JP2009068082A - 蒸着マスクの作製方法および蒸着マスク - Google Patents
蒸着マスクの作製方法および蒸着マスク Download PDFInfo
- Publication number
- JP2009068082A JP2009068082A JP2007238894A JP2007238894A JP2009068082A JP 2009068082 A JP2009068082 A JP 2009068082A JP 2007238894 A JP2007238894 A JP 2007238894A JP 2007238894 A JP2007238894 A JP 2007238894A JP 2009068082 A JP2009068082 A JP 2009068082A
- Authority
- JP
- Japan
- Prior art keywords
- thin film
- vapor deposition
- opening pattern
- deposition mask
- mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
Abstract
【課題】設計目標通りの位置精度および寸法精度で薄膜に開口パターンが設けられた蒸着マスクを得ることが可能な蒸着マスクの作製方法を提供する
【解決手段】設計値に基づいて薄膜10に開口パターン10aが設けられたマスク薄膜1を形成する。開口パターン10aの寸法および位置を検知する。検知した値と設計値とのずれ量だけ、レーザ光hr照射によって開口パターン10a周縁の薄膜10部分を除去する。
【選択図】図2
【解決手段】設計値に基づいて薄膜10に開口パターン10aが設けられたマスク薄膜1を形成する。開口パターン10aの寸法および位置を検知する。検知した値と設計値とのずれ量だけ、レーザ光hr照射によって開口パターン10a周縁の薄膜10部分を除去する。
【選択図】図2
Description
本発明は蒸着マスクの作製方法および蒸着マスクに関し、特には基板の表面に低分子有機EL材料、電極形成用材料、誘電体材料、絶縁体材料などをパターン成膜する際に用い
有機電界発光素子を用いた表示装置の製造工程では、蒸着マスクを用いた真空蒸着によって、赤(R),緑(G),青(B)の各画素に上記材料膜パターンを基板上に蒸着成膜している。
このような目的に使用される蒸着用マスクは、次の様に作製される。先ず、電気鋳造法あるいはフォトエッチング法等によって、薄膜に多数の微細な開口パターンを設けたマスク薄膜を製作する。次に、このマスク薄膜を枠状の支持フレームに固着する。また、複数のマスク領域を有する多面取り用の蒸着用マスクであれば、マスク薄膜を縁部で支持する複数の開口部を備えた支持フレームを備え、支持フレームの各開口部の縁部にそれぞれマスク薄膜を固着させた構成とすることもできる(例えば、下記特許文献1参照)。
しかしながら上述した蒸着マスクの製造において、マスク薄膜を作製する工程では、電気鋳造の際に生じる内部残留歪みや、フォトエッチングの各処理毎の精度劣化の要因のために、設計目標通りの位置精度および寸法精度で開口パターンを形成することが困難であった。またこれらの製法によって形成された開口パターンnの一つ一つの縁部に、微細な凸や凹の形状の欠陥が生じることは通常であり、これらの欠陥が全く無いものを製造することは非常に困難であった。
しかも、マスク薄膜は、多数の開口パターンが設けられているため伸長し易く、しかも開口パターンの形成密度の疎密や電気鋳造の再に生じる膜厚の不均一な分布によって伸長し易さの程度が異なる。このため、マスク薄膜を支持フレームに固着する際に当該マスク薄膜に張力を付与すると、マスク薄膜が面内で不均一に伸長し、開口パターンの位置および寸法がマスク面内において不均一に変化する。
そこで本発明は、設計目標通りの位置精度および寸法精度で薄膜に開口パターンが設けられた蒸着マスクを得ることが可能な蒸着マスクの作製方法、および製造方法によって得られる蒸着マスクを提供することを目的とする。
このような目的を達成するための本発明の蒸着マスクの作製方法は、次の工程を順に行うことを特徴としている。先ず第1工程では、設計値に基づいて薄膜に開口パターンを形成する。次の第2工程では、開口パターンの寸法および位置を検知する。その後第3工程では、検知した値と設計値とのずれ量だけ、レーザ光照射によって開口パターン周縁の薄膜部分を除去する。
このような手順によれば、実際に形成された開口パターンの寸法および位置が、設計値と一致するように、レーザー光照射によって開口パターンが整形される。したがって、最終的には、設計値に対して寸法精度よび位置精度の高い開口パターンが得られる。
また本発明はこのようにして得られた蒸着マスクでもあり、開口パターンが形成された薄膜を有する蒸着マスクにおいて、開口パターンの側周壁には、前記薄膜の面方向に対して所定角度をなし、かつ周囲の面に対して不連続な壁部が設けられていることを特徴としている。
以上説明したように本発明によれば、設計目標通りの位置精度および寸法精度で薄膜に開口パターンが設けられた蒸着マスクを得ることが可能になる。この結果、この蒸着マスクを用いた蒸着成膜において、寸法精度および位置精度良好な蒸着パターンを得ることが可能になる。
以下、本発明の実施の形態を図面に基づいて詳細に説明する。尚、各実施形態においては、有機EL素子を基板上に配列形成してなるディスプレイ(有機ELディスプレイ)の製造において、例えば有機膜パターンの形成等に用いられる蒸着マスクに本発明を適用した実施の形態を説明するが、本発明の蒸着マスクは、有機ELディスプレイの製造に用いるものに限定されるものではない。
<第1実施形態>
図1は第1実施形態の蒸着マスクの作製方法を示す断面工程図であり、この図に基づいて本発明を適用した第1実施形態の蒸着マスクの作製方法を説明する。
図1は第1実施形態の蒸着マスクの作製方法を示す断面工程図であり、この図に基づいて本発明を適用した第1実施形態の蒸着マスクの作製方法を説明する。
先ず図1(1)に示すように、複数の開口パターン10aが設けられたマスク薄膜1を形成する。マスク薄膜1の本体である薄膜10は、例えばニッケル(Ni)、インバー(Fe/Ni合金)、銅(Cu)などの金属材料からなり、膜厚10〜50μm程度であることとする。また、各開口パターン10aは、例えば有機発光層の形成であれば、例えば赤色発光画素に対応する部分に画素開口を覆う形状で形成する。
これらの開口パターン10aは、設計値Dに対して加工しろα分だけ開口幅を狭くした値で形成する。尚、設計値Dは、各開口パターン10aに固有の値D1,D2,…であるのに対して、加工しろαは各開口パターン10aに対して一律の値で有って良い。
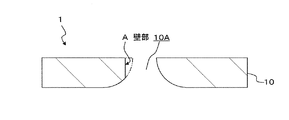
また、図2に示すように、加工しろαは、例えば開口パターン10aの形状精度および位置精度が特に要求される方向のみに設定すれば良く、片側においてα/2だけ、設計どおりの開口パターン10Aの開口を狭めるように内壁を張り出させる構成とする。以上のような加工しろαは、例えば20〜40μm程度であり、片側の加工しろα/d=10〜20μm程度であることとする。
尚、以上の加工しろαの値については、後述する。
以上のような開口パターン10aが設けられたマスク薄膜1の形成には、例えばフォトエッチングによる方法または電気鋳造による方法を適用する。
図3には、フォトエッチングによるマスク薄膜1の作製方法の一例を示す。先ず、図3(1)に示すように、薄膜10の第1面10-1上に、第1レジストパターン21を形成する。この第1レジストパターン21は、上述した設計値Dに加工しろαを加えた開口パターンの形成部に対応して開口部21aが設けられた形状である。そして、この第1レジストパターン21をマスクに用いたエッチングによって、薄膜10に凹部10bを形成する。この際、例えば極短時間でのエッチング時間の調整によって、高精度に制御された深さで凹部10bを形成する。この凹部10bの深さは、薄膜10の膜厚(10〜50μm)に対して極浅い範囲(例えば5〜10μm)で高精度に制御されていることとする。また、この凹部10bを形成した後には、第1レジストパターン21を除去する。
次に、図3(2)に示すように、薄膜10の第2面10-2上に、第2レジストパターン23を形成する。この第2レジストパターン23は、上述した設計値Dに加工しろαを含む開口パターンの形成部に対応して開口部23aが設けられた形状である。そして、この第2レジストパターン23をマスクに用いたエッチングによって、薄膜10の凹部10bに連通させるように、開口パターン10aを形成する。この際、十分なエッチング時間を設定することにより、薄膜10を貫通する開口パターン10aを形成する。その後、第2レジストパターン23を除去する。
以上のようなフォトエッチングによって得られるマスク薄膜1においては、薄膜10のエッチングが等方的に進められる。また、主には第2レジストパターン23をマスクにしたエッチングによって、開口パターン10aが得られる。このため、開口パターン10aの周壁は、第2面10-2側から第1面10-1側に向かってすり鉢状に開口が狭くなり、第1面10-1に極近い部分では第1面10-1に向かってすり鉢状に開口幅が広くなる形状となる。
図4には、電気鋳造によるマスク薄膜1の作製方法の一例を示す。先ず、図4(1)に示すように、絶縁性の基台25を用意し、その一主面上に電極パターン27を形成する。この電極パターン27は、上述した設計値Dに加工しろαを含む開口パターンの形成部に対応して開口部27aが設けられた形状である。尚、開口部27aの開口寸法は、上述した開口パターン10aが得られるように設定されることとする。
次に、図4(2)に示すように、電気鋳造によって電極パターン27上に薄膜10を成長させる。この薄膜10には、開口部27aに対応する位置に開口パターン10aが設けられた状態となる。その後、薄膜10から基台25を剥離する。
以上のような電気鋳造によって得られるマスク薄膜1においては、薄膜10の成長が等方的に進む。このため、薄膜10の成長の開始側を第1面10-1、終点側を第2面10-1とした場合、開口パターン10aの周壁は、第1面10-1から第2面10-2に向かって、開口幅の拡大率が大きくなるような形状となる。
図1(1)に示すように、以上のようにして形成された各開口パターン10aには、さらに各製造工程に特有の誤差dが加わる。この誤差dは、例えばフォトエッチング法であれば各処理毎の精度劣化であり、電気鋳造であれば内部残留歪みなどである。このような誤差dは、各開口パターン10a毎に異なる値d1,d2,…で発生する。
次に、図1(2)に示すように、マスク薄膜1の周縁を、枠状の支持フレーム11に張設して固定する。この際、開口パターン10aの開口幅が広い面側、すなわち図3,4を用いて説明した第2面10-2側を支持フレーム11に接着させる。
この状態で、開口パターン10aの寸法および位置を検知する。この際、(a)開口パターン10aの開口中心位置、および(b)開口パターン10aの開口幅寸法、を測定検知する。そして、さらに開口幅寸法を各部で測定することによって(3)開口パターン10aの形状(周縁部に凸凹欠陥無し)が検知される。
そしてここで検知される開口パターン10aの寸法および位置には、設計値Dおよび加工しろαと共に、上記製造工程に特有の誤差とマスク薄膜1を張設することによって発生する誤差とを加えた誤差d’が加わることになる。このような誤差d’は、各開口パターン10a毎に異なる値d1’,d2’,…となる。
