JP2007143252A - 電動機 - Google Patents
電動機 Download PDFInfo
- Publication number
- JP2007143252A JP2007143252A JP2005331782A JP2005331782A JP2007143252A JP 2007143252 A JP2007143252 A JP 2007143252A JP 2005331782 A JP2005331782 A JP 2005331782A JP 2005331782 A JP2005331782 A JP 2005331782A JP 2007143252 A JP2007143252 A JP 2007143252A
- Authority
- JP
- Japan
- Prior art keywords
- stator
- fitting
- temperature
- electric motor
- fitting ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】嵌め合い加工により製造する電動機において、稼動時の発熱に伴う電動機の損失を可及的に低減する。
【解決手段】円筒形状の嵌め合いリング12により固定子10を保持する電動機において、嵌め合いリング12の線膨張係数αR を、嵌め合い代と、固定子10及び嵌め合いリング12の寸法と、稼動時の温度差とにより規定される所定の式を満たすように選択する。
【選択図】図1
【解決手段】円筒形状の嵌め合いリング12により固定子10を保持する電動機において、嵌め合いリング12の線膨張係数αR を、嵌め合い代と、固定子10及び嵌め合いリング12の寸法と、稼動時の温度差とにより規定される所定の式を満たすように選択する。
【選択図】図1
Description
本発明は、嵌め合い加工を用いて固定子を筐体に固定した電動機、特に嵌め合い加工による鉄損を低減するのに好適な技術に関する。
近年、省エネルギーの観点から各種電気機器の効率向上が求められている。電気機器の効率は各種要因に影響されるが、電動機の鉄芯で発生する損失である鉄損は比較的大きな比重を占めており、最近ではより鉄損の少ない電磁鋼板が使用されている場合が増加している。
このような電磁鋼板を、固定子の形状に一体で打抜き、積層して製造される固定子を嵌め合いリングに固定する際に、(a)加熱膨張させた嵌め合いリングに固定子を挿入後に冷却する焼嵌め法や(b)固定子を冷却収縮させた後、常温の嵌め合いリングに挿入後、固定子と嵌め合いリングがともに常温になるまで放置する冷やし嵌め法のほかに、(c)嵌め合いリングを複数分割させ、分割した端面にフランジを設け、ボルト、ナットで固定した物の中に固定子を挿入し、ボルトを締結することで、嵌め合いリングの半径を収縮させ、固定子と嵌め合いリングを固定するリング固定法のような嵌め合い加工を用いて電動機を製造することがある。
この焼嵌め法の利点は、電動機とケースの間の同心度を機械加工によらず比較的安価に実現できることである。しかしながら、この嵌め合い加工では、固定子を形成する鉄芯に圧縮応力がかかってしまい、逆磁歪効果によって、固定子の透磁率や鉄損特性を劣化させ、電動機としての効率を低下させてしまうことが知られている(非特許文献1参照)。
このような固定子の嵌め合い加工による電動機の特性の劣化を減らす技術が、従来手案されている(特許文献1参照)。これは、固定子や回転子の少なくとも一方に孔を設けて、固定子や回転子に発生する応力を低減させることで、回転子や固定子の透磁率や鉄損特性を改善し、電動機鉄芯の鉄損や励磁電流を低減する技術である。
特開2002−136013号公報
電気学会回転機研究資料RM−98−131、P67−72
しかしながら、嵌め合い加工により製造した電動機においては、嵌め合い加工時に回転子や固定子に印加される応力による特性劣化に加えて、電動機の稼動時に固定子の鉄損や励磁巻線の銅損による発熱に伴う特性劣化が現れた。
本発明は、嵌め合い加工により製造する電動機において、稼動時の発熱に伴う電動機の損失を可及的に低減することを目的とする。
上記の課題を解決するための本発明の要旨とするところは、以下のとおりである。
(1)円筒形状の嵌め合いリングにより固定子を保持する電動機において、
αSを、固定子の線膨張係数(1/deg)、ΔTSを、固定子における常温と所定の使用温度の温度差(deg)、ΔTRを、嵌め合いリングにおける常温と所定の使用温度の温度差(deg)、aを、嵌め合い代(m)、L1を、固定子の外径(m)、およびβを、電動機の所定の使用条件の下で所定の使用温度における固定子と嵌め合いリングを保持するのに必要な力と、常温での固定子と嵌め合いリング間の保持力との比の1からの差を示すものとして、
