JP2009077603A - 電動機 - Google Patents
電動機 Download PDFInfo
- Publication number
- JP2009077603A JP2009077603A JP2007246464A JP2007246464A JP2009077603A JP 2009077603 A JP2009077603 A JP 2009077603A JP 2007246464 A JP2007246464 A JP 2007246464A JP 2007246464 A JP2007246464 A JP 2007246464A JP 2009077603 A JP2009077603 A JP 2009077603A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- stator
- frame
- electric motor
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

















Landscapes
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Motor Or Generator Frames (AREA)
Abstract
【課題】
本発明は、分割した固定子鉄心や回転子鉄心の撓み強度を補完する固定子フレームと回転子フレームのプレス加工に要する時間が短縮化され、かつ使用する鋼材の材料歩留まりを向上した電動機を提供することを目的とする。
【解決手段】
本発明の電動機における固定子フレームは、内周側に固定子鉄心の外周が嵌合する固定子円筒部と、固定子円筒部の一端より外周方向にほぼ直角に延在する環状の固定子鍔部を有し、回転子フレームは、外周側に回転子鉄心の内周が嵌合する回転子円筒部と、回転子円筒部の一端より内周方向にほぼ直角に延在する平板状の回転子円盤部を有し、回転子フレームの回転子円筒部の外径は、固定子フレームの固定子円筒部の内径よりも小径に形成し、固定子フレームと回転子フレームをプレス加工では、固定子フレームの内側に回転子フレームが存在するようにして同じ平板鋼材より一緒に共取り整形することを特徴とする。
【選択図】図3
本発明は、分割した固定子鉄心や回転子鉄心の撓み強度を補完する固定子フレームと回転子フレームのプレス加工に要する時間が短縮化され、かつ使用する鋼材の材料歩留まりを向上した電動機を提供することを目的とする。
【解決手段】
本発明の電動機における固定子フレームは、内周側に固定子鉄心の外周が嵌合する固定子円筒部と、固定子円筒部の一端より外周方向にほぼ直角に延在する環状の固定子鍔部を有し、回転子フレームは、外周側に回転子鉄心の内周が嵌合する回転子円筒部と、回転子円筒部の一端より内周方向にほぼ直角に延在する平板状の回転子円盤部を有し、回転子フレームの回転子円筒部の外径は、固定子フレームの固定子円筒部の内径よりも小径に形成し、固定子フレームと回転子フレームをプレス加工では、固定子フレームの内側に回転子フレームが存在するようにして同じ平板鋼材より一緒に共取り整形することを特徴とする。
【選択図】図3
Description
本発明は、洗濯機や洗濯乾燥機等に使用される電動機において、分割した鉄心で構成される回転子、および固定子を有する電動機に関するものである。
洗濯機や洗濯乾燥機等に使用される電動機として、ブラシレスの電動機がある。このブラシレスの電動機は、例えば、特許文献1(特開2002−315235号公報)に示される。
ブラシレスの電動機は、回転子の外周側に複数の永久磁石磁極片が配置されるように設けられる。この永久磁石磁極片が配置される回転子の回転子鉄心や固定子の固定子鉄心は分割した鉄心で形成されている。
多極で磁石埋め込み形の電動機において、鉄心の材料歩留まりを向上するには分割した固定子鉄心と回転子鉄心を使用する必要がある。分割した固定子鉄心や回転子鉄心を円環状にして撓み強度を保つために、固定子フレームは内周側に固定子鉄心の外周が嵌合する固定子円筒部を有し、回転子フレームは、外周側に回転子鉄心の内周が嵌合する回転子円筒部を有する。
この固定子フレームや回転子フレームは、鋼鈑をプレス加工して整形するので、整形に費やす時間の短縮化と、鋼鈑は固定子鉄心や回転子鉄心を円形に保つために、比較的に板厚の厚いものを用いる必要があるため、材料歩留まりの向上が求められる。
本発明は、上記の課題に鑑み、分割した固定子鉄心や回転子鉄心の撓み強度を補完する固定子フレームと回転子フレームのプレス加工に要する時間が短縮化され、かつ使用する鋼材の材料歩留まりを向上した電動機を提供することを目的とする。
