JP2004142082A - 加工計画方法及び装置 - Google Patents
加工計画方法及び装置 Download PDFInfo
- Publication number
- JP2004142082A JP2004142082A JP2002312369A JP2002312369A JP2004142082A JP 2004142082 A JP2004142082 A JP 2004142082A JP 2002312369 A JP2002312369 A JP 2002312369A JP 2002312369 A JP2002312369 A JP 2002312369A JP 2004142082 A JP2004142082 A JP 2004142082A
- Authority
- JP
- Japan
- Prior art keywords
- machining
- positioning means
- speed positioning
- low
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 65
- 238000003754 machining Methods 0.000 claims description 312
- 230000007704 transition Effects 0.000 claims description 17
- 230000001133 acceleration Effects 0.000 claims description 15
- 238000004590 computer program Methods 0.000 claims description 8
- 230000004087 circulation Effects 0.000 claims description 4
- 238000009826 distribution Methods 0.000 claims description 4
- 238000004088 simulation Methods 0.000 claims description 3
- 239000006185 dispersion Substances 0.000 claims description 2
- 238000005553 drilling Methods 0.000 description 24
- 239000000758 substrate Substances 0.000 description 10
- 238000010586 diagram Methods 0.000 description 9
- 238000003672 processing method Methods 0.000 description 8
- 230000001186 cumulative effect Effects 0.000 description 5
- 238000005457 optimization Methods 0.000 description 4
- 230000006399 behavior Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
Images













Landscapes
- Numerical Control (AREA)
- Laser Beam Processing (AREA)
Abstract
【課題】最善の加工方式を選択可能として、加工時間を短縮する。
【解決手段】ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際に、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工140と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工160と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工150とを使い分ける。
【選択図】 図4
【解決手段】ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際に、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工140と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工160と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工150とを使い分ける。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能なXYステージ等の低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができないガルバノスキャナ等の高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法及び装置に係り、特に、レーザビームを照射してプリント配線基板等に複数の穴開け加工を行うレーザ穴開け機に用いるのに好適な、穴開け等の加工位置の2次元平面における分布状態を数学的に捉えて、XYステージの速度、加速度、軌道やガルバノスキャナの穴開け位置訪問順序等の機器の動作を効率良く計画することにより、加工時間を短縮することが可能な加工計画方法、該加工計画方法により決定された加工を行う加工方法、同様な加工計画装置、該加工計画装置を含む加工装置、前記加工計画方法を実施したり前記加工計画装置を実現するためのコンピュータプログラム、及び、該コンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体に関する。
【0002】
【従来の技術】
近年、電子機器の小型化や高密度実装化の要求に伴い、複数のプリント配線基板を重ね合わせた多層プリント配線基板が提供されるようになってきている。このような多層プリント配線基板では、上下に積層されたプリント配線基板のそれぞれに形成された導電層間を電気的に接続するため、これらの基板に、スルーホールあるいはビアホールと呼ばれる穴が形成される。そして、これらの穴の内部に導電膜を形成することにより、各プリント配線基板の導電層間の接続が行われる。
【0003】
プリント配線基板に形成される穴は、最近のプリント配線基板の小型化や高機能化に伴って小型化し、直径0.1mm以下になってきている。このような小径の穴を精度良く形成するために、パルス発振型のレーザビームが用いられている。
【0004】
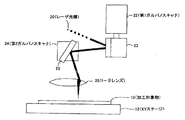
従来のパルス発振型レーザを用いたレーザ穴開け機の一般的な構成を図1に示す。本構成例は、図示しないレーザ発振器から照射される、例えばパルス状のレーザ光線20を、所定の方向(図1では紙面に垂直な方向)に走査するための回転ミラー23を含む第1ガルバノスキャナ22と、該第1ガルバノスキャナ22によって紙面に垂直な方向に走査されたレーザ光線を、該第1ガルバノスキャナ22による走査方向と垂直な方向(図1では紙面と平行な方向)に走査するための回転ミラー25を含む第2ガルバノスキャナ24と、前記第1及び第2ガルバノスキャナ22、24により2方向に走査されたレーザ光線を、XYステージ12上に固定された、基板等の加工対象物(ワークと称する)10の表面に対して垂直な方向に偏向して照射するためのf−θレンズ26とを備えている。
【0005】
このように、第1、第2ガルバノスキャナ22、24を用いることにより、レーザ光線20を、スキャナ先端の回転ミラー23、25に反射させ、進行方向を任意に変えることができる。ここで、回転ミラー23、25は軽量であるため、高速位置決めが可能である。
【0006】
前記ガルバノスキャナ22、24によって偏向したレーザ光線は、f−θレンズ26を通過して、ワーク10に集光する。このf−θレンズ26は、一般に高価なものであるために、サイズが限定されてしまい、そのため、あるタイミングにおけるビーム照射範囲(一般に加工エリアと称する)の大きさが数十mm角程度の正方形に制限されており、一般的なワーク10の大きさより狭い。
【0007】
そこで、XYステージ12によりワーク10を搬送することにより、広範囲な位置決めを可能としている。但し、XYステージ12は重量が大きいため、位置決めに費やす時間が大きい。
【0008】
このようにして、レーザ穴開け機は、高速狭範囲の位置決め装置であるガルバノスキャナ(以下、単にスキャナとも称する)、及び、低速広範囲の位置決め装置であるXYステージ(以下、単にステージとも称する)の2つの位置決め装置を用いることにより、高速広範囲な穴開け位置決めを行っている。
【0009】
従って、位置決めという観点から、動作形態(制御形態)を、次の2つに大きく分類することができる。
【0010】
(1)スキャナ、ステージの各単独制御
即ち、低速であるステージを停止させた状態での加工エリア内の一連のスキャナ走査及びレーザ加工と、ステージによるワークの搬送とを交互に行うことにより、基板全体の加工を行う形態であり、通常、ステップアンドリピートと呼ばれる。以下、低速位置決め手段停止加工又はステージ停止加工とも称する。
【0011】
(2)スキャナとステージの協調制御(同期制御とも称する)
ステージによりワークを搬送しつつスキャナ走査及びレーザ加工を行う形態であり、通常、協調制御又は同期制御と呼ばれる。以下、低速位置決め手段非停止加工又はステージ非停止加工とも称する。
【0012】
前記低速位置決め手段停止加工は、例えば特許文献1、低速位置決め手段非停止加工は、特許文献2、特許文献3等に記載されている。
【0013】
【特許文献1】
特許第3077539号公報
【特許文献2】
特許第3009740号公報
【特許文献3】
特開2000−100608公報
【0014】
このようなレーザ穴開け機の重要な性能の1つに加工速度があり、そのためには数学的最適化が適用されることが多い。出願人も、既にステップアンドリピート制御による加工計画については、特願2001−331550を提案し、協調制御による加工計画については、特願2002−26189を提案している。
【0015】
【発明が解決しようとする課題】
しかしながら、ワーク上に散在する複数の加工位置の分布状態によっては、前記ステップアンドリピート制御による加工、又は、協調制御による加工のいずれか一方のみを固定して用いるのでは、十分に加工速度を高めることができない場合があった。
【0016】
本発明は、前記従来の問題点を解決するべくなされたもので、最適な加工状態を選択可能として、加工時間を短縮することを第1の課題とする。
【0017】
本発明は、又、低速位置決め手段停止加工と低速位置決め手段非停止加工を組み合わせたハイブリッド加工を実現可能とすることを第2の課題とする。
【0018】
【課題を解決するための手段】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、の少なくとも一部を使い分けるようにして、前記第1の課題を解決したものである。
【0019】
又、前記加工の種類を、加工位置の散布状態に応じて選択するようにしたものである。
【0020】
更に、前記加工位置の配置の疎密のむらが激しい場合は、前記ハイブリッド加工を選択するようにしたものである。
【0021】
又、前記加工位置の配置が極めて密である場合は、前記低速位置決め手段停止加工を選択するようにしたものである。
【0022】
又、前記加工位置の配置がほぼ一様である場合は、前記低速位置決め手段非停止加工を選択するようにしたものである。
【0023】
又、複数の加工位置を2回以上巡回して加工する場合に、前記加工の種類を、巡回回数に応じて選択するようにしたものである。
【0024】
更に、前記巡回回数が設定値以上である場合は、前記低速位置決め手段停止加工を選択し、設定値未満である場合は、前記低速位置決め手段非停止加工又はハイブリッド加工を選択するようにしたものである。
【0025】
又、前記加工の種類を、加工時間のシミュレーション結果に応じて選択するようにしたものである。
【0026】
又、前記加工の種類を、各加工矩形毎に決定するようにしたものである。
【0027】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行なう低速位置決め手段停止加工領域に分け、前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定するようにして、前記第2の課題を解決したものである。
【0028】
又、前記低速位置決め手段の非停止加工から停止加工へ移行する段階における減速、及び、その逆における加速に際して、その減速又は加速時間中のエリアの遷移に対応して、最早開始時刻、最遅完了時刻の制約を修正するようにしたものである。
【0029】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分け、前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、前記第2加工矩形では、加工位置の有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定し、加工位置の無い箇所は低速位置決め手段を所定の速度パターンで高速に移動させるようにして、同じく前記第2の課題を解決したものである。
【0030】
本発明は、又、前記の加工計画方法により決定された加工を行なう加工方法を提供するものである。
【0031】
又、前記の加工計画方法又は加工方法を実施するためのコンピュータプログラムを提供するものである。
【0032】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、の少なくとも一部を使い分ける手段を備えることにより、前記第1の課題を解決したものである。
【0033】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行なう低速位置決め手段停止加工領域に分ける手段と、前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定する手段と、を備えることにより、前記第2の課題を解決したものである。
【0034】
又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分ける手段と、前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、前記第2加工矩形では、加工位置の有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定する手段と、を備えることにより、同じく前記第2の課題を解決したものである。
【0035】
本発明は、又、前記の加工計画装置を含む加工装置を提供するものである。
【0036】
又、前記の加工計画装置又は加工装置を実現するためのコンピュータプログラムを提供するものである。
【0037】
又、前記のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体を提供するものである。
【0038】
【発明の実施の形態】
以下図面を参照して、XYステージとガルバノスキャナを備えたレーザ穴開け機により加工を実行する場合に適用した本発明の実施形態を詳細に説明する。
【0039】
本実施形態は、図2に示す如く、レーザ穴開け機30と、例えばハードディスクやフレキシブルディスク等の外部メモリに記憶された、前記レーザ穴開け機30が加工を行なうための加工データファイル群42、該加工データファイル群42を変換する加工データ変換プログラム(Prg)44、例えば内部メモリに記憶された加工データ46、例えば外部メモリに記録された動作モデルファイル48、該動作モデルファイル48を読み込むための動作モデルファイル読込みプログラム(Prg)50、例えば内部メモリに記憶された動作モデルデータ52、本発明に係る加工計画プログラム(Prg)54、前記レーザ穴開け機30を制御する加工制御プログラム(Prg)56を含む、前記レーザ穴開け機30と通信可能なパソコン(PC)40とを備えている。
【0040】
なお、図2では、加工を制御する加工制御プログラム56と、加工を計画する加工計画プログラム54が、同じPC40内に収まっており、加工計画がオンラインで処理されるが、これらは別個でもよい。即ち、加工計画プログラム54は、オフラインで実行可能である。
【0041】
本実施形態において、PC40と通信可能なレーザ穴開け機30は、加工データ46に従って、加工制御プログラム56により制御され、加工を行なう。加工データ46は、通常、ハードディスクやフレキシブルディスク等の外部メモリにある加工データファイル群42を、加工データ変換プログラム44で変換することにより得られる。加工データ46は、レーザ穴開け機30を効率良く動かすために、加工計画プログラム54により更新される。この加工計画プログラム54は、内部機器(ガルバノスキャナ及びXYステージ)の動作をモデル化した動作モデル52を用いる。この動作モデル52は、通常、内部メモリに常駐していないので、外部メモリにある動作モデルファイル48を、動作モデルファイル読込みプログラム50を用いて読み込むことにより得る。
【0042】
本発明は、前記加工計画プログラム54に関するものである。
【0043】
以下、本発明を低速位置決め手段停止加工(ここではステージ停止加工)、低速位置決め手段非停止加工(ここではステージ非停止加工)、ハイブリッド加工の選択に関する部分と、ハイブリッド加工の具体的な計画方法について分けて説明する。なお、ステージ停止加工に関しては、出願人が既に提案した特願2001−331550に従い、ステージ非停止加工は、特願2002−26189に従うことができる。
【0044】
まず、方式の選択方法について説明する。
【0045】
方式の選択は、穴の散布状態によって決めるのが好適である。以下にその根拠を簡単に述べる。
【0046】
ステージ非停止加工の加工計画を難しくするケースとして、疎密のむらが激しい基板が挙げられる。特願2002−26189では、疎密が激しい基板においては、加工矩形分割工程において、矩形内のステージ進行方向に対して疎密が現われないようにするか、あるいは、加減速パターン決定工程において、疎な場所の速度を上げてやる方法を採っていた。しかしながら、前者は技術的に難しく、又、疎密のパターンがランダムであるような適用できない場合があり、又、後者は、一般的には、加減速中に精度良く加工を施すことは、等速動作中に施すのと比して難しい等の点で十分ではなかった。このような状況に対処すべき方法として、疎な個所に対してはステージ非停止加工がよいが、密な個所に対してはステージ停止加工がよいと考えられる。
【0047】
ステージ非停止加工の大きな特徴に、ステージ停止加工における加工を伴わないステージの動作時間をほぼそのまま削減できることがある。しかし、基板の穴が一様に極めて密である場合は、ステージ停止加工のままでも、全加工時間に対して、レーザ照射やスキャナ走査の時間の割合が、ステージの移動時間の割合よりも大きいので、ステージ非停止加工を用いてステージ移動時間を完全に削減しても効果が少ない。従って、基板の穴が一様に極めて密である場合は、高速ではないが、一般的にステージ非停止加工と比較して精度が良いと思われるステージ停止加工で加工すべきであると考えられる。
【0048】
従って、本発明では、特願2002−26189の図2に示したステージ非停止加工の加工計画に対して、図3に示す如く、方式の採択工程130を付加し、ステージ非停止加工が選択された矩形に対しては特願2002−26189の図2のステップ112に進み、ステージ非停止加工の加工計画を行なう。一方、ステージ停止加工が選択された矩形に対しては、ステップ140に進み、例えば特願2001−331550に記載のステージ停止加工の加工計画を行なう。又、ステップ130でハイブリッド加工が選択された矩形に対しては、ステップ150で、本明細書に記載のハイブリッド加工の加工計画を行なう。
【0049】
前記ステップ130における加工方式の選択は、例えば図4に示す如く、加工矩形内の穴散布状態に応じて選択することができる。
【0050】
即ち、まずステップ132で、図5(特願2002−26189の図19に対応)に示すような累積頻度グラフ(C)等を作成して、加工矩形内の穴散布状態が認識できる状態にする。そして、ステップ134で疎密のむらがあると判断できる場合は、ステップ150のハイブリッド加工を選択し、ステップ136で一様に十分に密であると判断できる場合は、ステップ140でステージ停止加工を選択し、それ以外の場合は、ステップ160でステージ非停止加工を選択する。
【0051】
前記疎密のむらの判断には、ステップ132で作成した累積頻度グラフを用いることができる。即ち、累積頻度グラフが直線的であれば疎密のむらは無いと判断でき、逆なら有りと判断できる。
【0052】
なお、特願2002−26189では、加工矩形分割工程で、基板全体の領域に適用していたが、図6(特願2002−26189の図24に対応)に示す方法も、ある領域についての疎密むら識別方法であるので、これを加工矩形に対し適用することも可能である。
【0053】
又、十分に密であるかの判断は、予め閾値を定めておき、単純に密度(=穴数/面積)が閾値を超えているかどうかで判断すればよい。
【0054】
なお、方式の選択は、散布状態によるものに限定されず、例えば、いわゆるサイクル加工のサイクル回数による判断も可能である。即ち、複数の穴を、1回だけ巡回するのではなく、2回以上巡回して、穴を開ける加工をする場合があるが、その巡回回数に閾値を設定し、図7に示す如く、ステップ138で巡回回数が閾値以上と判断されれば、ステップ140でステージ停止加工を採択し、閾値未満であれば、ステップ170でステージ非停止加工又はハイブリッド加工を採択することができる。これは、巡回回数が多いゆえに、全加工時間に対して、レーザ照射やスキャナ走査時間の割合が、ステージ動作時間の割合よりも大きくなる場合にステージ停止加工が向いている、という事実に基づく方法である。
【0055】
あるいは、各加工矩形それぞれについて、ステージ停止加工、ステージ非停止加工、ハイブリッド加工の3方式全てについて、加工時間をシミュレーションし、最も加工が速い方式をその矩形の加工方法として採択することもできる。
【0056】
又、前記加工計画プログラム54による方式の自動選択でなく、手動設定とすることも可能である。即ち、加工計画プログラム54のマンマシンインターフェースにおいて、3つの加工のいずれかを選択可能とし、加工計画当事者が、それら3つのいずれかを採択することができる。ここで、当事者が例えばハイブリッド加工を採択したにも拘らず、ステージ停止加工又はステージ非停止加工でないと意味が無いような基板の場合(例えば、矩形内のステージ進行方向に対して疎密があまり無い場合など)は、例えば警告を発生し、これらのいずれかを採択させるようにすることもできる。
【0057】
次に、各加工矩形内におけるハイブリッド加工の計画方法について説明する。
【0058】
各加工矩形内におけるハイブリッド加工については、図8に示す如く、矩形内における疎密を識別後、疎な個所はステージ非停止加工を、密な個所はステージ停止加工を施す方法(横方向ハイブリッド加工と称する)、又は、図9に示す如く、矩形内における疎密を識別後、密な個所から、他の疎な個所と同じ数だけの穴を抽出した結果得られる、一様に疎な加工矩形と、残った穴及び穴のない個所による加工矩形とに2分し、疎な加工矩形にはステージ非停止加工を、残った穴による加工矩形にはステージ停止加工を施す方法(重複ハイブリッド加工と称する)を行なうことができる。ここで、図8及び図9では、ステージ移動が横であり、又、スキャン範囲である矩形状の加工エリアがステージ移動と反対方向に横移動する。
【0059】
以下、各ハイブリッド加工方法について詳細に説明する。
【0060】
(1)横方向ハイブリッド加工
図10に、横方向ハイブリッド加工における加工エリアの上下限の遷移と、加工を施す点のY座標の遷移とを時系列に表わす。なお、図10及び図14では、加工エリア遷移移動方向を+又は−Yとし、横軸を時間、縦軸をY方向の位置とする。ここで、基板上での加工エリアの遷移方向とステージ移動方向とは正反対であることに注意する。
【0061】
図10に示す如く、疎な個所では、ステージが高速で等速動作中に加工を行ない(ステージ非停止加工)、密な個所では、ステージを一旦停止する。なお、加減速中は、本実施形態では加工を施さないこととする。ここで、従来の場合(特に加工速度が等速である場合)のエリア上下限遷移の時系列を破線Aで示す。従来の場合、密な個所にステージ速度を制限されてしまい、効率的な計画が困難であったが、本発明の場合は、疎な場所と密な場所とを切り分けたため、密な個所で停止してしまうタイムロスを、疎な個所での高速ステージ動作で補い、従来の加工より高速な加工が可能である。
【0062】
このような加工を実現するためには、次のように加工計画を行なう。即ち、図11に示す如く、まず、ステージ非停止加工を行なう領域とステージ停止加工を行なう領域とに分け(ステップ200)、次いで、ステージ非停止加工を行なう領域では、特願2002−26189に記載した各加工矩形内の穴開け位置訪問順序及び低速位置決め手段(ステージ)動作速度最適化工程(ステップ204)を行ない、ステージ停止加工を行なう領域では、特願2001−331550に記載したように、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて穴開け順序を最適化する(ステップ208)。
【0063】
次に、ステージ非停止加工を行なう領域(以下ではステージ非停止加工領域と称する)とステージ停止加工を行なう領域(ステージ停止加工領域と称する)とに分ける工程200について詳細に説明する。この工程200は、まずステージ停止加工領域の配置を決定し、残りの領域をステージ非停止加工領域としている。
【0064】
具体的には、図12(特願2002−26189の図54に対応)に示すような工程で密なシーケンスを見分け、そのシーケンス(穴の集合)を含む矩形(複数で有り得る)をステージ停止加工領域とする。
【0065】
あるいは、図5に示した累積頻度グラフを求める工程において得られた、加工エリア遷移方向に沿う頻度グラフの頻度が規定値を超える領域を含む矩形をステージ停止加工領域とする。
【0066】
そして、各ステージ停止加工領域を、最少個数の正方形(加工エリア)で覆う。ここで、最少個数とは、エリア遷移方向の辺の長さがwのステージ停止加工領域の場合、{(w−α)/D}+1(αは十分に小さい正の数)の整数部である。あるいは、厳密には、出願人が特願2002−10460で提案した方法を用いることもできる。なお、覆い方は任意でよい。
【0067】
ここで、ステージ非停止状態からステージ停止状態へ移行する段階における減速、及び、その逆における加速に時間が必要であり、その減速又は加速時間中にエリアが遷移してしまうことに注意が必要である。これに対して、特願2002−26189に記載した、各加工矩形内の穴開け位置訪問順序及び低速位置決め手段動作速度最適化工程を、図13のように変形して適用する。
【0068】
図13上段の(A)は、ステージ非停止状態からステージ停止状態へと移行する段階における減速、及び、その逆における加速の概念図である。ここで、エリアは左から右(Xが正の方向)に進行するとしている。ステージ非停止加工領域の右端の位置(X座標)をMAXで、左端の位置をMINで表わす。加減速中には加工を行わない場合、減速時は図13の中段(B)に示すように、ステージ非停止加工領域の端位置MAXから、減速に必要な距離L以内の領域(減速領域と称する)にある点は、エリアの左端が位置MAX−Lに至るまでに加工を完了していなければならない。又、図13の下段(C)に示すように、ステージ非停止加工領域の端位置MINから、加速に必要な領域L´以内の領域(加速領域と称する)にある点は、エリアの右端が位置MIN+L´に至るまでは加工ができない。
【0069】
これらの制約を、特願2002−26189で提案した最早開始時刻、最遅完了時刻に反映させる。特願2002−26189によれば、MINからの距離がxの点における最早開始時刻はx/V、最遅完了時刻は(x+D)/Vである。ここで、加工開始時刻(エリアの右端が加工矩形に一致した時間)を0、ステージの速度をV、加工エリアのサイズ又はそれより若干小さい値をDとしている。
【0070】
これらの値を、本発明では、減速領域にある点MINからの距離がxの点における最遅完了時刻を(x+D−L)/Vとし、減速領域にある点MINからの距離がxの点における最早開始時刻を(x+L´)/Vとする。この変形だけで、特願2002−26189と同じ手法で、穴開け位置訪問順序及び低速位置決め手段動作速度最適化を実行する。
【0071】
なお、ここで加減速に必要な距離L及びL´は、想定している装置では数mm程度であることが分かっている。目安に過ぎないが、速度200mm/秒まで、加速度一定で立ち上げるのに要する時間が0.05秒であるなら、進む距離は、(1/2)×200×0.05=5mmである。これは加工エリアの大きさDより小さいので、D−L<0、即ち最早開始時刻>最遅完了時刻(加工計画不能)となるようなことは無い。
【0072】
(2)重複ハイブリッド加工
図14に、重複ハイブリッド加工における加工エリアの上下限の遷移と、加工を施す点のY座標の遷移とを時系列に表わす。図14に示す如く、1つの加工矩形を、疎密が一様な加工矩形(請求項の第1加工矩形、以下、一様矩形と称する)と、残りの点による加工矩形(ステージ停止加工における複数の加工エリア)(請求項の第2加工矩形、以下、残点矩形と称する)とに分離する。
【0073】
実際の加工方法は、例えば、まず一様矩形をステージ非停止加工により加工した後、Uターンして、ステージ非停止加工の時とは逆向きにステージを進行させ、残点矩形において穴が存在する個所を順次ステージ停止加工することができる。なお、穴が存在する箇所間の移動は、通常のステップアンドリピートのように所定の速度パターンにて移動を行う。
【0074】
本実施形態の場合、ステージのUターンや加減速のような、加工をできない時間はタイムロスであるが、一様矩形の加工は極めて高速であるため、全体的には従来の加工より高速である。横方向ハイブリッド加工と同じく、ステージ非停止加工の加工計画は特願2002−26189に従い、ステージ停止加工の加工計画は特願2001−331550に従うことができる。
【0075】
なお、一様矩形に含まれる点と、残りの点とを分ける工程は、既に説明したステージ停止加工領域の配置を決定する工程と、該ステージ停止加工領域内の点を一様矩形あるいは残点矩形のどちらに属するかを確定する工程とに分かれる。
【0076】
このうち、ステージ停止加工領域内の点を、一様矩形あるいは残点矩形のどちらに属するかを確定する工程には、頻度グラフを用いて、ステージ停止加工領域から、それ以外の領域の密度と同等の穴数は、一様矩形に属するとし、残りを残点矩形に属するとすることができる。具体的には、頻度グラフのステージ停止加工領域にあたる箇所から、ランダムに間引きすれば良い。
【0077】
