JP2004169077A - 局所的に合金化した金属製品の製造方法 - Google Patents
局所的に合金化した金属製品の製造方法 Download PDFInfo
- Publication number
- JP2004169077A JP2004169077A JP2002334494A JP2002334494A JP2004169077A JP 2004169077 A JP2004169077 A JP 2004169077A JP 2002334494 A JP2002334494 A JP 2002334494A JP 2002334494 A JP2002334494 A JP 2002334494A JP 2004169077 A JP2004169077 A JP 2004169077A
- Authority
- JP
- Japan
- Prior art keywords
- metal product
- ultrasonic vibration
- alloyed
- ultrasonic
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【解決手段】金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、前記金属製品の表面の一部を、先端部の直径が0.01mm以上の超音波振動端子であって、合金元素を添加した超音波振動端子で打撃する超音波衝撃処理を施すことによって、前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、金属製品の表面の一部を局所的に合金化した金属製品の製造方法に関する。
【0002】
【従来の技術】
海洋構造物、船舶、橋梁、自動車、産業機械、家庭電器製品、医療器械などの金属製品は、様々な分野で用いられて、他の材料に比べて強度とコスト面において優れており、産業上重要な役割を果たしている。
しかし、金属製品に要求される耐食性、耐酸性、耐磨耗性などの特性は、金属製品全体ではなく、表層部分のみに必要な特性であり、必ずしも、製品全体にこのような特性を持たせる必要はない。
【0003】
そこで、鋼材表面にメッキ、スパッタリング、イオンプレーティングなどによって、表面を改質する方法が開発され、実用化されている。
しかし、メッキの場合、母材との境界から剥離することがあり、また、スパッタリングやイオンプレーティングは、高価な設備が必要となるうえ、真空チャンバー内で処理する必要があるため、適用できる対象物が限られていた。
なお、例えば、特許文献1に、溶接継手部に超音波振動を与えることによって、疲労強度を向上させる方法が開示されているが、超音波振動を金属製品の表面の合金化に利用することは全く開示されていない。
【0004】
【特許文献1】米国特許第6,171,415号明細書
【0005】
【発明が解決しようとする課題】
本発明は、前述のような従来技術の問題点を解決し、金属製品の表面の一部を局所的に合金化した金属製品の製造方法を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明は前述の課題を解決するために鋭意検討の結果なされたもので、超音波衝撃処理を用いて金属製品の表面の一部に局所的にクラッド加工を施した金属製品およびその製造方法を提供するものであり、その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
【0007】
(1)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、先端部の直径が0.01mm以上の超音波振動端子であって、合金元素を添加した超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
本発明において、金属製品とは橋梁や建築物などのいわゆる鋼構造物だけでなく、金属部品、鋼板やアルミ製品、チタン製品など、金属で構成されている製品を広く含む。
(2)前記超音波振動端子の先端部の直径が1mm以上であって、かつ、該先端部の硬度が前記金属製品の素材の硬さの1.5倍以下であることを特徴とする(1)に記載の局所的に合金化した金属製品の製造方法。
【0008】
(3)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を打ち付ける衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
(4)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末を供給し、該金属粉末の上から、先端部の直径が0.01mm以上の超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
(5)前記超音波衝撃処理時の温度を、50℃以上とすることを特徴とする(1)乃至(4)のいずれかに記載の局所的に合金化した金属製品の製造方法。
(6)前記超音波衝撃処理時の雰囲気を、大気から遮断することを特徴とする(1)乃至(5)のいずれかに記載の局所的に合金化した金属製品の製造方法。
【0009】
【発明の実施の形態】
本発明の実施の形態について、図1および図2を用いて詳細に説明する。
<第1の実施形態>
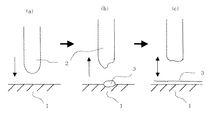
図1は、本発明の局所的に合金化した金属製品の製造方法における第1の実施形態を示す図である。
図1において、1は金属製品、2は超音波振動端子、3は合金層を示す。
まず、図1(a)に示すように、金属製品の表面1の一部を、超音波振動端子2で打撃する。
この超音波振動端子2は、先端部の直径が0.01mm以上であって、合金元素を添加したものを用いる。
【0010】
先端部の直径が0.01mm以上とするのは、できる限り細い端子の方が金属製品の表面に入り込んで金属結合しやすいが、細過ぎると超音波衝撃処理の加工エネルギーを金属製品の母材に十分伝達できないので、端子の降伏強度を考慮して端子先端部の直径は、0.01mm以上とする。
また、超音波振動端子に添加する合金元素は、用途に応じて選択でき、たとえば耐食性、耐弾性、耐レーダー性、耐酸性、耐電磁波性、耐磨耗性、美観性、意匠性、等の目的に応じて適宜選択することができる。
超音波振動端子の成分は、合金化したい目標成分に応じて、素地の化学成分に見合って調整することができる。例えば、金属製品の素地の希釈率を20%以上、70%以下として、成分設計して、振動端子の成分を決定することが好ましい。
【0011】
次に、図1(b)に示すように、超音波振動端子2によって、金属製品1の表面を打撃すると、その衝撃によって、超音波振動端子の先端の合金層3が、超音波衝撃処理中に、金属製品の母材に塑性流動をおこして入り込みむ。
その結果、超音波振動端子は超音波衝撃処理中に順次消耗されるので、例えば、溶接のフィラーと同じように、連続して補給する装置を設けることが好ましい。
さらに、その上から、超音波振動端子2で打撃を継続することによって、金属製品の表面1に薄い合金層3を形成することができ、これによって、金属製品に局所的に新たな表面性能を付加することができる。
金属製品の母材は、超音波衝撃処理により強加工をうけているので、合金化するために必要な温度が著しく低下しているために、超音波衝撃処理による加工発熱程度の温度上昇でも、用意に合金化するのである。
【0012】
また、超音波振動端子の先端部の直径が1mm以上の場合には、該先端部の硬度を前記金属製品の素材の硬さの1.5倍以下とすることが好ましい。
【0013】
超音波振動端子の直径が1mm以上と比較的大きい場合には、打撃処理を行っても、振動端子の合金元素が金属製品の素材と金属結合しにくいので、先端部の硬度を金属製品の素材の硬さの1.5倍以下とすることによって、合金化を促進することができる。
また、超音波振動端子の代わりに、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を金属製品の表面に打ち付ける衝撃処理を行ってもよい。
ショット粒を打ち付けることによって、このショット粒に添加した合金元素が、金属製品の母材に入り込んで、母材の元素と金属結合して合金化層を形成することができる。
ショット粒の形状は、角型でも丸型でもよいが、あまり小さすぎると飛散して効率が悪く、あまり大き過ぎると合金化反応が進まないので、ショット粒の一辺の長さまたは直径は、0.01mm〜5mmとする。
【0014】
<第2の実施形態>
図2は、本発明の局所的に合金化した金属製品の製造方法における第2の実施形態を示す図である。
図2において、1は金属製品、2は超音波振動端子、3は合金層、4は合金粉末を示す。
まず、図2(a)に示すように、金属製品の表面1の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末4を散布して供給しながら、先端部の直径が0.01mm以上の超音波振動端子2で打撃する。
金属粉末4の直径を0.01mm〜5mmとするのは、合金化反応を行うためには、金属粉末4の直径は小さい方が好ましいのでその上限を5mmとし、細かすぎて処理中に飛散してしまっては歩留まりが悪くなるので、0.01mmを下限値とした。
【0015】
なお、金属粉末を用いて、合金化を実施する場合には、超音波振動端子は合金化しにくいタングステン等の素材が望ましい。
また、金属粉末4に添加する合金元素は、用途に応じて選択でき、たとえば耐食性、耐弾性、耐レーダー性、耐酸性、耐電磁波性、耐磨耗性、美観性、意匠性、等の目的に応じて適宜選択することができる。
金属粉末の成分は、合金化したい目標成分に応じて、素地の化学成分に見合って調整することができる。例えば、金属製品の素地の希釈率を20%以上、70%以下として、成分設計して、粉末の成分を決定することが好ましい。
さらに、超音波振動端子2による打撃を継続することによって、金属製品の表面1に薄い合金層3を形成することができ、これによって、金属製品に局所的に新たな表面性能を付加することができる。
【0016】
<第1および第2に共通の実施形態>
本発明に用いる超音波衝撃処理は、常温のまま実施しても十分合金化する場合もあるが、合金化が十分でない場合には、合金化反応を促進するために、当該部分を合金化が必要な温度まで加熱することが好ましい。
その際の温度も、通常合金化に必要な溶融温度よりもはるかに低い温度で合金化が達成できる、本発明に用いる超音波衝撃処理時の温度は50℃以上とすることが好ましい。
本発明においては、加熱の方法は問わないが、金属製品を誘導加熱や通電加熱によって局所的に加熱する方法が好ましい。
また、合金化する際に、窒素が侵入すると、コットレル雰囲気を形成して強度が上昇して、靭性が低下することがあり、好ましくないことも知見した。
さらに、発明者らは、超音波衝撃処理を大気中で行うと、表層部の金属が大気中の酸素と反応して、酸化層が形成されてしまうため、合金化しても所定の機能が発揮できないこともあることを知見し、酸化層の最小化が課題であることを見出した。
【0017】
そこで、合金層の厚みを確保し、合金化層の酸化層の厚みを極力抑制させるために、超音波衝撃処理時の雰囲気を、大気から遮断することが好ましい。
酸素を遮断することによって、表面の酸化を防止することができるからである。
本発明においては、雰囲気の遮断方法は問わないが、超音波振動端子の先端に、アルゴン、ヘリウム、CO2等の不活性ガスを吹付けて酸素分率が空気よりも低い環境に制御することが好ましい。これによって、酸化層は消滅し、かつ窒素侵入による脆化現象も防止できる。
本発明によれば、例えば、鋼構造物や鋼構造品などの金属製品として最終の形状に加工、組み立てされた後で、あらたな表面性能を付与することができるので、必要最小限で済むメリットがあるが、素材段階で本発明を適用し、構造物や鋼構造品などの金属製品に最終加工された後に、加工によって損なわれた領域のみを補修する形で適用することもできる。
なお、本発明は、金属製品の合金化して改質したい領域に局所的に適用しても良いし、金属製品全体に適用してもよい。
【0018】
金属製品全体に適用する場合には、金属製品を構成する鋼板などの素材にあらかじめ、本発明の超音波衝撃処理を施し、表面を合金化処理した素材を用いて金属製品を製造することが好ましい。
本発明に使用する超音波発生装置は問わないが、2w〜3kwの超音波発生電源を用いて、トランスデューサによって2kHz〜60kHzの超音波振動を発生させ、ウェーブガイドにて増幅させることにより、上述の径のピンからなる超音波振動端子を20〜60μmの振幅で振動させる装置が好ましい。
また、本発明の超音波衝撃処理に用いる塊状物および球状物の材質は問わないが、例えば、鋼材、超硬、セラミックス、アルミナ、ジルコニア、サイアロン等から適宜選択することができる。
以上の金属製品の表面の一部を局所的に合金化する方法を用いることによって、局所的に新たな表面性能を付与した金属製品を製造することができる。
【0019】
【実施例】
本発明の局所的に合金化した金属製品の製造方法を、実際の金属製品に適用した場合を想定した実験を行った結果を表1乃至表3に示す。
表1は、金属製品を構成する素材A(A1〜A10)、および、超音波振動端子または金属粉末とする素材B(B1〜B7)の化学成分を示す。
表2は、超音波衝撃処理の条件および試験結果を示す。
【0020】
*1)加工種類は、表3に示すように、超音波振動端子であるハンマと、超音波ショットピーニングを行うショット粒の2種類とし、H▲1▼〜H▲4▼およびRHがハンマの条件を示し、S▲1▼〜S▲5▼およびRSがショット粒の条件を示す。
なお、表3のRHおよびRS、合金添加をしない超音波振動端子およびショット粒を用いる比較例を示し、それ以外は本発明の条件を満足する発明例を示す。
*2)合金層の厚みは、素材Aと素材Bの化学成分が混合している領域を表面からの厚みを云う。
*3)合金化の指標(%)は、素材Aの化学成分をa%、素材Bの化学成分をb%、合金層の化学成分をc%としたときに、合金化の指標をX(%)と定義すると、
Y=(a+b)/2
X=c/Y×100(%)とする。
【0021】
試験の結果、No.1〜No.18は、本発明の条件を満足しているので、合金化の指標(%)は、70%を超えており、合金化が良好であり、表2に示す本発明の適用物に、発揮した性能の欄に示す表面性能を付加することができた。
No.1〜No.12は、超音波振動端子またはショット粒に合金を添加した実施例であり、No.13〜No.18は、金属粉末に合金を添加した実施例であり、いずれの場合も合金化は良好であった。
No.19〜No.28は比較例である。
No.19〜No.21は、RHを用いているため、ハンマから素材Bを供給しようとしてもハンマ径が大きすぎるうえ、素材Aの硬さよりも硬いので充分合金化できなかった。
No.22およびNo.23は、RSを用いているため、ショット粒から素材Bを供給しようとしてもショット粒が大きすぎるので充分合金化できなかった。
No.24〜No.26は、RHを用いているため、金属粉末から素材Bを供給しようとしてもハンマ径が大きすぎるため効率的でなかった。
No.27およびNo.28は、RSを用いているため、金属粉末から素材Bを供給しようとしてもショット粒が大きすぎるので充分合金化できなかった。
【表1】

【発明の効果】
本発明によれば、金属製品の表面の一部を合金化した金属製品の製造方法を提供することができ、産業上有用な著しい効果を奏する。
【図面の簡単な説明】
【図1】本発明の局所的に合金化した金属製品の製造方法における第1の実施形態を示す図である。
【図2】本発明の局所的に合金化した金属製品の製造方法における第2の実施形態を示す図である。
【符号の説明】
1:金属製品、
2:超音波振動端子、
3:合金層、
4:金属粉末
Claims (6)
- 金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、先端部の直径が0.01mm以上の超音波振動端子であって、合金元素を添加した超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。 - 前記超音波振動端子の先端部の直径が1mm以上であって、かつ、該先端部の硬度が前記金属製品の素材の硬さの1.5倍以下であることを特徴とする請求項1に記載の局所的に合金化した金属製品の製造方法。
- 金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を打ち付ける衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。 - 金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末を供給し、該金属粉末の上から、先端部の直径が0.01mm以上の超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。 - 前記超音波衝撃処理時の温度を、50℃以上とすることを特徴とする請求項1乃至請求項4のいずれかに記載の局所的に合金化した金属製品の製造方法。
- 前記超音波衝撃処理時の雰囲気を、大気から遮断することを特徴とする請求項1乃至請求項5のいずれかに記載の局所的に合金化した金属製品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334494A JP4261880B2 (ja) | 2002-11-19 | 2002-11-19 | 局所的に合金化した金属製品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334494A JP4261880B2 (ja) | 2002-11-19 | 2002-11-19 | 局所的に合金化した金属製品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004169077A true JP2004169077A (ja) | 2004-06-17 |
| JP4261880B2 JP4261880B2 (ja) | 2009-04-30 |
Family
ID=32698855
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002334494A Expired - Fee Related JP4261880B2 (ja) | 2002-11-19 | 2002-11-19 | 局所的に合金化した金属製品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4261880B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007197767A (ja) * | 2006-01-26 | 2007-08-09 | Tohoku Univ | コーティング装置とその処理方法 |
| WO2007108512A1 (ja) * | 2006-03-22 | 2007-09-27 | T.N.G. Technologies Co., Ltd. | 金属コーティング材の製造方法及び金属コーティング材 |
| CN100346001C (zh) * | 2005-01-07 | 2007-10-31 | 中国科学院上海硅酸盐研究所 | 一种制备具有生物活性的纳米氧化钛涂层的方法 |
-
2002
- 2002-11-19 JP JP2002334494A patent/JP4261880B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100346001C (zh) * | 2005-01-07 | 2007-10-31 | 中国科学院上海硅酸盐研究所 | 一种制备具有生物活性的纳米氧化钛涂层的方法 |
| JP2007197767A (ja) * | 2006-01-26 | 2007-08-09 | Tohoku Univ | コーティング装置とその処理方法 |
| WO2007108512A1 (ja) * | 2006-03-22 | 2007-09-27 | T.N.G. Technologies Co., Ltd. | 金属コーティング材の製造方法及び金属コーティング材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4261880B2 (ja) | 2009-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Chiu et al. | Cavitation erosion resistance of AISI 316L stainless steel laser surface-modified with NiTi | |
| AU2003280832B2 (en) | Method of manufacturing metal product having nano-crystallized surface layer part | |
| JP5880260B2 (ja) | 溶接構造体の製造方法 | |
| CN114032537B (zh) | 一种增强冷喷涂涂层与基材结合强度的方法 | |
| JP5493334B2 (ja) | 高炭素鋼部材の補修における高効率付着方法及び材料 | |
| CN1985019A (zh) | 在钛合金中制备耐磨和耐疲劳的边缘层的方法及其所制备的构件 | |
| JP5605901B2 (ja) | コールドスプレー法による金属材料の補修方法及びコールドスプレー用粉末材料の製造方法、並びに、コールドスプレー皮膜 | |
| CN113667974A (zh) | 钛合金表面耐磨金属-多元陶瓷复合改性涂层的制备方法 | |
| KR100606312B1 (ko) | 피로 강도에 우수한 회전 용접 이음매, 회전 용접 이음매의제조 방법 및 용접 구조물 | |
| CN108326287B (zh) | 耐腐蚀激光熔覆粉末及其熔覆方法和用途 | |
| JP2004169077A (ja) | 局所的に合金化した金属製品の製造方法 | |
| JP2010142870A (ja) | 超音波打撃処理を用いた加工方法 | |
| WO2004046395A1 (ja) | 金属材料の超音波衝撃処理条件の設定方法 | |
| US20080277458A1 (en) | Method for the subsequent treatment of welded connections | |
| JP2010111905A (ja) | 高炭素鋼の補修技術 | |
| JP2736525B2 (ja) | 溶射方法 | |
| CN113088955A (zh) | 基于高频冲击方法的金属表面耐蚀耐磨覆层及其制备方法 | |
| JP4153894B2 (ja) | 局所的に合金化した金属製品の製造方法 | |
| JP2005298879A (ja) | 表層部を微細結晶化させた金属製品の製造方法 | |
| JP4015928B2 (ja) | 金属製品の塗装密着性向上方法 | |
| Koivuluoto | Microstructural characteristics and corrosion properties of cold-sprayed coatings | |
| JP4044829B2 (ja) | クラッド被覆面を局所的に有する金属製品の製造方法 | |
| WO2004046560A1 (ja) | タービンブレードの補修方法 | |
| JP4184593B2 (ja) | 厚膜溶射皮膜の施工方法及び厚膜溶射皮膜とその皮膜を施したファンまたはブロワー | |
| JPS62112769A (ja) | 耐摩耗性、耐食性、耐久性に優れる容射被膜の形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060123 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060516 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081212 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4261880 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |