Download PDFInfo
- Publication number
- JP2004106123A JP2004106123A JP2002272544A JP2002272544A JP2004106123A JP 2004106123 A JP2004106123 A JP 2004106123A JP 2002272544 A JP2002272544 A JP 2002272544A JP 2002272544 A JP2002272544 A JP 2002272544A JP 2004106123 A JP2004106123 A JP 2004106123A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- torque current
- workpiece
- motor
- current value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【課題】研磨量を精度良く制御すること。
【解決手段】研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分▲1▼、区分▲2▼、区分▲3▼、区分▲4▼ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する工程とを備えることを特徴とする研磨方法を用いる。また、このような工程を実行させる研磨装置を提供する。
【選択図】 図4
【解決手段】研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分▲1▼、区分▲2▼、区分▲3▼、区分▲4▼ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する工程とを備えることを特徴とする研磨方法を用いる。また、このような工程を実行させる研磨装置を提供する。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、研磨方法、CMP装置及び膜厚測定装置に関する。
【0002】
【従来の技術】
CMP(Chemical Mechanical Polishing:化学機械的研磨)を行なう際、予め決まった量を過不足無く研磨を行なうことが求められている。従来から、所定量の研磨を行なうための方法は種々提案されている。
例えば、ストッパとして剛性の高い金属からなるパターンを予め基板の上に形成して研磨を行なう方法が提案されている。研磨が進行してストッパが露出すると急激にターンテーブルのトルク電流が増加する。したがって、残したい膜厚となるようにパターンを予め形成しておき、トルク電流の急激な増加を検知して研磨を停止するようにすれば、決まった量の研磨を行なうことができる。
しかし、ストッパを形成するためのプロセスが別に必要になること、ストッパを形成するスペースが基板上に別に必要となるため基板の有効面積が小さくなること、というデメリットがある。
また、研磨時間を管理することで、研磨量を調整する方法も提案されている。しかし、研磨レートは環境によってばらつきがあるため、同じ時間だけ研磨しても研磨量にばらつきが生じるという欠点がある。すなわち、スラリーの湿度や温度、スラリーの流量変化、研磨布の状態などが研磨を行なうために変動するため、研磨レートがロットごとに異なってしまうのである。こうした欠点に対して、ロットの中の一枚の基板を先行ウエハとして、一定時間研磨後の研磨量を測定して研磨レートを算出した後、その他の基板を研磨する方法も考えられている。しかし、ロットごとに先行ウエハで研磨レートを測定するという工程が別途必要になってしまう。また、先行ウエハを研磨しすぎると、先行ウエハを活用することができなくなってしまう関係上、先行ウエハは少なめに削る必要が生じる。その結果、研磨レートを測定した後、再度先行ウエハを研磨するという余分な工程が必要になってしまう。
【0003】
このような欠点を解決するために、基板ごとにリアルタイムで研磨量を測定することが出来るような研磨方法が求められている。
この一例として、特開平11−162894号公報には、プロセスの終点検出(エンドポイント)に関する技術が開示されている。この方法は、加工開始から所定時間Mが経過するまでの間を第1時間領域とし、時間mだけ重畳するように第2時間領域を設定し、以下同様に時間領域を区切るとともに(当該図面の図3参照)、各時間領域について、研磨テーブル6を回転させる駆動モータの駆動電流値の共分散を計算し、例えば連続する時間領域について共分散が所定値をとったときをプロセスの終点と認識するような終点検出方法である。
【0004】
【発明が解決しようとする課題】
しかし、共分散が変化するのは、層と層の境界部分であるから、層の中途まで研磨を行なうような場合は、上記方法は不適である。また、共分散がどのような値を具体的にとったときにプロセスの終点と認識すれば良いかの判断も容易でなく、必ずしも精度良く研磨量を調整できる方法ではない。
また、関連する技術として反射光量の変化から研磨状態をモニタリングする技術(特開2000−276221号公報)も開示されているが、光を照射し、反射光を検知するための手段が別途必要になるというデメリットがある。
本発明は、上記課題を解決するためになされたものであり、簡素な構成で精度良く研磨量を管理できるような研磨方法等を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明は、研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨レートをリアルタイムに算出し、この研磨レートと研磨する予定の膜厚値とから研磨時間を決定する工程とを備える研磨方法である。
また、本発明は前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程を備え、このドレッシング工程における前記モータのトルク電流値および前記研磨プロセスに応じて区分された各区間におけるトルク電流値とを説明変数とした重回帰式に基いて被加工物の研磨時間または研磨レートを求めることを特徴とする前記研磨方法である。
また、前記トルク電流値の時間に対する変化率に基いて前記研磨プロセスの区分を行なうことを特徴とする前記研磨方法である。
また、研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、前記トルク電流値の変化率に基いて分割された区分ごとに取得し、各トルク電流値に基いて前記被加工物の研磨時間または研磨レートを決定することを特徴とする研磨方法である。
【0006】
また、研磨クロスを備えるテーブルを回転させて被加工物を研磨する研磨工程と、前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程とを備える研磨方法において、前記ドレッシング工程における前記テーブルの回転トルクを示す情報に基いて前記研磨工程における前記被加工物の研磨時間を決定することを特徴とする研磨方法である。
また、研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータと、このモータのトルク電流に基いて被加工物の研磨時間または研磨レートを決定する決定手段とを備えるCMP装置において、前記決定手段は、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段とを備えることを特徴とするCMP装置である。
また、研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータとを少なくとも備えるCMP装置の前記モータのトルク電流に基いた信号を入力として被加工物の研磨時間を決定する膜厚測定装置において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段と、前記研磨時間に達した時点で前記CMP装置に研磨を終了させるための信号を出力させる手段とを備えることを特徴とする膜厚測定装置である。
【0007】
また、半導体領域を有する基板に成膜を行なう工程と、成膜された基板の研磨を行なう工程とを備える半導体装置の製造方法において、前記研磨工程は、研磨クロスを備えるテーブルをモータで回転させる工程と、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する工程とを備えることを特徴とする半導体装置の製造方法である。
【0008】
【発明の実施の形態】
以下、本発明の一実施の形態について図面を用いて説明する。
図1は、本実施の形態に係るCMP(Chemical Mechanical Polishing:化学機械的研磨)装置10の概略構成を示した図であり、図2はこのCMP装置10の研磨本体部分12の概略構成を示した図である。
図1に示されるようにこのCMP装置10は、研磨部12と膜厚測定部14(モニタ部)とに大分される。モニタ部14は、具体的にはADカード16と、データベース18(DB)を有するパーソナルコンピュータ20(PC)とから構成されている。研磨部12のターンテーブル22を回転駆動させるモータのトルク電流(巻線電流)の値は、ADカードによりデジタル変換され、PC20に取り込まれる。PC20にあっては、入力されたトルク電流値及び重回帰式を用いたアルゴリズムを利用して研磨量を計算し、所定の研磨量に達したときに、研磨を終了させる制御信号を研磨部12に送信する構成となっている。
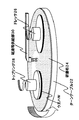
研磨部12(図2参照)は、一般的なCMP装置を適用可能であり、例えば、表面に研磨布(研磨クロス)24が貼り付けられた円盤状のターンテーブル22が、図示しない駆動モータにより軸中心に回転駆動するとともに、この研磨布24に対向するように、円盤状のドレッサ26及び円盤状のトップリング28が配設されている構成である。これらドレッサ26及びトップリング28は、ターンテーブル22よりも小径であるとともに、必要に応じて研磨布24と接触または離間可能なように、鉛直方向に移動可能な構成となっている。これらドレッサ26及びトップリング28の回転軸は、ターンテーブル22の回転軸と略平行であるとともに、図2に示されるようにそれぞれ同方向で回転する。
【0009】
ドレッサ26は、良く知られているように、研磨プロセスにより研磨布24に残留した残留物を除去等するためのものであり、本実施の形態にあっては、1枚のウエハを研磨するごとにドレッサ26を用いてドレッシングを行なう。
また、トップリング28は、静電チャック方式等の方式で被加工物であるウエハWを支持するものであり、ウエハWを砥液を介して研磨布24方向に押圧することによりウエハWの研磨を行なう。ドレッシング時には、研磨が行なわれないようにウエハWを上方に退避させる。
これらドレッサ26及びトップリング28も、それぞれ図示しないモータにより回転駆動される構成となっている。
さらに、各モータはインバータにより駆動制御されるものであるが、研磨プロセス及びドレッシングプロセスともに一定速度でターンテーブル22が回転駆動するように駆動制御されている。このため、回転を妨げるような抵抗が大きくなると、回転トルクを大きくしようとして大電流がモータ巻線に流れ、抵抗が小さくなると回転トルクを小さくしようモータ巻線に流れる電流が小さくなる。こうした電流値は、ADカード16を介してPC18に逐時取り込まれる。
【0010】
なお、研磨プロセスにおいては、砥液等供給部30から砥液及び分散剤が供給される。本実施の形態においては、砥液としていわゆるDLS(Dishingless Slurry)が用いられる。このDLSを用いると、高圧力で接触する部分の研磨レートをそうでない部分の研磨レートの約2倍に保つことが可能となる。
上記したようなCMP装置10を用いて研磨を行なう。
図3に被加工物の一例を示す。シリコン基板S上に金属配線Wが複数本形成させた後、基板全面にCVDによりSiO2が絶縁膜Iとして成膜されたものである。このため、表面は凹凸状となっている。このようなシリコン基板Sを鉛直下側、すなわち凹凸な基板表面と研磨布24とが対向するようにトップリング28で保持して研磨が行なわれる。
図4は一連のプロセス(ドレッシングプロセス及び研磨プロセスを含む)におけるターンテーブル22のトルク電流の時間変化を示したグラフである。グラフにおいて10秒前後から25秒くらいまでの約15秒間は、トルク電流が約1.5A程度でほぼ安定している。この時間帯では、ドレッサ26により研磨布24がドレッシングされている。このとき、ウエハWは上方に退避しており研磨は行なわれていない。この時間帯において、ドレッサ26は、研磨布24方向にほぼ一定圧力で押圧しているため、この時間帯のトルク電流はほぼ一定である。
【0011】
25秒から50秒前の間はドレッシングから研磨工程への移行期間である。この間、トルク電流は0.3A程度で安定するが、これはターンテーブル22の回転を妨げるような負荷がほとんど発生していないため小電流でターンテーブル22の一定回転が可能なためである。
50秒付近で研磨プロセスが開始されトルク電流が約3Aに増加する。これはウエハWが砥液越しに研磨布24を押圧するためターンテーブル22の回転を妨げるような摩擦力が発生するためである。そして、トルク電流はなだらかに増加して64秒時点でほぼ3.4Aとなる。このように次第にトルク電流が増加するのは、研磨が進行するに従って凸部が平坦化されるため次第に負荷が増加するためである。64秒付近から73秒までの間トルク電流はそれまでよりも大きな変化率でトルク電流は増加し、35秒時点でほぼ4Aとなる。その後、トルク電流はほぼ4Aで一定となる。これは研磨により凹凸がほぼ消失し、平坦となったためと考えられる。
その後、下の重回帰式に基いてPCにより研磨レートが算出される。
P/R=−150・T1+800・T2−1500T3+1300・T4−3000
ここで、P/Rは研磨レートを示している。また、T1,T2,T3,T4は重回帰式の説明変数であり、夫々区間▲1▼(12秒〜18秒:ドレッシング時)、区間▲2▼(53秒〜66秒:ウエハWの表面に凹凸が残っている状態)、区間▲3▼(66秒〜76秒:ウエハWの表面に凹凸が残っている状態)、区間▲4▼(76秒〜98秒:ウエハWがほぼ平坦になった状態)におけるトルク電流の平均値が代入される。また、重回帰式の偏回帰係数は、P/Rを解とするように、各区間▲1▼〜▲4▼において種々のトルク電流で研磨を行なったときの研磨量を測定することにより求められる実験的な値である。
【0012】
そして、P/Rに基いて、残りの研磨量と、残りの研磨時間を求め、その研磨時間に達した時点で研磨を停止する。停止信号は、PCから研磨部12へと送信される。
このように、ドレッシングを含む一連の研磨工程の複数の区間について回転トルク電流と研磨レートとの相関を予め求めておくとともに、モータの回転トルク電流をリアルタイムで取り込んで各区間における回転トルク電流を説明変数とする重回帰式に基いて枚葉で(研磨を行なうごとに)研磨量を管理することとしたので、精度良いエンドポイント検出が可能となる。
また、研磨工程のみならず、ドレッシング工程におけるトルク電流(回転トルクを示す情報)を用いて研磨時間を決定したのでより一層精度の良いエンドポイント検出が可能になった。すなわち、研磨布24の状態は、研磨を行なうに従って刻々と変化するものであるが、ドレッシング時におけるトルク電流がまさに研磨布24の状態を示す情報であるとの知見を得て、これを利用してエンドポイント検出を行なうこととした。図5にドレッシング時におけるターンテーブル22の平均トルク電流と、研磨レートの関係を表したグラフを示す。縦軸は、1minごとの研磨量(nm)であり(すなわち研磨レート)、横軸はドレッシング時におけるターンテーブル22の平均トルク電流(A)である。この図に示されるように、平均トルク電流が大きいほど、研磨レートは小さくなり、平均トルク電流が小さいほど研磨レートが大きくなることがわかった。従って、ドレッシング工程におけるモータのトルク電流(駆動電流)値が大きいほど研磨時間が長くなるように研磨時間を決定すればよい(このことは、重回帰式でT1に負の偏回帰係数が付されていることにも示される)。
【0013】
また、例えば区間▲4▼における平均トルク電流と研磨レートとの関係を図6に示す。この図に示されるように、区間▲4▼(ほぼトルク電流が一定となった研磨プロセス)にあっては、平均トルク電流が大きいほど研磨レートが大きくなることがわかる。従って、この区間におけるモータのトルク電流(駆動電流)値が大きいほど研磨時間が短くなるように研磨時間を決定すればよい。
また、区分の仕方は、ドレッシング工程、研磨工程という明らかに異なるプロセスで区分することのみならず、同じ研磨工程の中でも区分することも含む。本実施の形態においては、研磨工程を区分▲2▼,▲3▼,▲4▼に区分した。すなわち、トルク電流の増加率に基いて、増加率が変化している区間(▲2▼及び▲3▼)と、増加率がほぼ一定している区間(▲4▼)に区分した。さらに区分▲2▼と区分▲3▼も、増加率の変化率が小さい区間(▲2▼)と、変化率が大きい区間(▲3▼)に区分した。本実施の形態においては、トルク電流の変化率が異なる区間では、異なるプロセスが発生しているものと扱って区分したものである。このようにトルク電流の変化率に応じて区分しておき、予めその区分の平均トルク電流と、研磨レートとの関係をとっておけば、より精度の高い終点検出が可能となる。
【0014】
また、さらに細かく区分し、その区分の平均トルク電流と、研磨レートの関係を出して、終点検出を行なっても良い。逆に区分数を少なくしても良い。
また、ターンテーブル22の回転トルクを示す情報であれば、トルク電流以外の情報を用いても良い。
なお、DLS以外の研磨プロセスに応じて同様の相関関係を求めておけば、その他の研磨プロセスにも適用可能である。このような情報は、例えばDB20に記録すればよい。すなわち、各説明変数の係数は、実験的に求められたものに過ぎず、研磨対象やプロセス、研磨条件(例えば砥液流量)等に応じて種々変化するものであるから、各条件に応じて種々の係数をDB20に保存することで、種々の研磨に適用可能である。
また、単純化のために区間のトルク電流の平均値を説明変数としたが、その他の値を用いても良い。また、重回帰式ではなくとも、その他の多変量解析手法を用いてエンドポイント検出を行なっても良い。
【0015】
【発明の効果】
本発明によれば、研磨クロスや砥液流量等の変化の影響の小さいエンドポイント検出が可能となる。
【図面の簡単な説明】
【図1】本発明の本実施の形態に係るCMP装置10の概略構成を示した図。
【図2】本発明の実施の形態におけるCMP装置10の研磨本体部分12の概略構成を示した図。
【図3】被加工物の一例を示した図。
【図4】本発明の実施の形態において、一連の研磨プロセス(ドレッシングプロセス及び研磨プロセスを含む)におけるターンテーブル22のトルク電流の時間変化を示した図。
【図5】本発明の実施の形態において、ドレッシング時におけるターンテーブル22の平均トルク電流と、研磨レートの関係を表した図。
【図6】本発明の実施の形態において、研磨中における平均トルク電流と研磨レートとの関係を示した図。
【符号の説明】
10 CMP装置,12 研磨部,22 ターンテーブル,24 研磨布,26 ドレッサ,W ウエハ。
【発明の属する技術分野】
本発明は、研磨方法、CMP装置及び膜厚測定装置に関する。
【0002】
【従来の技術】
CMP(Chemical Mechanical Polishing:化学機械的研磨)を行なう際、予め決まった量を過不足無く研磨を行なうことが求められている。従来から、所定量の研磨を行なうための方法は種々提案されている。
例えば、ストッパとして剛性の高い金属からなるパターンを予め基板の上に形成して研磨を行なう方法が提案されている。研磨が進行してストッパが露出すると急激にターンテーブルのトルク電流が増加する。したがって、残したい膜厚となるようにパターンを予め形成しておき、トルク電流の急激な増加を検知して研磨を停止するようにすれば、決まった量の研磨を行なうことができる。
しかし、ストッパを形成するためのプロセスが別に必要になること、ストッパを形成するスペースが基板上に別に必要となるため基板の有効面積が小さくなること、というデメリットがある。
また、研磨時間を管理することで、研磨量を調整する方法も提案されている。しかし、研磨レートは環境によってばらつきがあるため、同じ時間だけ研磨しても研磨量にばらつきが生じるという欠点がある。すなわち、スラリーの湿度や温度、スラリーの流量変化、研磨布の状態などが研磨を行なうために変動するため、研磨レートがロットごとに異なってしまうのである。こうした欠点に対して、ロットの中の一枚の基板を先行ウエハとして、一定時間研磨後の研磨量を測定して研磨レートを算出した後、その他の基板を研磨する方法も考えられている。しかし、ロットごとに先行ウエハで研磨レートを測定するという工程が別途必要になってしまう。また、先行ウエハを研磨しすぎると、先行ウエハを活用することができなくなってしまう関係上、先行ウエハは少なめに削る必要が生じる。その結果、研磨レートを測定した後、再度先行ウエハを研磨するという余分な工程が必要になってしまう。
【0003】
このような欠点を解決するために、基板ごとにリアルタイムで研磨量を測定することが出来るような研磨方法が求められている。
この一例として、特開平11−162894号公報には、プロセスの終点検出(エンドポイント)に関する技術が開示されている。この方法は、加工開始から所定時間Mが経過するまでの間を第1時間領域とし、時間mだけ重畳するように第2時間領域を設定し、以下同様に時間領域を区切るとともに(当該図面の図3参照)、各時間領域について、研磨テーブル6を回転させる駆動モータの駆動電流値の共分散を計算し、例えば連続する時間領域について共分散が所定値をとったときをプロセスの終点と認識するような終点検出方法である。
【0004】
【発明が解決しようとする課題】
しかし、共分散が変化するのは、層と層の境界部分であるから、層の中途まで研磨を行なうような場合は、上記方法は不適である。また、共分散がどのような値を具体的にとったときにプロセスの終点と認識すれば良いかの判断も容易でなく、必ずしも精度良く研磨量を調整できる方法ではない。
また、関連する技術として反射光量の変化から研磨状態をモニタリングする技術(特開2000−276221号公報)も開示されているが、光を照射し、反射光を検知するための手段が別途必要になるというデメリットがある。
本発明は、上記課題を解決するためになされたものであり、簡素な構成で精度良く研磨量を管理できるような研磨方法等を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明は、研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨レートをリアルタイムに算出し、この研磨レートと研磨する予定の膜厚値とから研磨時間を決定する工程とを備える研磨方法である。
また、本発明は前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程を備え、このドレッシング工程における前記モータのトルク電流値および前記研磨プロセスに応じて区分された各区間におけるトルク電流値とを説明変数とした重回帰式に基いて被加工物の研磨時間または研磨レートを求めることを特徴とする前記研磨方法である。
また、前記トルク電流値の時間に対する変化率に基いて前記研磨プロセスの区分を行なうことを特徴とする前記研磨方法である。
また、研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、研磨中における前記モータのトルク電流値を、前記トルク電流値の変化率に基いて分割された区分ごとに取得し、各トルク電流値に基いて前記被加工物の研磨時間または研磨レートを決定することを特徴とする研磨方法である。
【0006】
また、研磨クロスを備えるテーブルを回転させて被加工物を研磨する研磨工程と、前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程とを備える研磨方法において、前記ドレッシング工程における前記テーブルの回転トルクを示す情報に基いて前記研磨工程における前記被加工物の研磨時間を決定することを特徴とする研磨方法である。
また、研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータと、このモータのトルク電流に基いて被加工物の研磨時間または研磨レートを決定する決定手段とを備えるCMP装置において、前記決定手段は、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段とを備えることを特徴とするCMP装置である。
また、研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータとを少なくとも備えるCMP装置の前記モータのトルク電流に基いた信号を入力として被加工物の研磨時間を決定する膜厚測定装置において、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段と、前記研磨時間に達した時点で前記CMP装置に研磨を終了させるための信号を出力させる手段とを備えることを特徴とする膜厚測定装置である。
【0007】
また、半導体領域を有する基板に成膜を行なう工程と、成膜された基板の研磨を行なう工程とを備える半導体装置の製造方法において、前記研磨工程は、研磨クロスを備えるテーブルをモータで回転させる工程と、研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する工程と、各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する工程とを備えることを特徴とする半導体装置の製造方法である。
【0008】
【発明の実施の形態】
以下、本発明の一実施の形態について図面を用いて説明する。
図1は、本実施の形態に係るCMP(Chemical Mechanical Polishing:化学機械的研磨)装置10の概略構成を示した図であり、図2はこのCMP装置10の研磨本体部分12の概略構成を示した図である。
図1に示されるようにこのCMP装置10は、研磨部12と膜厚測定部14(モニタ部)とに大分される。モニタ部14は、具体的にはADカード16と、データベース18(DB)を有するパーソナルコンピュータ20(PC)とから構成されている。研磨部12のターンテーブル22を回転駆動させるモータのトルク電流(巻線電流)の値は、ADカードによりデジタル変換され、PC20に取り込まれる。PC20にあっては、入力されたトルク電流値及び重回帰式を用いたアルゴリズムを利用して研磨量を計算し、所定の研磨量に達したときに、研磨を終了させる制御信号を研磨部12に送信する構成となっている。
研磨部12(図2参照)は、一般的なCMP装置を適用可能であり、例えば、表面に研磨布(研磨クロス)24が貼り付けられた円盤状のターンテーブル22が、図示しない駆動モータにより軸中心に回転駆動するとともに、この研磨布24に対向するように、円盤状のドレッサ26及び円盤状のトップリング28が配設されている構成である。これらドレッサ26及びトップリング28は、ターンテーブル22よりも小径であるとともに、必要に応じて研磨布24と接触または離間可能なように、鉛直方向に移動可能な構成となっている。これらドレッサ26及びトップリング28の回転軸は、ターンテーブル22の回転軸と略平行であるとともに、図2に示されるようにそれぞれ同方向で回転する。
【0009】
ドレッサ26は、良く知られているように、研磨プロセスにより研磨布24に残留した残留物を除去等するためのものであり、本実施の形態にあっては、1枚のウエハを研磨するごとにドレッサ26を用いてドレッシングを行なう。
また、トップリング28は、静電チャック方式等の方式で被加工物であるウエハWを支持するものであり、ウエハWを砥液を介して研磨布24方向に押圧することによりウエハWの研磨を行なう。ドレッシング時には、研磨が行なわれないようにウエハWを上方に退避させる。
これらドレッサ26及びトップリング28も、それぞれ図示しないモータにより回転駆動される構成となっている。
さらに、各モータはインバータにより駆動制御されるものであるが、研磨プロセス及びドレッシングプロセスともに一定速度でターンテーブル22が回転駆動するように駆動制御されている。このため、回転を妨げるような抵抗が大きくなると、回転トルクを大きくしようとして大電流がモータ巻線に流れ、抵抗が小さくなると回転トルクを小さくしようモータ巻線に流れる電流が小さくなる。こうした電流値は、ADカード16を介してPC18に逐時取り込まれる。
【0010】
なお、研磨プロセスにおいては、砥液等供給部30から砥液及び分散剤が供給される。本実施の形態においては、砥液としていわゆるDLS(Dishingless Slurry)が用いられる。このDLSを用いると、高圧力で接触する部分の研磨レートをそうでない部分の研磨レートの約2倍に保つことが可能となる。
上記したようなCMP装置10を用いて研磨を行なう。
図3に被加工物の一例を示す。シリコン基板S上に金属配線Wが複数本形成させた後、基板全面にCVDによりSiO2が絶縁膜Iとして成膜されたものである。このため、表面は凹凸状となっている。このようなシリコン基板Sを鉛直下側、すなわち凹凸な基板表面と研磨布24とが対向するようにトップリング28で保持して研磨が行なわれる。
図4は一連のプロセス(ドレッシングプロセス及び研磨プロセスを含む)におけるターンテーブル22のトルク電流の時間変化を示したグラフである。グラフにおいて10秒前後から25秒くらいまでの約15秒間は、トルク電流が約1.5A程度でほぼ安定している。この時間帯では、ドレッサ26により研磨布24がドレッシングされている。このとき、ウエハWは上方に退避しており研磨は行なわれていない。この時間帯において、ドレッサ26は、研磨布24方向にほぼ一定圧力で押圧しているため、この時間帯のトルク電流はほぼ一定である。
【0011】
25秒から50秒前の間はドレッシングから研磨工程への移行期間である。この間、トルク電流は0.3A程度で安定するが、これはターンテーブル22の回転を妨げるような負荷がほとんど発生していないため小電流でターンテーブル22の一定回転が可能なためである。
50秒付近で研磨プロセスが開始されトルク電流が約3Aに増加する。これはウエハWが砥液越しに研磨布24を押圧するためターンテーブル22の回転を妨げるような摩擦力が発生するためである。そして、トルク電流はなだらかに増加して64秒時点でほぼ3.4Aとなる。このように次第にトルク電流が増加するのは、研磨が進行するに従って凸部が平坦化されるため次第に負荷が増加するためである。64秒付近から73秒までの間トルク電流はそれまでよりも大きな変化率でトルク電流は増加し、35秒時点でほぼ4Aとなる。その後、トルク電流はほぼ4Aで一定となる。これは研磨により凹凸がほぼ消失し、平坦となったためと考えられる。
その後、下の重回帰式に基いてPCにより研磨レートが算出される。
P/R=−150・T1+800・T2−1500T3+1300・T4−3000
ここで、P/Rは研磨レートを示している。また、T1,T2,T3,T4は重回帰式の説明変数であり、夫々区間▲1▼(12秒〜18秒:ドレッシング時)、区間▲2▼(53秒〜66秒:ウエハWの表面に凹凸が残っている状態)、区間▲3▼(66秒〜76秒:ウエハWの表面に凹凸が残っている状態)、区間▲4▼(76秒〜98秒:ウエハWがほぼ平坦になった状態)におけるトルク電流の平均値が代入される。また、重回帰式の偏回帰係数は、P/Rを解とするように、各区間▲1▼〜▲4▼において種々のトルク電流で研磨を行なったときの研磨量を測定することにより求められる実験的な値である。
【0012】
そして、P/Rに基いて、残りの研磨量と、残りの研磨時間を求め、その研磨時間に達した時点で研磨を停止する。停止信号は、PCから研磨部12へと送信される。
このように、ドレッシングを含む一連の研磨工程の複数の区間について回転トルク電流と研磨レートとの相関を予め求めておくとともに、モータの回転トルク電流をリアルタイムで取り込んで各区間における回転トルク電流を説明変数とする重回帰式に基いて枚葉で(研磨を行なうごとに)研磨量を管理することとしたので、精度良いエンドポイント検出が可能となる。
また、研磨工程のみならず、ドレッシング工程におけるトルク電流(回転トルクを示す情報)を用いて研磨時間を決定したのでより一層精度の良いエンドポイント検出が可能になった。すなわち、研磨布24の状態は、研磨を行なうに従って刻々と変化するものであるが、ドレッシング時におけるトルク電流がまさに研磨布24の状態を示す情報であるとの知見を得て、これを利用してエンドポイント検出を行なうこととした。図5にドレッシング時におけるターンテーブル22の平均トルク電流と、研磨レートの関係を表したグラフを示す。縦軸は、1minごとの研磨量(nm)であり(すなわち研磨レート)、横軸はドレッシング時におけるターンテーブル22の平均トルク電流(A)である。この図に示されるように、平均トルク電流が大きいほど、研磨レートは小さくなり、平均トルク電流が小さいほど研磨レートが大きくなることがわかった。従って、ドレッシング工程におけるモータのトルク電流(駆動電流)値が大きいほど研磨時間が長くなるように研磨時間を決定すればよい(このことは、重回帰式でT1に負の偏回帰係数が付されていることにも示される)。
【0013】
また、例えば区間▲4▼における平均トルク電流と研磨レートとの関係を図6に示す。この図に示されるように、区間▲4▼(ほぼトルク電流が一定となった研磨プロセス)にあっては、平均トルク電流が大きいほど研磨レートが大きくなることがわかる。従って、この区間におけるモータのトルク電流(駆動電流)値が大きいほど研磨時間が短くなるように研磨時間を決定すればよい。
また、区分の仕方は、ドレッシング工程、研磨工程という明らかに異なるプロセスで区分することのみならず、同じ研磨工程の中でも区分することも含む。本実施の形態においては、研磨工程を区分▲2▼,▲3▼,▲4▼に区分した。すなわち、トルク電流の増加率に基いて、増加率が変化している区間(▲2▼及び▲3▼)と、増加率がほぼ一定している区間(▲4▼)に区分した。さらに区分▲2▼と区分▲3▼も、増加率の変化率が小さい区間(▲2▼)と、変化率が大きい区間(▲3▼)に区分した。本実施の形態においては、トルク電流の変化率が異なる区間では、異なるプロセスが発生しているものと扱って区分したものである。このようにトルク電流の変化率に応じて区分しておき、予めその区分の平均トルク電流と、研磨レートとの関係をとっておけば、より精度の高い終点検出が可能となる。
【0014】
また、さらに細かく区分し、その区分の平均トルク電流と、研磨レートの関係を出して、終点検出を行なっても良い。逆に区分数を少なくしても良い。
また、ターンテーブル22の回転トルクを示す情報であれば、トルク電流以外の情報を用いても良い。
なお、DLS以外の研磨プロセスに応じて同様の相関関係を求めておけば、その他の研磨プロセスにも適用可能である。このような情報は、例えばDB20に記録すればよい。すなわち、各説明変数の係数は、実験的に求められたものに過ぎず、研磨対象やプロセス、研磨条件(例えば砥液流量)等に応じて種々変化するものであるから、各条件に応じて種々の係数をDB20に保存することで、種々の研磨に適用可能である。
また、単純化のために区間のトルク電流の平均値を説明変数としたが、その他の値を用いても良い。また、重回帰式ではなくとも、その他の多変量解析手法を用いてエンドポイント検出を行なっても良い。
【0015】
【発明の効果】
本発明によれば、研磨クロスや砥液流量等の変化の影響の小さいエンドポイント検出が可能となる。
【図面の簡単な説明】
【図1】本発明の本実施の形態に係るCMP装置10の概略構成を示した図。
【図2】本発明の実施の形態におけるCMP装置10の研磨本体部分12の概略構成を示した図。
【図3】被加工物の一例を示した図。
【図4】本発明の実施の形態において、一連の研磨プロセス(ドレッシングプロセス及び研磨プロセスを含む)におけるターンテーブル22のトルク電流の時間変化を示した図。
【図5】本発明の実施の形態において、ドレッシング時におけるターンテーブル22の平均トルク電流と、研磨レートの関係を表した図。
【図6】本発明の実施の形態において、研磨中における平均トルク電流と研磨レートとの関係を示した図。
【符号の説明】
10 CMP装置,12 研磨部,22 ターンテーブル,24 研磨布,26 ドレッサ,W ウエハ。
Claims (10)
- 研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、
研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する工程と、
各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨レートをリアルタイムに算出し、この研磨レートと研磨する予定の膜厚値とから研磨時間を決定する工程とを備えることを特徴とする研磨方法。 - 前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程を備え、
このドレッシング工程における前記モータのトルク電流値および前記研磨プロセスに応じて区分された各区間におけるトルク電流値とを説明変数とした重回帰式に基いて被加工物の研磨時間を求めることを特徴とする請求項1記載の研磨方法。 - 前記トルク電流値の時間に対する変化率に基いて前記研磨プロセスの区分を行なうことを特徴とする請求項1または請求項2記載の研磨方法。
- 研磨クロスを備えるテーブルをモータで回転させて被加工物を研磨する研磨方法において、
研磨中における前記モータのトルク電流値を、前記トルク電流値の変化率に基いて分割された区分ごとに取得し、各トルク電流値に基いて前記被加工物の研磨時間を決定することを特徴とする研磨方法。 - 研磨クロスを備えるテーブルを回転させて被加工物を研磨する研磨工程と、前記被加工物を研磨していないときに、ドレッサを用いてドレッシングを行なうドレッシング工程とを備える研磨方法において、
前記ドレッシング工程における前記テーブルの回転トルクを示す情報に基いて前記研磨工程における前記被加工物の研磨時間を決定することを特徴とする研磨方法。 - 前記テーブルはモータで回転駆動され、前記回転トルクを示す情報とは、このモータの駆動電流を示す情報であることを特徴とする請求項5記載の研磨方法。
- 前記ドレッシング工程における前記モータの駆動電流を示す情報と、前記研磨工程における前記モータの駆動電流を示す情報とに基いて、前記研磨工程における前記被加工物の研磨時間を決定することを特徴とする請求項6記載の研磨方法。
- 前記ドレッシング工程における前記モータの駆動電流値が大きいほど前記研磨工程における前記被加工物の研磨時間が長くなるように研磨時間を決定することを特徴する請求項6または請求項7記載の研磨方法。
- 研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータと、このモータのトルク電流に基いて被加工物の研磨時間を決定する決定手段とを備えるCMP装置において、
前記決定手段は、
研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、
各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段とを備えることを特徴とするCMP装置。 - 研磨クロスを備えるテーブルと、このテーブルを回転駆動させるモータとを少なくとも備えるCMP装置の前記モータのトルク電流に基いた信号を入力として被加工物の研磨時間を決定する膜厚測定装置において、
研磨中における前記モータのトルク電流値を、研磨プロセスに応じて区分された区間ごとに取得する手段と、
各区間におけるトルク電流値を説明変数とした重回帰式に基いて被加工物の研磨時間を決定する手段と、
前記研磨時間に達した時点で前記CMP装置に研磨を終了させるための信号を出力させる手段とを備えることを特徴とする膜厚測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272544A JP2004106123A (ja) | 2002-09-19 | 2002-09-19 | 研磨方法、cmp装置及び膜厚測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272544A JP2004106123A (ja) | 2002-09-19 | 2002-09-19 | 研磨方法、cmp装置及び膜厚測定装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004106123A true JP2004106123A (ja) | 2004-04-08 |
Family
ID=32269532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002272544A Pending JP2004106123A (ja) | 2002-09-19 | 2002-09-19 | 研磨方法、cmp装置及び膜厚測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004106123A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006093192A (ja) * | 2004-09-21 | 2006-04-06 | Disco Abrasive Syst Ltd | ウェーハ研磨装置及びウェーハの研磨方法 |
| JP2009107083A (ja) * | 2007-10-31 | 2009-05-21 | Ebara Corp | 研磨装置および研磨方法 |
| CN102689267A (zh) * | 2011-03-24 | 2012-09-26 | 中芯国际集成电路制造(上海)有限公司 | 化学机械研磨方法 |
| WO2014002467A1 (ja) * | 2012-06-25 | 2014-01-03 | 株式会社Sumco | ワークの研磨方法およびワークの研磨装置 |
| JP2014008538A (ja) * | 2012-06-27 | 2014-01-20 | Disco Abrasive Syst Ltd | 研磨装置 |
| US9502318B2 (en) | 2014-06-17 | 2016-11-22 | Kabushiki Kaisha Toshiba | Polish apparatus, polish method, and method of manufacturing semiconductor device |
| US9902038B2 (en) | 2015-02-05 | 2018-02-27 | Toshiba Memory Corporation | Polishing apparatus, polishing method, and semiconductor manufacturing method |
| KR20180075669A (ko) | 2015-12-18 | 2018-07-04 | 가부시키가이샤 사무코 | 웨이퍼 연마 방법 및 연마 장치 |
| CN109940921A (zh) * | 2017-12-21 | 2019-06-28 | 菲特压片机械有限公司 | 用于调节旋转式压片机转子转速的方法以及旋转式压片机 |
| CN114102426A (zh) * | 2020-06-29 | 2022-03-01 | 株式会社荏原制作所 | 基板处理装置、基板处理方法以及存储有程序的存储介质 |
-
2002
- 2002-09-19 JP JP2002272544A patent/JP2004106123A/ja active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006093192A (ja) * | 2004-09-21 | 2006-04-06 | Disco Abrasive Syst Ltd | ウェーハ研磨装置及びウェーハの研磨方法 |
| JP2009107083A (ja) * | 2007-10-31 | 2009-05-21 | Ebara Corp | 研磨装置および研磨方法 |
| US8078306B2 (en) | 2007-10-31 | 2011-12-13 | Ebara Corporation | Polishing apparatus and polishing method |
| CN102689267A (zh) * | 2011-03-24 | 2012-09-26 | 中芯国际集成电路制造(上海)有限公司 | 化学机械研磨方法 |
| US9289876B2 (en) | 2012-06-25 | 2016-03-22 | Sumco Corporation | Method and apparatus for polishing work |
| TWI465317B (zh) * | 2012-06-25 | 2014-12-21 | 勝高股份有限公司 | 工作件的硏磨方法及工作件的硏磨裝置 |
| CN104380439A (zh) * | 2012-06-25 | 2015-02-25 | 胜高股份有限公司 | 工件研磨方法及工件研磨装置 |
| WO2014002467A1 (ja) * | 2012-06-25 | 2014-01-03 | 株式会社Sumco | ワークの研磨方法およびワークの研磨装置 |
| JPWO2014002467A1 (ja) * | 2012-06-25 | 2016-05-30 | 株式会社Sumco | ワークの研磨方法およびワークの研磨装置 |
| CN104380439B (zh) * | 2012-06-25 | 2016-09-07 | 胜高股份有限公司 | 工件研磨方法及工件研磨装置 |
| JP2014008538A (ja) * | 2012-06-27 | 2014-01-20 | Disco Abrasive Syst Ltd | 研磨装置 |
| US9502318B2 (en) | 2014-06-17 | 2016-11-22 | Kabushiki Kaisha Toshiba | Polish apparatus, polish method, and method of manufacturing semiconductor device |
| US9902038B2 (en) | 2015-02-05 | 2018-02-27 | Toshiba Memory Corporation | Polishing apparatus, polishing method, and semiconductor manufacturing method |
| KR20180075669A (ko) | 2015-12-18 | 2018-07-04 | 가부시키가이샤 사무코 | 웨이퍼 연마 방법 및 연마 장치 |
| US10744616B2 (en) | 2015-12-18 | 2020-08-18 | Sumco Corporation | Wafer polishing method and apparatus |
| CN109940921A (zh) * | 2017-12-21 | 2019-06-28 | 菲特压片机械有限公司 | 用于调节旋转式压片机转子转速的方法以及旋转式压片机 |
| JP2019115930A (ja) * | 2017-12-21 | 2019-07-18 | フェッテ コンパクティング ゲーエムベーハー | 回転式打錠機の回転子の回転子回転速度を制御する方法ならびに回転式打錠機 |
| US11511506B2 (en) * | 2017-12-21 | 2022-11-29 | Fette Compacting Gmbh | Method for controlling the rotor rotational speed of a rotor of a rotary tablet press, as well as a rotary tablet press |
| CN114102426A (zh) * | 2020-06-29 | 2022-03-01 | 株式会社荏原制作所 | 基板处理装置、基板处理方法以及存储有程序的存储介质 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3633062B2 (ja) | 研磨方法および研磨装置 | |
| JP3649493B2 (ja) | ポリッシングの終点決定方法及び装置 | |
| CN100378940C (zh) | 半导体晶片磨光的方法和系统 | |
| US6531399B2 (en) | Polishing method | |
| US6896583B2 (en) | Method and apparatus for conditioning a polishing pad | |
| US6609946B1 (en) | Method and system for polishing a semiconductor wafer | |
| JP2005026453A (ja) | 基板研磨装置および基板研磨方法 | |
| JPH04255218A (ja) | 平坦なウエーハを研磨する方法及びその装置 | |
| JPH11207572A (ja) | 研磨パッドの摩耗監視手段を組み込んだ研磨装置及びその操作方法 | |
| JPH1015807A (ja) | 研磨システム | |
| JP3321338B2 (ja) | 半導体装置の製造方法および製造装置 | |
| JP2003318140A (ja) | 研磨方法及び装置 | |
| US7767472B2 (en) | Substrate processing method and substrate processing apparatus | |
| JP2004106123A (ja) | 研磨方法、cmp装置及び膜厚測定装置 | |
| US20040038534A1 (en) | Apparatus and method for conditioning a polishing pad used for mechanical and/or chemical-mechanical planarization | |
| KR20070118279A (ko) | 연마 장치, 이 연마 장치를 이용한 반도체 디바이스 제조방법, 및 이 반도체 디바이스 제조 방법에 의해 제조된반도체 디바이스 | |
| JP2001260001A (ja) | 半導体装置の平坦化方法及びその装置 | |
| JPH0878369A (ja) | 研磨の終点検出方法及びその研磨装置 | |
| JP6989317B2 (ja) | 研磨装置、研磨方法、およびプログラム | |
| JP2002343753A (ja) | シミュレーション方法及び装置、加工装置、加工システム、並びに半導体デバイス製造方法 | |
| JPH10315124A (ja) | 研磨方法および研磨装置 | |
| JP2006066891A (ja) | 基板処理方法および基板処理装置 | |
| JP2953387B2 (ja) | ウェハの研磨装置及びウェハの研磨方法 | |
| JP3853106B2 (ja) | ポリッシング装置及び方法 | |
| TW202335792A (zh) | 研磨裝置及研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050415 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050606 |