本発明は、固定子と、前記固定子に対して回転自在なる回転子と、固定子を構成する、鋼板で形成された固定子フレームと、固定子フレームに固定支持され、円弧状の分割固定鉄心片を環状に連結した積層電磁鋼板の固定子鉄心と、回転子を構成する、鋼板で形成された回転子フレームと、回転子フレームに固定支持され、円弧状の分割回転鉄心片を環状に連結した積層電磁鋼板の回転子鉄心と、を有する電動機において、固定子フレームは、内周側に固定子鉄心の外周が嵌合する固定子円筒部と、固定子円筒部の一端より外周方向にほぼ直角に延在する環状の固定子鍔部を有し、回転子フレームは、外周側に回転子鉄心の内周が嵌合する回転子円筒部と、回転子円筒部の一端より内周方向にほぼ直角に延在する平板状の回転子円盤部を有し、回転子フレームの回転子円筒部の外径は、固定子フレームの固定子円筒部の内径よりも小径に形成し、固定子フレームと回転子フレームをプレス加工では、固定子フレームの内側に回転子フレームが存在するようにして同じ平板鋼材より一緒に共取り整形することを特徴とする。
本発明によれば、固定子フレームと回転子フレームを共取り整形するのでプレス加工に要する時間が短縮化され、かつ使用する鋼材の材料歩留まりが向上した電動機を提供することができる。
本発明の実施例について、図面を引用して説明する。
まず、本発明の電動機を搭載した洗濯乾燥機の概要を、図19を引用して説明する。
洗濯乾燥機本体の外枠200内には、洗濯水が溜まる外槽201が防振機構202を介して支持される。洗濯ドラム槽203は外槽201内に回転自在に置かれる。ブラシレスの電動機100は、洗濯ドラム槽203を回転駆動する。
電動機100は、外槽201の後側背面に支持される。洗濯ドラム槽203は回転軸5を介して電動機100の回転軸に支持されて回転する。
洗濯時には、洗濯ドラム槽203は40〜50RPM程度の速度で回され、洗濯ドラム槽203内の洗濯物206を叩き洗いする。脱水時には、千数百RPMの高速で回転し、洗濯物206に含まれる水分を遠心脱水する。
洗濯に使われた洗濯水や遠心脱水された洗濯水は、排水路207から排水される。
洗濯物206の乾燥は、乾燥通風路208を通じて洗濯ドラム槽203内を循環する乾燥用通風209により乾燥が行われる。
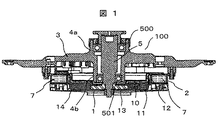
ブラシレスの電動機100について、図1,図2を引用して説明する。
まず、図1,図2を引用して電動機100の概要から説明する。
電動機100は、回転子1と、固定子2と、金属フランジ3と、軸受500を有する軸受ボス部4aと軸受501を有する軸受ボス部4bに回転自在に支持され、回転子1を固定支持する回転軸5を有する。
回転子1は、多数の回転磁極をもった回転子鉄心11を有する。回転子鉄心11の回転磁極が、固定鉄心7の固定磁極の内側面に対向して相対移動するように回転子1は回転する。固定子2の上面には回転子1を覆うようにカバー6が取付けられている。
回転子1に関し、図4〜図9を引用して説明する。
回転子1は、図4,図5に示すように、回転子フレーム10と、回転子鉄心11と、永久磁石磁極片12と、軸固定ボス部13と、モールド用合成樹脂層14を有する。
回転子フレーム10は、板厚みが1.6mm〜3.2mmの鋼鈑材料をプレス加工の成型により形成する。この回転子フレーム10は、円筒形状の回転子円筒部20と、平板状の回転子円盤部21と、ボス支持筒22を有する。
回転子円盤部21は、回転子円筒部20の一端より内周方向にほぼ直角に延在する平板のような形状をしている。ボス支持筒22は、回転子円盤部21の内周端を前記回転子円筒部20と反対向きに折り曲げて形成される。
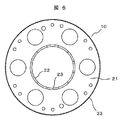
軸固定ボス部13は、鋼鈑を鍛造加工して形成される。軸固定ボス部13の中央には、回転子1の回転軸が挿入されて嵌合固定される軸嵌合穴23を設けられる。軸固定ボス部13の外周には、複数の切り欠き(図示せず)が設けられる。
ボス支持筒22は、図7に示すように、付け根の反対側になる先端側に複数の切り欠き凹23を設ける。ボス支持筒22に配置するボス部13は、ボス支持筒22の切り欠きと軸固定ボス部13の切り欠き凹23が互い違いになるように置かれ、モールド用合成樹脂層14により結合される。
軸固定ボス部13は、モールド用合成樹脂層14を介してボス支持筒22に結合されるが、ボス支持筒22の切り欠きと軸固定ボス部13の切り欠き凹23が互い違いになるような組み合せになっているので、軸固定ボス部13とボス支持筒22は軸方向に長い位置で結合することにより径の小さいところでも強固に結合することができる。このため、軸固定ボス部13とボス支持筒22の結合は径の小さい位置で結合することによりボス支持筒22の使用材料を少なくすることができる。
軸固定ボス部13側は、モールド用合成樹脂層14を介してボス支持筒22側と電気的に絶縁される。このため、回転子1の回転軸に固定支持される洗濯ドラム槽203は、電動機100の固定子2と電気的に絶縁される。
