JP2004283885A - 圧造機の素材供給装置 - Google Patents
圧造機の素材供給装置 Download PDFInfo
- Publication number
- JP2004283885A JP2004283885A JP2003080793A JP2003080793A JP2004283885A JP 2004283885 A JP2004283885 A JP 2004283885A JP 2003080793 A JP2003080793 A JP 2003080793A JP 2003080793 A JP2003080793 A JP 2003080793A JP 2004283885 A JP2004283885 A JP 2004283885A
- Authority
- JP
- Japan
- Prior art keywords
- gripper
- fixed
- movable
- supply device
- material supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 114
- 238000005242 forging Methods 0.000 title claims abstract description 27
- 230000007246 mechanism Effects 0.000 claims abstract description 16
- 238000000465 moulding Methods 0.000 claims 1
- 238000010586 diagram Methods 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000007779 soft material Substances 0.000 description 4
- 238000000605 extraction Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images


Landscapes
- Forging (AREA)
Abstract
【課題】一組のグリッパを用いた圧造機の素材供給装置であって、供給される素材の種類により、グリッパ動作を容易に変更できる素材供給装置を提供する。
【解決手段】フレーム4に設置されたダイと、フレーム4内を往復動するラムに該ダイと対向するよう設置されたパンチとの間で素材を圧造成形する圧造機の素材供給装置を、基部4に固定され、素材を把持・解放する固定グリッパ2と、前記ラムの往復動に同期して作動するカム52により固定グリッパ2に対して往復動するよう基部4に設置され、復動方向端部にて素材を把持し、往動方向端部で該素材を解放して、往動ストローク分ずつ素材を移送する可動グリッパ3と、から構成し、固定グリッパ2および可動グリッパ3における素材の把持・解放を油圧機構21、31により駆動させる。
【選択図】 図1
【解決手段】フレーム4に設置されたダイと、フレーム4内を往復動するラムに該ダイと対向するよう設置されたパンチとの間で素材を圧造成形する圧造機の素材供給装置を、基部4に固定され、素材を把持・解放する固定グリッパ2と、前記ラムの往復動に同期して作動するカム52により固定グリッパ2に対して往復動するよう基部4に設置され、復動方向端部にて素材を把持し、往動方向端部で該素材を解放して、往動ストローク分ずつ素材を移送する可動グリッパ3と、から構成し、固定グリッパ2および可動グリッパ3における素材の把持・解放を油圧機構21、31により駆動させる。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、パンチとダイとで素材を圧造成形する圧造機の素材供給装置に関する。
【0002】
【従来の技術】
一般に、パンチとダイとで素材を圧造成形する圧造機は、素材を供給する素材供給装置、供給された素材を切断する切断装置、切断された素材を所定の位置に搬送する搬送装置、搬送された素材を圧造成形する圧造装置、圧造成形された成形材を金型からキックアウトするキックアウト装置等から構成される。ここで、素材供給装置は、素材である金属線材を、所定の長さずつ間欠的に切断装置へ移送する。素材を移送する方法の一つとして、例えば、一組の固定グリッパと可動グリッパとにより、素材を交互に把持・解放することで、素材を所定の長さずつ間欠的に移送する方法がある(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平2−84227号公報
【0004】
【発明が解決しようとする課題】
しかしながら、上記特許文献1に記載された素材供給装置では、固定グリッパおよび可動グリッパにおける素材の把持・解放は、カム機構により駆動される。したがって、素材を把持・解放する際のグリッパの動作、すなわちグリッパ動作は一定となる。つまり、カム機構では、供給する素材の種類によって、グリッパの把持力や動作速度等を変更することは難しい。そのため、例えば、比較的軟らかな材質の素材を供給する場合に、グリッパの把持力等が大き過ぎると、移送時に素材が変形してしまうおそれがある。
【0005】
本発明は、一組のグリッパを用いた素材供給装置における上記問題を解決するためになされたものであり、圧造機の素材供給装置であって、供給される素材の種類により、グリッパ動作を容易に変更できる素材供給装置を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明の圧造機の素材供給装置は、フレームに設置されたダイと、該フレーム内を往復動するラムに該ダイと対向するよう設置されたパンチとの間で素材を圧造成形する圧造機の素材供給装置であって、基部に固定され、素材を把持・解放する固定グリッパと、前記ラムの往復動に同期して回転するカムにより該固定グリッパに対して往復動するよう該基部に設置され、復動方向端部にて素材を把持し、往動方向端部で該素材を解放して、往動ストローク分ずつ素材を移送する可動グリッパと、を備え、該固定グリッパおよび該可動グリッパにおける素材の把持・解放が、油圧機構により駆動されることを特徴とする。
【0007】
すなわち、本発明の素材供給装置では、固定グリッパおよび可動グリッパにおける素材の把持・解放が、油圧機構により駆動される。油圧機構により両グリッパを駆動するため、素材を把持する際の把持力や、グリッパ動作速度等を自在に調整することができる。例えば、軟らかな材質の素材を供給する際には、把持力を通常よりも小さくすることができる。また、素材を把持する際に、素材近傍までは速い速度でグリッパを動かし、素材近傍ではゆっくり動かすこと等が可能となる。このように、素材の種類に応じてグリッパ動作を調整することで、例えば、軟らかな材質の素材を供給する場合であっても、変形させずに移送することができる。また、油圧機構における油量やその供給速度の制御にサーボ弁等を使用することで、グリッパ動作速度等を自在に調整することができる。サーボ弁等を使用することで、各々の素材ごとに、より適したグリッパ動作を実現することができる。
【0008】
さらに、例えば、供給する素材を変更する場合等には、圧造機内に入っている素材を引き抜き、取り出すことが必要となる。この場合、両グリッパにおける素材の把持・解放のタイミングを逆にすることで、素材の移送方向を逆にすることができる。つまり、素材の供給作業だけでなく、引き抜き作業をも容易に行うことができる。よって、作業効率が向上する。そして、引き抜き作業の場合であっても、素材の種類に応じてグリッパ動作を調整できるため、素材の変形等が抑制される。
【0009】
また、油圧機構を、ラムを往復動させるクランク軸の所定の回転角度に対して出力される電気信号によって作動させることにより、ラムの動きに合わせて、任意のタイミングで自動的にグリッパを駆動させることができる。
【0010】
【発明の実施の形態】
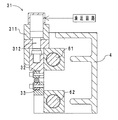
以下、本発明の圧造機の素材供給装置の実施形態について詳しく説明する。まず、本発明の一実施形態である圧造機の素材供給装置の構成を説明する。図1に、本実施形態の圧造機の素材供給装置の側面図を示す。また、図2に、図1におけるI−I断面図を示す。図1に示すように、素材供給装置1は、固定グリッパ2と、可動グリッパ3とを備える。
【0011】
固定グリッパ2は、基部としてのフレーム4に固定されている。固定グリッパ2は、固定側油圧シリンダ21と、固定側上フィンガー22と、固定側下フィンガー23とを持つ。
【0012】
固定側油圧シリンダ21は、油圧回路と接続されている。固定側油圧シリンダ21は、本体部211とピストン部212とからなる。本体部211は、複数の部材から構成されており、内部に油とピストン部212とが入る空間を有する。本体部211には、図示しないサーボ弁が取り付けられている。サーボ弁により油量が調整され、ピストン部212の動作が制御される。ピストン部212は、油圧により上下方向に往復動するよう、本体部211の内側に配置されている。固定側油圧シリンダ21、サーボ弁、油圧回路は、本発明の素材供給装置における油圧機構に含まれる。
【0013】
固定側上フィンガー22は、鋼製であり、平板形状を呈する。固定側上フィンガー22は、固定側油圧シリンダ21のピストン部212の下部にねじで固定されている。すなわち、固定側上フィンガー22とピストン部212とは、一体となっている。固定側上フィンガー22の下側には、素材が配置される。固定側上フィンガー22の素材との接触面は、ほぼ平面をなす。
【0014】
固定側下フィンガー23は、鋼製であり、平板形状を呈する。固定側下フィンガー23は、固定グリッパ2にねじで固定されている。固定側下フィンガー23の上側には、素材が配置される。固定側下フィンガー23の素材との接触面には、V字溝が形成されている。
【0015】
可動グリッパ3は、リンク機構51により、ラムの往復動に同期して回転するカム52と連結されている。可動グリッパ3は、固定グリッパ2に対して往復動可能に、基部としてのフレーム4に設置されている。すなわち、可動グリッパ3には、可動グリッパ3を案内する案内軸61、62が挿通されている。可動グリッパ3は、案内軸61、62の軸方向に沿って往復動する。可動グリッパ3は、可動側油圧シリンダ31と、可動側上フィンガー32と可動側下フィンガー33とを持つ。
【0016】
可動側油圧シリンダ31は、油圧回路と接続されている。可動側油圧シリンダ31は、本体部311とピストン部312とからなる。本体部311は、複数の部材から構成されており、内部に油とピストン部312とが入る空間を有する。本体部311には、図示しないサーボ弁が取り付けられている。サーボ弁により油量等が調整され、ピストン部312の動作が制御される。ピストン部312は、油圧により上下方向に往復動するよう、本体部311の内側に配置されている。可動側油圧シリンダ31、サーボ弁は、本発明の素材供給装置における油圧機構に含まれる。
【0017】
可動側上フィンガー32は、鋼製であり、平板形状を呈する。可動側上フィンガー32は、可動側油圧シリンダ31のピストン部312の下部にねじで固定されている。すなわち、可動側上フィンガー32とピストン部312とは、一体となっている。可動側上フィンガー32の下側には、素材が配置される。可動側上フィンガー32の素材との接触面はほぼ平面をなす。
【0018】
可動側下フィンガー33は、鋼製であり、平板形状を呈する。可動側下フィンガー33は、可動グリッパ3にねじで固定されている。可動側下フィンガー33の上側には、素材が配置される。可動側下フィンガー33の素材との接触面には、V字溝が形成されている。
【0019】
次に、本実施形態の圧造機の素材供給装置の動きを説明する。まず、可動グリッパ3は、固定グリッパ2と隣接した位置(後止点)に配置される。可動グリッパ3における可動側上フィンガー32と可動側下フィンガー33とは、上下に離れた状態(解放状態)となっている。同様に、固定グリッパ2における固定側上フィンガー22と固定側下フィンガー23とは、上下に離れた状態(解放状態)となっている。素材は、固定グリッパ2の固定側上フィンガー22と固定側下フィンガー23との間、および可動グリッパ3の可動側上フィンガー32と可動側下フィンガー33との間に導入される。
【0020】
そして、可動側油圧シリンダ31におけるピストン部312が下降する。可動側上フィンガー31は、ピストン部312と一体であるため、ピストン部312とともに下降する。その結果、可動側上フィンガー31と可動側下フィンガー32との間で、素材が把持される。
【0021】
次いで、可動グリッパ3は、可動側上フィンガー31と可動側下フィンガー32との間で、素材を把持しながら図中左方向に移動する。この場合、可動グリッパ3の進行方向、つまり、素材の移送方向である矢印左方向が往動方向であり、その反対方向の矢印右方向が復動方向である。そして、可動グリッパ3は前止点に配置される。その結果、素材は、可動グリッパ3の移動した距離だけ左方向に移送される。
【0022】
可動グリッパ3の移動が完了した後、固定グリッパ2における固定側油圧シリンダ21のピストン部212が下降する。固定側上フィンガー21は、ピストン部212とともに下降する。その結果、固定側上フィンガー21と固定側下フィンガー22との間で、素材が把持される。次いで、可動側油圧シリンダ31におけるピストン部312が上昇する。可動側上フィンガー31は、ピストン部312とともに上昇する。その結果、可動グリッパ3から素材が解放される。
【0023】
可動グリッパ3は、可動側上フィンガー31と可動側下フィンガー32とが解放状態で、図中右方向に移動する。そして、可動グリッパ3は後止点に配置される。可動グリッパ3による一往復の動作が繰り返されることにより、素材は所定量ずつ図中左方向へ移送される。
【0024】
可動グリッパおよび固定グリッパの動作は、ラムを往復動させるクランク軸の所定の回転角度に対して出力される電気信号によって制御されている。図3に、ラムを往復動させるクランク軸の一回転に対応した素材の移送の様子および各グリッパの動作の一例を示す。図3(a)はクランク軸の一回転(360°)を示し、(b)は素材の移送の様子を示し、(c)は固定グリッパの動作を示し、(d)は可動グリッパの動作を示す。
【0025】
図3(a)に示されるクランク軸の一回転で、ラムは一往復する。まず、図3(d)中、T1〜T2間で可動グリッパが駆動され、可動グリッパにより素材が把持される。次いで、図3(c)中、T3〜T4間で固定グリッパが駆動され、固定グリッパから素材が解放される。その後、可動グリッパは、素材を把持したまま前死点まで移動する。この間、つまり図3(b)中、T5〜〜T6間で素材は移送される。次に、図3(c)中、T7〜T8間で固定グリッパが駆動され、固定グリッパにより素材が把持される。次いで、図3(d)中、T9〜T10間で可動グリッパが駆動され、可動グリッパから素材が解放される。その後、可動グリッパは、解放状態のまま後死点へ移動する。
【0026】
上記固定グリッパおよび可動グリッパの各ピストン部は、サーボ弁により制御される。つまり、サーボ弁は、ピストン部へ送られる油量やその供給速度を調整する。これにより、供給する素材ごとに最適なグリッパ把持力、およびグリッパ動作速度となるよう、グリッパ動作が調整される。このように、本発明の圧造機の素材供給装置によれば、供給される素材の種類により、グリッパ動作を容易に変更できる。したがって、軟らかい材質の素材を供給する場合であっても、変形させずに移送することができる。
【0027】
また、固定グリッパおよび可動グリッパにおける、素材の把持・解放のタイミングを逆にすることで、素材の移送方向を容易に変更することができる。この場合、可動グリッパは、図1中の前死点で素材を把持し、そのまま図中右側方向に移動して、後死点で素材を解放することになる。なお、この場合は、素材の移送方向、すなわち、図1中の矢印右方向が、可動グリッパの往動方向となり、矢印左方向が復動方向となる。このように、素材の把持・解放のタイミングを変更するだけで、素材の供給作業のみならず、引き抜き作業も容易にすることができる。その結果、素材の変更に伴う作業がし易くなり作業効率が向上する。さらに、引き抜き作業の場合であっても、素材の種類に応じてグリッパ動作を調整できるため、素材の変形等が抑制される。
【0028】
以上、本発明の圧造機の素材供給装置の実施形態について説明した。しかしながら、本発明の圧造機の素材供給装置は、上記実施形態に限定されるものではない。本発明の圧造機の素材供給装置は、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。例えば、上記実施形態では、切替弁としてサーボ弁を使用した。しかし、ON、OFFを切り替えるだけの切替弁を使用しても構わない。また、固定グリッパおよび可動グリッパにおいて、鋼製のフィンガーを使用したが、上下各フィンガーは、他の金属製、あるいは樹脂製であっても構わない。
【0029】
【発明の効果】
本発明の圧造機の素材供給装置は、固定グリッパと、可動グリッパとを備え、該固定グリッパおよび該可動グリッパにおける素材の把持・解放が、油圧機構により駆動される。油圧機構により両グリッパを駆動するため、素材を把持する際の把持力や、グリッパ動作速度等を自在に調整することができる。また、素材の把持・解放のタイミングを調整することで、素材の移送方向を容易に変更することができ、作業効率が向上する。
【図面の簡単な説明】
【図1】本実施形態の圧造機の素材供給装置の側面図を示す。
【図2】図1におけるI−I断面図を示す。
【図3】本実施形態の圧造機の素材供給装置のタイミングチャートを示す。
【符号の説明】
1:素材供給装置
2:固定グリッパ
21:固定側油圧シリンダ 211:本体部 212:ピストン部
22:固定側上フィンガー
23:固定側下フィンガー
3:可動グリッパ
31:可動側油圧シリンダ 311:本体部 312:ピストン部
32:可動側上フィンガー
33:可動側下フィンガー
4:フレーム(基部)
51:リンク機構 52:カム
61、62:案内軸
【発明の属する技術分野】
本発明は、パンチとダイとで素材を圧造成形する圧造機の素材供給装置に関する。
【0002】
【従来の技術】
一般に、パンチとダイとで素材を圧造成形する圧造機は、素材を供給する素材供給装置、供給された素材を切断する切断装置、切断された素材を所定の位置に搬送する搬送装置、搬送された素材を圧造成形する圧造装置、圧造成形された成形材を金型からキックアウトするキックアウト装置等から構成される。ここで、素材供給装置は、素材である金属線材を、所定の長さずつ間欠的に切断装置へ移送する。素材を移送する方法の一つとして、例えば、一組の固定グリッパと可動グリッパとにより、素材を交互に把持・解放することで、素材を所定の長さずつ間欠的に移送する方法がある(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平2−84227号公報
【0004】
【発明が解決しようとする課題】
しかしながら、上記特許文献1に記載された素材供給装置では、固定グリッパおよび可動グリッパにおける素材の把持・解放は、カム機構により駆動される。したがって、素材を把持・解放する際のグリッパの動作、すなわちグリッパ動作は一定となる。つまり、カム機構では、供給する素材の種類によって、グリッパの把持力や動作速度等を変更することは難しい。そのため、例えば、比較的軟らかな材質の素材を供給する場合に、グリッパの把持力等が大き過ぎると、移送時に素材が変形してしまうおそれがある。
【0005】
本発明は、一組のグリッパを用いた素材供給装置における上記問題を解決するためになされたものであり、圧造機の素材供給装置であって、供給される素材の種類により、グリッパ動作を容易に変更できる素材供給装置を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明の圧造機の素材供給装置は、フレームに設置されたダイと、該フレーム内を往復動するラムに該ダイと対向するよう設置されたパンチとの間で素材を圧造成形する圧造機の素材供給装置であって、基部に固定され、素材を把持・解放する固定グリッパと、前記ラムの往復動に同期して回転するカムにより該固定グリッパに対して往復動するよう該基部に設置され、復動方向端部にて素材を把持し、往動方向端部で該素材を解放して、往動ストローク分ずつ素材を移送する可動グリッパと、を備え、該固定グリッパおよび該可動グリッパにおける素材の把持・解放が、油圧機構により駆動されることを特徴とする。
【0007】
すなわち、本発明の素材供給装置では、固定グリッパおよび可動グリッパにおける素材の把持・解放が、油圧機構により駆動される。油圧機構により両グリッパを駆動するため、素材を把持する際の把持力や、グリッパ動作速度等を自在に調整することができる。例えば、軟らかな材質の素材を供給する際には、把持力を通常よりも小さくすることができる。また、素材を把持する際に、素材近傍までは速い速度でグリッパを動かし、素材近傍ではゆっくり動かすこと等が可能となる。このように、素材の種類に応じてグリッパ動作を調整することで、例えば、軟らかな材質の素材を供給する場合であっても、変形させずに移送することができる。また、油圧機構における油量やその供給速度の制御にサーボ弁等を使用することで、グリッパ動作速度等を自在に調整することができる。サーボ弁等を使用することで、各々の素材ごとに、より適したグリッパ動作を実現することができる。
【0008】
さらに、例えば、供給する素材を変更する場合等には、圧造機内に入っている素材を引き抜き、取り出すことが必要となる。この場合、両グリッパにおける素材の把持・解放のタイミングを逆にすることで、素材の移送方向を逆にすることができる。つまり、素材の供給作業だけでなく、引き抜き作業をも容易に行うことができる。よって、作業効率が向上する。そして、引き抜き作業の場合であっても、素材の種類に応じてグリッパ動作を調整できるため、素材の変形等が抑制される。
【0009】
また、油圧機構を、ラムを往復動させるクランク軸の所定の回転角度に対して出力される電気信号によって作動させることにより、ラムの動きに合わせて、任意のタイミングで自動的にグリッパを駆動させることができる。
【0010】
【発明の実施の形態】
以下、本発明の圧造機の素材供給装置の実施形態について詳しく説明する。まず、本発明の一実施形態である圧造機の素材供給装置の構成を説明する。図1に、本実施形態の圧造機の素材供給装置の側面図を示す。また、図2に、図1におけるI−I断面図を示す。図1に示すように、素材供給装置1は、固定グリッパ2と、可動グリッパ3とを備える。
【0011】
固定グリッパ2は、基部としてのフレーム4に固定されている。固定グリッパ2は、固定側油圧シリンダ21と、固定側上フィンガー22と、固定側下フィンガー23とを持つ。
【0012】
固定側油圧シリンダ21は、油圧回路と接続されている。固定側油圧シリンダ21は、本体部211とピストン部212とからなる。本体部211は、複数の部材から構成されており、内部に油とピストン部212とが入る空間を有する。本体部211には、図示しないサーボ弁が取り付けられている。サーボ弁により油量が調整され、ピストン部212の動作が制御される。ピストン部212は、油圧により上下方向に往復動するよう、本体部211の内側に配置されている。固定側油圧シリンダ21、サーボ弁、油圧回路は、本発明の素材供給装置における油圧機構に含まれる。
【0013】
固定側上フィンガー22は、鋼製であり、平板形状を呈する。固定側上フィンガー22は、固定側油圧シリンダ21のピストン部212の下部にねじで固定されている。すなわち、固定側上フィンガー22とピストン部212とは、一体となっている。固定側上フィンガー22の下側には、素材が配置される。固定側上フィンガー22の素材との接触面は、ほぼ平面をなす。
【0014】
固定側下フィンガー23は、鋼製であり、平板形状を呈する。固定側下フィンガー23は、固定グリッパ2にねじで固定されている。固定側下フィンガー23の上側には、素材が配置される。固定側下フィンガー23の素材との接触面には、V字溝が形成されている。
【0015】
可動グリッパ3は、リンク機構51により、ラムの往復動に同期して回転するカム52と連結されている。可動グリッパ3は、固定グリッパ2に対して往復動可能に、基部としてのフレーム4に設置されている。すなわち、可動グリッパ3には、可動グリッパ3を案内する案内軸61、62が挿通されている。可動グリッパ3は、案内軸61、62の軸方向に沿って往復動する。可動グリッパ3は、可動側油圧シリンダ31と、可動側上フィンガー32と可動側下フィンガー33とを持つ。
【0016】
可動側油圧シリンダ31は、油圧回路と接続されている。可動側油圧シリンダ31は、本体部311とピストン部312とからなる。本体部311は、複数の部材から構成されており、内部に油とピストン部312とが入る空間を有する。本体部311には、図示しないサーボ弁が取り付けられている。サーボ弁により油量等が調整され、ピストン部312の動作が制御される。ピストン部312は、油圧により上下方向に往復動するよう、本体部311の内側に配置されている。可動側油圧シリンダ31、サーボ弁は、本発明の素材供給装置における油圧機構に含まれる。
【0017】
可動側上フィンガー32は、鋼製であり、平板形状を呈する。可動側上フィンガー32は、可動側油圧シリンダ31のピストン部312の下部にねじで固定されている。すなわち、可動側上フィンガー32とピストン部312とは、一体となっている。可動側上フィンガー32の下側には、素材が配置される。可動側上フィンガー32の素材との接触面はほぼ平面をなす。
【0018】
可動側下フィンガー33は、鋼製であり、平板形状を呈する。可動側下フィンガー33は、可動グリッパ3にねじで固定されている。可動側下フィンガー33の上側には、素材が配置される。可動側下フィンガー33の素材との接触面には、V字溝が形成されている。
【0019】
次に、本実施形態の圧造機の素材供給装置の動きを説明する。まず、可動グリッパ3は、固定グリッパ2と隣接した位置(後止点)に配置される。可動グリッパ3における可動側上フィンガー32と可動側下フィンガー33とは、上下に離れた状態(解放状態)となっている。同様に、固定グリッパ2における固定側上フィンガー22と固定側下フィンガー23とは、上下に離れた状態(解放状態)となっている。素材は、固定グリッパ2の固定側上フィンガー22と固定側下フィンガー23との間、および可動グリッパ3の可動側上フィンガー32と可動側下フィンガー33との間に導入される。
【0020】
そして、可動側油圧シリンダ31におけるピストン部312が下降する。可動側上フィンガー31は、ピストン部312と一体であるため、ピストン部312とともに下降する。その結果、可動側上フィンガー31と可動側下フィンガー32との間で、素材が把持される。
【0021】
次いで、可動グリッパ3は、可動側上フィンガー31と可動側下フィンガー32との間で、素材を把持しながら図中左方向に移動する。この場合、可動グリッパ3の進行方向、つまり、素材の移送方向である矢印左方向が往動方向であり、その反対方向の矢印右方向が復動方向である。そして、可動グリッパ3は前止点に配置される。その結果、素材は、可動グリッパ3の移動した距離だけ左方向に移送される。
【0022】
可動グリッパ3の移動が完了した後、固定グリッパ2における固定側油圧シリンダ21のピストン部212が下降する。固定側上フィンガー21は、ピストン部212とともに下降する。その結果、固定側上フィンガー21と固定側下フィンガー22との間で、素材が把持される。次いで、可動側油圧シリンダ31におけるピストン部312が上昇する。可動側上フィンガー31は、ピストン部312とともに上昇する。その結果、可動グリッパ3から素材が解放される。
【0023】
可動グリッパ3は、可動側上フィンガー31と可動側下フィンガー32とが解放状態で、図中右方向に移動する。そして、可動グリッパ3は後止点に配置される。可動グリッパ3による一往復の動作が繰り返されることにより、素材は所定量ずつ図中左方向へ移送される。
【0024】
可動グリッパおよび固定グリッパの動作は、ラムを往復動させるクランク軸の所定の回転角度に対して出力される電気信号によって制御されている。図3に、ラムを往復動させるクランク軸の一回転に対応した素材の移送の様子および各グリッパの動作の一例を示す。図3(a)はクランク軸の一回転(360°)を示し、(b)は素材の移送の様子を示し、(c)は固定グリッパの動作を示し、(d)は可動グリッパの動作を示す。
【0025】
図3(a)に示されるクランク軸の一回転で、ラムは一往復する。まず、図3(d)中、T1〜T2間で可動グリッパが駆動され、可動グリッパにより素材が把持される。次いで、図3(c)中、T3〜T4間で固定グリッパが駆動され、固定グリッパから素材が解放される。その後、可動グリッパは、素材を把持したまま前死点まで移動する。この間、つまり図3(b)中、T5〜〜T6間で素材は移送される。次に、図3(c)中、T7〜T8間で固定グリッパが駆動され、固定グリッパにより素材が把持される。次いで、図3(d)中、T9〜T10間で可動グリッパが駆動され、可動グリッパから素材が解放される。その後、可動グリッパは、解放状態のまま後死点へ移動する。
【0026】
上記固定グリッパおよび可動グリッパの各ピストン部は、サーボ弁により制御される。つまり、サーボ弁は、ピストン部へ送られる油量やその供給速度を調整する。これにより、供給する素材ごとに最適なグリッパ把持力、およびグリッパ動作速度となるよう、グリッパ動作が調整される。このように、本発明の圧造機の素材供給装置によれば、供給される素材の種類により、グリッパ動作を容易に変更できる。したがって、軟らかい材質の素材を供給する場合であっても、変形させずに移送することができる。
【0027】
また、固定グリッパおよび可動グリッパにおける、素材の把持・解放のタイミングを逆にすることで、素材の移送方向を容易に変更することができる。この場合、可動グリッパは、図1中の前死点で素材を把持し、そのまま図中右側方向に移動して、後死点で素材を解放することになる。なお、この場合は、素材の移送方向、すなわち、図1中の矢印右方向が、可動グリッパの往動方向となり、矢印左方向が復動方向となる。このように、素材の把持・解放のタイミングを変更するだけで、素材の供給作業のみならず、引き抜き作業も容易にすることができる。その結果、素材の変更に伴う作業がし易くなり作業効率が向上する。さらに、引き抜き作業の場合であっても、素材の種類に応じてグリッパ動作を調整できるため、素材の変形等が抑制される。
【0028】
以上、本発明の圧造機の素材供給装置の実施形態について説明した。しかしながら、本発明の圧造機の素材供給装置は、上記実施形態に限定されるものではない。本発明の圧造機の素材供給装置は、本発明の要旨を逸脱しない範囲において、当業者が行い得る変更、改良等を施した種々の形態にて実施することができる。例えば、上記実施形態では、切替弁としてサーボ弁を使用した。しかし、ON、OFFを切り替えるだけの切替弁を使用しても構わない。また、固定グリッパおよび可動グリッパにおいて、鋼製のフィンガーを使用したが、上下各フィンガーは、他の金属製、あるいは樹脂製であっても構わない。
【0029】
【発明の効果】
本発明の圧造機の素材供給装置は、固定グリッパと、可動グリッパとを備え、該固定グリッパおよび該可動グリッパにおける素材の把持・解放が、油圧機構により駆動される。油圧機構により両グリッパを駆動するため、素材を把持する際の把持力や、グリッパ動作速度等を自在に調整することができる。また、素材の把持・解放のタイミングを調整することで、素材の移送方向を容易に変更することができ、作業効率が向上する。
【図面の簡単な説明】
【図1】本実施形態の圧造機の素材供給装置の側面図を示す。
【図2】図1におけるI−I断面図を示す。
【図3】本実施形態の圧造機の素材供給装置のタイミングチャートを示す。
【符号の説明】
1:素材供給装置
2:固定グリッパ
21:固定側油圧シリンダ 211:本体部 212:ピストン部
22:固定側上フィンガー
23:固定側下フィンガー
3:可動グリッパ
31:可動側油圧シリンダ 311:本体部 312:ピストン部
32:可動側上フィンガー
33:可動側下フィンガー
4:フレーム(基部)
51:リンク機構 52:カム
61、62:案内軸
Claims (2)
- フレームに設置されたダイと、該フレーム内を往復動するラムに該ダイと対向するよう設置されたパンチとの間で素材を圧造成形する圧造機の素材供給装置であって、
基部に固定され、素材を把持・解放する固定グリッパと、
前記ラムの往復動に同期して作動するカムにより該固定グリッパに対して往復動するよう該基部に設置され、復動方向端部にて素材を把持し、往動方向端部で該素材を解放して、往動ストローク分ずつ素材を移送する可動グリッパと、を備え、
該固定グリッパおよび該可動グリッパにおける素材の把持・解放が、油圧機構により駆動されることを特徴とする圧造機の素材供給装置。 - 前記油圧機構は、前記ラムを往復動させるクランク軸の所定の回転角度に対して出力される電気信号によって制御される請求項1に記載の圧造機の素材供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003080793A JP2004283885A (ja) | 2003-03-24 | 2003-03-24 | 圧造機の素材供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003080793A JP2004283885A (ja) | 2003-03-24 | 2003-03-24 | 圧造機の素材供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004283885A true JP2004283885A (ja) | 2004-10-14 |
Family
ID=33294554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003080793A Pending JP2004283885A (ja) | 2003-03-24 | 2003-03-24 | 圧造機の素材供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004283885A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130531A (ja) * | 2004-11-05 | 2006-05-25 | Asahi Sunac Corp | 線材移送装置 |
| KR20170066494A (ko) * | 2015-06-23 | 2017-06-14 | 닛또꾸 엔지니어링 가부시키가이샤 | 선재 파지 장치 및 선재 파지 방법 |
-
2003
- 2003-03-24 JP JP2003080793A patent/JP2004283885A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130531A (ja) * | 2004-11-05 | 2006-05-25 | Asahi Sunac Corp | 線材移送装置 |
| KR20170066494A (ko) * | 2015-06-23 | 2017-06-14 | 닛또꾸 엔지니어링 가부시키가이샤 | 선재 파지 장치 및 선재 파지 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103752698B (zh) | 一种电机外壳连续模 | |
| JP2002346685A (ja) | 両方向鍛造成形装置 | |
| EP2915655A1 (en) | Device for converting flat pouch into tetrahedral pouch in rotary packaging machine | |
| JP2004283885A (ja) | 圧造機の素材供給装置 | |
| KR101796493B1 (ko) | 소형주물 자동절단기계 | |
| US4023393A (en) | Eccentric press | |
| CN207914378U (zh) | 一种冲压设备 | |
| CN105170835B (zh) | 一种汽车座椅滑道的自动冲压装置及自动冲压线 | |
| JP2015061732A (ja) | ホーマー切断部衝撃緩和装置 | |
| JP4185786B2 (ja) | プレス機械のノックアウト装置 | |
| JP2007229738A (ja) | プレス加工装置及びプレス加工方法 | |
| JP4251366B2 (ja) | 握り寿司製造装置 | |
| KR20150061313A (ko) | 2개의 피가공물 가공이 가능한 트랜스퍼 금형 | |
| KR200346992Y1 (ko) | 블랭킹용 프레스장치 | |
| KR101147210B1 (ko) | 원자재 절감을 위한 트랜스퍼 금형 | |
| KR20100002619A (ko) | 펀치 프레스 장치 | |
| JPH0752081A (ja) | ゴム塊切断機 | |
| JPS5925597Y2 (ja) | キ−の自動製造装置 | |
| JP3046804U (ja) | 多段式圧造成形機の素材移送装置 | |
| JP2564231Y2 (ja) | プレスのトランスファー装置 | |
| JP3195432U (ja) | 熱間圧造成形機 | |
| KR20210017804A (ko) | 프레스 장치 | |
| KR100545755B1 (ko) | 사출성형기의 형체장치 | |
| KR100592854B1 (ko) | 사출 성형기의 형체장치 | |
| JP3049044U (ja) | 圧造成形機の素材移送用チャック装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070821 |
|
| A02 | Decision of refusal |
Effective date: 20071218 Free format text: JAPANESE INTERMEDIATE CODE: A02 |