なお、前記実施形態においては、高速位置決め手段がスキャナとされ、低速位置決め手段がステージとされていたが、位置決め手段の種類や組合せはこれに限定されず、例えば出願人が特開2000−71089や特開2000−334637で提案したような、リニアモータXYステージと高速加工ヘッドを組み合わせたスクリーンカットシステムあるいはフラッシュカットシステムであってもよい。
【0078】
又、適用対象も、点状の加工を行なうレーザ穴開け機に限定されず、線状の加工を行なうレーザ切断機、特開平11−149317に記載された2ヘッドレーザ加工機やレーザビーム以外の加工手段を用いた一般の加工機(例えば機械式ドリルによる穴開け装置)であって、2つ以上の位置決め装置を同時に駆動させることにより位置決めを高速化することが可能なもの全般、更には、マーキング装置や露光装置にも同様に適用できることは明らかである。
【0079】
【発明の効果】
本発明によれば、加工の事前段階において、加工を効率良く行なうための計画が可能となり、加工時間を短縮することが可能となる。
【図面の簡単な説明】
【図1】本発明の適用対象の一例であるレーザ穴開け機の要部構成を示す正面図
【図2】本発明が実施される、オンライン構成の実施形態の構成を示すブロック図
【図3】本発明の実施形態における全体的な処理工程を示す流れ図
【図4】同じく加工方式選択工程の一例を示す流れ図
【図5】図4の工程で用いる累積頻度グラフの例を示す線図
【図6】同じく加工方式選択工程の他の例で用いる穴開け位置の疎/密の階層分けの概念図
【図7】同じく加工方式選択工程の更に他の例を示す流れ図
【図8】前記実施形態で用いる各加工矩形内における横方向ハイブリッド加工の概念図
【図9】同じく重複ハイブリッド加工の概念図
【図10】前記横方向ハイブリッド加工の時系列図
【図11】前記横方向ハイブリッド加工の加工計画を示す流れ図
【図12】前記加工計画における密なシーケンスの見分け方の工程を示す流れ図
【図13】同じく加減速領域の照射可能時間を示す線図
【図14】前記重複ハイブリッド加工の時系列図
【符号の説明】
10…加工対象物(ワーク)
12…XYステージ
20…レーザ光線
22、24…ガルバノスキャナ
23、25…回転ミラー
26…f−θレンズ
30…レーザ穴開け機
40…PC(パソコン)
42…加工データファイル群
44…加工データ変換プログラム
46…加工データ
48…動作モデルファイル
50…動作モデル読込みプログラム
52…動作モデルデータ
54…加工計画プログラム
56…加工制御プログラム
【発明の属する技術分野】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能なXYステージ等の低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができないガルバノスキャナ等の高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法及び装置に係り、特に、レーザビームを照射してプリント配線基板等に複数の穴開け加工を行うレーザ穴開け機に用いるのに好適な、穴開け等の加工位置の2次元平面における分布状態を数学的に捉えて、XYステージの速度、加速度、軌道やガルバノスキャナの穴開け位置訪問順序等の機器の動作を効率良く計画することにより、加工時間を短縮することが可能な加工計画方法、該加工計画方法により決定された加工を行う加工方法、同様な加工計画装置、該加工計画装置を含む加工装置、前記加工計画方法を実施したり前記加工計画装置を実現するためのコンピュータプログラム、及び、該コンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体に関する。
【0002】
【従来の技術】
近年、電子機器の小型化や高密度実装化の要求に伴い、複数のプリント配線基板を重ね合わせた多層プリント配線基板が提供されるようになってきている。このような多層プリント配線基板では、上下に積層されたプリント配線基板のそれぞれに形成された導電層間を電気的に接続するため、これらの基板に、スルーホールあるいはビアホールと呼ばれる穴が形成される。そして、これらの穴の内部に導電膜を形成することにより、各プリント配線基板の導電層間の接続が行われる。
【0003】
プリント配線基板に形成される穴は、最近のプリント配線基板の小型化や高機能化に伴って小型化し、直径0.1mm以下になってきている。このような小径の穴を精度良く形成するために、パルス発振型のレーザビームが用いられている。
【0004】
従来のパルス発振型レーザを用いたレーザ穴開け機の一般的な構成を図1に示す。本構成例は、図示しないレーザ発振器から照射される、例えばパルス状のレーザ光線20を、所定の方向(図1では紙面に垂直な方向)に走査するための回転ミラー23を含む第1ガルバノスキャナ22と、該第1ガルバノスキャナ22によって紙面に垂直な方向に走査されたレーザ光線を、該第1ガルバノスキャナ22による走査方向と垂直な方向(図1では紙面と平行な方向)に走査するための回転ミラー25を含む第2ガルバノスキャナ24と、前記第1及び第2ガルバノスキャナ22、24により2方向に走査されたレーザ光線を、XYステージ12上に固定された、基板等の加工対象物(ワークと称する)10の表面に対して垂直な方向に偏向して照射するためのf−θレンズ26とを備えている。
【0005】
このように、第1、第2ガルバノスキャナ22、24を用いることにより、レーザ光線20を、スキャナ先端の回転ミラー23、25に反射させ、進行方向を任意に変えることができる。ここで、回転ミラー23、25は軽量であるため、高速位置決めが可能である。
【0006】
前記ガルバノスキャナ22、24によって偏向したレーザ光線は、f−θレンズ26を通過して、ワーク10に集光する。このf−θレンズ26は、一般に高価なものであるために、サイズが限定されてしまい、そのため、あるタイミングにおけるビーム照射範囲(一般に加工エリアと称する)の大きさが数十mm角程度の正方形に制限されており、一般的なワーク10の大きさより狭い。
【0007】
そこで、XYステージ12によりワーク10を搬送することにより、広範囲な位置決めを可能としている。但し、XYステージ12は重量が大きいため、位置決めに費やす時間が大きい。
【0008】
このようにして、レーザ穴開け機は、高速狭範囲の位置決め装置であるガルバノスキャナ(以下、単にスキャナとも称する)、及び、低速広範囲の位置決め装置であるXYステージ(以下、単にステージとも称する)の2つの位置決め装置を用いることにより、高速広範囲な穴開け位置決めを行っている。
【0009】
従って、位置決めという観点から、動作形態(制御形態)を、次の2つに大きく分類することができる。
【0010】
(1)スキャナ、ステージの各単独制御
即ち、低速であるステージを停止させた状態での加工エリア内の一連のスキャナ走査及びレーザ加工と、ステージによるワークの搬送とを交互に行うことにより、基板全体の加工を行う形態であり、通常、ステップアンドリピートと呼ばれる。以下、低速位置決め手段停止加工又はステージ停止加工とも称する。
【0011】
(2)スキャナとステージの協調制御(同期制御とも称する)
ステージによりワークを搬送しつつスキャナ走査及びレーザ加工を行う形態であり、通常、協調制御又は同期制御と呼ばれる。以下、低速位置決め手段非停止加工又はステージ非停止加工とも称する。
【0012】
前記低速位置決め手段停止加工は、例えば特許文献1、低速位置決め手段非停止加工は、特許文献2、特許文献3等に記載されている。
【0013】
【特許文献1】
特許第3077539号公報
【特許文献2】
特許第3009740号公報
【特許文献3】
特開2000−100608公報
【0014】
このようなレーザ穴開け機の重要な性能の1つに加工速度があり、そのためには数学的最適化が適用されることが多い。出願人も、既にステップアンドリピート制御による加工計画については、特願2001−331550を提案し、協調制御による加工計画については、特願2002−26189を提案している。
【0015】
【発明が解決しようとする課題】
しかしながら、ワーク上に散在する複数の加工位置の分布状態によっては、前記ステップアンドリピート制御による加工、又は、協調制御による加工のいずれか一方のみを固定して用いるのでは、十分に加工速度を高めることができない場合があった。
【0016】
本発明は、前記従来の問題点を解決するべくなされたもので、最適な加工状態を選択可能として、加工時間を短縮することを第1の課題とする。
【0017】
本発明は、又、低速位置決め手段停止加工と低速位置決め手段非停止加工を組み合わせたハイブリッド加工を実現可能とすることを第2の課題とする。
【0018】
【課題を解決するための手段】
本発明は、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、の少なくとも一部を使い分けるようにして、前記第1の課題を解決したものである。
【0019】
又、前記加工の種類を、加工位置の散布状態に応じて選択するようにしたものである。
【0020】
更に、前記加工位置の配置の疎密のむらが激しい場合は、前記ハイブリッド加工を選択するようにしたものである。
【0021】
又、前記加工位置の配置が極めて密である場合は、前記低速位置決め手段停止加工を選択するようにしたものである。
【0022】
又、前記加工位置の配置がほぼ一様である場合は、前記低速位置決め手段非停止加工を選択するようにしたものである。
【0023】
又、複数の加工位置を2回以上巡回して加工する場合に、前記加工の種類を、巡回回数に応じて選択するようにしたものである。
【0024】
更に、前記巡回回数が設定値以上である場合は、前記低速位置決め手段停止加工を選択し、設定値未満である場合は、前記低速位置決め手段非停止加工又はハイブリッド加工を選択するようにしたものである。
【0025】
又、前記加工の種類を、加工時間のシミュレーション結果に応じて選択するようにしたものである。
【0026】
又、前記加工の種類を、各加工矩形毎に決定するようにしたものである。
【0027】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行なう低速位置決め手段停止加工領域に分け、前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定するようにして、前記第2の課題を解決したものである。
【0028】
又、前記低速位置決め手段の非停止加工から停止加工へ移行する段階における減速、及び、その逆における加速に際して、その減速又は加速時間中のエリアの遷移に対応して、最早開始時刻、最遅完了時刻の制約を修正するようにしたものである。
【0029】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分け、前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、前記第2加工矩形では、加工位置の有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定し、加工位置の無い箇所は低速位置決め手段を所定の速度パターンで高速に移動させるようにして、同じく前記第2の課題を解決したものである。
【0030】
本発明は、又、前記の加工計画方法により決定された加工を行なう加工方法を提供するものである。
【0031】
又、前記の加工計画方法又は加工方法を実施するためのコンピュータプログラムを提供するものである。
【0032】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、の少なくとも一部を使い分ける手段を備えることにより、前記第1の課題を解決したものである。
【0033】
本発明は、又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行なう低速位置決め手段停止加工領域に分ける手段と、前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定する手段と、を備えることにより、前記第2の課題を解決したものである。
【0034】
又、ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を用いて、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分ける手段と、前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、前記第2加工矩形では、加工位置の有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定する手段と、を備えることにより、同じく前記第2の課題を解決したものである。
【0035】
本発明は、又、前記の加工計画装置を含む加工装置を提供するものである。
【0036】
又、前記の加工計画装置又は加工装置を実現するためのコンピュータプログラムを提供するものである。
【0037】
又、前記のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体を提供するものである。
【0038】
【発明の実施の形態】
以下図面を参照して、XYステージとガルバノスキャナを備えたレーザ穴開け機により加工を実行する場合に適用した本発明の実施形態を詳細に説明する。
【0039】
本実施形態は、図2に示す如く、レーザ穴開け機30と、例えばハードディスクやフレキシブルディスク等の外部メモリに記憶された、前記レーザ穴開け機30が加工を行なうための加工データファイル群42、該加工データファイル群42を変換する加工データ変換プログラム(Prg)44、例えば内部メモリに記憶された加工データ46、例えば外部メモリに記録された動作モデルファイル48、該動作モデルファイル48を読み込むための動作モデルファイル読込みプログラム(Prg)50、例えば内部メモリに記憶された動作モデルデータ52、本発明に係る加工計画プログラム(Prg)54、前記レーザ穴開け機30を制御する加工制御プログラム(Prg)56を含む、前記レーザ穴開け機30と通信可能なパソコン(PC)40とを備えている。
【0040】
なお、図2では、加工を制御する加工制御プログラム56と、加工を計画する加工計画プログラム54が、同じPC40内に収まっており、加工計画がオンラインで処理されるが、これらは別個でもよい。即ち、加工計画プログラム54は、オフラインで実行可能である。
【0041】
本実施形態において、PC40と通信可能なレーザ穴開け機30は、加工データ46に従って、加工制御プログラム56により制御され、加工を行なう。加工データ46は、通常、ハードディスクやフレキシブルディスク等の外部メモリにある加工データファイル群42を、加工データ変換プログラム44で変換することにより得られる。加工データ46は、レーザ穴開け機30を効率良く動かすために、加工計画プログラム54により更新される。この加工計画プログラム54は、内部機器(ガルバノスキャナ及びXYステージ)の動作をモデル化した動作モデル52を用いる。この動作モデル52は、通常、内部メモリに常駐していないので、外部メモリにある動作モデルファイル48を、動作モデルファイル読込みプログラム50を用いて読み込むことにより得る。
【0042】
本発明は、前記加工計画プログラム54に関するものである。
【0043】
以下、本発明を低速位置決め手段停止加工(ここではステージ停止加工)、低速位置決め手段非停止加工(ここではステージ非停止加工)、ハイブリッド加工の選択に関する部分と、ハイブリッド加工の具体的な計画方法について分けて説明する。なお、ステージ停止加工に関しては、出願人が既に提案した特願2001−331550に従い、ステージ非停止加工は、特願2002−26189に従うことができる。
【0044】
まず、方式の選択方法について説明する。
【0045】
方式の選択は、穴の散布状態によって決めるのが好適である。以下にその根拠を簡単に述べる。
【0046】
ステージ非停止加工の加工計画を難しくするケースとして、疎密のむらが激しい基板が挙げられる。特願2002−26189では、疎密が激しい基板においては、加工矩形分割工程において、矩形内のステージ進行方向に対して疎密が現われないようにするか、あるいは、加減速パターン決定工程において、疎な場所の速度を上げてやる方法を採っていた。しかしながら、前者は技術的に難しく、又、疎密のパターンがランダムであるような適用できない場合があり、又、後者は、一般的には、加減速中に精度良く加工を施すことは、等速動作中に施すのと比して難しい等の点で十分ではなかった。このような状況に対処すべき方法として、疎な個所に対してはステージ非停止加工がよいが、密な個所に対してはステージ停止加工がよいと考えられる。
【0047】
ステージ非停止加工の大きな特徴に、ステージ停止加工における加工を伴わないステージの動作時間をほぼそのまま削減できることがある。しかし、基板の穴が一様に極めて密である場合は、ステージ停止加工のままでも、全加工時間に対して、レーザ照射やスキャナ走査の時間の割合が、ステージの移動時間の割合よりも大きいので、ステージ非停止加工を用いてステージ移動時間を完全に削減しても効果が少ない。従って、基板の穴が一様に極めて密である場合は、高速ではないが、一般的にステージ非停止加工と比較して精度が良いと思われるステージ停止加工で加工すべきであると考えられる。
【0048】
従って、本発明では、特願2002−26189の図2に示したステージ非停止加工の加工計画に対して、図3に示す如く、方式の採択工程130を付加し、ステージ非停止加工が選択された矩形に対しては特願2002−26189の図2のステップ112に進み、ステージ非停止加工の加工計画を行なう。一方、ステージ停止加工が選択された矩形に対しては、ステップ140に進み、例えば特願2001−331550に記載のステージ停止加工の加工計画を行なう。又、ステップ130でハイブリッド加工が選択された矩形に対しては、ステップ150で、本明細書に記載のハイブリッド加工の加工計画を行なう。
【0049】
前記ステップ130における加工方式の選択は、例えば図4に示す如く、加工矩形内の穴散布状態に応じて選択することができる。
【0050】
即ち、まずステップ132で、図5(特願2002−26189の図19に対応)に示すような累積頻度グラフ(C)等を作成して、加工矩形内の穴散布状態が認識できる状態にする。そして、ステップ134で疎密のむらがあると判断できる場合は、ステップ150のハイブリッド加工を選択し、ステップ136で一様に十分に密であると判断できる場合は、ステップ140でステージ停止加工を選択し、それ以外の場合は、ステップ160でステージ非停止加工を選択する。
【0051】
前記疎密のむらの判断には、ステップ132で作成した累積頻度グラフを用いることができる。即ち、累積頻度グラフが直線的であれば疎密のむらは無いと判断でき、逆なら有りと判断できる。
【0052】
なお、特願2002−26189では、加工矩形分割工程で、基板全体の領域に適用していたが、図6(特願2002−26189の図24に対応)に示す方法も、ある領域についての疎密むら識別方法であるので、これを加工矩形に対し適用することも可能である。
【0053】
又、十分に密であるかの判断は、予め閾値を定めておき、単純に密度(=穴数/面積)が閾値を超えているかどうかで判断すればよい。
【0054】
なお、方式の選択は、散布状態によるものに限定されず、例えば、いわゆるサイクル加工のサイクル回数による判断も可能である。即ち、複数の穴を、1回だけ巡回するのではなく、2回以上巡回して、穴を開ける加工をする場合があるが、その巡回回数に閾値を設定し、図7に示す如く、ステップ138で巡回回数が閾値以上と判断されれば、ステップ140でステージ停止加工を採択し、閾値未満であれば、ステップ170でステージ非停止加工又はハイブリッド加工を採択することができる。これは、巡回回数が多いゆえに、全加工時間に対して、レーザ照射やスキャナ走査時間の割合が、ステージ動作時間の割合よりも大きくなる場合にステージ停止加工が向いている、という事実に基づく方法である。
【0055】
あるいは、各加工矩形それぞれについて、ステージ停止加工、ステージ非停止加工、ハイブリッド加工の3方式全てについて、加工時間をシミュレーションし、最も加工が速い方式をその矩形の加工方法として採択することもできる。
【0056】
又、前記加工計画プログラム54による方式の自動選択でなく、手動設定とすることも可能である。即ち、加工計画プログラム54のマンマシンインターフェースにおいて、3つの加工のいずれかを選択可能とし、加工計画当事者が、それら3つのいずれかを採択することができる。ここで、当事者が例えばハイブリッド加工を採択したにも拘らず、ステージ停止加工又はステージ非停止加工でないと意味が無いような基板の場合(例えば、矩形内のステージ進行方向に対して疎密があまり無い場合など)は、例えば警告を発生し、これらのいずれかを採択させるようにすることもできる。
