JP2004306455A - 複合材料ハニカムサンドイッチ構造の製造方法 - Google Patents
複合材料ハニカムサンドイッチ構造の製造方法 Download PDFInfo
- Publication number
- JP2004306455A JP2004306455A JP2003103879A JP2003103879A JP2004306455A JP 2004306455 A JP2004306455 A JP 2004306455A JP 2003103879 A JP2003103879 A JP 2003103879A JP 2003103879 A JP2003103879 A JP 2003103879A JP 2004306455 A JP2004306455 A JP 2004306455A
- Authority
- JP
- Japan
- Prior art keywords
- prepreg
- honeycomb
- sandwich structure
- honeycomb core
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】本発明に係る複合材料ハニカムサンドイッチ構造の製造方法は、その積層工程において、熱硬化性合成樹脂を強化繊維に含浸させた未硬化のプリプレグ1に、端部が非直線形状をなす未硬化のプリプレグ2を段状に積層し、第1プリプレグ積層面板3を形成する。
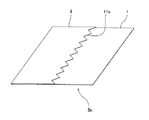
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、複合材面板をハニカムコアの両面に接着してなる複合材料ハニカムサンドイッチ構造の製造方法に関する。
【0002】
【従来の技術】
航空機、自動車等の構造部品等には、軽量でありしかも剛性に優れる複合材料ハニカムサンドイッチ構造が多用されている。この複合材料ハニカムサンドイッチ構造は、複合材面板をハニカムコアの両面に接着した構成となっている。
【0003】
図9は、従来の複合材料ハニカムサンドイッチ構造の製造方法の一工程を説明する模式図である。かかる従来の複合材料ハニカムサンドイッチ構造の製造方法は、熱硬化性合成樹脂を強化繊維に含浸させた未硬化のプリプレグを必要な枚数だけ積層して、2つのプリプレグ積層面板101,102を夫々形成し、これらのプリプレグ積層面板101,102によって、端部がテーパ状をなすハニカムコア103を挟むように被覆し、このようにして得られた未硬化ハニカムサンドイッチ構造104をバッグフィルム(図示せず)にて被覆した後、該バッグフィルムごとオートクレーブ内で加圧・加熱することにより、プリプレグ積層面板101,102の硬化及びプリプレグ積層面板101,102とハニカムコア103との接着を略同時に行うようになっており、これはコキュア成型法と呼ばれている。
【0004】
かかる従来の複合材料ハニカムサンドイッチ構造の製造方法においては、ハニカムコア103の端部がテーパ状に形成されており、このため図9(a)に示す如く、オートクレーブによる加圧・加熱処理では、未硬化ハニカムサンドイッチ構造104のテーパ部105に、テーパ面に垂直な方向の圧力が作用することとなる。この結果、ハニカムコア103には、テーパ部105の厚さが増大する方向への力が加わり、これによって未硬化のため熱硬化性合成樹脂が柔軟なプリプレグ積層面板101の上をハニカムコアが滑り、図9(b)に示す如くハニカムコア103が部分的に潰れて、製造不良が発生することがあった。
【0005】
また、複合材料ハニカムサンドイッチ構造には、その使用用途に応じて部分的に強度を増すことが必要となる場合がある。図10は、従来の複合材料ハニカムサンドイッチ構造に用いられるプリプレグ積層面板101の構成を模式的に示す斜視図である。図10に示す如く、このような場合には、下側のプリプレグ積層面板101の強度を増す部分に更に端部が直線形状をなすプリプレグ106を積層して、部分的に積層数を増やしたプライアップ部107を設けることによって対処している。
【0006】
図11は、プライアップ部107を設けた複合材料ハニカムサンドイッチ構造を示す断面図である。このようなプライアップ部107を設けた場合には、図11に示す如く、プリプレグ積層面板101の段部108を有する面にハニカムコア103を載置して未硬化ハニカムサンドイッチ構造104を形成し、これに対して加熱・加圧処理を施すこととなる。しかしながら、直線的に設けられた段部108の付近では、その段差によってハニカムコア103がプリプレグ積層面板101から離れるため、加圧によってハニカムコア103が容易に滑り、前述した製造不良が特に顕著に発生していた。
【0007】
かかる複合材料ハニカムサンドイッチ構造の製造不良を解消すべく、ハニカムコアの外周部のセル内に合成樹脂を充填し、これを硬化させ、この合成樹脂に設けられた貫通孔にピン又はボルトを通し、これにより未硬化ハニカムサンドイッチ構造をその載置台に固定してハニカムコアの滑りを防止する方法(特許文献1参照)、並びにハニカムコアを被覆するプリプレグ積層面板同士が重なり合う余肉部に平板状の弾性部材及び押え部材を載置し、又は当該余肉部の幅を所定寸法以上確保しておき、前記押え部材の重量によるプリプレグ積層面板同士の摩擦力の増大及び押え部材のエッジ効果、又は余肉部の自重によるプリプレグ積層面板同士の摩擦力の増大によってハニカムコアの滑りを防止する方法(特許文献2参照)が提案されている。
【0008】
【特許文献1】
特許第2573977号公報
【特許文献2】
特開2001−150575号公報
【0009】
【発明が解決しようとする課題】
しかしながら、特許文献1に開示されている従来の複合材料ハニカムサンドイッチ構造の製造方法にあっては、ハニカムコアの外周部のセル内に合成樹脂を充填し、これをプリプレグ積層面板の硬化及びプリプレグ積層面板とハニカムコアとの接着に先立って硬化させる必要があり、煩雑な手間が生じ、また長い製造時間を要していた。
【0010】
また、複合材料ハニカムサンドイッチ構造の外周部の余肉部(ソリッド部)を部品寸法に対して大きくすることは、剛性確保の観点から好ましくなく、また当該余肉部を切除すると製造コストが嵩むため、余肉部は可及的に小さくすることが要望されているが、特許文献2に開示されている従来の複合材料ハニカムサンドイッチ構造の製造方法にあっては、余肉部を大きく確保せざるを得ない。しかも、弾性部材及び押え部材等の専用冶具を必要とするため、製造コストが嵩んでいた。
【0011】
本発明は、斯かる事情に鑑みてなされたものであり、ハニカムコアの滑りを防止しつつ、従来に比して手間の削減及び製造時間の短縮を可能とし、余肉部を可及的に小さくすることが可能であり、また特別な専用冶具を必要としない複合材料ハニカムサンドイッチ構造の製造方法を提供することを目的とする。
【0012】
【課題を解決するための手段】
上記課題を解決するため、本発明に係る複合材料ハニカムサンドイッチ構造の製造方法は、熱硬化性合成樹脂を強化繊維に含浸させた未硬化のプリプレグに、端部が非直線形状をなす未硬化のプリプレグを段状に積層する積層工程と、端部がテーパ状をなすハニカムコアの一面に前記積層工程で形成された第1プリプレグ積層面板の段部を有する面を重ね、前記ハニカムコアの他面に別途形成された第2プリプレグ積層面板を密着させて、前記第1及び第2プリプレグ積層面板によって前記ハニカムコアを挟むように被覆する被覆工程と、該被覆工程によって形成された未硬化ハニカムサンドイッチ構造を加圧するとともに加熱して、前記第1及び第2プリプレグ積層面板の硬化と、該第1及び第2プリプレグ積層面板並びに前記ハニカムコアの接着とを略同時に行う硬化接着工程とを有する。
【0013】
これにより、第1プリプレグ積層面板の段部形状が非直線的となり、直線形状の段部に比べて、ハニカムコアに強く押し付けられる段部のエッジ領域が大きくなるため、ハニカムコアの滑りが抑制される。また、段部形状が非直線的であるため、ハニカムコアのセルがこの段部形状に沿うように変形し、段部とハニカムコアとが噛合し、これによってもハニカムコアの滑りが抑制される。
【0014】
更に、未硬化のプリプレグに、端部が非直線形状をなすプリプレグを段状に積層するだけであるので、従来に比して手間の削減及び製造時間の短縮が可能であり、また余肉部を可及的に小さくすることができ、特別な専用冶具も必要としない。
【0015】
この場合においては、前記積層工程で、未硬化のプリプレグに、端部が波形をなす未硬化のプリプレグを積層することが好ましい。
【0016】
この場合においては、前記波形を略台形波とすることが好ましく、また略台形波の傾斜部の波長方向に対する傾斜角度θが、90°<θ≦135°を満たすようにすることが更に好ましい。
【0017】
上記発明においては、前記波形を略矩形波、略正弦波、又は略三角波とすることができる。
【0018】
上記発明においては、端部が波形をなす未硬化のプリプレグの波形の凹部を前記ハニカムコアのハニカムセル5〜20個分の長さとし、また波形の振幅を前記ハニカムセル1〜5個分の長さとすることが好ましい。
【0019】
上記発明においては、前記積層工程で、プリプレグの積層段部がハニカムコアのテーパ部近傍に位置するように未硬化のプリプレグを積層することが好ましい。
【0020】
上記発明においては、前記被覆工程で、第1及び第2プリプレグ積層面板とハニカムコアとの夫々の間にフィルム状の接着剤を介在させて、前記第1及び第2プリプレグ積層面板によって前記ハニカムコアを挟むように被覆することもできる。
【0021】
上記発明においては、前記硬化接着工程で、未硬化ハニカムサンドイッチ構造をバッグフィルムにて被覆し、該バッグフィルム内を真空引きすることも可能である。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法について、図面を参照しながら具体的に説明する。
【0023】