回転子鉄心11は、図8,図9に示すように、円弧状の分割回転鉄心片30を環状に連結した積層電磁鋼板により形成される。この環状の回転子鉄心11は、これの内周を回転子円筒部20の外周に嵌合して回転子フレーム10に固定支持される。
円弧状の分割回転鉄心片30は、図9に示すように、両端にホゾ31とホゾ穴32を有する。隣り合う分割回転鉄心片30のホゾ31とホゾ穴32を結合して環状の回転子鉄心11が作られる。
ホゾ31とホゾ穴32によって連結された可撓性を有する回転子鉄心11の剛性化は、回転子フレーム10の回転子円筒部20によって齎される。
この剛性化のため、回転子鉄心11を内側から支える回転子円筒部20が必要であり、1.6mm〜3.2mm程度の板厚をもった鋼鈑材料をプレス加工で成型した寸法精度の高い堅牢な回転子円筒部20を用いることによって、真円度が高く剛性のある回転子鉄心11にすることができる。
環状の回転子側小突起33は、回転子円盤部21の反対側になる回転子円筒部20の端部側に回転子円盤部21とは逆向に外周方向に突き出すように形成される。
この環状の回転子側小突起33は、回転子円筒部20に嵌合された回転子鉄心11の軸方向の位置決めとして機能する。すなわち、回転子円筒部20の外周に嵌め込まれた回転子鉄心11が、回転子円筒部20の奥側まで送り込まれると、回転子側小突起33に突当って止まる。
このように回転子鉄心11の組み込みでは、回転子側小突起33により、自動的に位置決めが行われるので組み立てがし易い。また、回転子鉄心11は回転子側小突起33により、抜け止めがされるので脱落防止になる。
多数の永久磁石磁極片12は、図5に示すように、回転子鉄心11の外周近傍に設けて溝に等ピッチで挿入配置される。モールド用合成樹脂層14は、多数の永久磁石磁極片12,回転子鉄心11,回転子フレーム10,軸固定ボス部13を被覆するようにモールドされる。
ファン翼34は、モールド用合成樹脂層14と一体に形成される。このファン翼34により、電動機100の内部は冷却される。
固定子2に関し、図10〜図18を引用して説明する。
固定子2は、図10,図11に示すように、固定子フレーム40と、固定子鉄心41を有する。
固定子フレーム40は、板厚が1.6mm〜3.2mmの鋼鈑材料をプレス加工の整形により形成する。
固定子フレーム40は、図12,図13に示すように、内周側に固定子鉄心41の外周が嵌合する固定子円筒部42と、固定子円筒部の一端より外周方向にほぼ直角に延在する環状の固定子鍔部43を有する。固定子鍔部43には電動機取付け穴48が複数個設けられている。固定子鉄心41は分割固定子鉄心片44を複数個環状に連結した積層電磁鋼板により形成されているため外径を圧縮したときの撓み強度が小さく、内径精度も変形し易いため精度維持が困難となる。また、分割固定子鉄心片44側に電動機取付け穴を設けても強度と精度の両方を維持するのは極めて困難である。
固定子鉄心41は、図15,図14に示すように、円弧状の分割固定子鉄心片44を環状に連結した積層電磁鋼板により形成される。この環状の固定子鉄心41は、これの外周を固定子円筒部42の内周に嵌合して固定子フレーム40に固定支持される。
円弧状の分割固定鉄心片44は電磁鋼板を積層したもので図15に示すように、両端にホゾ45とホゾ穴46を有する。本実施例では積層時に電磁鋼板同士を結合するノッチの図示は省略している。隣り合う分割固定鉄心片44のホゾ45とホゾ穴46を結合して環状の回転子鉄心41が作られる。
ホゾ45とホゾ穴46によって連結された固定子鉄心41は一体で積層されたものに比較すると撓み強度については嵌合部があるため低下する。このため、撓み強度を上げる必要があり可撓性を有する固定子鉄心41の剛性化は、固定子フレーム40の固定子円筒部42によってもたらされる。
この剛性化のため、固定子鉄心41を外側から支える固定子円筒部42が必要であり、1.6mm〜3.2mm程度の板厚をもった鋼鈑材料をプレス加工で成型した寸法精度の高い堅牢な固定子円筒部42を用いることによって、真円度の高い剛性のある固定子鉄心41にすることができる。
環状の固定子側小突起47は、固定子鍔部43の反対側端になる固定子円筒部42の端部側に固定子鍔部43とは逆向の内周方向に突き出るように形成される。
この環状の固定子側小突起47は、固定子円筒部42に嵌合された固定子鉄心41の位置決めとして機能する。すなわち、固定子円筒部42の内周に嵌め込まれた固定子鉄心41が、固定子円筒部42の奥側まで送り込まれると、固定子側小突起47に突当って止まる。
このように固定子鉄心41の組み込みでは、固定子側小突起47により、自動的に位置決めが行われるので組み立てがし易い。また、固定子鉄心41は固定子側小突起47により、抜け止めがされるので脱落防止になる。
固定子鍔部43には電動機取付け穴48が複数個設けられている。分割固定子鉄心片44に電動機取付け穴48を設けた時の撓み強度は分割数が多いほど低下するので電動機取付け穴48は分割数と同一にする必要がある。しかしながら、分割数が多い程内径精度は低下する。このため、固定子フレーム40を介して電動機を固定することにより撓み強度の増加と内径精度の向上を図っている。本実施例では固定子フレーム40の精度により内径精度は決定されるので固定子フレーム40の内径を機械加工して精度を向上させている。
固定子フレーム40に電動機取付け穴48を設けることにより、分割固定子鉄心片44に電動機取付け穴48を設ける必要が無いので分割固定子鉄心片44の材料歩留まりを向上させることができ、総合的に鋼材の使用量を低減することができる。
図16,図17,図18は、固定子鉄心の他の実施例を示す。
固定子鉄心410は、分割固定子鉄心片440が先に述べた実施例の分割固定子鉄心片44と違う。
分割固定子鉄心片440は、図17に示すように、直線的に打ち抜かれる。それを図18に示すように円弧形状に折り曲げて分割固定子鉄心片440が出来上がる。折り曲げの加工工程が増えるが、板材料の無駄を少なくできるメリットがある。
上記実施例の分割固定子鉄心片44、440は複数のティースを有する。このティース単体が一つの分割固定子鉄心片を構成して、連結して環状の固定子鉄心を作ることも可能である。
次に本発明の主要部である回転子フレームと固定子フレームの共取り整形加工に関し、図3を引用して説明する。
図3の(a)は、所定の寸法に打ち抜かれた板厚が1.6mmないし3.2mmの板状鋼材の母材を示す。この母材をプレス加工機で深絞り成型して図3の(b)に示すように、固定子フレーム40の部分と回転子フレーム10の部分を一体に成型する。
この一体成型の工程後に、図3の(c)に示すように、固定子フレーム40と回転子フレーム10に分割する。この分割の工程は、プレス加工機内で行われる。このとき、板厚は電動機の外形が大きいほど厚くなる。本実施例では外形が約280mmと大きいため板厚は3.2mmを使用している。
この固定子フレーム40と回転子フレーム10のプレス加工では、固定子フレーム40の内側に回転子フレーム10が存在するようにして同じ平板の鋼材より一緒に共取り整形を行う。この共取り整形により、固定子フレームと回転子フレームを別個にプレス加工するものに比べ、材料の無駄を少なくできる。
また、単体の工数に比較して深絞りの整形型と、分割の工程が増えるが、固定子フレームと回転子フレームが一緒に作られるので、別個にプレス加工するものに比べ、成型時間が大幅に短縮されると共に材料歩留まりを向上させることができる。
1 回転子
2 固定子
10 回転子フレーム
11 回転子鉄心
12 永久磁石磁極片
13 軸固定ボス部
14 モールド用合成樹脂層
20 回転子円筒部
21 回転子円盤部
22 ボス支持筒
33 回転子側小突起
40 固定子フレーム
41 固定子鉄心
42 固定子円筒部
43 固定子鍔部
44 分割固定子鉄心片
47 固定子側小突起
48 電動機取付け穴
100 電動機
2 固定子
10 回転子フレーム
11 回転子鉄心
12 永久磁石磁極片
13 軸固定ボス部
14 モールド用合成樹脂層
20 回転子円筒部
21 回転子円盤部
22 ボス支持筒
33 回転子側小突起
40 固定子フレーム
41 固定子鉄心
42 固定子円筒部
43 固定子鍔部
44 分割固定子鉄心片
47 固定子側小突起
48 電動機取付け穴
100 電動機
Claims (8)
- 固定子と、前記固定子に対して回転自在なる回転子と、前記固定子を構成する鋼板で形成された固定子フレームと、前記固定子フレームに固定支持され、円弧状の分割固定子鉄心片を環状に連結した積層電磁鋼板の固定子鉄心と、前記回転子を構成する、鋼板で形成された回転子フレームと、回転子フレームに固定支持され円弧状の分割回転子鉄心片を環状に連結した積層電磁鋼板の回転子鉄心とを有する電動機において、
前記固定子フレームは、内周側に前記固定子鉄心の外周が嵌合する固定子円筒部と、前記固定子円筒部の一端より外周方向にほぼ直角に延在する環状の固定子鍔部を有し、
前記回転子フレームは、外周側に前記回転子鉄心の内周が嵌合する回転子円筒部と、前記回転子円筒部の一端より内周方向にほぼ直角に延在する平板状の回転子円盤部を有し、前記回転子フレームの回転子円筒部の外径は、前記固定子フレームの固定子円筒部の内径よりも小径に形成したことを特徴とする電動機。 - 請求項1記載の電動機において、固定子フレームと回転子フレームをプレス加工では、前記固定子フレームの内側に前記回転子フレームが存在するようにして同じ平板鋼材より一緒に共取り整形したことを特徴とする電動機。
- 請求項1及び請求項2記載の電動機において、
前記固定子円筒部は、前記固定子鍔部の反対側端に前記固定子鍔部とは逆向の内周方向に突き出る環状の固定子側小突起を有し、
前記固定子側小突起が前記固定子円筒部に嵌合される前記固定子鉄心の軸方向の位置決めとして機能することを特徴とする電動機。 - 請求項1及び請求項2記載の電動機において、
前記回転子円筒部は、前記回転子円盤部の反対側端に回転子円盤部とは逆向の外周方向に突き出る環状の回転子側小突起を有し、
前記回転子側小突起が前記回転子円筒部に嵌合される前記回転子鉄心の軸方向の位置決めとして機能することを特徴とする電動機。 - 請求項1及び請求項2記載の電動機において、
前記回転子鉄心は配設される多数の永久磁石磁極片を備え、
前記回転子は前記回転子フレーム,前記回転子鉄心、および前記永久磁石磁極片を被覆するモールド用合成樹脂層を有することを特徴とする電動機。 - 請求項1及び請求項2記載の電動機において、
前記回転子フレームは、前記回転子円盤部の内周端を前記回転子円筒部と反対向きに折り曲げたボス支持筒を有し、
前記ボス支持筒は多数の切り欠きを有し、
前記ボス支持筒のところに配置される軸固定ボス部を有し、
前記ボス支持筒と軸固定ボス部を被覆するモールド用合成樹脂層を有することを特徴とする電動機。 - 請求項1及び請求項2記載の電動機において、
前記固定子フレーム,前記回転子フレームは、板厚が1.6mm〜3.3mmの鋼鈑で形成されることを特徴とする電動機。 - 請求項1及び請求項2記載の電動機において、
固定子フレームの固定子鍔部43には電動機取付け穴48が複数個設けられていることを特徴とする電動機。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246464A JP2009077603A (ja) | 2007-09-25 | 2007-09-25 | 電動機 |
| CNA2008101297715A CN101399471A (zh) | 2007-09-25 | 2008-08-18 | 电动机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007246464A JP2009077603A (ja) | 2007-09-25 | 2007-09-25 | 電動機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009077603A true JP2009077603A (ja) | 2009-04-09 |
Family
ID=40517804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007246464A Withdrawn JP2009077603A (ja) | 2007-09-25 | 2007-09-25 | 電動機 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2009077603A (ja) |
| CN (1) | CN101399471A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012073959A1 (ja) * | 2010-12-03 | 2012-06-07 | 本田技研工業株式会社 | ステータ |
| JP2021153385A (ja) * | 2018-08-10 | 2021-09-30 | 株式会社Piezo Sonic | 圧電モータ及び注入機器 |
| WO2023026563A1 (ja) * | 2021-08-23 | 2023-03-02 | 日立グローバルライフソリューションズ株式会社 | 回転電機及びそれを備えた洗濯機 |
| JP2023030547A (ja) * | 2021-08-23 | 2023-03-08 | 日立グローバルライフソリューションズ株式会社 | 回転電機及びそれを備えた洗濯機 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5278541B2 (ja) * | 2009-04-15 | 2013-09-04 | トヨタ自動車株式会社 | ステータの製造方法 |
| JP5790149B2 (ja) * | 2011-05-23 | 2015-10-07 | アイシン精機株式会社 | 回転電機のステータおよびステータの保持リング |
-
2007
- 2007-09-25 JP JP2007246464A patent/JP2009077603A/ja not_active Withdrawn
-
2008
- 2008-08-18 CN CNA2008101297715A patent/CN101399471A/zh active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012073959A1 (ja) * | 2010-12-03 | 2012-06-07 | 本田技研工業株式会社 | ステータ |
| JPWO2012073959A1 (ja) * | 2010-12-03 | 2014-05-19 | 本田技研工業株式会社 | ステータ |
| US9379589B2 (en) | 2010-12-03 | 2016-06-28 | Honda Motor Co., Ltd. | Stator |
| JP2021153385A (ja) * | 2018-08-10 | 2021-09-30 | 株式会社Piezo Sonic | 圧電モータ及び注入機器 |
| US11998717B2 (en) | 2018-08-10 | 2024-06-04 | Piezo Sonic Corporation. | Piezoelectric motor and injection device |
| JP7565598B2 (ja) | 2018-08-10 | 2024-10-11 | 株式会社Piezo Sonic | 圧電モータ、圧電モータ用の摺動材、圧電モータの製造方法、及び注入機器 |
| WO2023026563A1 (ja) * | 2021-08-23 | 2023-03-02 | 日立グローバルライフソリューションズ株式会社 | 回転電機及びそれを備えた洗濯機 |
| JP2023030547A (ja) * | 2021-08-23 | 2023-03-08 | 日立グローバルライフソリューションズ株式会社 | 回転電機及びそれを備えた洗濯機 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101399471A (zh) | 2009-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10079518B2 (en) | Rotor for a motor, and a motor and an appliance comprising the rotor, and a method for making a rotor | |
| JP3434785B2 (ja) | 洗濯機用bldcモータ | |
| EP1536543A1 (en) | Rotor for external rotor-type permanent magnet motor | |
| US20070159021A1 (en) | Composite magnet structure for rotor | |
| JP2009077603A (ja) | 電動機 | |
| US20090064726A1 (en) | Driving apparatus for washing machine | |
| US20080122300A1 (en) | Motor | |
| JP2015065789A (ja) | ブラシレスモータおよびそれを備えた洗濯機 | |
| JP2009077600A (ja) | 洗濯機の駆動用モータ | |
| CN101399469B (zh) | 洗衣机的驱动用马达 | |
| EP3244512A1 (en) | Rotor assembly for a direct drive motor | |
| KR100662383B1 (ko) | 세탁기 | |
| CN101632213A (zh) | 双转子型马达 | |
| CN103828198B (zh) | 洗衣机用电动机 | |
| WO2006083091A3 (en) | Washing machine with double rotor type motor | |
| CN210183136U (zh) | 电机及其使用的外转子 | |
| KR100651880B1 (ko) | 이중 로터형 모터 | |
| KR20110032959A (ko) | 드럼세탁기 | |
| JP4288470B2 (ja) | アキシャルギャップ型電動機 | |
| JP2010178485A (ja) | モータ、その回転子、およびその製造方法 | |
| JP5643038B2 (ja) | 回転電機用ロータ | |
| KR100582299B1 (ko) | 세탁기의 모터 장착 구조 및 세탁기 모터의 로터 구조 | |
| JP4739700B2 (ja) | モータのロータ | |
| JP2006157998A (ja) | 外転形永久磁石モータ及び洗濯機 | |
| CN101248569A (zh) | 用于洗衣机的外转子式电机的转子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20101207 |