ここで、前述した加工しろαは、各開口パターン10a毎に異なる誤差d1’,d2’,…のうちの最大値以上の値に設定されることとする。このため、先に説明した図1(1)以降の工程を行うのに先立ち、同様の開口パターンを設けた蒸着マスク作製のシミュレーションを行う。これにより、これらの誤差d(d1’,d2’,…)を予め予測しておく。これにより、実際の誤差d(d1’,d2’,…)と加工しろαとを合わせた値が絶対値でプラスになり、設計値Dよりも開口パターン10aの開口幅が広くなることを防止する。尚、このような誤差d’の予測および加工しろαは、開口パターン10の両側の縁部について、それぞれ測定され設定された値の合計であることとする。
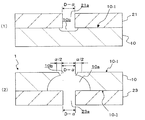
次で、図1(3)に示すように、先の工程で検知した開口パターン10aの寸法および位置の値(D−α+d’)と、各開口パターン10aの設計値(D)とのずれ量の分(−α+d’)を除去するように、各開口パターン10aの周縁の薄膜10部分にレーザ光hrを照射する。ここで用いるレーザ光hrは、レーザ光hrが照射された薄膜10部分を加熱することなく、直接昇華させる程度に照射継続時間の短いパルス状のレーザ光hrを用いる。
このようなレーザ光hrの照射は、開口パターン10aの両側の縁部に対して、それぞれ個別に行われることとする。このため、開口パターン10aによっては、縁部のみにレーザ光hrを照射するもの、両側の縁部に対してレーザ光hrを照射するもの、または両側の縁部にもレーザ光hrを照射しないものがあり得る。
以上のようなレーザ光hrとしては、「ピコ秒レーザー」や「フェムト秒レーザー」などの照射継続時間の極めて短いパルス状のレーザーが用いられる。これにより、薄膜の熱変形や、加工部周辺の盛り上がり変形や、除去した材料が薄膜上に再付着し表面の平滑性が悪化することを抑制または防止することができる。
尚、このような薄膜10に対するレーザ光hrの照射は、図示したように支持フレーム11と逆側から行っても良いし、支持フレーム11側から行っても良く、また両側から行っても良い。
以上により、図1(4)に示すように、薄膜10に設計値どおりの開口パターン10Aが設けられた蒸着マスク2を得る。
図5,6に示すように、このようにして得られた蒸着マスクにおける開口パターン10Aは、薄膜10の面方向に対して略垂直で、かつ周囲の面に対して不連続な壁部Aが設けられたものとなる。尚、図5はフォトエッチングによってマスク薄膜1を形成した場合の断面図であり、図6は電気鋳造によってマスク薄膜1を形成した場合の断面図である。
このような壁部Aは、マスク薄膜1に設けられた複数の開口パターン10Aのうちの少なくとも1つに設けられていることとし、全てに設けられている必要性はない。
また、壁部Aと薄膜10の面(第1面10-1および第2面10-2)との成す角度は、略垂直であることとしたが、この蒸着マスク2を用いた蒸着の特性によって、必要な角度だけ傾けて形成しても良い。この場合、図1(3)に示したレーザ光hrの照射角度を調整することにより、壁部Aの角度を調整することができる。また、レーザ光hrの光路形状を、薄膜10の面の直前で光学レンズを用いて円錐状に絞り込み、光学レンズによる円錐の角度制御によって、開口パターン10Aの周縁における薄膜10部分の除去角度を調整することによっても、薄膜10の面(第1面10-1および第2面10-2)と壁部Aとの成す角度を所定角度に調整することもできる。
そして、このようにして得られた蒸着マスク2を用いて蒸着パターンを形成する場合、薄膜10において開口パターン10Aの開口幅が狭い方の面(第1面10-1)に、表示装置用の装置基板を対向配置させる。そして、薄膜10において開口パターン10Aの開口幅が広い方の面(第2面10-2)側に蒸着源となるルツボ配置する。そして、第2面10-2側から蒸着材料の蒸気を供給し、開口パターンAを通過した蒸着材料のみを装置基板側に供給して蒸着パターンを形成する。
以上のような第1実施形態の製造方法によれば、レーザ光hrの照射位置を設計目標に合わせて精度良く照射することにより、開口パターン10aを設計値どおりの開口パターン10Aに整形することができる。より具体的には(a)開口パターン10Aの開口中心位置、(b)開口パターン10Aの開口幅寸法、(c)開口パターン10Aの形状(周縁部に凸凹欠陥無し)を、設計値に対して精度良く仕上げることができる。
またフォトエッチングや電気鋳造によって予め形成された開口パターン10aを、レーザ光hrの照射によって整形する方法であるため、表示装置の画素に応じた非常に多数の開口パターン10aをより短時間で整形することが可能である。
特に、フォトエッチングによって開口パターン10aを形成した場合、エッチングの特性上、開口パターン10aの寸法および断面形状を設計目標通りに正確に再現することは困難であるが、このような手順によれば、図5に示したように開口幅が小さい第1面10-1に近い側の側壁を正確なストレート断面の壁部Aとし、反対側にはエッチングによる大きなテーパー部を有する、蒸着マスクとして都合のよい断面の開口を得ることができる。この場合、開口パターン10Aの両側縁部がストレート断面の壁部Aとなるように、十分な大きさの加工しろαを設定し、開口パターン10aの両側縁部にレーザ光hr照射による加工を施すようにしても良い。
また上述した製造方法は、支持フレーム11に対してマスク薄膜1を張設した後に、レーザ光hr照射による開口パターン10aの整形を行う手順であるため、支持フレーム11にマスク薄膜1を引張接合固着する際のマスク精度の劣化をも、補正することができる。