【0057】
次に、各加工矩形内におけるハイブリッド加工の計画方法について説明する。
【0058】
各加工矩形内におけるハイブリッド加工については、図8に示す如く、矩形内における疎密を識別後、疎な個所はステージ非停止加工を、密な個所はステージ停止加工を施す方法(横方向ハイブリッド加工と称する)、又は、図9に示す如く、矩形内における疎密を識別後、密な個所から、他の疎な個所と同じ数だけの穴を抽出した結果得られる、一様に疎な加工矩形と、残った穴及び穴のない個所による加工矩形とに2分し、疎な加工矩形にはステージ非停止加工を、残った穴による加工矩形にはステージ停止加工を施す方法(重複ハイブリッド加工と称する)を行なうことができる。ここで、図8及び図9では、ステージ移動が横であり、又、スキャン範囲である矩形状の加工エリアがステージ移動と反対方向に横移動する。
【0059】
以下、各ハイブリッド加工方法について詳細に説明する。
【0060】
(1)横方向ハイブリッド加工
図10に、横方向ハイブリッド加工における加工エリアの上下限の遷移と、加工を施す点のY座標の遷移とを時系列に表わす。なお、図10及び図14では、加工エリア遷移移動方向を+又は−Yとし、横軸を時間、縦軸をY方向の位置とする。ここで、基板上での加工エリアの遷移方向とステージ移動方向とは正反対であることに注意する。
【0061】
図10に示す如く、疎な個所では、ステージが高速で等速動作中に加工を行ない(ステージ非停止加工)、密な個所では、ステージを一旦停止する。なお、加減速中は、本実施形態では加工を施さないこととする。ここで、従来の場合(特に加工速度が等速である場合)のエリア上下限遷移の時系列を破線Aで示す。従来の場合、密な個所にステージ速度を制限されてしまい、効率的な計画が困難であったが、本発明の場合は、疎な場所と密な場所とを切り分けたため、密な個所で停止してしまうタイムロスを、疎な個所での高速ステージ動作で補い、従来の加工より高速な加工が可能である。
【0062】
このような加工を実現するためには、次のように加工計画を行なう。即ち、図11に示す如く、まず、ステージ非停止加工を行なう領域とステージ停止加工を行なう領域とに分け(ステップ200)、次いで、ステージ非停止加工を行なう領域では、特願2002−26189に記載した各加工矩形内の穴開け位置訪問順序及び低速位置決め手段(ステージ)動作速度最適化工程(ステップ204)を行ない、ステージ停止加工を行なう領域では、特願2001−331550に記載したように、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて穴開け順序を最適化する(ステップ208)。
【0063】
次に、ステージ非停止加工を行なう領域(以下ではステージ非停止加工領域と称する)とステージ停止加工を行なう領域(ステージ停止加工領域と称する)とに分ける工程200について詳細に説明する。この工程200は、まずステージ停止加工領域の配置を決定し、残りの領域をステージ非停止加工領域としている。
【0064】
具体的には、図12(特願2002−26189の図54に対応)に示すような工程で密なシーケンスを見分け、そのシーケンス(穴の集合)を含む矩形(複数で有り得る)をステージ停止加工領域とする。
【0065】
あるいは、図5に示した累積頻度グラフを求める工程において得られた、加工エリア遷移方向に沿う頻度グラフの頻度が規定値を超える領域を含む矩形をステージ停止加工領域とする。
【0066】
そして、各ステージ停止加工領域を、最少個数の正方形(加工エリア)で覆う。ここで、最少個数とは、エリア遷移方向の辺の長さがwのステージ停止加工領域の場合、{(w−α)/D}+1(αは十分に小さい正の数)の整数部である。あるいは、厳密には、出願人が特願2002−10460で提案した方法を用いることもできる。なお、覆い方は任意でよい。
【0067】
ここで、ステージ非停止状態からステージ停止状態へ移行する段階における減速、及び、その逆における加速に時間が必要であり、その減速又は加速時間中にエリアが遷移してしまうことに注意が必要である。これに対して、特願2002−26189に記載した、各加工矩形内の穴開け位置訪問順序及び低速位置決め手段動作速度最適化工程を、図13のように変形して適用する。
【0068】
図13上段の(A)は、ステージ非停止状態からステージ停止状態へと移行する段階における減速、及び、その逆における加速の概念図である。ここで、エリアは左から右(Xが正の方向)に進行するとしている。ステージ非停止加工領域の右端の位置(X座標)をMAXで、左端の位置をMINで表わす。加減速中には加工を行わない場合、減速時は図13の中段(B)に示すように、ステージ非停止加工領域の端位置MAXから、減速に必要な距離L以内の領域(減速領域と称する)にある点は、エリアの左端が位置MAX−Lに至るまでに加工を完了していなければならない。又、図13の下段(C)に示すように、ステージ非停止加工領域の端位置MINから、加速に必要な領域L´以内の領域(加速領域と称する)にある点は、エリアの右端が位置MIN+L´に至るまでは加工ができない。
【0069】
これらの制約を、特願2002−26189で提案した最早開始時刻、最遅完了時刻に反映させる。特願2002−26189によれば、MINからの距離がxの点における最早開始時刻はx/V、最遅完了時刻は(x+D)/Vである。ここで、加工開始時刻(エリアの右端が加工矩形に一致した時間)を0、ステージの速度をV、加工エリアのサイズ又はそれより若干小さい値をDとしている。
【0070】
これらの値を、本発明では、減速領域にある点MINからの距離がxの点における最遅完了時刻を(x+D−L)/Vとし、減速領域にある点MINからの距離がxの点における最早開始時刻を(x+L´)/Vとする。この変形だけで、特願2002−26189と同じ手法で、穴開け位置訪問順序及び低速位置決め手段動作速度最適化を実行する。
【0071】
なお、ここで加減速に必要な距離L及びL´は、想定している装置では数mm程度であることが分かっている。目安に過ぎないが、速度200mm/秒まで、加速度一定で立ち上げるのに要する時間が0.05秒であるなら、進む距離は、(1/2)×200×0.05=5mmである。これは加工エリアの大きさDより小さいので、D−L<0、即ち最早開始時刻>最遅完了時刻(加工計画不能)となるようなことは無い。
【0072】
(2)重複ハイブリッド加工
図14に、重複ハイブリッド加工における加工エリアの上下限の遷移と、加工を施す点のY座標の遷移とを時系列に表わす。図14に示す如く、1つの加工矩形を、疎密が一様な加工矩形(請求項の第1加工矩形、以下、一様矩形と称する)と、残りの点による加工矩形(ステージ停止加工における複数の加工エリア)(請求項の第2加工矩形、以下、残点矩形と称する)とに分離する。
【0073】
実際の加工方法は、例えば、まず一様矩形をステージ非停止加工により加工した後、Uターンして、ステージ非停止加工の時とは逆向きにステージを進行させ、残点矩形において穴が存在する個所を順次ステージ停止加工することができる。なお、穴が存在する箇所間の移動は、通常のステップアンドリピートのように所定の速度パターンにて移動を行う。
【0074】
本実施形態の場合、ステージのUターンや加減速のような、加工をできない時間はタイムロスであるが、一様矩形の加工は極めて高速であるため、全体的には従来の加工より高速である。横方向ハイブリッド加工と同じく、ステージ非停止加工の加工計画は特願2002−26189に従い、ステージ停止加工の加工計画は特願2001−331550に従うことができる。
【0075】
なお、一様矩形に含まれる点と、残りの点とを分ける工程は、既に説明したステージ停止加工領域の配置を決定する工程と、該ステージ停止加工領域内の点を一様矩形あるいは残点矩形のどちらに属するかを確定する工程とに分かれる。
【0076】
このうち、ステージ停止加工領域内の点を、一様矩形あるいは残点矩形のどちらに属するかを確定する工程には、頻度グラフを用いて、ステージ停止加工領域から、それ以外の領域の密度と同等の穴数は、一様矩形に属するとし、残りを残点矩形に属するとすることができる。具体的には、頻度グラフのステージ停止加工領域にあたる箇所から、ランダムに間引きすれば良い。
【0077】
なお、前記実施形態においては、高速位置決め手段がスキャナとされ、低速位置決め手段がステージとされていたが、位置決め手段の種類や組合せはこれに限定されず、例えば出願人が特開2000−71089や特開2000−334637で提案したような、リニアモータXYステージと高速加工ヘッドを組み合わせたスクリーンカットシステムあるいはフラッシュカットシステムであってもよい。
【0078】
又、適用対象も、点状の加工を行なうレーザ穴開け機に限定されず、線状の加工を行なうレーザ切断機、特開平11−149317に記載された2ヘッドレーザ加工機やレーザビーム以外の加工手段を用いた一般の加工機(例えば機械式ドリルによる穴開け装置)であって、2つ以上の位置決め装置を同時に駆動させることにより位置決めを高速化することが可能なもの全般、更には、マーキング装置や露光装置にも同様に適用できることは明らかである。
【0079】
【発明の効果】
本発明によれば、加工の事前段階において、加工を効率良く行なうための計画が可能となり、加工時間を短縮することが可能となる。
【図面の簡単な説明】
【図1】本発明の適用対象の一例であるレーザ穴開け機の要部構成を示す正面図
【図2】本発明が実施される、オンライン構成の実施形態の構成を示すブロック図
【図3】本発明の実施形態における全体的な処理工程を示す流れ図
【図4】同じく加工方式選択工程の一例を示す流れ図
【図5】図4の工程で用いる累積頻度グラフの例を示す線図
【図6】同じく加工方式選択工程の他の例で用いる穴開け位置の疎/密の階層分けの概念図
【図7】同じく加工方式選択工程の更に他の例を示す流れ図
【図8】前記実施形態で用いる各加工矩形内における横方向ハイブリッド加工の概念図
【図9】同じく重複ハイブリッド加工の概念図
【図10】前記横方向ハイブリッド加工の時系列図
【図11】前記横方向ハイブリッド加工の加工計画を示す流れ図
【図12】前記加工計画における密なシーケンスの見分け方の工程を示す流れ図
【図13】同じく加減速領域の照射可能時間を示す線図
【図14】前記重複ハイブリッド加工の時系列図
【符号の説明】
10…加工対象物(ワーク)
12…XYステージ
20…レーザ光線
22、24…ガルバノスキャナ
23、25…回転ミラー
26…f−θレンズ
30…レーザ穴開け機
40…PC(パソコン)
42…加工データファイル群
44…加工データ変換プログラム
46…加工データ
48…動作モデルファイル
50…動作モデル読込みプログラム
52…動作モデルデータ
54…加工計画プログラム
56…加工制御プログラム
Claims (29)
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、
前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、
前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、
前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、
の少なくとも一部を使い分けることを特徴とする加工計画方法。 - 前記加工の種類を、加工位置の散布状態に応じて選択することを特徴とする請求項1に記載の加工計画方法。
- 前記加工位置の配置の疎密のむらが激しい場合は、前記ハイブリッド加工を選択することを特徴とする請求項2に記載の加工計画方法。
- 前記加工位置の配置が極めて密である場合は、前記低速位置決め手段停止加工を選択することを特徴とする請求項2に記載の加工計画方法。
- 前記加工位置の配置がほぼ一様である場合は、前記低速位置決め手段非停止加工を選択することを特徴とする請求項2に記載の加工計画方法。
- 複数の加工位置を2回以上巡回して加工する場合に、前記加工の種類を、巡回回数に応じて選択することを特徴とする請求項1に記載の加工計画方法。
- 前記巡回回数が設定値以上である場合は、前記低速位置決め手段停止加工を選択し、設定値未満である場合は、前記低速位置決め手段非停止加工又はハイブリッド加工を選択することを特徴とする請求項6に記載の加工計画方法。
- 前記加工の種類を、加工時間のシミュレーション結果に応じて選択することを特徴とする請求項1に記載の加工計画方法。
- 前記加工の種類を、各加工矩形毎に決定することを特徴とする請求項1乃至8のいずれかに記載の加工計画方法。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、
1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行なう低速位置決め手段停止加工領域に分け、
前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、
前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定することを特徴とするハイブリッド加工の加工計画方法。 - 前記低速位置決め手段の非停止加工から停止加工へ移行する段階における減速、及び、その逆における加速に際して、その減速又は加速時間中のエリアの遷移に対応して、最早開始時刻、最遅完了時刻の制約を修正することを特徴とする請求項10に記載のハイブリッド加工の加工計画方法。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画方法であって、
1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分け、
前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化し、
前記第2加工矩形では、加工位置の有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定し、加工位置の無い箇所は低速位置決め手段を所定の速度パターンで高速に移動させることを特徴とするハイブリッド加工の加工計画方法。 - 請求項1乃至12のいずれかに記載の加工計画方法により決定された加工を行なうことを特徴とする加工方法。
- 請求項1乃至12のいずれかに記載の加工計画方法又は請求項12に記載の加工方法を実施するためのコンピュータプログラム。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、
前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工と、
前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工と、
前記低速位置決め手段停止加工と低速位置決め手段非停止加工を併用するハイブリッド加工と、
の少なくとも一部を使い分ける手段を備えたことを特徴とする加工計画装置。 - 前記使い分ける手段が、加工の種類を、加工位置の散布状態に応じて選択するようにされていることを特徴とする請求項15に記載の加工計画装置。
- 前記使い分ける手段が、加工位置の配置の疎密のむらが激しい場合は、前記ハイブリッド加工を選択するようにされていることを特徴とする請求項16に記載の加工計画装置。
- 前記使い分ける手段が、加工位置の配置が極めて密である場合は、前記低速位置決め手段停止加工を選択するようにされていることを特徴とする請求項16に記載の加工計画装置。
- 前記使い分ける手段が、加工位置の配置がほぼ一様である場合は、前記低速位置決め手段非停止加工を選択するようにされていることを特徴とする請求項16に記載の加工計画装置。
- 複数の加工位置を2回以上巡回して加工する場合に、前記使い分ける手段が、加工の種類を、巡回回数に応じて選択するようにされていることを特徴とする請求項15に記載の加工計画装置。
- 前記使い分ける手段が、前記巡回回数が設定値以上である場合は、前記低速位置決め手段停止加工を選択し、設定値未満である場合は、前記低速位置決め手段非停止加工又はハイブリッド加工を選択するようにされていることを特徴とする請求項20に記載の加工計画装置。
- 前記使い分ける手段が、加工の種類を、加工時間のシミュレーション結果に応じて選択するようにされていることを特徴とする請求項14に記載の加工計画装置。
- 前記使い分ける手段が、加工の種類を、各加工矩形毎に決定するようにされていることを特徴とする請求項15乃至22のいずれかに記載の加工計画装置。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、
1つの加工矩形内を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行なう低速位置決め手段非停止加工領域と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる加工低速位置決め手段停止加工領域に分ける手段と、
前記低速位置決め手段非停止加工領域では、各領域内における加工時間が最小となるように、領域内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、
前記低速位置決め手段停止加工領域では、巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工位置訪問順序を決定する手段と、
を備えたことを特徴とするハイブリッド加工の加工計画装置。 - 前記低速位置決め手段の非停止加工から停止加工へ移行する段階における減速、及び、その逆における加速に際して、その減速又は加速時間中のエリアの遷移に対応して、最早開始時刻、最遅完了時刻の制約を修正することを特徴とする請求項24に記載のハイブリッド加工の加工計画装置。
- ワーク上の加工実行箇所を広範囲に移動させることが可能な低速位置決め手段と、所定寸矩形内の狭範囲しか移動させることができない高速位置決め手段を並列的に協調動作させながら、ワーク上に散在する複数の加工位置を加工する際の加工計画装置であって、
1つの加工矩形を、前記低速位置決め手段を動かしつつ高速位置決め手段を動作させる低速位置決め手段非停止加工を行うための、密度が一様に疎な第1加工矩形と、前記低速位置決め手段を停止させて高速位置決め手段を動作させる低速位置決め手段停止加工を行うための、第1加工矩形内の加工位置以外の加工位置全て及び加工位置の無い箇所を含む第2加工矩形に分ける手段と、
前記第1加工矩形では、第1加工矩形及び第2加工矩形における加工時間が最小となるように、矩形内の加工位置訪問順序を決定すると共に、前記低速位置決め手段の動作速度を最適化する手段と、
前記第2加工矩形では、加工位置への有る箇所ごとに巡回セールスマン問題又はハミルトン路長最小化問題の解法を用いて加工訪問順序を決定し、加工位置の無い箇所は低速位置決め手段を所定の速度パターンで高速にいどうさせる手段と、
を備えたことを特徴とするハイブリッド加工の加工計画装置。 - 請求項15乃至26のいずれかに記載の加工計画装置を含むことを特徴とする加工装置。
- 請求項15乃至26のいずれかに記載の加工計画装置又は請求項27に記載の加工装置を実現するためのコンピュータプログラム。
- 請求項14又は28に記載のコンピュータプログラムが記録された、コンピュータ読取り可能な記録媒体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002312369A JP2004142082A (ja) | 2002-10-28 | 2002-10-28 | 加工計画方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002312369A JP2004142082A (ja) | 2002-10-28 | 2002-10-28 | 加工計画方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004142082A true JP2004142082A (ja) | 2004-05-20 |
Family
ID=32457292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002312369A Pending JP2004142082A (ja) | 2002-10-28 | 2002-10-28 | 加工計画方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004142082A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7675002B2 (en) * | 2005-12-15 | 2010-03-09 | Disco Corporation | Laser beam processing machine |
| JP2010162548A (ja) * | 2009-01-13 | 2010-07-29 | Mitsubishi Electric Corp | 加工装置及び加工装置用プログラム |
| CN101149613B (zh) * | 2006-09-21 | 2012-05-16 | 日立比亚机械股份有限公司 | 开孔加工方法以及激光加工机 |
| KR20120110115A (ko) * | 2009-12-23 | 2012-10-09 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 메모리 수리에 대한 적응적 처리 제약 |
| JP2016181619A (ja) * | 2015-03-24 | 2016-10-13 | 京セラ株式会社 | 配線基板の製造方法 |
| JP2017131958A (ja) * | 2016-01-29 | 2017-08-03 | ビアメカニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP2021142537A (ja) * | 2020-03-11 | 2021-09-24 | 住友重機械工業株式会社 | レーザ加工装置の制御装置、レーザ加工装置、及びレーザ加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02103156A (ja) * | 1988-10-12 | 1990-04-16 | Nec Corp | 熱転写式プリンタ |
| JPH10284362A (ja) * | 1997-04-11 | 1998-10-23 | Fujitsu Ltd | 荷電粒子ビーム露光方法及び装置並びに処理時間予測方法及び装置 |
| JPH1154416A (ja) * | 1997-07-31 | 1999-02-26 | Canon Inc | 投影露光装置およびデバイス製造方法 |
| JPH11317367A (ja) * | 1998-03-20 | 1999-11-16 | Nikon Corp | ステ―ジ装置、ステ―ジ駆動方法並びに露光装置 |
| JP2001080135A (ja) * | 1999-09-20 | 2001-03-27 | Canon Inc | 印刷装置並びに印刷装置の制御方法およびコンピュータが読み出し可能なプログラムを格納した記憶媒体 |
| JP2001195112A (ja) * | 2000-01-12 | 2001-07-19 | Sumitomo Heavy Ind Ltd | レーザドリリング経路決定方法 |
-
2002
- 2002-10-28 JP JP2002312369A patent/JP2004142082A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02103156A (ja) * | 1988-10-12 | 1990-04-16 | Nec Corp | 熱転写式プリンタ |
| JPH10284362A (ja) * | 1997-04-11 | 1998-10-23 | Fujitsu Ltd | 荷電粒子ビーム露光方法及び装置並びに処理時間予測方法及び装置 |
| JPH1154416A (ja) * | 1997-07-31 | 1999-02-26 | Canon Inc | 投影露光装置およびデバイス製造方法 |
| JPH11317367A (ja) * | 1998-03-20 | 1999-11-16 | Nikon Corp | ステ―ジ装置、ステ―ジ駆動方法並びに露光装置 |
| JP2001080135A (ja) * | 1999-09-20 | 2001-03-27 | Canon Inc | 印刷装置並びに印刷装置の制御方法およびコンピュータが読み出し可能なプログラムを格納した記憶媒体 |
| JP2001195112A (ja) * | 2000-01-12 | 2001-07-19 | Sumitomo Heavy Ind Ltd | レーザドリリング経路決定方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7675002B2 (en) * | 2005-12-15 | 2010-03-09 | Disco Corporation | Laser beam processing machine |
| CN101149613B (zh) * | 2006-09-21 | 2012-05-16 | 日立比亚机械股份有限公司 | 开孔加工方法以及激光加工机 |
| JP2010162548A (ja) * | 2009-01-13 | 2010-07-29 | Mitsubishi Electric Corp | 加工装置及び加工装置用プログラム |
| KR20120110115A (ko) * | 2009-12-23 | 2012-10-09 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 메모리 수리에 대한 적응적 처리 제약 |
| JP2013516067A (ja) * | 2009-12-23 | 2013-05-09 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | メモリ修正用の適応可能な処理制約 |
| KR101630492B1 (ko) | 2009-12-23 | 2016-06-24 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 메모리 수리에 대한 적응적 처리 제약 |
| JP2016181619A (ja) * | 2015-03-24 | 2016-10-13 | 京セラ株式会社 | 配線基板の製造方法 |
| JP2017131958A (ja) * | 2016-01-29 | 2017-08-03 | ビアメカニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| KR20170091009A (ko) | 2016-01-29 | 2017-08-08 | 비아 메카닉스 가부시키가이샤 | 레이저 가공 방법 및 레이저 가공 장치 |
| CN107020458A (zh) * | 2016-01-29 | 2017-08-08 | 维亚机械株式会社 | 激光加工方法以及激光加工装置 |
| US10350704B2 (en) | 2016-01-29 | 2019-07-16 | Via Mechanics, Ltd. | Laser processing method and laser processing apparatus |
| TWI675717B (zh) * | 2016-01-29 | 2019-11-01 | 日商維亞機械股份有限公司 | 雷射加工方法及雷射加工裝置 |
| JP2021142537A (ja) * | 2020-03-11 | 2021-09-24 | 住友重機械工業株式会社 | レーザ加工装置の制御装置、レーザ加工装置、及びレーザ加工方法 |
| JP7348109B2 (ja) | 2020-03-11 | 2023-09-20 | 住友重機械工業株式会社 | レーザ加工装置の制御装置、レーザ加工装置、及びレーザ加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3774138B2 (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| JP2001195112A (ja) | レーザドリリング経路決定方法 | |
| CN105407642A (zh) | 一种激光打孔系统及激光打孔方法 | |
| JP2004142082A (ja) | 加工計画方法及び装置 | |
| JP4800939B2 (ja) | レーザ加工装置、プログラム作成装置およびレーザ加工方法 | |
| JP5889606B2 (ja) | レーザ加工方法、装置及びプログラム | |
| JP5628524B2 (ja) | 加工制御装置、レーザ加工装置および加工制御方法 | |
| CN108500447B (zh) | 激光加工装置和激光加工方法 | |
| US11249460B2 (en) | Numerical control device and method for controlling additive manufacturing apparatus | |
| TWI675717B (zh) | 雷射加工方法及雷射加工裝置 | |
| JP2013071153A (ja) | レーザ加工装置及び方法 | |
| CN118431104B (zh) | 台盘控制方法及装置、晶圆开槽设备 | |
| JP4031239B2 (ja) | 加工装置 | |
| JP2004145597A (ja) | 加工計画方法及び装置 | |
| JP2004145544A (ja) | 加工計画方法及び装置 | |
| JP4053774B2 (ja) | 加工計画方法、装置、コンピュータプログラム及びコンピュータ読取り可能な記録媒体 | |
| JP2004164083A (ja) | 加工計画方法及び装置 | |
| JP4271969B2 (ja) | レーザ加工機の複数軸間データ分割方法及び装置 | |
| JP3999796B2 (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| CN115070217A (zh) | 一种晶圆打标装置及打标方法 | |
| JP2004223593A (ja) | 2軸加工機の加工計画方法及び装置 | |
| JP2005169481A (ja) | 位置決め加工方法及び装置 | |
| JP2004141953A (ja) | 加工機の加工計画方法及び装置 | |
| JP4091019B2 (ja) | 加工計画方法 | |
| JP2004272791A (ja) | 加工矩形の配置方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071002 |