前記嵌め合いリングの線膨張係数αRが、次の式(1)

を満たすことを特徴とする電動機。
(1)円筒形状の嵌め合いリングにより固定子を保持する電動機において、
αSを、固定子の線膨張係数(1/deg)、ΔTSを、固定子における常温と所定の使用温度の温度差(deg)、ΔTRを、嵌め合いリングにおける常温と所定の使用温度の温度差(deg)、aを、嵌め合い代(m)、L1を、固定子の外径(m)、およびβを、電動機の所定の使用条件の下で所定の使用温度における固定子と嵌め合いリングを保持するのに必要な力と、常温での固定子と嵌め合いリング間の保持力との比の1からの差を示すものとして、
前記嵌め合いリングの線膨張係数αRが、次の式(1)
(2)前記嵌め合いリングの線膨張係数αRが1.24×10-5(1/deg)以上かつ2.60×10-5(1/deg)以下であることを特徴とする(1)記載の電動機である。
(3)前記嵌め合いリングが鋼材であることを特徴とする(1)または(2)に記載の電動機である。
本発明により、固定子と嵌め合いリングの熱膨張差に起因して、嵌め合い加工で組み立てられた電動機の稼動時に不可避的に発生する固定子にかかる圧縮応力を低減するので、鉄損および励磁電流を低くすることができる。
本発明の実施の形態を説明する前に、まず本発明の中心的アイデアについて説明する。
本発明者は、電動機の稼動時に付加的に発生する損失を詳細に検討して、以下のようなメカニズムを見出した。
本発明者は、電動機の稼動時に付加的に発生する損失を詳細に検討して、以下のようなメカニズムを見出した。
電動機の稼動時には、励磁巻線の発熱による銅損および固定子の発熱による鉄損が発生する。この励磁巻線や固定子で発生する熱は、巻線や固定子表面から抜熱される以外に固定子から嵌め合いリングを経て抜熱される。つまり、固定子温度は、外部の温度より必ず高くなる。固定子を構成する電磁鋼板の線膨張係数が嵌め合いリングの線膨張係数より大である場合は、固定子と嵌め合いリングの温度差、および固定子と嵌め合いリングの線膨張係数差から、固定子の熱延び量は、嵌め合いリングの熱延び量より大きくなる。このことにより、稼動前に比べて固定子内にさらに大きな圧縮応力が発生することで、固定子の透磁率や鉄損特性を稼動前より劣化させて、励磁電流の増加および鉄損の増加を招いてしまう。
このような解析に基づいて、α R を嵌め合いリングの線膨張係数(1/deg)、α S を固定子の線膨張係数(1/deg)、ΔT S を固定子における常温と所定の使用温度の温度差(deg)、ΔT R を嵌め合いリングにおける常温と所定の使用温度の温度差(deg)、L 1 を固定子の外径(m)とするとき、嵌め合い加工を用いて嵌め合いリングに固定子を固定した電動機の所定の使用温度での運転時において、巻線での銅損および固定子での鉄損による発熱に起因する嵌め合いリングの熱膨張量αRΔTRL1を固定子の熱膨張量αSΔTSL1より大きくすることで、等価的に常温時の固定子の外径と嵌め合いリング内径の差である嵌め合い代aを低減し、固定子にかかる圧縮応力が低減することを見出した。
一方、所定の使用温度での運転時に、嵌め合いリングの熱膨張量αRΔTRL1と固定子の熱膨張量αSΔTSL1の差が、所定の使用温度での運転時に必要な固定子と嵌め合いリング間の保持力より小さくなってしまうと所定の使用温度での運転中に電動機は、壊れてしまう。固定子と嵌め合いリング間の保持力は、嵌め合い代aに比例する。
βを、電動機の所定の使用条件の下で所定の使用温度における固定子と嵌め合いリングを保持するのに必要な力と、常温での保持力との比の1からの差を示すものし、この所定の使用温度での運転時に必要な固定子と嵌め合いリング間の保持力を、常温の保持力の(1−β)倍(ただし0<β<1)が必要であるとすると、所定の使用温度での運転時において嵌め合いリングの熱膨張量αRΔTRL1と固定子の熱膨張量αSΔTSL1の差である嵌め合い代の最大値は、βaでなければならない。
したがって、この両者の関係を数式で記述すると以下の式(2)のようになる。
この式(2)を変形すると、所定の使用温度での運転時に固定子にかかる圧縮応力が低減する嵌め合いリングの線膨張係数の範囲は、次のように、上記の式(1)として示される。
なお、固定子における常温と所定の使用温度の温度差ΔTS及び嵌め合いリングにおける常温と所定の使用温度の温度差ΔTRは、それぞれの材質の耐熱性や電動機の使用条件に基づいて、予め仕様で設定する。
次に、本発明の実施の形態を図を用いて具体的に説明する。
図1に示すように、線膨張係数が1.20×10-5[1/deg]である電磁鋼板(50A470)を打抜き、カシメにより固定した後、励磁巻線13をティース16の周囲に巻回した固定子10(カシメ位置は図示せず)および、同様に電磁鋼板を打抜き、カシメにより固定後、永久磁石14を挿入した回転子11を作成した。
図1に示すように、線膨張係数が1.20×10-5[1/deg]である電磁鋼板(50A470)を打抜き、カシメにより固定した後、励磁巻線13をティース16の周囲に巻回した固定子10(カシメ位置は図示せず)および、同様に電磁鋼板を打抜き、カシメにより固定後、永久磁石14を挿入した回転子11を作成した。
そして、嵌め合いリングの材質を換えて、鉄損を調べた。
まず、比較例(a)であるSS400の鋼材からなる嵌め合いリング12を使用した電動機15を、検討した。
まず、比較例(a)であるSS400の鋼材からなる嵌め合いリング12を使用した電動機15を、検討した。
固定子10の外径L1(125[mm])から図7に示す加熱前の嵌め合いリング12の内径L2の差である嵌め合い代aを150[μm]一定として、比較例(a)として、嵌め合いリング12の線膨張係数を1.18×10-5[1/deg]の鋼材(SS400材)を使用して、150℃まで加熱した後、固定子10を中に挿入した。
その後、図1に示すように、固定子10と嵌め合いリング12を上下から固定治具(図示せず)ではさみ、連結部をボルト(図示せず)で固定し、回転子11を設置した電動機15を製作した。
この電動機の所定の使用温度は、90℃であった。この時、固定子10の外径L1ならびに、加熱前の嵌め合いリング12の内径L2は、常温(20℃)の状態で、ノギスを使用して測定した。ヨーク17の表面および、嵌め合いリング12の外表面に熱電対を貼付して、両者の温度を測定した。この電動機15を常温の状態から750[rpm]、1[Nm]の条件で所定の使用温度付近にて運転した際の鉄損を測定した。
この時のヨーク17の温度は82℃、嵌め合いリング12の外表面温度は、80℃であった。別途行った数値計算による伝熱解析の結果では、嵌め合いリング12の外表面温度と嵌め合いリング内部温度との差は僅かであったため、この嵌め合いリング12の外表面温度を嵌め合いリング内部温度としてもさしつかえない。鉄損算出に際しては、電力計により測定される入力電力から出力と回転数に応じた機械損を減じる方法を用いた。
また、所定の使用温度における必要な固定子と嵌め合いリングの保持力は、ヨーク17における常温と所定の使用温度との温度差が62℃、嵌め合いリング12における稼動前と稼動時の温度差が60℃で、モータ中に流れる冷媒の圧力が所定の使用条件である15気圧の条件下で運転した際に固定子と嵌め合いリングが分離しない条件が、常温での固定子と嵌め合いリング間の保持力の30%であった結果より、1−β=0.3とした。つまり、βは0.7となる。
さらに高出力を狙った別の電動機において、前記と同一の温度条件で、例えば冷蔵庫用のコンプレッサーにおいてモータ中に流れる冷媒の圧力が、所定の使用条件である25気圧の条件下で運転した場合でも、固定子と嵌め合いリングが分離しない条件が、常温での固定子と嵌め合いリング間の保持力の50%であった。このとき、1−β=0.5となる。望ましくは、βの値は0.5とするとなおよい。
この条件における式(1)の上下限を計算すると以下のようになる。
式(1)の下限=αSΔTS/ΔTR=1.20×10-5×(82−20)/(80−20)=1.24×10-5、
式(1)の下限=αSΔTS/ΔTR=1.20×10-5×(82−20)/(80−20)=1.24×10-5、
式(1)の上限=(βa/L1+αSΔTS)/ΔTR={0.7×150×10-6/125×10-3+1.20×10-5×(82−20)}/(80−20)=2.60×10-5
すなわち、嵌め合いリングの線膨張係数α
R
の範囲を規定する式(1)は、
1.24×10 -5 <α R <2.60×10 -5
となる。
1.24×10 -5 <α R <2.60×10 -5
となる。
嵌め合いシェルとして通常使用されている比較例(a)のSS400製の嵌め合いリングでは、線膨張係数が1.18×10 -5 [1/deg]であるので、式(1)を満たさない。
次に、以下に示す嵌め合いリングを使用し、前述した同様の方法で図1に示す電動機15を製作して、本発明の実施例(b)、(c)、(d)とした。
実施例(b)
線膨張係数を1.25×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.21%、[Si]0.26%、[Mn]1.23%、[P]0.016%、[S]0.016%、[Cr]0.48%、[B]0.0021%)からなる嵌め合いリングを使用した電動機15。
線膨張係数を1.25×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.21%、[Si]0.26%、[Mn]1.23%、[P]0.016%、[S]0.016%、[Cr]0.48%、[B]0.0021%)からなる嵌め合いリングを使用した電動機15。
実施例(c)
線膨張係数を1.30×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.79%、[Si]0.25%、[Mn]1.22%、[P]0.014%、[S]0.015%、[Cr]0.48%、[B]0.0019%)からなる嵌め合いリングを使用した電動機15。
線膨張係数を1.30×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.79%、[Si]0.25%、[Mn]1.22%、[P]0.014%、[S]0.015%、[Cr]0.48%、[B]0.0019%)からなる嵌め合いリングを使用した電動機15。
実施例(d)
線膨張係数を1.33×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.5%、[Si]0.26%、[Mn]1.22%、[P]0.015%、[S]0.016%、[Cr]0.48%、[B]0.0019%)をからなる嵌め合いリングを使用した電動機15。
線膨張係数を1.33×10 -5 の鋼材(鉄及び不可避的に含む微量元素以外の組成元素が、[C]0.5%、[Si]0.26%、[Mn]1.22%、[P]0.015%、[S]0.016%、[Cr]0.48%、[B]0.0019%)をからなる嵌め合いリングを使用した電動機15。
ここで、前記式(1)の嵌め合いリングの線膨張係数αRの上下限より、実施例(b)、(c)、(d)で使用する嵌め合いリングの線膨張係数は、式(1)を満たしている。
本実施例における常温の状態から、所定の使用温度が90℃である電動機において、ヨーク17の温度が80℃かつ、嵌め合いリング12の外表面温度が70℃となる条件下で、それぞれの電動機15を750[rpm]、1[Nm]の条件で運転した鉄損を測定した。
測定結果を常温における比較例(a)の鉄損値に対する比率で図2に示す。同一線膨張係数の嵌め合いリングを使用した比較例(a)の所定の使用温度での鉄損は、コイルの銅損や鉄心の鉄損による熱膨張差に起因する固定子での圧縮応力が増加することにより鉄損は増加する。また、嵌め合いリングの線膨張係数の増加により、鉄損は減少する。さらに、線膨張係数が1.25×10-5以上では、稼動時であるにもかかわらず、常温時の鉄損値以下となるため、効果が大である。
本発明における、嵌め合い加工とは、実施例で述べた焼嵌め加工だけではなく、固定子を−50℃程度に冷却収縮の後、嵌め合いリングに挿入する冷し嵌め加工および、圧入加工を含む。さらに、図3に示すように、嵌め合いリングを分割し、分割した端面にフランジを設けたフランジ型リング19のフランジ同士を重ね合わせてボルト20で固定し、リングの内径を縮小する方法を含む。これらの嵌め合い加工においても、同様の効果を得ることができる。
本発明における所定の使用温度とは、電動機について定める仕様等において予め設定しておく、当該電動機の通常使用温度又は最高使用温度であり、実際に電動機稼動時の到達許容温度に基づく温度である。今回示した実施例では、使用温度が90℃のものを示したが、冷暖房機のコンプレッサ用の電動機では、110℃〜120℃となるものもある。本発明の効果は、所定の使用温度の高低に関わらず、上記と同様の効果を得ることができる。
なお、上記の説明においては電動機の嵌め合い加工時の温度を常温としたが、室温等の通常の製造時の加工温度であっても良いことは明らかである。
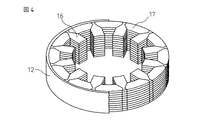
さらに、図4〜7に示すように、固定子が一体になった電動機だけではなく、図4(回転子図示せず)、図5(嵌め合いリング図示せず)、図6(嵌め合いリング図示せず)、図7(嵌め合いリング図示せず)に示すティース16とヨーク17が分割された電動機においても、前記の実施例と同様の効果を得た。さらに巻線の方法は、見城尚志、佐渡友茂著「イラスト・図解小型モータのすべて」技術評論社(ISBN4−7741−1199−6)の83ページに紹介されているような分布巻でも同86ページに紹介されているような集中巻でも上記と同様の効果を得た。さらに本発明による効果は、上記以外の形態の回転子にも適用でき、たとえば前記文献「イラスト・図解小型モータのすべて」の36ページに紹介されている非同期モータでも上記と同様の効果を得た。
10 固定子
11 回転子
12 嵌め合いリング
13 励磁巻線
14 永久磁石
15 電動機
16 ティース
17 ヨーク
18 分割固定子
19 フランジ型嵌め合いリング
20 ボルト
11 回転子
12 嵌め合いリング
13 励磁巻線
14 永久磁石
15 電動機
16 ティース
17 ヨーク
18 分割固定子
19 フランジ型嵌め合いリング
20 ボルト
Claims (3)
- 円筒形状の嵌め合いリングにより固定子を保持する電動機において、
αSを、固定子の線膨張係数(1/deg)、ΔTSを、固定子における常温と所定の使用温度の温度差(deg)、ΔTRを、嵌め合いリングにおける常温と所定の使用温度の温度差(deg)、aを、嵌め合い代(m)、L1を、固定子の外径(m)、およびβを、電動機の所定の使用条件の下で所定の使用温度における固定子と嵌め合いリングを保持するのに必要な力と、常温での固定子と嵌め合いリング間の保持力との比の1からの差を示すものとして、
前記嵌め合いリングの線膨張係数αRが、次の式(1)
- 前記嵌め合いリングの線膨張係数αRが1.24×10-5(1/deg)以上かつ2.60×10-5(1/deg)以下であることを特徴とする請求項1記載の電動機。
- 前記嵌め合いリングが鋼材であることを特徴とする請求項1または2に記載の電動機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005331782A JP2007143252A (ja) | 2005-11-16 | 2005-11-16 | 電動機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005331782A JP2007143252A (ja) | 2005-11-16 | 2005-11-16 | 電動機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007143252A true JP2007143252A (ja) | 2007-06-07 |
Family
ID=38205446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005331782A Pending JP2007143252A (ja) | 2005-11-16 | 2005-11-16 | 電動機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007143252A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017050964A (ja) * | 2015-09-01 | 2017-03-09 | ジョンソンコントロールズ ヒタチ エア コンディショニング テクノロジー(ホンコン)リミテッド | 電動機の固定子、電動機および空調機器 |
| KR20230093898A (ko) * | 2021-12-20 | 2023-06-27 | 에이치디현대일렉트릭 주식회사 | 회전기의 철심 고정 장치 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04185244A (ja) * | 1990-11-20 | 1992-07-02 | Aisin Aw Co Ltd | ホイールモータのステータ |
-
2005
- 2005-11-16 JP JP2005331782A patent/JP2007143252A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04185244A (ja) * | 1990-11-20 | 1992-07-02 | Aisin Aw Co Ltd | ホイールモータのステータ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017050964A (ja) * | 2015-09-01 | 2017-03-09 | ジョンソンコントロールズ ヒタチ エア コンディショニング テクノロジー(ホンコン)リミテッド | 電動機の固定子、電動機および空調機器 |
| KR20230093898A (ko) * | 2021-12-20 | 2023-06-27 | 에이치디현대일렉트릭 주식회사 | 회전기의 철심 고정 장치 |
| KR102734603B1 (ko) * | 2021-12-20 | 2024-11-27 | 에이치디현대일렉트릭 주식회사 | 회전기의 철심 고정 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Fang et al. | Rotor design for high-speed high-power permanent-magnet synchronous machines | |
| US7504756B2 (en) | High strength induction machine, rotor, rotor cage end ring and bar joint, rotor end ring, and related methods | |
| WO2018207277A1 (ja) | ステータ、電動機、圧縮機、及び冷凍空調装置、並びにステータの製造方法 | |
| US20200204022A1 (en) | High Speed Induction Machine | |
| WO2009045958A1 (en) | High efficiency salient pole machine and method of forming the same | |
| CN101340129A (zh) | 用于对电机中的永磁转子进行磁化的组件和方法 | |
| EP1643613A2 (en) | Electric motor in which the stator laminations are of different thickness and/or material to the rotor laminations | |
| JP5843980B2 (ja) | かご形回転子の製造方法および誘導電動機の製造方法 | |
| CN105610291A (zh) | 浸在液化天然气中运行的超低温永磁同步电动机 | |
| US8726490B2 (en) | Method of constructing core with tapered pole pieces and low-loss electrical rotating machine with said core | |
| JP2009240146A (ja) | ブラシレスdcモータの回転子、この回転子を備えた圧縮機、およびこの圧縮機を搭載した機器 | |
| JP2007143252A (ja) | 電動機 | |
| CN110953250B (zh) | 一种磁悬浮轴承转子结构、电机和空调器 | |
| CN100479302C (zh) | 涡流启动三相稀土永磁同步电动机 | |
| US10128717B2 (en) | Ring for an electric machine | |
| JP5047530B2 (ja) | 電動機 | |
| JP2002262500A (ja) | 回転電機および回転電機の組立方法 | |
| CN112204853A (zh) | 定子、电动机、压缩机及空气调节装置 | |
| Taha et al. | An Overview of High-Speed Axial Flux Permanent Magnets Synchronous Machines | |
| Barave et al. | Optimal design of induction generators for space applications | |
| US8347484B2 (en) | Method for manufacturing stator for a rotary actuator | |
| JP5129518B2 (ja) | 回転電機 | |
| JP6609482B2 (ja) | 回転電機 | |
| Alhasani | Types, applications and design aspects of high speed electrical machines | |
| Grauvogl et al. | Multiphysics design of a wound field synchronous machine with magnetic asymmetry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100819 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110104 |