JP2005193242A - 金属板の冷間タンデム圧延方法および冷間タンデム圧延機 - Google Patents
金属板の冷間タンデム圧延方法および冷間タンデム圧延機 Download PDFInfo
- Publication number
- JP2005193242A JP2005193242A JP2003434922A JP2003434922A JP2005193242A JP 2005193242 A JP2005193242 A JP 2005193242A JP 2003434922 A JP2003434922 A JP 2003434922A JP 2003434922 A JP2003434922 A JP 2003434922A JP 2005193242 A JP2005193242 A JP 2005193242A
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- metal plate
- oil
- rolling oil
- emulsion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Metal Rolling (AREA)
Abstract
【課題】空間的制約のある圧延機間に新たな装置を設置することなく、潤滑性を向上させて圧延速度を高速化する金属板の冷間タンデム圧延方法等を提供する。
【解決手段】一対のワークロール2,2をもった複数の圧延機4a〜4eを連設した冷間タンデム圧延機1の圧延機間4aと4bの間等および各圧延機4a〜4eのワークロール2の、金属板8の搬送方向に見て入側直近に配設された主供給装置9a〜9cから、エマルション圧延油を金属板8および各圧延機のワークロール2の表面に供給し、供給したエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記主供給装置9a〜9cから、金属板8および各圧延機のワークロール2の表面に再供給するリサーキュレーション方式により、金属板8を冷間タンデム圧延するにあたり、前記冷間タンデム圧延機1の第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりさらに上流側に配設された補助供給装置15から、前記主供給装置9a〜9cから供給するエマルション圧延油よりも高濃度の圧延油を供給することを特徴とする。
【選択図】図1
【解決手段】一対のワークロール2,2をもった複数の圧延機4a〜4eを連設した冷間タンデム圧延機1の圧延機間4aと4bの間等および各圧延機4a〜4eのワークロール2の、金属板8の搬送方向に見て入側直近に配設された主供給装置9a〜9cから、エマルション圧延油を金属板8および各圧延機のワークロール2の表面に供給し、供給したエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記主供給装置9a〜9cから、金属板8および各圧延機のワークロール2の表面に再供給するリサーキュレーション方式により、金属板8を冷間タンデム圧延するにあたり、前記冷間タンデム圧延機1の第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりさらに上流側に配設された補助供給装置15から、前記主供給装置9a〜9cから供給するエマルション圧延油よりも高濃度の圧延油を供給することを特徴とする。
【選択図】図1
Description
本発明は、金属板の冷間タンデム圧延方法および冷間タンデム圧延機に関するものであって、特に圧延油の供給方法を工夫することにより、冷間圧延時における金属板の焼き付きを防止して、従来よりも高速な圧延を可能にする技術である。
近年、鋼板等の金属板の冷間タンデム圧延では、生産能率を向上させるため従来よりも高速な圧延が指向されている。従来よりも高速な圧延を指向した場合に最も問題となるのが、金属板とロールの間での焼き付き(ヒートストリーク等とも呼ばれる)の発生である。
焼き付き現象は、金属板とロールが、金属板の加工発熱や金属板とロールの間での摩擦発熱などにより高温となることにより発生する。従って、通常、金属板やロールに冷却水を供給して温度を下げたり、圧延油を供給して金属板とロールの直接接触を防止して摩擦発熱を低下させる等の対策が採られる。
圧延油は、図6(a)に示すように、斜線部で示した圧延油30そのものを直接供給する場合と、図6(b)に示すように、圧延油30の粒子に、終端に親水基34を持つ脂肪族炭化水素33を多数結合させて覆ったものを水に溶かし、乳濁液(エマルション)にして供給する場合とがある。
そして、圧延油の供給方式としては、主に圧延油そのものを直接供給(ニート潤滑)するか、または、圧延油を水中に溶かして供給(エマルション潤滑)し、基本的にそのまま使い捨てにするダイレクト方式と、圧延油を水中に溶かして供給し、回収して再使用するリサーキュレーション方式とがある。
ダイレクト方式では、使用した圧延油を回収しないので、金属板とロールを冷却するための冷却水は、全く別系統で供給することができるから、潤滑性と冷却性を両立できるという利点があるものの、基本的に使い捨てであるため圧延油の原単位が高いという問題がある。
一方、リサーキュレーション方式では、圧延油を回収・再使用するので、金属板とロールの冷却も同一のエマルション圧延油で行わなければならない。エマルション圧延油は、あまり高濃度・低温にすると安定した乳濁液の状態を得られないため、潤滑性と冷却性はダイレクト方式より劣るが、圧延油の原単位が低いという利点がある。
圧延が高速になればなるほど、圧延機を複数連設した冷間タンデム圧延機による金属板の圧延では、金属板の搬送方向に見て、特に後方の圧延機ほど金属板の温度が上がっているので、より焼き付きやすくなる。しかしながら、上記の通り、原単位の観点からエマルション圧延油を用いたリサーキュレーション方式が指向され、これを前提とした潤滑性の向上が検討されている。そのためには、水中に粒子状となって乳化しているエマルション圧延油を、金属板表面やロール表面に確実に付着(プレートアウト)させることが重要である。
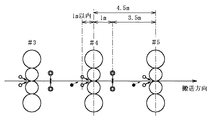
上記の観点から、特許文献1では、ワークロールに圧延油原液あるいはエマルション圧延油を供給する方法が開示されている。特許文献2では、図7中の、◎印で示すように圧延板間、および〇印で示すように各圧延機のワークロールの、金属板の搬送方向に見て入側直近からエマルション圧延油を供給する方法が開示されている。入側直近とはどこまでを言うかは明確な定義はないが、一例として圧延機中心から1m以内が標準的である。●で示したように、入側直近に〇印で示したものと同様に潤滑性の向上を目的に、1mを外れる位置からエマルション圧延油を供給する場合もあるが、これは圧延機間に供給するものと同一視して差し支えない。特許文献3では、圧延油付着促進装置を使用する方法が開示されている。
特開2001-179313号公報
特開2000-94013号公報
特開平11-244925号公報
通常、冷間タンデム圧延機の圧延機間には、図7中には図示していない板厚計、板速計、張力計、形状検出器、水切りロール等の補助ロール等、様々な装置が設置されていることが多い。従って、上述のように、各圧延機の入側、つまり圧延機間に新たな装置を導入して改善を図ろうとする方法では、これらの既設装置の存在により新たな装置を設置することが空間的制約を受け困難である場合が多かった。
このような新たな装置を設置できない場合は、圧延油の原単位が高いダイレクト方式により圧延油を供給する方法が採られていた。しかし、ここで、表面性状を重要視する品種、例えばステンレス鋼板等は、ダイレクト方式により高濃度の圧延油を供給すると、表面性状が悪化してしまう、という全く別な問題が新たに生じるに至った。
従来、ステンレス鋼板の冷間圧延は、ワークロール直径が50mmないし180mmと小径な12段または20段の多段圧延機で往復圧延して行われるのが通常であった。だが近年、これをワークロール直径が300mm以上の4段または6段の圧延機を複数連設した冷間タンデム圧延機で行なえるようにできないか、という模索が始まっている。従来、小径なワークロールでないとステンレス鋼板が圧延できなかったのは、焼き付きを防止するためには圧延油の濃度を高くせねばならないところ(通常、圧延油そのものでニート潤滑される)、圧延油の濃度を高くすると、図8に示すように、ワークロール2の径が大きければ、圧延油がロールバイト内に引き込まれ、ステンレス鋼板(金属板8)中に封入される結果、ステンレス鋼板側は封入された圧延油によってできる微小な多数の凹部(オイルピット32)によって表面性状が悪化してしまうからである。もしもこの問題を克服してワークロール直径の大きい圧延機で冷間タンデム圧延ができれば、大幅な生産能率の向上が図れることは言を待たない。
また、ステンレス鋼板ではない炭素鋼板等も含め、ニート状態で供給するような圧延油そのものよりも、比較的低濃度の圧延油(エマルションがこれに該当する)を供給するようにしつつ、しかも、従来よりも高速な圧延を指向した場合に、最も問題となるのが、先述の焼き付きの発生である。圧延油の供給量を増やすか、潤滑性を良くするか、前者の場合は、空間的制約がある。
そこで本発明は、エマルション圧延油によるリサーキュレーション方式の潤滑を行う金属板の冷間タンデム圧延方法において、空間的制約のある圧延機間に新たな装置を導入することなく、潤滑性を向上させて圧延速度を高速化できる金属板の冷間タンデム圧延方法および冷間タンデム圧延機を提供することを目的とする。
従来、金属板とロールの焼き付きを防止するには、水中に圧延油を分散させて乳化させたエマルション圧延油が、金属板表面あるいはロール表面に付着し、ロールでまさに金属板を圧延している部分であるロールバイト10内に引き込まれなければならないと考えられてきた。
しかし、発明者らが詳細に検討したところ以下のことが明らかとなった。すなわち、冷延鋼板の場合を例にとると、その表面には、冷間圧延よりも前の工程である酸洗工程ですでに形成されている微小な凹部が予め無数に存在しており、特に深くて大きなものは、後方の圧延機による圧延まで残留する。この微小な凹部は冷間圧延でできるオイルピットとはまた別のものである。通常のリサーキュレーション方式で供給されるエマルション圧延油では、この凹部に十分な圧延油を充満させることができず、ここが起点となって焼き付きが発生していたのである。
従って、焼き付きを防止するには、この微小な凹部に圧延油を充満させることが重要となる。
本発明では、空間的制約の少ない冷間タンデム圧延機の、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの入側直近よりもさらに上流側において、この微小な凹部に圧延油を予め充満させることに主眼を置いて、しかも、従来圧延機間あるいは各圧延機のワークロールの入側直近に供給していたのよりも高濃度のエマルション圧延油を、あるいは圧延油をニート状態で供給することとした。
このことは、従来、金属板の表面性状の悪化を防止するため、ワークロールの直径が大きい冷間タンデム圧延機で金属板を圧延する場合は、圧延機間あるいはワークロールの、金属板搬送方向に見て入側直近からは、より低濃度のエマルション圧延油を供給することが指向されてきたのと真向から相反し、常識を打ち破る。
すなわち、酸洗工程ですでに形成されている微小凹部には、いったん圧延油が充満すると、第1圧延機のロールバイト内では圧延油は金属板中に封入され、冷間タンデム圧延機のうちの後方の圧延機まで金属板とともに搬送される。そのうえ、第1圧延機のロールバイト内で金属板中に封入されると、後方の圧延機のロールバイト内では圧延油はしみ出してくる作用があり、潤滑性が向上し、焼き付きの抑制に寄与する。
この発明の要旨構成は以下のとおりである。
(1) 一対のワークロールをもった圧延機を複数連設した冷間タンデム圧延機の圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近から、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給し、供給したエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記圧延機間および前記各圧延機のワークロールの、金属板搬送方向に見て入側直近から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーション方式により、金属板を冷間タンデム圧延するにあたり、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給することを特徴とする金属板の冷間タンデム圧延方法。
(1) 一対のワークロールをもった圧延機を複数連設した冷間タンデム圧延機の圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近から、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給し、供給したエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記圧延機間および前記各圧延機のワークロールの、金属板搬送方向に見て入側直近から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーション方式により、金属板を冷間タンデム圧延するにあたり、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給することを特徴とする金属板の冷間タンデム圧延方法。
(2) 前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油の濃度が、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして1〜10%であり、かつ、前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、圧延機間または各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給する圧延油に比べ、その濃度が、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして1%以上高いエマルション圧延油、またはニート圧延油であることを特徴とする上記(1)記載の金属板の冷間タンデム圧延方法。
(3) 前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油に含有される油成分は、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油中に含有される油成分と種類を同じにすることを特徴とする上記(1)または(2)に記載の金属板の冷間タンデム圧延方法。
(4) 前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、金属板の下面にのみ供給されることを特徴とする上記(1)、(2)または(3)のいずれかに記載の金属板の冷間タンデム圧延方法。
(5) 一対のワークロールをもった圧延機を複数連設するとともに、
圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に配設され、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給する主供給装置と、
該主供給装置によって供給されたエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記主供給装置から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーションシステムと、
を具える金属板の冷間タンデム圧延機において、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給する補助供給装置をさらに具えたことを特徴とする金属板の冷間タンデム圧延機。
圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に配設され、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給する主供給装置と、
該主供給装置によって供給されたエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記主供給装置から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーションシステムと、
を具える金属板の冷間タンデム圧延機において、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給する補助供給装置をさらに具えたことを特徴とする金属板の冷間タンデム圧延機。
本発明によれば、エマルション圧延油によるリサーキュレーション方式の潤滑を行う金属板の冷間タンデム圧延方法において、空間的制約のある圧延機間に新たな装置を設置することなく、潤滑性を向上させて圧延速度を従来よりも高速化できる金属板の冷間タンデム圧延方法および冷間タンデム圧延機を提供できる。
また圧延対象が、ステンレス鋼板等表面性状を重要視する鋼種の他、炭素鋼のような普通鋼、高張力鋼、アルミニウム等であってもよいため、種々の金属板に適用できる。
また圧延対象が、ステンレス鋼板等表面性状を重要視する鋼種の他、炭素鋼のような普通鋼、高張力鋼、アルミニウム等であってもよいため、種々の金属板に適用できる。
以下、本発明の第1の実施形態について、図1に示す4段5圧延機の冷間タンデム圧延機を例に説明する。
図1に示す冷間タンデム圧延機1は、一対のワークロール2、2と、一対のバックアップロール3、3をもつ複数台の圧延機4a〜4eを具えた冷間タンデム圧延機であり、圧延機間である各4aと4b、4bと4c、4cと4dおよび4dと4eの間には、板厚計5、板速計6および張力計7が設置されている。
また、圧延機間である4aと4bの間等には、金属板の冷却と圧延時の潤滑を兼ねるエマルション圧延油を金属板8の表面に供給する主供給装置9aが配設され、また、各圧延機4a〜4eのワークロール2の、金属板8の搬送方向に見て入側直近には、ワークロール2の冷却と圧延時の潤滑を兼ねるエマルション圧延油をワークロール2の表面に供給するため、ワークロール2の入側直近、すなわちロールバイト10の近傍に、エマルション圧延油を供給する(主として潤滑を目的)主供給装置9bが配設されるとともに、ワークロール2の出側には、エマルション圧延油を供給する(主として冷却を目的)主供給装置9cが配設されている。ワークロール2の出側に配設され、主として冷却を目的とする主供給装置9cは省略される場合もある。
本発明においては、このワークロール2の出側に配設される主供給装置9cを設置する場合は、これは圧延機間に設定されたものと同じように扱う。本発明で主眼とする潤滑性の向上ではなく、主として冷却を目的とするからである。それに、次の圧延機との間にこの出側主供給装置9cがあることからすると、圧延機間にあると言えなくもない。この点、入側主供給装置9aは本発明で主眼とする潤滑性の向上を目的とすることから、圧延機間のものとは別個に扱うこととする。
そして、これらの主供給装置9a〜9c(図1の例では、噴射ノズルの形態をとることとするが、コーターロール、ミスト、パッドなど、その他の形態のものであってもよい。)からは、貯留槽12内のエマルション圧延油がポンプ等の移送手段13を通じて、同一系統のエマルション圧延油として、金属板8およびワークロール2の表面に供給され、主供給装置9a〜9cによって供給されたエマルション圧延油のうち、落下したエマルション圧延油を受け皿11を介して貯留槽12で回収し、回収したエマルション圧延油を、移送手段13を通じて、前記主供給装置9a〜9cから、金属板8およびワークロール2の表面に再供給するリサーキュレーションシステム14を具えている。
本発明に従う冷間タンデム圧延機1の構成上の主な特徴は、冷間タンデム圧延機1の入側、より具体的には、前記圧延機4a〜4eのうち、最も入側に位置する圧延機である第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側に、前記圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給する補助供給装置15をさらに具えることにあり、これによって、冷間タンデム圧延機1により圧延するのに先立って、酸洗工程ですでに形成されている金属板8の微小な凹部に圧延油を充満させることができ、この微小な凹部に充満させた圧延油は、ロールバイト10内で金属板8中に封入され、後方の圧延機まで金属板8とともに搬送されるとともに、ロールバイト10内で金属板8中に封入された圧延油が、各圧延機4a〜4eでの圧延時に、微小な凹部からしみ出すことで、潤滑性が向上する結果、従来よりも高速な圧延を行なったとしても、金属板8の表面でワークロール2との焼き付きが発生し、金属板8の表面性状が悪化するのを有効に防止できる。
この補助供給装置15は、冷間タンデム圧延機1の第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側であれば、特に設置位置の制約はないが、金属板8の搬送方向に見て、さらに上流側にある図示しない最初のブライドルロール、デフレクタロール、ピンチロール等のロールより出側に設置することが、これらロールと金属板8のスリップによる蛇行を起こさない、という点で好ましい。
補助供給装置15からの圧延油の供給は、図1では、タンク16内の圧延油をポンプ等の移送手段17を通じて行なう場合を示してあるが、本発明は、この実施形態だけには限定されるものではない。
また、前記圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近から供給するエマルション圧延油の濃度は、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして、1〜10%であることが好ましく、この場合、前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、その濃度が1%以上高いエマルション圧延油を、または圧延油をニート状態で供給することが、冷間タンデム圧延するに先立って、金属板8の微小な凹部に圧延油を安定して充満させることができる点で好ましい。
前記した圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近から供給するエマルション圧延油の濃度が、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして1%未満だと、焼き付きが発生しやすくなり安定して従来よりも高速な圧延を行えなくなるおそれがあるからであり、10%を超えると、潤滑過多となってスリップが発生し、安定した圧延を行えなくなるおそれがあるからである。なお、ここでいう%は体積%を意味し、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率とは、圧延油の体積/(圧延油の体積+水の体積)×100(%)で表される。
また、前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油として、その濃度が前記圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近から供給するエマルション圧延油よりもその濃度が1%以上高いエマルション圧延油を供給することとしたのは、これよりも低濃度のエマルション圧延油を用いても、金属板8の微小な凹部に圧延油を充満させる効果が顕著には認められなくなるからである。
さらに、図1に示す圧延機1では、前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側に配設された補助供給装置15から供給する圧延油の一部が、搬送される金属板8の表面から分離して、前記圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近に配設された主供給装置9a〜9cから供給されて落下するエマルション圧延油に混入された状態で貯留槽12に回収され、このエマルション圧延油が、リサーキュレーションシステム14によって再供給されることになる。
補助供給装置15による圧延油の供給量を最低限とすれば、影響を最小限とすることができるが、主供給装置9a〜9cから再供給されるエマルション圧延油において上記混入が問題となる場合には、前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油に含有される油成分を、前記圧延機間である4aと4bの間等および前記ワークロール2の、金属板8の搬送方向に見て入側直近から供給されるエマルション圧延油中に含有される油成分と種類を同じにすることが好ましい。
前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、金属板8の微小な凹部に圧延油を安定して充満させる物性を有することが必要であるため、圧延機間およびワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも粘度の高いものが好ましく、あるいは、さらに耐焼き付き性に優れた極圧添加剤や油性向上剤を配合したものが好ましい。
さらに、焼き付きは、一般に金属板8の下面で起こりやすいから、かかる場合には、前記第1圧延機4aのワークロール2の、金属板8の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、金属板8の下面にのみ供給することが、圧延油の使用量を削減できる点で好ましい。
圧延油の供給方法としては、一般的なノズルによるスプレー、コーターロール、ミスト、パッド、あるいは、防錆油の薄膜塗布に用いられる電気的な作用を応用した方法のいずれでも良い。あるいはこれらを複数用いてもよい。また、装置の設置コストに余裕があれば、可能な限り、供給量は抑制でき、一方で可能な限り効率的に金属板の表面にある凹部に圧延油を充満できる方法が好ましい。
なお、図1では、主供給装置9a〜9cから供給されたエマルション圧延油を、リサーキュレーション方式で回収、再使用し、補助供給装置15から供給された圧延油は、使い捨てにするダイレクト方式を採用する場合を示したが、本発明はこの構成だけには限定されない。
図2は、第2の実施形態を示す概略図である。
図2に示す冷間タンデム圧延機1は、補助供給装置15から供給された圧延油を使い捨てにしないで、主供給装置9a〜9cから供給されたエマルション圧延油と一緒に受け皿11´を通じて回収する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるので、圧延油の原単位を低減することができる。なお、図2の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油と混入しても、特に悪影響が生じない場合に、有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
図2に示す冷間タンデム圧延機1は、補助供給装置15から供給された圧延油を使い捨てにしないで、主供給装置9a〜9cから供給されたエマルション圧延油と一緒に受け皿11´を通じて回収する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるので、圧延油の原単位を低減することができる。なお、図2の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油と混入しても、特に悪影響が生じない場合に、有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
図3は、第3の実施形態を示す概略図である。
図3に示す冷間タンデム圧延機1は、主供給装置9a〜9cから供給されたエマルション圧延油を、リサーキュレーション方式で再供給するだけでなく、補助供給装置15から供給された圧延油を、受け皿18を通じて、貯留槽12とは別個独立の貯留槽19に回収し、この回収した圧延油を、別系統のリサーキュレーション方式で再供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるので、圧延油の原単位を低減することができる。なお、図3の冷間タンデム圧延機1の構成は、補助供給装置15から供給され、受け皿18を通じて貯留層19に回収した圧延油のうち、わずかに金属板8とともに搬送されるものを除いて、主供給装置9a〜9cから供給され、受け皿11を通じて貯留槽12に回収したエマルション圧延油に混入することがないので、補助供給装置15から供給される圧延油と、主供給装置9a〜9cから供給されるエマルション圧延油とを、それぞれに適した異なる圧延油成分のものとすることができる利点がある。
図3に示す冷間タンデム圧延機1は、主供給装置9a〜9cから供給されたエマルション圧延油を、リサーキュレーション方式で再供給するだけでなく、補助供給装置15から供給された圧延油を、受け皿18を通じて、貯留槽12とは別個独立の貯留槽19に回収し、この回収した圧延油を、別系統のリサーキュレーション方式で再供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるので、圧延油の原単位を低減することができる。なお、図3の冷間タンデム圧延機1の構成は、補助供給装置15から供給され、受け皿18を通じて貯留層19に回収した圧延油のうち、わずかに金属板8とともに搬送されるものを除いて、主供給装置9a〜9cから供給され、受け皿11を通じて貯留槽12に回収したエマルション圧延油に混入することがないので、補助供給装置15から供給される圧延油と、主供給装置9a〜9cから供給されるエマルション圧延油とを、それぞれに適した異なる圧延油成分のものとすることができる利点がある。
図4は、第4の実施形態を示す概略図である。
図4に示す冷間タンデム圧延機1は、主供給装置9a〜9cから供給され、回収したエマルション圧延油の一部を用い、このエマルション圧延油と、タンク16から移送手段17を通じて供給される高濃度の圧延油とを、ミキサー20内で混合して適正濃度のエマルション圧延油とした上で、このエマルション圧延油を補助供給装置15から金属板8に供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給される圧延油の一部を、主供給装置9a〜9cから供給されるエマルション圧延油で代用することができるため、補助供給装置15から供給される圧延油の原単位を低減することができる。なお、図4の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油に混入しても、特に悪影響が生じない場合に有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
図4に示す冷間タンデム圧延機1は、主供給装置9a〜9cから供給され、回収したエマルション圧延油の一部を用い、このエマルション圧延油と、タンク16から移送手段17を通じて供給される高濃度の圧延油とを、ミキサー20内で混合して適正濃度のエマルション圧延油とした上で、このエマルション圧延油を補助供給装置15から金属板8に供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給される圧延油の一部を、主供給装置9a〜9cから供給されるエマルション圧延油で代用することができるため、補助供給装置15から供給される圧延油の原単位を低減することができる。なお、図4の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油に混入しても、特に悪影響が生じない場合に有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
図5は、第5の実施形態を示す概略図である。
図5に示す冷間タンデム圧延機1は、補助供給装置15から供給された圧延油を使い捨てにしないで、主供給装置9a〜9cから供給されたエマルション圧延油と一緒に受け皿11´を通じて回収するとともに、この回収された圧延油と、タンク16から移送手段17を通じて供給される高濃度の圧延油とを、ミキサー20内で混合して適正濃度のエマルション圧延油とした上で、このエマルション圧延油を補助供給装置15から金属板8に供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるため、圧延油の原単位を低減することができる。なお、図5の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油に混入しても、特に悪影響が生じない場合に、有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
図5に示す冷間タンデム圧延機1は、補助供給装置15から供給された圧延油を使い捨てにしないで、主供給装置9a〜9cから供給されたエマルション圧延油と一緒に受け皿11´を通じて回収するとともに、この回収された圧延油と、タンク16から移送手段17を通じて供給される高濃度の圧延油とを、ミキサー20内で混合して適正濃度のエマルション圧延油とした上で、このエマルション圧延油を補助供給装置15から金属板8に供給する構成を採用すること以外は、図1に示す冷間タンデム圧延機1の構成と同様である。この構成によれば、補助供給装置15から供給された圧延油を再使用することができるため、圧延油の原単位を低減することができる。なお、図5の冷間タンデム圧延機1の構成は、補助供給装置15から供給された圧延油が、主供給装置9a〜9cから供給されたエマルション圧延油に混入しても、特に悪影響が生じない場合に、有効な構成である。先述の油成分が同じ種類の場合はこれに該当する。
上述したところは、この発明の実施形態のほんの数例を示したにすぎず、請求の範囲内において種々の変更を加えることができる。
図1に示す冷間タンデム圧延機において、板厚3.0mmのフェライト系ステンレス鋼板を1.0mmに圧延した。主供給装置であるスプレーから供給されるエマルション圧延油によるクーラント(圧延潤滑、ロールクーラント、ストリップクーラント)としては、50℃での粘度が30mm2/sである合成エステル系圧延油を用い、40℃のクーラントに表1に示す種々の濃度の乳濁液の状態としたものを用いた。補助供給装置としてはスプレーを用い、このスプレーから供給される圧延油としては、50℃での粘度が100mm2/sであるパーム油を用い、表1に示す種々の濃度の圧延油を用い、圧延速度を徐々に増加させて、焼き付きが生じたときの限界速度(焼き付き限界速度)を測定した結果を表1に併せて示す。全ての発明例、比較例および従来例において、焼き付きは最終圧延機である第5圧延機で発生した。

表1に示すように、補助供給装置から供給される圧延油が、主供給装置から供給されるエマルション圧延油よりも高濃度である場合に、冷間タンデム圧延機のうちの後方の圧延機まで焼き付き限界速度を向上させることができる。
本発明によれば、エマルション圧延油によるリサーキュレーション方式の潤滑を行う金属板の冷間タンデム圧延方法において、空間的制約のある圧延機間に新たな装置を設置することなく、潤滑性を向上させて圧延速度を従来よりも高速化できる金属板の冷間タンデム圧延方法および冷間タンデム圧延機を提供できる。
また圧延対象が、ステンレス鋼板など表面性状を重要視する鋼種の他、炭素鋼のような普通鋼、高張力鋼、アルミニウム等であってもよいため、種々の金属板に適用できる。
また圧延対象が、ステンレス鋼板など表面性状を重要視する鋼種の他、炭素鋼のような普通鋼、高張力鋼、アルミニウム等であってもよいため、種々の金属板に適用できる。
1 冷間タンデム圧延機
2 ワークロール
3 バックアップロール
4a、4b、4c、4d、4e 圧延機
5 板厚計
6 板速計
7 張力計
8 金属板
9a、9b、9c 主供給装置
10 ロールバイト
11、11´ 移送手段
12 貯留槽
13 移送手段
14 リサーキュレーションシステム
15 補助供給装置
16 タンク
17 移送手段
18 受け皿
19 貯留槽
20 ミキサー
30 圧延油
31 圧延油供給用ノズル
32 オイルピット
33 脂肪族炭化水素
34 親水基
2 ワークロール
3 バックアップロール
4a、4b、4c、4d、4e 圧延機
5 板厚計
6 板速計
7 張力計
8 金属板
9a、9b、9c 主供給装置
10 ロールバイト
11、11´ 移送手段
12 貯留槽
13 移送手段
14 リサーキュレーションシステム
15 補助供給装置
16 タンク
17 移送手段
18 受け皿
19 貯留槽
20 ミキサー
30 圧延油
31 圧延油供給用ノズル
32 オイルピット
33 脂肪族炭化水素
34 親水基
Claims (5)
- 一対のワークロールをもった圧延機を複数連設した冷間タンデム圧延機の圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近から、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給し、供給したエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記圧延機間および前記各圧延機のワークロールの、金属板搬送方向に見て入側直近から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーション方式により、金属板を冷間タンデム圧延するにあたり、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給することを特徴とする金属板の冷間タンデム圧延方法。 - 前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油の濃度が、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして1〜10%であり、かつ、前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、圧延機間または各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給する圧延油に比べ、その濃度が、圧延油の体積の圧延油と水の合計体積に対して占める体積含有率にして1%以上高いエマルション圧延油、またはニート圧延油であることを特徴とする請求項1記載の金属板の冷間タンデム圧延方法。
- 前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油に含有される油成分は、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油中に含有される油成分と種類を同じにすることを特徴とする請求項1または2に記載の金属板の冷間タンデム圧延方法。
- 前記第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側から供給する圧延油は、金属板の下面にのみ供給されることを特徴とする請求項1、2または3のいずれかに記載の金属板の冷間タンデム圧延方法。
- 一対のワークロールをもった圧延機を複数連設するとともに、
圧延機間および各圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に配設され、エマルション圧延油をそれぞれ金属板および各圧延機のワークロール表面に供給する主供給装置と、
該主供給装置によって供給されたエマルション圧延油のうち、落下したエマルション圧延油を回収し、回収したエマルション圧延油を前記主供給装置から、金属板および各圧延機のワークロール表面に再供給するリサーキュレーションシステムと、
を具える金属板の冷間タンデム圧延機において、
前記各圧延機のうち、金属板の搬送方向に見て最も入側の第1圧延機のワークロールの、金属板の搬送方向に見て入側直近よりもさらに上流側に、前記圧延機間および前記各圧延機のワークロールの、金属板の搬送方向に見て入側直近から供給するエマルション圧延油よりも高濃度の圧延油を供給する補助供給装置をさらに具えたことを特徴とする金属板の冷間タンデム圧延機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003434922A JP2005193242A (ja) | 2003-12-26 | 2003-12-26 | 金属板の冷間タンデム圧延方法および冷間タンデム圧延機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003434922A JP2005193242A (ja) | 2003-12-26 | 2003-12-26 | 金属板の冷間タンデム圧延方法および冷間タンデム圧延機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005193242A true JP2005193242A (ja) | 2005-07-21 |
Family
ID=34815207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003434922A Pending JP2005193242A (ja) | 2003-12-26 | 2003-12-26 | 金属板の冷間タンデム圧延方法および冷間タンデム圧延機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005193242A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008006487A (ja) * | 2006-06-30 | 2008-01-17 | Jfe Steel Kk | 金属板の冷間圧延方法 |
| JP2008212940A (ja) * | 2007-02-28 | 2008-09-18 | Jfe Steel Kk | 金属板の冷間圧延方法及び冷間タンデム圧延機 |
| CN102513386A (zh) * | 2011-12-30 | 2012-06-27 | 宝山钢铁股份有限公司 | 用于屈服强度400MPa以上钢种生产的乳化液喷射方法及系统 |
| WO2018159370A1 (ja) * | 2017-02-28 | 2018-09-07 | Jfeスチール株式会社 | 冷間圧延機および冷間圧延方法 |
| JP2019514693A (ja) * | 2016-04-29 | 2019-06-06 | プライメタルズ・テクノロジーズ・オーストリア・ゲーエムベーハー | 圧延すべき製品を圧延するための方法 |
| CN114144266A (zh) * | 2019-07-23 | 2022-03-04 | 杰富意钢铁株式会社 | 轧制方法、金属板的制造方法及轧制装置 |
-
2003
- 2003-12-26 JP JP2003434922A patent/JP2005193242A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008006487A (ja) * | 2006-06-30 | 2008-01-17 | Jfe Steel Kk | 金属板の冷間圧延方法 |
| JP2008212940A (ja) * | 2007-02-28 | 2008-09-18 | Jfe Steel Kk | 金属板の冷間圧延方法及び冷間タンデム圧延機 |
| CN102513386A (zh) * | 2011-12-30 | 2012-06-27 | 宝山钢铁股份有限公司 | 用于屈服强度400MPa以上钢种生产的乳化液喷射方法及系统 |
| JP2019514693A (ja) * | 2016-04-29 | 2019-06-06 | プライメタルズ・テクノロジーズ・オーストリア・ゲーエムベーハー | 圧延すべき製品を圧延するための方法 |
| US11161161B2 (en) | 2016-04-29 | 2021-11-02 | Primetals Technologies Austria GmbH | Method for rolling a product to be rolled |
| WO2018159370A1 (ja) * | 2017-02-28 | 2018-09-07 | Jfeスチール株式会社 | 冷間圧延機および冷間圧延方法 |
| JP6429059B1 (ja) * | 2017-02-28 | 2018-11-28 | Jfeスチール株式会社 | 冷間圧延機および冷間圧延方法 |
| TWI645918B (zh) * | 2017-02-28 | 2019-01-01 | 日商杰富意鋼鐵股份有限公司 | Cold rolling mill and cold rolling method |
| CN110300633A (zh) * | 2017-02-28 | 2019-10-01 | 杰富意钢铁株式会社 | 冷轧机以及冷轧方法 |
| US11612923B2 (en) | 2017-02-28 | 2023-03-28 | Jfe Steel Corporation | Cold rolling mill and cold rolling method |
| CN114144266A (zh) * | 2019-07-23 | 2022-03-04 | 杰富意钢铁株式会社 | 轧制方法、金属板的制造方法及轧制装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1247330C (zh) | 一种连续酸洗和冷轧设备及其操作方法 | |
| CN103889605B (zh) | 可逆式轧机和用于可逆式轧机的运行方法 | |
| KR20020008175A (ko) | 냉간압연의 압연유 공급방법 | |
| EP0794023A2 (en) | Cold rolling mill and cold rolling method | |
| JP2005193242A (ja) | 金属板の冷間タンデム圧延方法および冷間タンデム圧延機 | |
| CN113727789B (zh) | 轧件的轧制 | |
| JP3402217B2 (ja) | 冷間圧延方法 | |
| JP4905056B2 (ja) | 金属板の冷間圧延方法及び冷間タンデム圧延機 | |
| JP6052196B2 (ja) | 潤滑装置および潤滑方法 | |
| JP4910771B2 (ja) | 金属板の冷間圧延方法 | |
| JPS585731B2 (ja) | 冷間圧延機における給油方法 | |
| JP4830888B2 (ja) | 金属板の冷間圧延方法および冷間タンデム圧延機 | |
| JP3785769B2 (ja) | ステンレス鋼板の冷間圧延方法 | |
| JP2008194721A (ja) | 金属板の冷間圧延方法 | |
| CN107803402B (zh) | 一种用于高端装备制造的冷轧钢板制备方法 | |
| JP2022071919A (ja) | 冷間圧延設備、冷間圧延方法、及び金属板の製造方法 | |
| JP4797730B2 (ja) | 冷間圧延方法 | |
| JPH08225795A (ja) | ステンレス薄鋼板用圧延油 | |
| JP2011200877A (ja) | 金属帯の冷間圧延方法 | |
| JP2008213023A (ja) | 冷間圧延方法および冷間圧延装置 | |
| JP3346298B2 (ja) | 冷間圧延機における圧延油供給方法 | |
| JP5884762B2 (ja) | 潤滑油供給装置および潤滑油供給方法 | |
| JPH11290903A (ja) | 熱間圧延方法 | |
| JP5463640B2 (ja) | 冷間圧延ライン | |
| JP2012130971A (ja) | 熱間圧延方法及び装置 |