図1は、本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の積層工程の一例を説明する斜視図である。本発明の実施の形態にて使用するプリプレグ1は、炭素繊維、ガラス繊維、アラミド繊維、SiC繊維等の強化繊維の織布に、熱に反応して硬化する性質を有する合成樹脂(熱硬化性合成樹脂)を含浸させたものであり、シート状に形成されている。なお、プリプレグ1には、強化繊維を互いに交差するように織り込んだ織布に熱硬化性合成樹脂を含浸させたものの他、一方向へ引き揃えた強化繊維に熱硬化性合成樹脂を含浸させたものも使用することができる。本実施の形態に係る積層工程においては、まずこのプリプレグ1を所要の大きさ及び形状に裁断し、所要枚数積層し、更に端部を非直線形状に形成したものであって、積層したプリプレグ1よりもその面積が小さいプリプレグ2を、積層体の最上部に重ねて積層し、第1プリプレグ積層面板3を得る。
【0024】
このとき、複合材料ハニカムサンドイッチ構造において、部分的に強度を増すことが必要な場合には、図1に示す如く、補強が必要な部分の積層数を増やすための(プライアップ用の)プリプレグ2の端部を非直線形状とすることができる。このようにして、段部11が非直線形状となったプライアップ部12を有する第1プリプレグ積層面板3を構成することができる。
【0025】
図2は、本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の積層工程の他の例を説明する斜視図である。複合材料ハニカムサンドイッチ構造が特に強度を増す部分を必要としない場合には、図2に示す如く、端部が非直線形状をなす帯状のプリプレグ2aをプリプレグ1の上に重ねて積層し、第1プリプレグ積層面板3aとする。なお、以下の説明においては、図1に示した第1プリプレグ積層面板3を使用して、複合材料ハニカムサンドイッチ構造を製造する方法について説明するが、図2に示した第1プリプレグ積層面板3aを使用した場合についてもその手順は同様である。
【0026】
図3は、本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の被覆工程及び硬化接着工程の概要を示す模式的側面図である。積層工程にて形成した第1プリプレグ積層面板3は、平面又は曲面形状の取付面を有する成形冶具の上に、段部11(図1参照)を有する面、即ち非直線形状をなす端部を有するプリプレグ2が晒された面を上側として載置される(図示せず)。そして、端部がテーパ状をなすハニカムコア4の下面に第1プリプレグ積層面板3の上面(段部11を有する面)を合わせるようにしてハニカムコア4が第1プリプレグ積層面板3の上に載置され、更にその上から、別途形成された第2プリプレグ積層面板5が被せられる。これにより、第1プリプレグ積層面板3及び第2プリプレグ積層面板5によってハニカムコア4を挟むように被覆されることとなる。なお、第2プリプレグ積層面板5は、前述したプリプレグ1が必要数だけ積層されたものであり、その両面の何れかに第1プリプレグ積層面板3の如き段部が設けられた構成であってもよいし、両面の何れにも段部が設けられていない構成であってもよい。
【0027】
また、このときには、ハニカムコア4のテーパの厚さが減少する方向へ向かってその表面高さが前記段部11で一段高くなるように、第1プリプレグ積層面板3の上にハニカムコア4が載置される。なお、段部11の向きはこれに限定されるものではなく、ハニカムコア4のテーパの厚さが増大する方向へ向かってその表面高さが段部11で一段高くなるように、第1プリプレグ積層面板3の上にハニカムコア4を載置してもよい。
【0028】
かかる被覆工程においては、図3(a)に示すように、第1プリプレグ積層面板3とハニカムコア4との間、及び第2プリプレグ積層面板5とハニカムコア4との間に、夫々フィルム状の接着剤6を介在させて、未硬化ハニカムサンドイッチ構造7aを形成してもよいし、図3(b)に示すように、第1プリプレグ積層面板3及び第2プリプレグ積層面板5を夫々ハニカムコア4に直接密着させて、未硬化ハニカムサンドイッチ構造7bを形成してもよい。なお、接着剤6は、未硬化の熱硬化性合成樹脂によって構成されたものである。
【0029】
図4は、本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の硬化接着工程の概要を説明する模式的側面図である。未硬化ハニカムサンドイッチ構造7a(7b)には、ナイロン製のバッグフィルム8が被覆され、このバッグフィルム8ごとオートクレーブ(図示せず)内に入れられる。そして、オートクレーブにより、バッグフィルム8が加圧されるとともに加熱され、第1プリプレグ積層面板3及び第2プリプレグ積層面板5の硬化と、第1プリプレグ積層面板3及び第2プリプレグ積層面板5並びにハニカムコア4の接着とが略同時に進行する。図4に示すように、このときバッグフィルム8内を真空引きしつつ、加圧・加熱処理を行ってもよいし、真空引きを行わずに加圧・加熱処理を行ってもよい。
【0030】