特にマスク薄膜1の形成に電気鋳造法を適用した場合には、薄膜10の残留応力と膜厚の不均一性に起因して、支持フレーム11にマスク薄膜1を引張し固着する際の精度の劣化が大きいが、このような精度劣化も補正することが可能である。
<第2実施形態>
図7は第2実施形態の蒸着マスクの作製方法を示す断面工程図であり、この図に基づいて本発明を適用した第2実施形態の蒸着マスクの作製方法を説明する。
図7は第2実施形態の蒸着マスクの作製方法を示す断面工程図であり、この図に基づいて本発明を適用した第2実施形態の蒸着マスクの作製方法を説明する。
先ず、図7(1)に示すように、薄膜10の周縁を、枠状の支持フレーム11に張設して固定する。薄膜10は、第1実施形態と同様の、例えばニッケル(Ni)、インバー(Fe/Ni合金)、銅(Cu)などの金属材料からなり、膜厚10〜50μm程度であることとする。
次に、図7(2)に示すように、薄膜10に対して、例えば赤色発光画素に対応する複数の開口パターン10aを形成することにより、マスク薄膜1とする。このような開口パターン10aの形成は、例えば第1実施形態において図3を用いて説明したフォトエッチングを適用する。この際、薄膜10において支持フレーム11が固定された面を第2面10-2として、開口幅が広くなるようにする。また、各開口パターン10aは、設計値Dに対して加工しろα分だけ開口幅を狭くした値で形成することは、第1実施形態で説明したと同様である。
この状態で、開口パターン10aの寸法および位置を検知する。この際、(a)開口パターン10aの開口中心位置、および(b)開口パターン10aの開口幅寸法を測定検知し、さらに開口幅寸法を各部で測定することによって(c)開口パターン10aの形状(周縁部に凸凹欠陥無し)が検知されることは、第1実施形態と同様である。
そしてここで検知される開口パターン10aの寸法および位置には、設計値Dおよび加工しろαと共に、支持フレーム11に張設した状態の薄膜10に対して開口パターン10aを形成する工程に特有の誤差d”が加わることになる。このような誤差d”は、開口パターン10a毎に異なる値d1”,d2”,…となる。
ここで、前述した加工しろαは、各開口パターン10a毎に異なる値d1”,d2”,…のうちの最大値以上の値に設定されることとする。このため、先に説明した図7(1)以降の工程を行うに先立ち、同様の開口パターンを設けた蒸着マスク作製のシミュレーションを行うことにより、これらの誤差d”(d1”,d2”,…)を予め予測しておく。これにより、実際の誤差d”(d1”,d2”,…)と加工しろαとを合わせた値が絶対値でプラスになって、設計値Dよりも開口パターン10aの開口幅が広くなることを防止する。尚、このような誤差d”の予測および加工しろαは、開口パターン10の両側の縁部について、それぞれ測定され設定された値の合計であることとする。
その後、図7(3)に示す工程は、第1実施形態において図1(3)を用いて説明したと同様に行う。
すなわち図7(3)に示す工程では、先の工程で検知した開口パターン10aの寸法および位置の値(D−α+d”)と、各開口パターン10aの設計値(D)とのずれ量の分(−α+d”)を除去するように、各開口パターン10aの周縁の薄膜10部分にレーザ光hrを照射する。
このようなレーザ光hrの照射は、開口パターン10aの両側の縁部に対して、それぞれ個別に行われることとする。このため、開口パターン10aによっては、縁部のみにレーザ光hrを照射するもの、両側の縁部に対してレーザ光hrを照射するもの、または両側の縁部にもレーザ光hrを照射しないものがあり得る。
またここで用いるレーザ光hrは、レーザ光hrが照射された薄膜10部分を加熱することなく、直接昇華させる程度に照射継続時間の短いパルス状のレーザ光hr、例えば「ピコ秒レーザー」や「フェムト秒レーザー」を用い、これによって薄膜10の熱変形や、加工部周辺の盛り上がり変形や、除去した材料が薄膜上に再付着し表面の平滑性が悪化することを抑制または防止する。
また、このような薄膜10に対するレーザ光hrの照射は、図示したように支持フレーム11と逆側から行っても良いし、支持フレーム11側から行っても良く、また両側から行っても良い。
以上により、図7(4)に示すように、薄膜10に設計値どおりの開口パターン10Aが設けられた蒸着マスク2を得る。
このようにして得られた蒸着マスク2における開口パターン10Aの形状は第1実施形態と同様であり、図5に示したように、薄膜10の面方向に対して略垂直で、かつ周囲の面に対して不連続な壁部Aが設けられたものとなる。このような壁部Aは、マスク薄膜1に設けられた複数の開口パターン10Aのうちの少なくとも1つに設けられていること、さらには、壁部Aと薄膜10の面(第1面10-1および第2面10-2)との成す角度は、この蒸着マスク2を用いた蒸着の特性によって、必要な角度だけ傾けて形成しても良いことは、第1実施形態と同様である。
そして、このようにして得られた蒸着マスク2を用いた蒸着パターンの形成方法も、第1実施形態と同様であり、薄膜10において開口パターン10Aの開口幅が狭い方の面(第1面10-1)に装置基板を対向配置させ、開口パターン10Aの開口幅が広い方の面(第2面10-2)側に蒸着源となるルツボ配置して蒸着を行う。
以上のような第2実施形態の製造方法であっても、レーザ光hrの照射位置を設計目標に合わせて精度良く照射することにより、第1実施形態と同様に開口パターン10aを設計値どおりの開口パターン10Aにより短時間で整形することができる。
また、支持フレーム11に対して薄膜10を張設して開口パターン10aを形成した後に、レーザ光hr照射による開口パターン10aの整形を行う手順であるため、第1実施形態と同様に支持フレーム11にマスク薄膜1を引張接合固着する際のマスク精度の劣化をも、補正することができる。
1…マスク薄膜、2…蒸着マスク、10…薄膜、10a,10A…開口パターン、10-1…第1面、10-2…第2面、11…支持フレーム、A…壁部、D,D1,D2,…設計値、hr…レーザ光、α…加工しろ
Claims (9)
- 設計値に基づいて薄膜に開口パターンが設けられたマスク薄膜を形成する第1工程と、
前記開口パターンの寸法および位置を検知する第2工程と、
前記検知した値と前記設計値とのずれ量だけ、レーザ光照射によって前記開口パターン周縁の前記薄膜部分を除去する第3工程とを行う
ことを特徴とする蒸着マスクの作製方法。 - 請求項1記載の蒸着マスクの作製方法において、
前記第1工程では、加工しろの値だけ設計値よりも縮小された開口パターンを薄膜に設ける
ことを特徴とする蒸着マスクの作製方法。 - 請求項2記載の蒸着マスクの作製方法において、
前記加工しろは、シミュレーショによって得られる前記すれ量の最大値以上に設定され、
前記第3工程では、前記加工しろも合わせて検知された前記ずれ量だけ、レーザ光照射によって前記開口パターン周縁の前記薄膜部分を除去する
ことを特徴とする蒸着マスクの作製方法。 - 請求項3記載の蒸着マスクの作製方法において、
前記レーザ光の光路形状を円錐状に絞り込み、その円錐の角度によって前記開口パターン周縁における前記薄膜部分の除去角度を調整する
ことを特徴とする蒸着マスクの作製方法。 - 請求項1記載の蒸着マスクの作製方法において、
前記第1工程と第2工程との間に、前記マスク薄膜を支持フレームに張設する工程を行う
ことを特徴とする蒸着マスクの作製方法。 - 請求項1記載の蒸着マスクの作製方法において、
前記第1工程の前に、前記薄膜を支持フレームに張設する工程を行う
ことを特徴とする蒸着マスクの作製方法。 - 請求項1記載の蒸着マスクの作製方法において、
前記第3工程では、前記開口パターン周縁の前記薄膜部分を加熱することなく直接昇華させる程度に照射継続時間の短いパルス状のレーザ光を用いる
ことを特徴とする蒸着用マスクの製造方法。 - 開口パターンが形成された薄膜を有する蒸着マスクにおいて、
前記開口パターンの側周壁には、前記薄膜の面方向に対して所定角度をなし、かつ周囲の面に対して不連続な壁部が設けられている
ことを特徴とする蒸着マスク。 - 請求項8記載の蒸着マスクにおいて、
前記薄膜には複数の開口パターンが設けられ、
前記壁部は少なくともの1つの開口パターンの内壁に設けられている。
ことを特徴とする蒸着マスク。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007238894A JP2009068082A (ja) | 2007-09-14 | 2007-09-14 | 蒸着マスクの作製方法および蒸着マスク |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007238894A JP2009068082A (ja) | 2007-09-14 | 2007-09-14 | 蒸着マスクの作製方法および蒸着マスク |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009068082A true JP2009068082A (ja) | 2009-04-02 |
Family
ID=40604650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007238894A Pending JP2009068082A (ja) | 2007-09-14 | 2007-09-14 | 蒸着マスクの作製方法および蒸着マスク |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009068082A (ja) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103203551A (zh) * | 2012-01-16 | 2013-07-17 | 昆山允升吉光电科技有限公司 | 去除掩模板辅助图形的方法 |
| JP2014133938A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| JP2014133933A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 積層マスクおよび積層マスクの製造方法 |
| JP2014133932A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法 |
| JP2015021179A (ja) * | 2013-07-22 | 2015-02-02 | 大日本印刷株式会社 | メタルマスクの製造方法及びメタルマスク |
| US20150068455A1 (en) * | 2013-09-10 | 2015-03-12 | Samsung Display Co., Ltd. | Method of manufacturing metal mask and metal mask formed thereby |
| WO2015072251A1 (ja) * | 2013-11-14 | 2015-05-21 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 |
| CN104755648A (zh) * | 2012-10-30 | 2015-07-01 | 株式会社V技术 | 成膜掩膜 |
| JP2015129334A (ja) * | 2014-01-08 | 2015-07-16 | 大日本印刷株式会社 | 積層マスクの製造方法、積層マスクおよび保護フィルム付き積層マスク |
| WO2015115136A1 (ja) * | 2014-02-03 | 2015-08-06 | 株式会社ブイ・テクノロジー | 成膜マスクの製造方法及び成膜マスク |
| JP2016014190A (ja) * | 2013-11-14 | 2016-01-28 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 |
| JP2016196675A (ja) * | 2015-04-02 | 2016-11-24 | 大日本印刷株式会社 | 蒸着マスク製造方法 |
| JP2017088936A (ja) * | 2015-11-05 | 2017-05-25 | 凸版印刷株式会社 | 蒸着マスク、マスク基材の補修方法、および、マスク基材の補修装置 |
| JP2017125264A (ja) * | 2017-04-06 | 2017-07-20 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| JP2017144465A (ja) * | 2016-02-17 | 2017-08-24 | 凸版印刷株式会社 | 蒸着用メタルマスク加工方法及び蒸着用メタルマスク加工装置 |
| JP2018044219A (ja) * | 2016-09-15 | 2018-03-22 | 凸版印刷株式会社 | 蒸着用メタルマスクの補修装置、および、蒸着用メタルマスクの補修方法 |
| WO2018110253A1 (ja) * | 2016-12-14 | 2018-06-21 | 大日本印刷株式会社 | 蒸着マスク装置及び蒸着マスク装置の製造方法 |
| JP2018100451A (ja) * | 2018-03-08 | 2018-06-28 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| CN108220885A (zh) * | 2016-12-14 | 2018-06-29 | 大日本印刷株式会社 | 蒸镀掩模装置和蒸镀掩模装置的制造方法 |
| JP2019194363A (ja) * | 2019-07-31 | 2019-11-07 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属層付き樹脂層、及び有機半導体素子の製造方法 |
| CN113725389A (zh) * | 2020-05-25 | 2021-11-30 | 悟勞茂材料公司 | Oled像素形成用掩模、掩模支撑模板及框架一体型掩模 |
| JP2024005085A (ja) * | 2022-06-29 | 2024-01-17 | 大日本印刷株式会社 | マスクの模型、マスクの模型の製造方法及びマスクの模型の使用方法 |
-
2007
- 2007-09-14 JP JP2007238894A patent/JP2009068082A/ja active Pending
Cited By (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103203551B (zh) * | 2012-01-16 | 2015-08-12 | 昆山允升吉光电科技有限公司 | 去除掩模板辅助图形的方法 |
| CN103203551A (zh) * | 2012-01-16 | 2013-07-17 | 昆山允升吉光电科技有限公司 | 去除掩模板辅助图形的方法 |
| CN104755648A (zh) * | 2012-10-30 | 2015-07-01 | 株式会社V技术 | 成膜掩膜 |
| US10035162B2 (en) | 2012-10-30 | 2018-07-31 | V Technology Co., Ltd. | Deposition mask for forming thin-film patterns |
| JP2014133938A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| JP2014133933A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 積層マスクおよび積層マスクの製造方法 |
| JP2014133932A (ja) * | 2013-01-11 | 2014-07-24 | Dainippon Printing Co Ltd | 蒸着マスクの製造方法 |
| JP2015021179A (ja) * | 2013-07-22 | 2015-02-02 | 大日本印刷株式会社 | メタルマスクの製造方法及びメタルマスク |
| US20150068455A1 (en) * | 2013-09-10 | 2015-03-12 | Samsung Display Co., Ltd. | Method of manufacturing metal mask and metal mask formed thereby |
| CN104425219A (zh) * | 2013-09-10 | 2015-03-18 | 三星显示有限公司 | 制造金属掩模的方法及使用该方法形成的金属掩模 |
| US9656291B2 (en) * | 2013-09-10 | 2017-05-23 | Samsung Display Co., Ltd. | Method of manufacturing a metal mask |
| TWI625187B (zh) * | 2013-09-10 | 2018-06-01 | 三星顯示器有限公司 | 製造金屬掩模的方法及其形成的金屬掩模 |
| JP2015117432A (ja) * | 2013-11-14 | 2015-06-25 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 |
| WO2015072251A1 (ja) * | 2013-11-14 | 2015-05-21 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 |
| US11404640B2 (en) | 2013-11-14 | 2022-08-02 | Dai Nippon Printing Co., Ltd. | Vapor deposition mask, frame-equipped vapor deposition mask, and method for producing organic semiconductor element |
| US10825989B2 (en) | 2013-11-14 | 2020-11-03 | Dai Nippon Printing Co., Ltd. | Vapor deposition mask, frame-equipped vapor deposition mask, and method for producing organic semiconductor element |
| JP2016014190A (ja) * | 2013-11-14 | 2016-01-28 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 |
| CN105637113A (zh) * | 2013-11-14 | 2016-06-01 | 大日本印刷株式会社 | 蒸镀掩模、带框架的蒸镀掩模及有机半导体元件的制造方法 |
| US10355209B2 (en) | 2013-11-14 | 2019-07-16 | Dai Nippon Printing Co., Ltd. | Vapor deposition mask, frame-equipped vapor deposition mask, and method for producing organic semiconductor element |
| JP2019023348A (ja) * | 2013-11-14 | 2019-02-14 | 大日本印刷株式会社 | 蒸着マスク、フレーム付き蒸着マスク、有機半導体素子の製造方法、及び蒸着マスクの製造方法 |
| US9806257B2 (en) | 2013-11-14 | 2017-10-31 | Dai Nippon Printing Co., Ltd. | Vapor deposition mask, frame-equipped vapor deposition mask, and method for producing organic semiconductor element |
| JP2015129334A (ja) * | 2014-01-08 | 2015-07-16 | 大日本印刷株式会社 | 積層マスクの製造方法、積層マスクおよび保護フィルム付き積層マスク |
| WO2015115136A1 (ja) * | 2014-02-03 | 2015-08-06 | 株式会社ブイ・テクノロジー | 成膜マスクの製造方法及び成膜マスク |
| JP2015145525A (ja) * | 2014-02-03 | 2015-08-13 | 株式会社ブイ・テクノロジー | 成膜マスクの製造方法及び成膜マスク |
| CN105940138A (zh) * | 2014-02-03 | 2016-09-14 | 株式会社V技术 | 成膜掩膜的制造方法以及成膜掩膜 |
| CN105940138B (zh) * | 2014-02-03 | 2018-12-21 | 株式会社V技术 | 成膜掩膜的制造方法以及成膜掩膜 |
| JP2016196675A (ja) * | 2015-04-02 | 2016-11-24 | 大日本印刷株式会社 | 蒸着マスク製造方法 |
| JP2017088936A (ja) * | 2015-11-05 | 2017-05-25 | 凸版印刷株式会社 | 蒸着マスク、マスク基材の補修方法、および、マスク基材の補修装置 |
| JP2017144465A (ja) * | 2016-02-17 | 2017-08-24 | 凸版印刷株式会社 | 蒸着用メタルマスク加工方法及び蒸着用メタルマスク加工装置 |
| JP2018044219A (ja) * | 2016-09-15 | 2018-03-22 | 凸版印刷株式会社 | 蒸着用メタルマスクの補修装置、および、蒸着用メタルマスクの補修方法 |
| US11211558B2 (en) | 2016-12-14 | 2021-12-28 | Dai Nippon Printing Co., Ltd. | Deposition mask device and method of manufacturing deposition mask device |
| CN108220885A (zh) * | 2016-12-14 | 2018-06-29 | 大日本印刷株式会社 | 蒸镀掩模装置和蒸镀掩模装置的制造方法 |
| WO2018110253A1 (ja) * | 2016-12-14 | 2018-06-21 | 大日本印刷株式会社 | 蒸着マスク装置及び蒸着マスク装置の製造方法 |
| JP2017125264A (ja) * | 2017-04-06 | 2017-07-20 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| JP2018100451A (ja) * | 2018-03-08 | 2018-06-28 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属マスク付き樹脂層、及び有機半導体素子の製造方法 |
| JP2019194363A (ja) * | 2019-07-31 | 2019-11-07 | 大日本印刷株式会社 | 蒸着マスクの製造方法、金属層付き樹脂層、及び有機半導体素子の製造方法 |
| CN113725389A (zh) * | 2020-05-25 | 2021-11-30 | 悟勞茂材料公司 | Oled像素形成用掩模、掩模支撑模板及框架一体型掩模 |
| KR20210145488A (ko) * | 2020-05-25 | 2021-12-02 | 주식회사 오럼머티리얼 | Oled 화소 형성용 마스크, 마스크 지지 템플릿 및 프레임 일체형 마스크 |
| KR20210145695A (ko) * | 2020-05-25 | 2021-12-02 | 주식회사 오럼머티리얼 | Oled 화소 형성용 마스크, 마스크 지지 템플릿 및 프레임 일체형 마스크 |
| KR102358270B1 (ko) * | 2020-05-25 | 2022-02-07 | 주식회사 오럼머티리얼 | Oled 화소 형성용 마스크, 마스크 지지 템플릿 및 프레임 일체형 마스크 |
| KR102458729B1 (ko) * | 2020-05-25 | 2022-10-26 | 주식회사 오럼머티리얼 | Oled 화소 형성용 마스크, 마스크 지지 템플릿 및 프레임 일체형 마스크 |
| CN113725389B (zh) * | 2020-05-25 | 2025-06-17 | 悟劳茂材料公司 | Oled像素形成用掩模、掩模支撑模板及框架一体型掩模 |
| JP2024005085A (ja) * | 2022-06-29 | 2024-01-17 | 大日本印刷株式会社 | マスクの模型、マスクの模型の製造方法及びマスクの模型の使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009068082A (ja) | 蒸着マスクの作製方法および蒸着マスク | |
| KR102081191B1 (ko) | 전주도금법을 이용한 미세 금속 마스크 제조방법 | |
| JP6498392B2 (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| US9802221B2 (en) | Deposition mask production method and laser processing apparatus | |
| JP2013245392A (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| CN115323321B (zh) | 蒸镀掩模的制造方法、蒸镀掩模装置的制造方法、蒸镀方法 | |
| JP6681739B2 (ja) | シャドーマスクの製造方法及び表示装置の製造方法 | |
| TW201833352A (zh) | 框架一體型遮罩及其製造方法 | |
| KR20040084314A (ko) | 표시장치용 증착 마스크 및 그의 제조방법 | |
| JP2014148746A (ja) | メタルマスクおよびメタルマスクの製造方法 | |
| KR101986525B1 (ko) | 마스크의 제조 방법 | |
| CN105612271A (zh) | 成膜掩膜及其制造方法 | |
| CN107851716A (zh) | 用于使用混合加工方法来制造荫罩的方法以及由此制造的荫罩 | |
| KR101989531B1 (ko) | 마스크의 제조 방법 | |
| JP2002371349A (ja) | 蒸着用マスク | |
| KR20200042163A (ko) | 마스크 장치 및 이의 제조 방법 | |
| KR102138800B1 (ko) | 마스크 및 프레임 일체형 마스크 | |
| KR100700660B1 (ko) | 마스크 및 그의 제조 방법 | |
| Kim et al. | 27.2: Invited Paper: High resolution FMM process for AMOLED displays | |
| US10062566B2 (en) | Semiconductor device, display substrate, display device, and method for manufacturing polysilicon film | |
| JP6305800B2 (ja) | マスク製造装置及びマスク製造方法 | |
| Kim et al. | 76‐1: Invited Paper: FMM Material and Manufacturing Process for UHD Resolution AMOLED Displays | |
| US12415235B2 (en) | Deposition mask manufacturing apparatus | |
| KR101986526B1 (ko) | 마스크의 제조 방법 | |
| KR102138799B1 (ko) | 마스크 및 프레임 일체형 마스크 |