JP2007108228A - 光電気混載基板およびその製造方法 - Google Patents
光電気混載基板およびその製造方法 Download PDFInfo
- Publication number
- JP2007108228A JP2007108228A JP2005296571A JP2005296571A JP2007108228A JP 2007108228 A JP2007108228 A JP 2007108228A JP 2005296571 A JP2005296571 A JP 2005296571A JP 2005296571 A JP2005296571 A JP 2005296571A JP 2007108228 A JP2007108228 A JP 2007108228A
- Authority
- JP
- Japan
- Prior art keywords
- thin film
- opto
- metal thin
- electric hybrid
- hybrid board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Manufacturing Of Printed Circuit Boards (AREA)
- Optical Integrated Circuits (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【課題】光導波路のコア層と金属製配線パターン表面との間の距離を充分に短縮し、光信号の伝搬効率を充分に向上させることができる光電気混載基板およびその製造方法を提供する。
【解決手段】剥離基材の表面に金属薄膜が形成された金属薄膜転写シートの金属薄膜の表面に第1クラッド層2aを形成する工程と、剥離基材を剥離する工程と、金属薄膜をエッチングにより所定の配線パターン11に形成する工程と、第1クラッド層2aの表面にコア層2bを形成する工程と、このコア層2bの表面を覆うように第2クラッド層2cを形成する工程と、コア層2bの所定位置を光路変換ミラー21に形成する工程とにより、光電気混載基板を製造する。
【選択図】図6
【解決手段】剥離基材の表面に金属薄膜が形成された金属薄膜転写シートの金属薄膜の表面に第1クラッド層2aを形成する工程と、剥離基材を剥離する工程と、金属薄膜をエッチングにより所定の配線パターン11に形成する工程と、第1クラッド層2aの表面にコア層2bを形成する工程と、このコア層2bの表面を覆うように第2クラッド層2cを形成する工程と、コア層2bの所定位置を光路変換ミラー21に形成する工程とにより、光電気混載基板を製造する。
【選択図】図6
Description
本発明は、一つの基板に光導波路(光配線)と金属製配線パターン(電気配線)とが形成されている光電気混載基板およびその製造方法に関するものである。
最近、光を媒体とした情報通信が普及している。そこで、情報通信用電子機器等に用いる基板として、光導波路(光配線)と金属製配線パターン(電気配線)とが形成されている光電気混載基板(例えば、特許文献1参照)が採用されている。
この光電気混載基板は、図9に示すように、金属製配線パターン11が形成された基板50と、光導波路2とが、接着剤層60を介して接着されて形成されている。この光電気混載基板には、通常、上記金属製配線パターン11上に、電気信号を光信号Lに変換する発光素子Aと、光信号Lを電気信号に変換する受光素子Bとが接続されている。そして、発光素子Aからの光信号Lを、光導波路を介して受光素子Bに伝達できるよう、発光素子Aの下方および受光素子Bの下方では、上記基板50に貫通孔51が形成され、かつ、コア層2bに光路変換ミラー21が形成されている。この光路変換ミラー21は、コア層2bに形成された、光軸に対して45°傾斜した傾斜面である。
そして、光信号Lの伝達は、発光素子Aから下方に発せられた光信号Lを、一方(図9では左側)の光路変換ミラー(傾斜面)21で反射させて(光路を90°変換させて)、光導波路2のコア層2b内に導き、再度、他方(図9では右側)の光路変換ミラー(傾斜面)21で反射させて(光路を90°変換させて)、上方の受光素子Bに伝達させることにより行われる。なお、図9において、2aは第1クラッド層、2cは第2クラッド層である。
特開2004−20767号公報
しかしながら、信号の高密度化および高速化に伴って、従来の光電気混載基板では、光信号Lの伝搬効率が不充分になってきている。
そこで、本発明者は、この原因について研究を重ねた結果、その原因は、特に、光導波路2のコア層2bと受光素子Bとの間で光信号Lが減衰することにあることを突き止めた。そして、その減衰する原因は、光導波路2のコア層2bと受光素子Bとの間の距離が長いことにあることも突き止めた。
この原因究明結果に基づいて、本発明者は、光導波路2のコア層2bと受光素子Bとの間の距離(コア層2bと金属製配線パターン11の表面との間の距離)を短縮すべく、金属製配線パターン11が形成された基板50を用いない光電気混載基板の製造方法を考えた。この製造方法は、金属箔等の金属シートの片面に光導波路2を形成した後、上記金属シートをエッチングすることにより、所定の金属製配線パターン11に形成する方法である。
しかしながら、この製造方法では、金属シートの厚みをある程度厚くしなければ、製造過程における金属シートの取り扱い性が悪く、光導波路2および金属製配線パターン11を形成する際の作業性が悪かった。そこで、金属シートの取り扱い性をよくするために金属シートを厚くすると、金属製配線パターン11も厚くなるため、今度は光導波路2のコア層2bと受光素子Bとの間の距離が充分に短縮されず、光信号Lの伝搬効率を充分に向上させることができないという問題が生じた。
本発明は、このような事情に鑑みなされたもので、光導波路のコア層と金属製配線パターン表面との間の距離を充分に短縮し、光信号の伝搬効率を充分に向上させることができる光電気混載基板およびその製造方法の提供をその目的とする。
上記の目的を達成するため、本発明は、光信号伝達手段と、電気信号伝達手段とを有した光電気混載基板であって、上記光信号伝達手段が、第1クラッド層と第2クラッド層とでコア層を挟持するとともに被包し、そのコア層の所定位置を光路変換ミラーに形成してなる光導波路からなり、上記電気信号伝達手段が、上記第1クラッド層の表面に絶縁層を介さず直接形成した金属製配線パターンからなる光電気混載基板を第1の要旨とする。
また、本発明は、上記光電気混載基板を製造する方法であって、剥離基材の表面に金属薄膜が形成された金属薄膜転写シートを準備し、その金属薄膜の表面に第1クラッド層を形成する工程と、上記剥離基材を金属薄膜から剥離する工程と、上記金属薄膜をエッチングにより所定の配線パターンに形成する工程と、上記第1クラッド層の表面にコア層を形成する工程と、このコア層の表面を覆うように第2クラッド層を形成する工程と、上記コア層の所定位置を光路変換ミラーに形成する工程とを備えている光電気混載基板の製造方法を第2の要旨とする。
本発明者は、先の考えた光電気混載基板の製造方法での結果に基づき、さらに研究を重ねた。その結果、光電気混載基板の製造方法において、剥離基材の表面に金属薄膜が形成された金属薄膜転写シートを用い、その金属薄膜の表面に第1クラッド層を形成した後に、上記剥離基材を金属薄膜から剥離し、上記金属薄膜をエッチングにより所定の配線パターンに形成すると、作業性がよく、品質の安定した光電気混載基板を製造することができ、しかも、コア層と配線パターン表面との間の距離を充分に短縮できることを見出し、本発明に到達した。
すなわち、剥離基材の表面に金属薄膜が形成された上記金属薄膜転写シートを用いると、その金属薄膜を厚くしなくても、剥離基材により、ある程度の剛性を有しているため、金属薄膜転写シートの取り扱い性がよくなっている。これにより、その金属薄膜転写シートの金属薄膜の表面に第1クラッド層を形成する際の作業性がよくなっている。そして、剥離基材を剥離しても、上記金属薄膜と第1クラッド層との積層体は、第1クラッド層の形成により、ある程度の剛性を得ることができ、取り扱い性がよくなっている。このため、その後の工程(金属薄膜をエッチングにより所定の配線パターンに形成する工程,第1クラッド層表面にコア層を形成する工程等)でも、作業性がよく、その結果、品質の安定した光電気混載基板を得ることができる。そして、その得られた光電気混載基板は、従来の光電気混載基板を構成する、コア層上方の基板(金属製配線パターンが形成された基板)がなく、しかも、配線パターン(金属薄膜)の厚みも薄くできるため、その配線パターン上に接続される受光素子と光導波路のコア層との間の距離を充分に短縮することができ、光信号の伝搬効率を充分に向上させることができる。
本発明の光電気混載基板は、金属製配線パターンが、光導波路の第1クラッド層の表面に絶縁層を介さず直接形成されているため、光導波路のコア層と金属製配線パターン表面との間の距離が充分に短縮されている。その結果、上記配線パターン上に接続される受光素子と光導波路のコア層との間の距離を充分に短縮することができ、光信号の伝搬効率を充分に向上させることができる。
特に、上記金属製配線パターンの厚みが、1.0〜5.0μmの範囲内である場合には、その金属製配線パターンの厚みが充分に薄いため、光信号の伝搬効率をより一層向上させることができる。
また、本発明の光電気混載基板の製造方法は、後に所定の配線パターンに形成される金属薄膜が剥離基材の表面に形成されている金属薄膜転写シートを用いるため、その金属薄膜転写シートを、ある程度の剛性を有した状態で取り扱うことができる。このため、その金属薄膜転写シートの金属薄膜(配線パターン)を薄くすることができる。また、その金属薄膜の表面に第1クラッド層を形成するため、金属薄膜転写シートの剥離基材を剥離しても、金属薄膜と第1クラッド層との積層体は、その第1クラッド層により、ある程度の剛性を得ることができ、取り扱い性がよくなっている。このため、その後の工程では、作業性がよく、その結果、品質の安定した光電気混載基板を得ることができる。そして、その得られた光電気混載基板では、配線パターンが、光導波路の第1クラッド層の表面に絶縁層を介さず直接形成されているため、光導波路のコア層と配線パターン表面との間の距離を充分に短縮することができる。その結果、上記配線パターン上に接続される受光素子と光導波路のコア層との間の距離を充分に短縮することができ、光信号の伝搬効率を充分に向上させることができる。
特に、上記金属薄膜の厚みが、1.0〜5.0μmの範囲内である場合には、後に形成される配線パターンの厚みを充分に薄くすることができ、しかも、剥離基材を剥離した後の、金属薄膜と第1クラッド層との積層体を、ある程度の剛性を得た状態で取り扱うことができる。このため、光信号の伝搬効率をより一層向上させた光電気混載基板を、安定した品質で製造することができる。
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。但し、本発明は、これに限定されるわけではない。
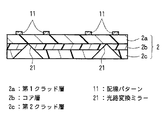
図1〜図6は、本発明の光電気混載基板の製造方法の一実施の形態を示している。この光電気混載基板の製造方法は、図6に示す光電気混載基板を製造する方法である。この光電気混載基板は、図6に示すように、光導波路2の表面に、絶縁層を介さず直接、金属製配線パターン11を形成したものである。
より詳しく説明すると、上記光導波路2は、第1クラッド層2aと第2クラッド層2cとでコア層2bを挟持するとともに被包し、そのコア層2bの所定位置(図6では、左右両側部分)を光路変換ミラー21に形成してなるものとなっている。この光路変換ミラー21は、コア層2bを光軸に対して傾斜した傾斜面に形成した部分であり、その傾斜角度は、光路を変換させる角度によって決まり、通常、光軸に対して45°に設定され、光路を90°変換するように形成される。そして、金属製配線パターン11は、光導波路2の第1クラッド層2aの表面に形成されている。
このような光電気混載基板は、つぎのようにして製造することができる。
まず、図1に示す、金属薄膜1aが剥離基材1bの表面(図1では下面)に形成された金属薄膜転写シート1を準備し、さらに、下記に説明する、上記第1クラッド層2aおよび第2クラッド層2cの形成材料、ならびにコア層2bの形成材料を準備する。
すなわち、上記金属薄膜転写シート1は、通常、市販品を用いるが、作製(例えば、剥離基材1bの表面に、スパッタリング法により金属薄膜1aを形成する等)してもよい。そして、上記金属薄膜1aは、後に配線パターン11(図4参照)に形成されるものであり、その材料は、特に限定されないが、通常、銅が用いられる。金属薄膜1aの厚みも、特に限定されないが、後に形成されるコア層2bと金属薄膜1aの表面(上面)と間の距離を短くする観点から、1.0〜5.0μmの範囲内にすることが好ましい。この距離が1.0μmを下回ると、後に形成される配線パターン11(図4参照)が断線し易くなり、上記距離が5.0μmを上回ると、光信号Lの伝搬効率が不充分になるからである。また、上記剥離基材1bは、上記金属薄膜1aとの接触面に剥離処理が施されており、金属薄膜1aとの剥離が容易になっている。剥離基材1bとしては、特に限定されないが、通常、樹脂シートまたは金属シート等が用いられる。剥離基材1bの厚みも、特に限定されないが、できる限り薄い範囲で、金属薄膜転写シート1の取り扱い性がよくなる程度に剛性が得られる観点から、10〜50μmの範囲内にすることが好ましい。
上記第1クラッド層2aおよび第2クラッド層2cの形成材料としては、例えば、エポキシ樹脂が用いられる。また、それ以外の形成材料としては、ポリイミド樹脂前駆体等があげられる。なお、第1クラッド層2aの形成材料と第2クラッド層2cの形成材料とは、同じであってもよいし、異なっていてもよい。
上記コア層2bの形成材料としては、例えば、感光性エポキシ樹脂があげられる。また、それ以外の形成材料としては、感光性ポリイミド前駆体等があげられる。
なお、光導波路2を構成する関係から、コア層2bは第1クラッド層2aおよび第2クラッド層2cよりも屈折率が高い必要があるが、この屈折率の調整は、例えば、エポキシ樹脂の種類の選択や組成比率を調整して行うことができる。具体的には、コア層2bの屈折率と第1クラッド層2aおよび第2クラッド層2cの屈折率との関係、すなわち、両者の比屈折率差Δ〔比屈折率差Δ=(nコア−nクラッド)/nコア:n=屈折率〕は、通常、0.1〜5.0%の範囲であればよい。
そして、このようにして準備された上記金属薄膜転写シート1および各種形成材料を用いて、つぎのようにして、光電気混載基板を製造する。
すなわち、図2に示すように、上記金属薄膜転写シート1の金属薄膜1aの表面(図2では下面)に、第1クラッド層2aの形成材料であるエポキシ樹脂ワニス等を、乾燥後の膜厚が好ましくは1〜30μm、特に好ましくは5〜20μmとなるよう塗布し、乾燥させることにより、エポキシ樹脂からなる樹脂層を形成する。上記塗布方法としては、スピンコート法やキャスティング法等の一般的な成膜方法を用いることができる。ついで、UV硬化、加熱することにより上記樹脂層中の残存溶媒の除去および硬化反応を完結させることにより、上記金属薄膜転写シート1の金属薄膜1aの表面にエポキシ樹脂製の第1クラッド層2aを形成する。なお、通常は、図2に図示したものを上下逆さまにした状態で、第1クラッド層2aが形成される。
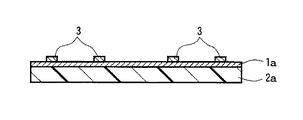
つぎに、図3に示すように、上記金属薄膜転写シート1の剥離基材1bを金属薄膜1aから剥離し、その剥離により露呈した金属薄膜1aの表面(第1クラッド層2aとは反対側の表面)に、フォトレジストを用いて、金属製配線パターンと同じパターンのエッチング用レジスト3を形成する。
ついで、図4に示すように、エッチング液を用いて、エッチング用レジスト3以外の部分の(エッチング用レジスト3から露出している)金属薄膜1aを溶解し除去する。その後、エッチング用レジスト3を除去する。これにより、所定パターンの金属製配線パターン11を形成する。
つぎに、図5に示すように、上記第1クラッド層2aの表面(図5では下面)に、コア層2bの形成材料である感光性エポキシ樹脂ワニス等を、乾燥後の膜厚が好ましくは2〜60μm、特に好ましくは6〜50μmとなるよう塗布し、初期乾燥によりコア層2bとなる感光性エポキシ樹脂層を形成する。ついで、所望のパターンが得られるよう、感光性ポリイミド樹脂前駆体層上にフォトマスクを載置してその上方から紫外線を照射する。この紫外線の照射における露光量は1000〜10000mJ/cm2 である。その後、光反応を完結させるために、Post Exposure Bake(PEB)と呼ばれる露光後の熱処理を行い、現像液を用いて現像を行う(ウェットプロセス法)。そして、現像によって得られた所望のパターンをイミド化するために、通常熱処理を行う。この際の加熱温度は、一般的に100〜150℃である。このようにして硬化することにより、ポリイミド樹脂製のパターンとなるコア層2bを形成する。
その後、コア層2bの表面(下面および側面)を覆うように、第2クラッド層2cを、上記第1クラッド層2aの形成と同様にして形成する。なお、通常は、図5に図示したものを上下逆さまにした状態で、コア層2bおよび第2クラッド層2cが形成される。
そして、図6に示すように、レーザ加工,ダイヤモンドブレードを用いたダイシング等により、コア層2bの所定位置(図6では、左右両側部分)を、上記第2クラッド層2cの側から、光軸に対して傾斜した光路変換ミラー(傾斜面)21に形成する。この実施の形態では、コア層2bと第2クラッド層2cとからなる積層部分を断面三角形に切削し、その断面三角形の斜面の一部を上記光路変換ミラー21としている。また、左右の上記光路変換ミラー21の形成位置は、後で説明する発光素子Aおよび受光素子B(図7参照)の下方位置である。このようにして、上記光電気混載基板が製造される。なお、通常は、図6に図示したものを上下逆さまにした状態で、光路変換ミラー21が形成される。
このようにして製造された上記光電気混載基板には、図7に示すように、光路変換ミラー21の上方位置に形成されている金属製配線パターン11に、発光素子Aおよび受光素子Bが接続される。
そして、上記光電気混載基板による光路変換は、つぎのようにして行われる。すなわち、発光素子Aから下方に発せられた光信号Lは、上記光電気混載基板の第1クラッド層2aの表面から入射し、第1クラッド層2a内を透過した後、コア層2bの一方(図7では左側)の光路変換ミラー21で反射し(光路を90°変換し)、コア層2b内に導かれ、再度、他方(図7では右側)の光路変換ミラー21で反射し(光路を90°変換し)、上方の受光素子Bに伝達される。
この光路変換では、図9に示す従来の光電気混載基板による光路変換と比較すると、金属製配線パターン11形成用の基板50がないため、コア層2bと受光素子Bとの間の距離が短く、光信号Lの伝搬効率が向上している。さらに、この実施の形態では、発光素子Aとコア層2bとの間の距離も短くなっており、光信号Lの伝搬効率がより向上している。
なお、上記実施の形態では、発光素子Aも、光導波路2の表面に形成した金属製配線パターン11に接続させたが、図8に示すように、発光素子Aを、コア層2bの光軸上でその一端面(図8では左端面)の外側近傍に配置し、コア層2bの一方(図7では左側)の光路変換ミラー21を形成しないようにしてもよい。
また、上記実施の形態では、金属薄膜転写シート1の金属薄膜1aの表面に第1クラッド層2aを形成した後に、金属薄膜転写シート1の剥離基材1bを金属薄膜1aから剥離し、エッチング用レジスト3の形成を経て金属製配線パターン11を形成したが、上記剥離基材1bを剥離する順序は、これに限定されるものではなく、コア層2bを形成した後でもよいし、第2クラッド層2cを形成した後でもよいし、光路変換ミラー21を形成した後でもよい。そして、いずれの場合でも、上記剥離基材1bを剥離した後は、上記実施の形態と同様に、エッチング用レジスト3の形成を経て金属製配線パターン11を形成する。
つぎに、実施例について比較例および従来例と併せて説明する。
〔金属薄膜転写シート〕
市販の金属薄膜転写シート〔三井金属社製、MicoThin MTSD−H(3μm)〕を準備した。この金属薄膜転写シートは、厚み3μmの銅薄膜が、厚み25μmの剥離基材(銅箔)の表面に形成されているものである。
市販の金属薄膜転写シート〔三井金属社製、MicoThin MTSD−H(3μm)〕を準備した。この金属薄膜転写シートは、厚み3μmの銅薄膜が、厚み25μmの剥離基材(銅箔)の表面に形成されているものである。
〔第1クラッド層および第2クラッド層の形成材料〕
BPEFG(長瀬産業社販売、オンコートEX−1020)20g、セロキサイド2021P(ダイセル化学社製)4.1g、SP−170(旭電化社製)0.24gを、シクロへキサン8.47gに溶解することにより、第1クラッド層および第2クラッド層の形成材料である樹脂溶液を得た。
BPEFG(長瀬産業社販売、オンコートEX−1020)20g、セロキサイド2021P(ダイセル化学社製)4.1g、SP−170(旭電化社製)0.24gを、シクロへキサン8.47gに溶解することにより、第1クラッド層および第2クラッド層の形成材料である樹脂溶液を得た。
〔コア層の形成材料〕
BPEFG(長瀬産業社販売、オンコートEX−1020)20g、BPFG(長瀬産業社販売、オンコートEX−1010)10g、SP−170(旭電化社製)0.3gを、シクロへキサン20gに溶解することにより、コア層の形成材料である樹脂溶液を得た。
BPEFG(長瀬産業社販売、オンコートEX−1020)20g、BPFG(長瀬産業社販売、オンコートEX−1010)10g、SP−170(旭電化社製)0.3gを、シクロへキサン20gに溶解することにより、コア層の形成材料である樹脂溶液を得た。
〔光電気混載基板の製造〕
上記実施の形態(図1〜図6参照)と同様にして、光電気混載基板を製造した。このとき、第1クラッド層および第2クラッド層の厚みをそれぞれ20μmとし、コア層を直線状のパターンに形成し、その寸法を、厚み50μm,幅50μm,長さ5cmとした。また、光路変換ミラーは、レーザ加工により、光軸に対して45°傾斜した傾斜面に形成した。なお、金属製配線パターンを形成する際に用いるエッチング液として、5%NaHCO3 水溶液を用いた。
上記実施の形態(図1〜図6参照)と同様にして、光電気混載基板を製造した。このとき、第1クラッド層および第2クラッド層の厚みをそれぞれ20μmとし、コア層を直線状のパターンに形成し、その寸法を、厚み50μm,幅50μm,長さ5cmとした。また、光路変換ミラーは、レーザ加工により、光軸に対して45°傾斜した傾斜面に形成した。なお、金属製配線パターンを形成する際に用いるエッチング液として、5%NaHCO3 水溶液を用いた。
上記実施例1において、金属薄膜転写シートとして、銅薄膜の厚みが5μmのもの〔三井金属社製、MicoThin MTSD−H(3μm)〕を用いた。それ以外は、実施例1と同様にした。
〔製造方法の比較例1〕
上記実施例1において、金属薄膜転写シートに代えて、圧延銅箔(厚み18μm)を用いた。それ以外は、実施例1と同様にした。すなわち、上記圧延銅箔の片面に第1クラッド層を形成した後、圧延銅箔をエッチングすることにより、所定パターンの金属製配線パターンを形成した。そして、上記第1クラッド層の表面にコア層および第2クラッド層を形成した後、光路変換ミラーを形成した。
上記実施例1において、金属薄膜転写シートに代えて、圧延銅箔(厚み18μm)を用いた。それ以外は、実施例1と同様にした。すなわち、上記圧延銅箔の片面に第1クラッド層を形成した後、圧延銅箔をエッチングすることにより、所定パターンの金属製配線パターンを形成した。そして、上記第1クラッド層の表面にコア層および第2クラッド層を形成した後、光路変換ミラーを形成した。
〔従来例1〕
図9に示す従来の光電気混載基板を準備した。この光電気混載基板において、金属製配線パターンが形成された基板の厚みは143μm、金属製配線パターンの厚みは18μmだった。また、光導波路を構成する第1クラッド層,第2クラッド層およびコア層の厚みはそれぞれ実施例1と同様であった。また、基板と光導波路との間の接着剤層の厚みは10μmだった。
図9に示す従来の光電気混載基板を準備した。この光電気混載基板において、金属製配線パターンが形成された基板の厚みは143μm、金属製配線パターンの厚みは18μmだった。また、光導波路を構成する第1クラッド層,第2クラッド層およびコア層の厚みはそれぞれ実施例1と同様であった。また、基板と光導波路との間の接着剤層の厚みは10μmだった。
〔光伝搬損失の測定〕
このようにして得られた実施例1,2ならびに比較例1および従来例1の光電気混載基板に、発光素子および受光素子を実装し、光信号を、発光素子から発し、コア層を経て、受光素子に伝達させた。そして、そのときの光伝搬損失を測定した。その結果、実施例1の光伝搬損失は3.0dB、実施例2のそれは3.4dB、比較例1のそれは8.2dB、従来例1のそれは9.5dBであった。
このようにして得られた実施例1,2ならびに比較例1および従来例1の光電気混載基板に、発光素子および受光素子を実装し、光信号を、発光素子から発し、コア層を経て、受光素子に伝達させた。そして、そのときの光伝搬損失を測定した。その結果、実施例1の光伝搬損失は3.0dB、実施例2のそれは3.4dB、比較例1のそれは8.2dB、従来例1のそれは9.5dBであった。
このように、実施例1,2および比較例1の光電気混載基板は、従来例1の光電気混載基板よりも、光伝搬損失が小さいことから、光信号の伝搬効率が高いことがわかる。なかでも、実施例1,2の光電気混載基板は、比較例1の光電気混載基板よりも、光信号の伝搬効率がさらに高いことがわかる。
2a 第1クラッド層
2b コア層
2c 第2クラッド層
11 配線パターン
21 光路変換ミラー
2b コア層
2c 第2クラッド層
11 配線パターン
21 光路変換ミラー
Claims (4)
- 光信号伝達手段と、電気信号伝達手段とを有した光電気混載基板であって、上記光信号伝達手段が、第1クラッド層と第2クラッド層とでコア層を挟持するとともに被包し、そのコア層の所定位置を光路変換ミラーに形成してなる光導波路からなり、上記電気信号伝達手段が、上記第1クラッド層の表面に絶縁層を介さず直接形成した金属製配線パターンからなることを特徴とする光電気混載基板。
- 上記金属製配線パターンの厚みが、1.0〜5.0μmの範囲内である請求項1記載の光電気混載基板。
- 上記請求項1記載の光電気混載基板を製造する方法であって、剥離基材の表面に金属薄膜が形成された金属薄膜転写シートを準備し、その金属薄膜の表面に第1クラッド層を形成する工程と、上記剥離基材を金属薄膜から剥離する工程と、上記金属薄膜をエッチングにより所定の配線パターンに形成する工程と、上記第1クラッド層の表面にコア層を形成する工程と、このコア層の表面を覆うように第2クラッド層を形成する工程と、上記コア層の所定位置を光路変換ミラーに形成する工程とを備えていることを特徴とする光電気混載基板の製造方法。
- 上記請求項2記載の光電気混載基板を製造する方法であって、上記金属薄膜の厚みが、1.0〜5.0μmの範囲内である請求項1記載の光電気混載基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005296571A JP2007108228A (ja) | 2005-10-11 | 2005-10-11 | 光電気混載基板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005296571A JP2007108228A (ja) | 2005-10-11 | 2005-10-11 | 光電気混載基板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007108228A true JP2007108228A (ja) | 2007-04-26 |
Family
ID=38034157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005296571A Pending JP2007108228A (ja) | 2005-10-11 | 2005-10-11 | 光電気混載基板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007108228A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008136285A1 (ja) * | 2007-04-27 | 2008-11-13 | Hitachi Chemical Company, Ltd. | 光電気複合基板の製造方法、これによって製造される光電気複合基板、及びこれを用いた光電気複合モジュール |
| JP2009058923A (ja) * | 2007-04-27 | 2009-03-19 | Hitachi Chem Co Ltd | 光電気複合基板の製造方法、これによって製造される光電気複合基板、及びこれを用いた光電気複合モジュール |
| JP2010156801A (ja) * | 2008-12-26 | 2010-07-15 | Fuji Xerox Co Ltd | 高分子光導波路の製造方法 |
| US9411112B2 (en) | 2014-07-31 | 2016-08-09 | Fujitsu Limited | Photoelectric hybrid board, information processor, and method for manufacturing photoelectric hybrid board |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001166165A (ja) * | 1999-12-08 | 2001-06-22 | Hitachi Cable Ltd | 接着シート付き導波路フィルム及びその実装方法 |
| JP2001525127A (ja) * | 1997-05-14 | 2001-12-04 | アライドシグナル・インコーポレーテッド | 印刷配線板用の超薄型導電層 |
| WO2004089049A1 (ja) * | 2003-03-28 | 2004-10-14 | Tdk Corporation | 多層基板およびその製造方法 |
| JP2004341454A (ja) * | 2002-05-28 | 2004-12-02 | Matsushita Electric Works Ltd | 光電気混載基板の製造方法 |
| JP2005260058A (ja) * | 2004-03-12 | 2005-09-22 | Furukawa Circuit Foil Kk | キャリア付き極薄銅箔、キャリア付き極薄銅箔の製造方法および配線板 |
| JP2005300930A (ja) * | 2004-04-12 | 2005-10-27 | Matsushita Electric Works Ltd | 光電気混載基板の製造方法 |
| JP2007084765A (ja) * | 2005-09-26 | 2007-04-05 | Matsushita Electric Works Ltd | 硬化性エポキシ樹脂フィルム、これを用いた光導波路及び光電気複合基板 |
-
2005
- 2005-10-11 JP JP2005296571A patent/JP2007108228A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001525127A (ja) * | 1997-05-14 | 2001-12-04 | アライドシグナル・インコーポレーテッド | 印刷配線板用の超薄型導電層 |
| JP2001166165A (ja) * | 1999-12-08 | 2001-06-22 | Hitachi Cable Ltd | 接着シート付き導波路フィルム及びその実装方法 |
| JP2004341454A (ja) * | 2002-05-28 | 2004-12-02 | Matsushita Electric Works Ltd | 光電気混載基板の製造方法 |
| WO2004089049A1 (ja) * | 2003-03-28 | 2004-10-14 | Tdk Corporation | 多層基板およびその製造方法 |
| JP2005260058A (ja) * | 2004-03-12 | 2005-09-22 | Furukawa Circuit Foil Kk | キャリア付き極薄銅箔、キャリア付き極薄銅箔の製造方法および配線板 |
| JP2005300930A (ja) * | 2004-04-12 | 2005-10-27 | Matsushita Electric Works Ltd | 光電気混載基板の製造方法 |
| JP2007084765A (ja) * | 2005-09-26 | 2007-04-05 | Matsushita Electric Works Ltd | 硬化性エポキシ樹脂フィルム、これを用いた光導波路及び光電気複合基板 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008136285A1 (ja) * | 2007-04-27 | 2008-11-13 | Hitachi Chemical Company, Ltd. | 光電気複合基板の製造方法、これによって製造される光電気複合基板、及びこれを用いた光電気複合モジュール |
| JP2009058923A (ja) * | 2007-04-27 | 2009-03-19 | Hitachi Chem Co Ltd | 光電気複合基板の製造方法、これによって製造される光電気複合基板、及びこれを用いた光電気複合モジュール |
| US8244080B2 (en) | 2007-04-27 | 2012-08-14 | Hitachi Chemical Company, Ltd. | Method for producing photoelectric composite substrate, photoelectric composite substrate produced by the method, and photoelectric composite module using the substrate |
| TWI456274B (zh) * | 2007-04-27 | 2014-10-11 | Hitachi Chemical Co Ltd | 光電複合基板的製造方法、以該方法製造的光電複合基板、以及使用該光電複合基板的光電複合模組 |
| JP2010156801A (ja) * | 2008-12-26 | 2010-07-15 | Fuji Xerox Co Ltd | 高分子光導波路の製造方法 |
| US9411112B2 (en) | 2014-07-31 | 2016-08-09 | Fujitsu Limited | Photoelectric hybrid board, information processor, and method for manufacturing photoelectric hybrid board |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4714195B2 (ja) | 光印刷回路基板の製造方法 | |
| WO2004027472A1 (ja) | 光導波路及びその製造方法 | |
| JP5313849B2 (ja) | 光導波路装置及びその製造方法 | |
| JP2009175418A (ja) | 光電気混載基板及びその製造方法 | |
| WO2001001176A1 (en) | Photoelectric wiring board, packaging board, and photoelectric wiring board producing method | |
| TW201142391A (en) | Optical waveguide substrate having positioning structure, method for manufacturing same, and method for manufacturing opto-electric hybrid substrate | |
| JP2011520153A (ja) | 大口径コアの中空導波路を製造する方法 | |
| KR20090110225A (ko) | 광도파로 모듈의 제조 방법 | |
| US7106921B2 (en) | Optical waveguide interconnection board, method of manufacturing the same, precursor for use in manufacturing optical waveguide interconnection board, and photoelectric multifunction board | |
| JP2005195651A (ja) | 光接続基板、光伝送システム、及び製造方法 | |
| JP4153007B2 (ja) | 光配線基板および光電気混載基板 | |
| JP3491677B2 (ja) | 光電気混載基板およびその製造方法 | |
| JP2005275405A (ja) | 光回路板部品を接続する光学的構造及び方法 | |
| JP5907035B2 (ja) | 光インターコネクトデバイスの製造方法及び光インターコネクトデバイス | |
| KR100976671B1 (ko) | 광도파로의 제조 방법 | |
| JP2007148087A (ja) | 光電気集積配線基板及び光電気集積配線システム | |
| JP2007108228A (ja) | 光電気混載基板およびその製造方法 | |
| JP2004163914A (ja) | 光回路板の製造方法 | |
| JP4441994B2 (ja) | 光配線層の製造方法及び光・電気配線基板 | |
| JP2005266119A (ja) | 光電配線基板の製造方法 | |
| JP5278644B2 (ja) | 光電気基板及びその製造方法、光集積回路、光インターコネクタ、光合分波器 | |
| JP4962265B2 (ja) | 光導波路製造方法 | |
| JP4339198B2 (ja) | 光モジュールの製造方法 | |
| JP6168598B2 (ja) | 光電気混載モジュール | |
| JP2006178282A (ja) | 光導波路樹脂フィルムおよびそれを用いた光配線部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100406 |