ここで、図3(a)のように、第1プリプレグ積層面板3及び第2プリプレグ積層面板5と、ハニカムコア4との間に接着剤6が介在されている場合には、この接着剤6が熱硬化し、第1プリプレグ積層面板3及び第2プリプレグ積層面板5と、ハニカムコア4とが夫々接着される。
【0031】
また、図3(b)のように、第1プリプレグ積層面板3及び第2プリプレグ積層面板5と、ハニカムコア4とが直接密着されている場合には、オートクレーブの加熱により第1プリプレグ積層面板3及び第2プリプレグ積層面板5の夫々に含まれる熱硬化性合成樹脂が一旦軟化して滲み出し、この熱硬化性合成樹脂が熱硬化することにより、第1プリプレグ積層面板3及び第2プリプレグ積層面板5と、ハニカムコア4とが夫々接着される。
【0032】
このような硬化接着工程においては、加熱によって第1プリプレグ積層面板3に含まれる熱硬化性合成樹脂の粘度が一旦低下し、その上に載置されているハニカムコア4が滑りやすい状態となり、また未硬化ハニカムサンドイッチ構造の外縁部のテーパにより、ハニカムコア4に前記テーパの厚さが増大する方向へ力が加わることとなるが、この方向に向かって第1プリプレグ積層面板3の表面が段部11で一段低くなっているため、ハニカムコア4の前記段部11の近傍のハニカムセルが当該段部11のエッジ領域に押し付けられる。このとき、第1プリプレグ積層面板3の段部11が非直線形状となっているため、この形状に沿うようにハニカムコア4の段部11の近傍のハニカムセルが変形し、より多くの部分で前記段部11のエッジ領域にハニカムセルの壁部が当接すると共に、波形状の段部11とハニカムコア4とが噛合することとなって、ハニカムコア4の滑りが防止される。
【0033】
また、前述したように、プライアップ部を設けない第1プリプレグ積層面板3aを用いて複合材料ハニカムサンドイッチ構造を製造するときには、図2に示すように、端部を非直線形状とした例えば帯状のプリプレグ2aを第1プリプレグ積層面板3aの最上段に積層するが、このときハニカムコア4のテーパ部近傍に段部11aが位置するように、第1プリプレグ積層面板3aを構成することが好ましい。これは、ハニカムコア4のテーパ部近傍に横向きの力が作用するため、プライアップ部を設けない場合にはこのテーパ部近傍においてハニカムセルの潰れが多く発生するためである。また、この場合には、プリプレグ2aを図2に示す如き帯状に構成することにより、製造した複合材料ハニカムサンドイッチ構造を重量を可及的に小さくしつつ、ハニカムセルの潰れを防止することができる。しかしながら、プリプレグ2aを帯状とせず、幅広の面板状としてもよいことはいうまでもない。
【0034】
このようにして、第1プリプレグ積層面板3及び第2プリプレグ積層面板5が硬化し、しかも第1プリプレグ積層面板3及び第2プリプレグ積層面板5並びにハニカムコア4が接着することにより、複合材料ハニカムサンドイッチ構造が完成する。
【0035】
ここで、図1においては、プライアップ用のプリプレグ2の端部形状を略台形波とした場合について示している。また、図2においては、プリプレグ2aの端武家以上を略正弦波とした場合について示している。このように、プリプレグ2,2aの端部の非直線形状は、波形とすることが好ましい。これは、プリプレグ2,2aの端部を波形状とすることにより、端部が所定の長さごとに規則正しく凹凸を繰り返す形状となり、前述したようなハニカムセルの壁部が当接する段部11,11aのエッジ領域の大きさがプリプレグ2,2aの端部の全長に亘って略均一となり、部分的にハニカムコア4が滑りやすい箇所の発生が防止されるためである。
【0036】
図5は、図1に示すプリプレグ2の端部形状の詳細を示す平面図である。図1に示したプリプレグ2の端部は、図3に示す如く、略台形波の傾斜部9の波長方向に対する傾斜角度θが、90°<θ≦135°を満たすことが好ましい。これは、図中矢符にて示す滑り方向にハニカムコア4が滑るため、微小な滑りによってハニカムコア4のハニカムセルを傾斜部9に沿った形状に変形させるためには、ハニカムコア4の滑り方向に傾斜部9がある程度の角度をもって向き合うようにすることが望ましいと考えられるためである。
【0037】
また、台形波の凹部の長さは、ハニカムコア4のハニカムセル5〜20個分とし、波形の振幅がハニカムセル1〜5個分の長さとすることが好ましい。これは、凹部のサイズをハニカムセル1個分程度とすると、ハニカムコア4が滑ったときにハニカムセルが凹部をはみ出すことがあり、滑りを効率的に防止することができないと考えられ、また凹部のサイズをハニカムセル数十個分とすると、凹部の中央付近には大きい直線部分が含まれることとなり、この部分で滑りが発生する蓋然性が高くなるためである。
【0038】
図6及び図7は、複合材料ハニカムサンドイッチ構造の製造に使用されるプリプレグ積層面板の他の例を示す斜視図である。本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法においては、図6及び図7に夫々示す如く、段部11b,11cが台形波状又は正弦波状ではなく、矩形波状又は三角波状とした第1プリプレグ積層面板3b,3cを使用することによっても、ハニカムコア4の滑りの発生を抑えることができる。このとき、夫々の波形の凹部の長さをハニカムコア4のハニカムセル5〜20個分とし、振幅をハニカムセル1〜5個分の長さとすることにより、ハニカムコア4の滑りをより一層効率的に防止することができる。
【0039】
本願発明者らは、従来の複合材料ハニカムサンドイッチ構造の製造方法(以下、従来方法という)と、本発明に実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法(以下、本願方法という)との比較実験を行った。図8は、その実験結果を示す平面図であり、(a)は、従来方法における実験結果を示す平面図であり、(b)は、本願方法における実験結果を示す平面図である。従来方法についての実験では、第1プリプレグ積層面板の段部11dを直線形状として、複合材料ハニカムサンドイッチ構造10dを製造し、この複合材料ハニカムサンドイッチ構造10dのX線写真を撮像した。また、本願方法についての実験では、第1プリプレグ積層面板3の段部11を台形波状として、複合材料ハニカムサンドイッチ構造10を製造し、この複合材料ハニカムサンドイッチ構造10のX線写真を撮像した。
【0040】
図8(a),(b)は、これらのX線写真によって夫々得られたハニカムコア4の形状を図示したものである。また、図中波線は段部11,11dの位置を示しており、この波線より図中上側が、段部により一段高くなっている部分である。
【0041】
図8(a)に示す如く、従来方法で製造した複合材料ハニカムサンドイッチ構造10dのハニカムコア4dは、段部11dの近傍においてハニカムセルが著しく変形している。これに比して本願方法で製造した複合材料ハニカムサンドイッチ構造10のハニカムコア4は、図8(b)に示す如く、段部11の波形に沿ってハニカムセルが僅かに変形しているものの、その変形量は従来方法で製造したものより著しく小さい。このような実験により、本願方法が、硬化接着工程においてハニカムコアが潰れるという製造不良に対して非常に有効であることがわかった。
【0042】
また、上述したような本願方法においては、端部が非直線形状となるようにプリプレグ2,2aを裁断し、これによって第1プリプレグ積層面板3,3aを形成すれば、他の工程は従来の一般的な複合材料ハニカムサンドイッチ構造の製造方法と同様であるので、特別な処理を必要とせず、従来方法と比べて製造が長時間化することがない。
【0043】
また、複合材料ハニカムサンドイッチ構造の外周部の余肉部(ソリッド部)を大きくする必要がなく、また余肉部を押さえつけるための特別な専用冶具等を必要としないので、製造コストの増大化を防止できる。
【0044】
【発明の効果】
本発明に係る複合材料ハニカムサンドイッチ構造の製造方法による場合は、第1プリプレグ積層面板の段部形状が非直線的となり、直線形状の段部に比べて、ハニカムコアに強く押し付けられる段部のエッジ領域が大きくなるため、ハニカムコアの滑りが抑制される。また、段部形状が非直線的であるため、ハニカムコアのセルがこの段部形状に沿うように変形し、段部とハニカムコアとが噛合し、これによってもハニカムコアの滑りが抑制される。
【0045】
更に、未硬化のプリプレグに、端部が非直線形状をなすプリプレグを段状に積層するだけであるので、従来に比して手間の削減及び製造時間の短縮が可能であり、また余肉部を可及的に小さくすることができ、特別な専用冶具も必要としない等、本発明は優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の積層工程の一例を説明する斜視図である。
【図2】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の積層工程の他の例を説明する斜視図である。
【図3】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の被覆工程及び硬化接着工程の概要を示す模式的側面図であり、(a)は、第1及び第2プリプレグ積層面板とハニカムコアとの間に接着剤を介在させる場合の被覆工程及び積層工程を示しており、(b)は、第1プリプレグ積層面板及び第2プリプレグ積層面板を夫々ハニカムコアに直接密着させる場合の被覆工程及び積層工程を示している。
【図4】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法の硬化接着工程の概要を説明する模式的側面図である。
【図5】図1に示すプリプレグの端部形状の詳細を示す平面図である。
【図6】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造に使用されるプリプレグ積層面板の他の例を示す斜視図である。
【図7】本発明の実施の形態に係る複合材料ハニカムサンドイッチ構造の製造に使用されるプリプレグ積層面板の他の例を示す斜視図である。
【図8】従来の複合材料ハニカムサンドイッチ構造の製造方法と、本発明に実施の形態に係る複合材料ハニカムサンドイッチ構造の製造方法との比較実験の結果を示す平面図であり、(a)は、従来方法における実験結果を示す平面図であり、(b)は、本願方法における実験結果を示す平面図である。
【図9】従来の複合材料ハニカムサンドイッチ構造の製造方法の一工程を説明する模式図であり、(a)は、ハニカムコアが潰れる前の状態を示し、(b)は、ハニカムコアが潰れた状態を示している。
【図10】従来の複合材料ハニカムサンドイッチ構造に用いられるプリプレグ積層面板の構成を模式的に示す斜視図である。
【図11】プライアップ部を設けた複合材料ハニカムサンドイッチ構造を示す断面図である。
【符号の説明】
1,2,2a プリプレグ
3,3a,3b,3c 第1プリプレグ積層面板
4 ハニカムコア
5 第2プリプレグ積層面板
6 接着剤
7a,7b 未硬化ハニカムサンドイッチ構造
8 バッグフィルム
9 傾斜部
10,10d 複合材料ハニカムサンドイッチ構造
11,11a,11b,11c,11d 段部
12 プライアップ部
Claims (11)
- 熱硬化性合成樹脂を強化繊維に含浸させた未硬化のプリプレグに、端部が非直線形状をなす未硬化のプリプレグを段状に積層する積層工程と、
端部がテーパ状をなすハニカムコアの一面に前記積層工程で形成された第1プリプレグ積層面板の段部を有する面を合わせ、該第1プリプレグ積層面板及び別途形成された第2プリプレグ積層面板によって前記ハニカムコアを挟むように被覆する被覆工程と、
該被覆工程によって形成された未硬化ハニカムサンドイッチ構造を加圧するとともに加熱して、前記第1及び第2プリプレグ積層面板の硬化と、該第1及び第2プリプレグ積層面板並びに前記ハニカムコアの接着とを略同時に行う硬化接着工程と
を有する複合材料ハニカムサンドイッチ構造の製造方法。 - 前記積層工程では、未硬化のプリプレグに、端部が波形をなす未硬化のプリプレグを積層する請求項1に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記波形を略台形波とする請求項2に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記略台形波の傾斜部の波長方向に対する傾斜角度θが、90°<θ≦135°を満たす請求項3に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記波形を略矩形波とする請求項2に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記波形を略正弦波とする請求項2に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記波形を略三角波とする請求項2に記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 端部が波形をなす未硬化のプリプレグは、波形の凹部が前記ハニカムコアのハニカムセル5〜20個分の長さであり、波形の振幅が前記ハニカムセル1〜5個分の長さである請求項2乃至7の何れかに記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記積層工程では、プリプレグの積層段部がハニカムコアのテーパ部近傍に位置するように未硬化のプリプレグを積層する請求項1乃至8の何れかに記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記被覆工程では、第1及び第2プリプレグ積層面板とハニカムコアとの夫々の間にフィルム状の接着剤を介在させて、前記第1及び第2プリプレグ積層面板によって前記ハニカムコアを挟むように被覆する請求項1乃至9の何れかに記載の複合材料ハニカムサンドイッチ構造の製造方法。
- 前記硬化接着工程では、未硬化ハニカムサンドイッチ構造をバッグフィルムにて被覆し、該バッグフィルム内を真空引きする請求項1乃至10の何れかに記載の複合材料ハニカムサンドイッチ構造の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103879A JP3822182B2 (ja) | 2003-04-08 | 2003-04-08 | 複合材料ハニカムサンドイッチ構造の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103879A JP3822182B2 (ja) | 2003-04-08 | 2003-04-08 | 複合材料ハニカムサンドイッチ構造の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004306455A true JP2004306455A (ja) | 2004-11-04 |
| JP3822182B2 JP3822182B2 (ja) | 2006-09-13 |
Family
ID=33466857
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003103879A Expired - Fee Related JP3822182B2 (ja) | 2003-04-08 | 2003-04-08 | 複合材料ハニカムサンドイッチ構造の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3822182B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130873A (ja) * | 2004-11-09 | 2006-05-25 | Universal Shipbuilding Corp | Frpサンドイッチ成形物及びその製造方法 |
| JP2007098819A (ja) * | 2005-10-06 | 2007-04-19 | Mitsubishi Rayon Co Ltd | サンドイッチパネルの製造方法 |
| JP2012131230A (ja) * | 2012-01-10 | 2012-07-12 | Mitsubishi Rayon Co Ltd | 積層体の製造方法 |
| JPWO2014080692A1 (ja) * | 2012-11-21 | 2017-01-05 | コニカミノルタ株式会社 | 可搬型放射線画像撮影装置 |
| WO2020003609A1 (ja) * | 2018-06-28 | 2020-01-02 | 三菱重工業株式会社 | 複合材構造体の成形方法 |
| CN113858663A (zh) * | 2021-09-24 | 2021-12-31 | 成都佳驰电子科技股份有限公司 | 一种带锯齿l型变截面中空结构复合材料吸波部件的成型方法 |
| CN114161784A (zh) * | 2021-11-29 | 2022-03-11 | 太原理工大学 | 一种不锈钢极薄带的轻质多向缓冲吸能结构及制备方法 |
| CN115350976A (zh) * | 2022-07-21 | 2022-11-18 | 成都飞机工业(集团)有限责任公司 | 一种芳纶纸蜂窝芯抗侧压预处理方法及芳纶纸蜂窝芯 |
-
2003
- 2003-04-08 JP JP2003103879A patent/JP3822182B2/ja not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130873A (ja) * | 2004-11-09 | 2006-05-25 | Universal Shipbuilding Corp | Frpサンドイッチ成形物及びその製造方法 |
| JP2007098819A (ja) * | 2005-10-06 | 2007-04-19 | Mitsubishi Rayon Co Ltd | サンドイッチパネルの製造方法 |
| JP2012131230A (ja) * | 2012-01-10 | 2012-07-12 | Mitsubishi Rayon Co Ltd | 積層体の製造方法 |
| JPWO2014080692A1 (ja) * | 2012-11-21 | 2017-01-05 | コニカミノルタ株式会社 | 可搬型放射線画像撮影装置 |
| CN111989214A (zh) * | 2018-06-28 | 2020-11-24 | 三菱重工业株式会社 | 复合材料结构体的成型方法 |
| JP2020001268A (ja) * | 2018-06-28 | 2020-01-09 | 三菱重工業株式会社 | 複合材構造体の成形方法 |
| WO2020003609A1 (ja) * | 2018-06-28 | 2020-01-02 | 三菱重工業株式会社 | 複合材構造体の成形方法 |
| JP7114367B2 (ja) | 2018-06-28 | 2022-08-08 | 三菱重工業株式会社 | 複合材構造体の成形方法 |
| US11498290B2 (en) | 2018-06-28 | 2022-11-15 | Mitsubishi Heavy Industries, Ltd. | Method for molding composite material structure |
| CN113858663A (zh) * | 2021-09-24 | 2021-12-31 | 成都佳驰电子科技股份有限公司 | 一种带锯齿l型变截面中空结构复合材料吸波部件的成型方法 |
| CN114161784A (zh) * | 2021-11-29 | 2022-03-11 | 太原理工大学 | 一种不锈钢极薄带的轻质多向缓冲吸能结构及制备方法 |
| CN114161784B (zh) * | 2021-11-29 | 2024-04-23 | 太原理工大学 | 一种不锈钢极薄带的轻质多向缓冲吸能结构及制备方法 |
| CN115350976A (zh) * | 2022-07-21 | 2022-11-18 | 成都飞机工业(集团)有限责任公司 | 一种芳纶纸蜂窝芯抗侧压预处理方法及芳纶纸蜂窝芯 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3822182B2 (ja) | 2006-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4191343B2 (ja) | ハニカムサンドイッチパネルの製造方法 | |
| KR102069926B1 (ko) | 안정화 부재를 구비한 복합 구조물 | |
| CN106232343B (zh) | 具有带有不对称树脂分布的可固化复合蒙皮的复合夹层板 | |
| KR101778818B1 (ko) | 복합재 플라이의 안정화 기구 및 방법 | |
| JP4342620B2 (ja) | ハニカムサンドイッチ構造複合材パネルの成形方法 | |
| US20090239018A1 (en) | Prepreg peel ply for continuously forming composite material | |
| US7097731B2 (en) | Method of manufacturing a hollow section, grid stiffened panel | |
| WO2020121648A1 (ja) | 積層体の成形方法及び成形治具 | |
| US7138031B2 (en) | Mandrel and method for manufacturing composite structures | |
| CN104220688A (zh) | 复合材料的铰链以及其生产方法 | |
| JP2001038752A (ja) | 複合材曲面パネルの成形装置及び成形方法 | |
| JP3822182B2 (ja) | 複合材料ハニカムサンドイッチ構造の製造方法 | |
| JP4328579B2 (ja) | ハニカムサンドイッチパネルの製造方法 | |
| JP5247255B2 (ja) | ハニカムサンドイッチパネルおよびその製造方法 | |
| EP1641611B1 (en) | Laminate with fill layer | |
| JPH07180281A (ja) | ハニカムサンドイッチパネル及びその製造方法 | |
| JP2002361666A (ja) | Frp積層体及びfrpの成形方法 | |
| JP3493131B2 (ja) | バイセクトタイプの繊維強化プラスチック製のハニカムコアの製造方法 | |
| JPS5942621B2 (ja) | ハニカムサンドイツチ構造物の製造法 | |
| JP2002347149A (ja) | 複合材ハニカムサンドイッチ構造体及びその製造方法 | |
| JPH05185542A (ja) | 多層ハニカムコアを有する構造体及びその製造方法 | |
| JP2024179601A (ja) | 複合材の接着方法 | |
| JP2019077061A (ja) | 樹脂構造体及びその製造方法 | |
| US20240217201A1 (en) | Ribbon laminated body, honeycomb core precursor, honeycomb core, cylindrical structure, artificial satellite central cylinder and ribbon laminated body creating method | |
| JP2006192629A (ja) | 構造部材、構造部材の形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060621 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3822182 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100630 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110630 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110630 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120630 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120630 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130630 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130630 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |