JP2007204308A - 硝子粗球成形機及び硝子粗球の成形方法 - Google Patents
硝子粗球成形機及び硝子粗球の成形方法 Download PDFInfo
- Publication number
- JP2007204308A JP2007204308A JP2006024211A JP2006024211A JP2007204308A JP 2007204308 A JP2007204308 A JP 2007204308A JP 2006024211 A JP2006024211 A JP 2006024211A JP 2006024211 A JP2006024211 A JP 2006024211A JP 2007204308 A JP2007204308 A JP 2007204308A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- container
- sphere
- molding
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
【課題】短時間で且つ材料ロスを少なく抑えて成形することができるのは勿論のこと、精度が高くそして安価に硝子粗球を成形することが可能である硝子粗球成形機及び硝子粗球の成形方法を提供する。
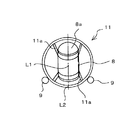
【解決手段】光学硝子球を製造する際の第一加工工程に供する小粒状の硝子粗球を成形する硝子粗球成形機であって、硝子材料を密閉収容して加熱処理可能で且つ加熱処理後に冷却可能な筒状を成す成形容器8と、この成形容器8を保持して駆動源10から伝達される動力を得て回転する円筒状枠体11を備え、この円筒状枠体11は、その回転軸L1に対して成形容器8の軸心L2を傾斜させた状態で成形容器8を保持可能とした。
【選択図】図1
Description
8 成形容器
8b 成形容器の内壁面
8c ローレット加工による凹凸(摩擦力増加手段)
10 駆動源
11 円筒状枠体(容器保持部)
L1 円筒状枠体の回転軸
L2 成形容器の軸心
W 混合物
Claims (3)
- 光学硝子球を製造する際の第一加工工程に供する小粒状の硝子粗球を成形する硝子粗球成形機であって、硝子材料を密閉収容して加熱処理可能で且つ加熱処理後に冷却可能な筒状を成す成形容器と、この成形容器を保持して駆動源から伝達される動力を得て回転する容器保持部を備え、この容器保持部は、その回転軸に対して成形容器の軸心を傾斜させた状態で成形容器を保持可能としたことを特徴とする硝子粗球成形機。
- 成形容器の内壁面には、成形容器内に収容した硝子材料との間に生じる摩擦力を高める摩擦力増加手段を設けた請求項1に記載の硝子粗球成形機。
- 光学硝子球を製造する際の第一加工工程に供する小粒状の硝子粗球を請求項1又は2に記載の硝子粗球成形機を用いて成形するに際して、容器保持部にその回転軸に対して軸心を傾斜させた状態でセットした成形容器に硝子材料を収容して密閉し、次いで、駆動源から伝達される動力で容器保持部を回転させて成形容器を容器保持部の回転軸廻りに旋回させつつ、成形容器内の硝子材料を所定温度で且つ所定時間加熱してガラス球状に成形した後、成形容器内においてガラス球状に成形された硝子材料を急速冷却して凍結させることを特徴とする硝子粗球の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006024211A JP4849442B2 (ja) | 2006-02-01 | 2006-02-01 | 硝子粗球成形機及び硝子粗球の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006024211A JP4849442B2 (ja) | 2006-02-01 | 2006-02-01 | 硝子粗球成形機及び硝子粗球の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007204308A true JP2007204308A (ja) | 2007-08-16 |
| JP4849442B2 JP4849442B2 (ja) | 2012-01-11 |
Family
ID=38484097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006024211A Expired - Lifetime JP4849442B2 (ja) | 2006-02-01 | 2006-02-01 | 硝子粗球成形機及び硝子粗球の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4849442B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0363543A (ja) * | 1989-07-31 | 1991-03-19 | Shimadzu Corp | 材料試験機 |
-
2006
- 2006-02-01 JP JP2006024211A patent/JP4849442B2/ja not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0363543A (ja) * | 1989-07-31 | 1991-03-19 | Shimadzu Corp | 材料試験機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4849442B2 (ja) | 2012-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4758597B2 (ja) | 回転対称型石英ガラスるつぼの製造方法および該方法を実施するための装置 | |
| CN101611177A (zh) | 浮区熔化装置 | |
| TWI400368B (zh) | 浮游帶域熔融裝置 | |
| CN106167349A (zh) | 汽车后视镜玻璃加工用的热弯炉 | |
| JP4849442B2 (ja) | 硝子粗球成形機及び硝子粗球の成形方法 | |
| CN108033666B (zh) | 一种玻璃制备用烧结装置 | |
| KR101780443B1 (ko) | 도가니 코팅장치 | |
| JP5160877B2 (ja) | 金属スラリー製造方法及び装置,金属加工方法 | |
| CN208398654U (zh) | 一种石墨保温砂的翻料行车 | |
| KR100552325B1 (ko) | 공전, 자전 및 상하운동이 가능한 교반장치 | |
| CN219950505U (zh) | 一种叶腊石复合块杂质处理装置 | |
| JP7378966B2 (ja) | 石英ガラスルツボ及びその製造方法 | |
| JP3926018B2 (ja) | 半凝固金属の製造方法および装置 | |
| CN222401741U (zh) | 三元碳酸盐的制备用研磨装置 | |
| CN221802355U (zh) | 一种制备碳化硼陶瓷的碳化硼粉干燥机 | |
| JP3078950U (ja) | 屑麺線溶解装置 | |
| CN108220653A (zh) | 一种无卷气铝-氮化硼半固态浆料的高效搅拌方法及装置 | |
| CN102181741A (zh) | 一种锌10铁-5.5氧化镁半固态浆料的机械均匀分散方法 | |
| JPH07108158A (ja) | セラミック原料熱処理装置 | |
| CN102168199A (zh) | 一种钛12镍-5氮化硼半固态浆料的机械均匀分散方法 | |
| KR0173339B1 (ko) | 열전 소재의 제조 장치와 이 장치를 이용한 열전 소재의 제조 방법 | |
| JP2000226226A (ja) | ガラス溶融装置 | |
| CN102181697A (zh) | 一种镁6锌-20氧化镁半固态浆料的机械均匀分散方法 | |
| SU1701752A1 (ru) | Способ изготовлени тел вращени методом послойной кристаллизации и установка дл его осуществлени | |
| RU2299177C1 (ru) | Способ получения порошка карбида кремния из рисовой шелухи |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4849442 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141028 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |