以下、本発明を、図面に示す実施形態に基づき説明する。
図1は本発明の一実施形態に係る熱電モジュールの概略断面図、
図2(A)〜図2(C)は図1に示す熱電モジュールの製造過程の一例を示す要部断面図、
図3(A)〜図3(C)は図1に示す熱電モジュールの製造過程の他の例を示す要部断面図、
図4(A)〜図4(D)は図1に示す熱電モジュールの変形例に係る製造過程の他の例を示す要部断面図、
図5は本発明の他の実施形態に係る熱電モジュールの概略断面図、
図6(A)〜図6(F)は図5に示す熱電モジュールの製造過程の一例を示す要部断面図、
図7(A)〜図7(F)は図5に示す熱電モジュールの製造過程の他の例を示す要部断面図、
図8(A)および図8(B)は図5に示す熱電モジュールの製造過程の他の例を示す要部断面図、
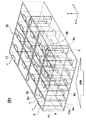
図9は本発明のさらに他の実施形態に係る熱電モジュールの概略斜視図、
図10〜図12はそれぞれ本発明のさらに他の実施形態に係る熱電モジュールの概略断面図である。
第1実施形態
図1に示すように、本発明の一実施形態に係る熱電モジュール2は、複数の半導体素子4を有する。半導体素子4は、全て同じ導電型の半導体素子であり、n型またはp型の半導体素子である。半導体素子4の材質に関しては、後述する。
各半導体素子4は、この実施形態では、Z軸方向に延びる四角柱の形状を有し、四角柱のZ軸方向下端部である第1端部4aが熱源側に配置され、その反対側のZ軸方向上端部である第2端部4bが反熱源側になる。すなわち、各半導体素子4の第1端部4aと第2端部4bとの間で温度差が生じる。
四角柱形状の半導体素子4の周囲4側面には、高抵抗層6が形成してある。高抵抗層6の材質に関しては、後述する。高抵抗層6の厚みは、特に限定されないが、好ましくは1〜1000μmである。各半導体素子4のサイズも特に限定されないが、たとえば四角柱の高さが1〜50mmであり、底面の縦または横が1〜50mm程度である。
この実施形態では、相互に隣接する半導体素子4の接合部に一体的に形成してある高抵抗層6と高抵抗層6との間に、内部導体層8が形成される。内部導体層8のZ軸方向の両端には、隣接する半導体素子4の第1端部4aと第2端部4bとにそれぞれ電気的に接続される第1端子部8aおよび第2端子部8bが一体的に形成される。第1端子部8aは、素子4の第1端部4aに接続され、第2端子部8bは、第1端子部8aが接続される素子4とは異なる素子4の第2端部4bに接続される。
図1に示す実施形態では、半導体素子4は、Z軸に垂直な平面に属するX軸方向に直線的に3つ配置されるが、その配置数は、特に限定されない。半導体素子4がX軸方向に直線的に配列される場合には、X軸方向の両端に位置する半導体素子4には、取り出し電極10および12が形成される。
一方の取り出し電極10は、半導体素子4の第2端部4bに接続してある内部導体層8の第2端子部8bと対を成すために、その半導体素子4の第1端部4aに接続する第1端子部10aが一体に形成してある。この取り出し電極10は、半導体素子4の側面に形成してある高抵抗層6の外側面をZ軸方向に第2端部4bの近くまで延びている。
他方の取り出し電極12は、半導体素子4の第1端部4aに接続してある内部導体層8の第1端子部8aと対を成すために、その半導体素子4の第2端部4bに接続するようなパターンで形成してある。これらの取り出し電極10および12には、配線が接続されるが、配線は、可能な限り、熱源からは遠い半導体素子4の第2端部4b側で、各取り出し電極10および12に接続されることが好ましい。熱源による熱で、配線の耐久性が低下しないようにするためである。
この実施形態では、内部導体層8のY軸方向(X軸およびZ軸に垂直で紙面に垂直な方向)の幅は、高抵抗層6のY軸方向の幅よりも狭い。内部導体層8の材質は、取り出し電極10,12と同じであっても、異なっていても良い。また、内部導体層8の厚みは、取り出し電極10,12と同じであっても、異なっていても良いが、好ましくは、1μm〜500μm、さらに好ましくは、3μm〜500μm、特に好ましくは5μm〜300μmである。
半導体素子4は、全てn型またはp型の同じ導電型の熱電効果(たとえばゼーベック効果)を有する半導体素子である。たとえば半導体素子4は、以下に示すn型熱電素子用組成物で構成される。
具体的には、本実施形態のn型熱電素子用組成物は、金属元素比率で、Ca:40〜60mol%、Mn:40〜60mol%を主成分として含有する。主成分中のCaとMnとの含有割合は、好ましくは同程度である。n型熱電素子用組成物は、この主成分に、CaとMnとの合計が100mol%になるCaMnO3 に対して、Zn,Ba,Mg,Sr,Snの少なくとも一種を添加成分として含有している。添加成分は、原料の状態では、ZnO、BaCO3 、MgO、SrCO3 、SnO2 などとして主成分に混合される。
添加成分は、Ca及びMnを上記の比率で含有するCaMnO3 に、CaとMnとの合計100mol%に対して、元素換算で合計0.1〜50mol%の量で添加されている。このような範囲で添加成分を含有することで、純粋なCaMnO3 に比べて、100℃におけるゼーベック係数α100の絶対値が大きくなる。その理由の一つとしては、CaMnO3 に上記添加物を混ぜると、CaMnO3 結晶中に、添加成分による異相が形成され、この異相がゼーベック係数αに対して何らかの影響を与えるためであると推測される。詳細な実験データは、特願2006−268394号に記載してある。
ゼーベック係数αとは、単位温度差(1℃)当たりに発生する起電力のことである。n型熱電半導体素子は、負のゼーベック係数を有している。ゼーベック係数αは、n型熱電半導体素子の熱電変換特性(性能)に大きな影響を与える要因となる。具体的には、熱電変換性能は、ゼーベック係数αの2乗に比例して高くなる。従って、負のゼーベック係数を有するn型熱電半導体素子では、ゼーベック係数αが小さくなるほど、つまりゼーベック係数αの絶対値が大きくなるほど、効率の良い熱電変換(発電)が行えるようになる。
また、熱電変換性能は、n型熱電素子の比抵抗ρにも影響され、比抵抗ρの逆数に比例して高くなる。つまり、n型熱電素子の比抵抗ρが小さくなるほど、熱電変換性能が良くなる。
CaMnO3 にZnやMgを添加すると、n型熱電半導体素子のゼーベック係数αの絶対値が大きくなると共にn型熱電半導体素子の比抵抗ρが低く抑えられる。このため、CaMnO3 にZnやMgを添加してなる組成物をn型熱電素子の材料とすることで、十分効率の良い熱電変換が行える。また、ZnOは、無害であり、比較的安価であり、取り扱いやすく、細かい原料が得られるという利点を有している。従って、熱電変換特性に加え、それらの利点を考慮すると、添加物としてはZnOを使用するのが最も好ましい。Znの添加量は、10モル%が最も好ましい。
また、CaMnO3 にSn,Ba,Srを添加すると、n型熱電素子のゼーベック係数αの絶対値は大きくなるが、n型熱電素子の比抵抗ρはある程度高くなる。ただし、n型熱電素子の熱電変換特性に与える影響は、n型熱電素子の比抵抗ρよりもゼーベック係数αのほうが大きい。従って、CaMnO3 にSn,Ba,Srを添加した場合でも、良好な熱電変換特性を確保することが可能となる。
この実施形態では、図1に示す高抵抗層6は、金属元素比率で、Ca:32〜37mol%、Mn:63〜68mol%を主成分として含有するセラミック層で構成され、Znなどの添加成分は含まないが、Zr、Fe、Ni、Alなどの添加物は含んでも良い。
本実施形態では、内部導体層8は、金属成分から成る第1成分と、高抵抗層6を構成する成分からなる第2成分との混在層(コンポジット層)である。第1成分に対する第2成分の体積比は、好ましくは25:75〜99:1、さらに好ましくは、30:70〜90:10、特に好ましくは35:65〜70:30である。
あるいは、内部導体層8は、金属成分から成る第1成分と、半導体素子4を構成する成分からなる第3成分との混在層(コンポジット層)であってもよい。第1成分に対する第3成分の体積比は、好ましくは25:75〜99:1、さらに好ましくは、30:70〜90:10である。
あるいは、内部導体層8は、第1成分と第2成分と第3成分との混在層(コンポジット層)であってもよい。第1成分に対する第2成分+第3成分の体積比は、好ましくは25:75〜99:1、さらに好ましくは、30:70〜90:10である。
本実施形態において、第1成分としては、特に限定されず、Pt,Au,Ag,Pd等のいずれか、またはそれらの合金などが例示される。
図1に示す構造の熱電モジュール2を製造するには、たとえば図2に示す印刷法や、図3に示すシート法が用いられる。印刷法では、図2(A)〜図2(C)に示すように、PETフィルムなどの支持シート14の上に、図1に示す第1端子部10a,8aとなる電極ペースト層10a’,8a’を、スクリーン印刷などで所定パターンで形成する。その後に、図1に示す高抵抗層6となる抵抗体ペースト層6’、内部導体層8となる電極ペースト層8’、半導体素子4となる素子ペースト層4’を、スクリーン印刷などで所定パターンで形成する。
それらの印刷を繰り返し、最後に、図1に示す第2端子部8bおよび取り出し電極12となる電極ペースト層8b’,12’をスクリーン印刷などで所定パターンで形成する。なお、ペースト層の積層部分の中間部分は、それぞれ別に形成したペースト層の積層ブロックを複数積層して形成しても良い。
ペースト層の積層体が完成した後に、ペースト層に含まれる有機成分を飛ばす脱バインダ処理を行い、その後に焼成処理を行う。脱バインダ処理時の加熱温度は、特に限定されないが、250〜500°Cである。また、焼成時の加熱温度は、大気中にて、好ましくは1100〜1350°Cである。
図3(A)〜図3(F)に示すシート法では、図示省略してある支持シートの上に、ドクターブレード法などで、図1に示す半導体素子4となる半導体素子グリーンシートを形成し、これらを所定厚みとなるように複数枚積層してプレスし、積層体4”を形成する。また、同様にして、図1に示す高抵抗層6となる抵抗体グリーンシート6”をドクターブレード法などで形成し、図3(B)および図3(C)に示すように、半導体素子グリーンシートの積層体4”の両面に、抵抗体グリーンシート6”を積層加圧して接合する。
さらに、図3(D)に示すように、抵抗体グリーンシート6”の表面に、それぞれ内部導体層8または取り出し電極10となる電極ペースト層8’,10’を塗布法により形成し、積層ユニット9を得る。また、同様にして、一方の抵抗体グリーンシート6”の表面にのみ、内部導体層8となる電極ペースト層8’を塗布法により形成し、積層ユニット9aを得る。
次に、図3(E)に示すように、積層ユニット9を必要枚数重ね、一番上に積層ユニット9aを積層し、所定圧力でプレスする。このプレス後の積層体を所定のサイズに切断した後、図3(F)に示すように、焼成前モジュール2’の両側端部に、端子部8a,8bおよび取り出し電極10および12となる電極ペースト層8a’,8b’,10’,12’を形成する。その後に、この焼成前モジュール2’に、印刷法と同様にして、脱バインダ処理および焼成処理を行う。
本実施形態に係る熱電モジュール2では、同じn型の導電型で熱電効果を持つ複数の半導体素子4を用いて、熱源に対する温度差により電位差を生じる半導体素子4が内部導体層8により直列に接続されてモジュール化されている。素子4が直列に接続されるために、取り出し電極10および12からは比較的に高電圧が発生する。しかも、本実施形態では、同じ導電型である半導体素子4の主成分と、高抵抗層6の主成分とが共通している。それらの結果、モジュール一体化のための製造が容易になり、同時焼成時にクラックや剥がれなどが生じるおそれが少なくなる。そのため、熱電モジュール2の品質が向上すると共に、信頼性が向上する。
また本実施形態では、内部導体層8のY軸方向の幅は、高抵抗層6のY軸方向の幅よりも狭いので、内部導体層8による隣接素子4間のショート不良を防止することができると共に、導体層8が高抵抗層6に保護され、酸化されにくくなり、信頼性が向上する。
また、本実施形態に係る熱電モジュール2では、高抵抗層6の内部に位置する内部導体層8が、金属からなる第1成分と共に、高抵抗層6を構成する成分からなる第2成分、あるいは半導体素子4を構成する成分からなる第3成分を含んでいる。このため、同時焼成に際しても、導体層8と高抵抗層6との界面での接合が良好になると共に、導体層8と半導体素子4との接合も良好になり、熱膨張差などに基づくクラックなどの発生を低減することがてきる。
さらに、本実施形態に係る熱電モジュール2では、高抵抗層6の内部に位置する内部導体層8が、第1成分と共に、第2成分、あるいは第3成分を含んでいるために、この内部導体層8の熱絶縁性が、金属のみで構成される導体層に比較して向上する。本実施形態に係る熱電モジュール2では、内部導体層8は、熱源に対して、高熱側から低温側に沿って延びているために、熱絶縁性が向上することで、熱電効率が向上する。
なお、図1に示す熱電モジュール2の変形例として、熱電モジュール2の全周を高抵抗層6で覆うように構成し、取り出し電極10および12の一部のみが外部に露出するようにしても良い。そのような熱電モジュールの製造方法を、図4に示す。
図4(A)に示すように、まず、外周を覆う高抵抗層6となる抵抗体ペースト層6’をスクリーン印刷法などで形成する。抵抗体ペースト層6’は、ドクターブレード法により形成した抵抗体グリーンシートを積層したものであっても良い。図4(B)および図4(C)に示す工程は、電極ペースト層10’の外側にも抵抗体ペースト層6’が形成される以外は、図2(B)に示す工程と同様である。
最後に、図4(D)に示すように、取り出し電極12となる電極ペースト層12’が露出するように、抵抗体ペースト層6’を形成する。その後の工程は、図2に示す実施形態と同様である。
第2実施形態
図5に示す実施形態に係る熱電モジュール2aは、図1に係る熱電モジュール2に比較して、以下に示す以外は、同様な構成を有し、同様な作用効果を奏し、重複する説明は省略する。
図5に示すように、本実施形態の熱電モジュール2aは、四角柱形状の各半導体素子4の全周を高抵抗層6で覆い、隣接する素子4の接合部に位置する高抵抗層6の内部に、内部導体層80が埋め込まれている。内部導体層80は、図1に示す内部導体層8に対応する。
この内部導体層80は、隣接する半導体素子の第1端部4aと第2端部4bとにそれぞれ接続される第1端子部80aおよび第2端子部80bが一体に形成してある。これらの第1端子部80aおよび第2端子部80bは、素子4のZ軸方向の異なる側面位置で素子4に接続してある。たとえば第1端子部80aは、素子4の第1端部4aの側面に接続され、第2端子部80bは、第1端子部80aが接続される素子4とは異なる素子4の第2端部4bの側面に接続される。
X軸方向の両端に位置する半導体素子4の一方には、その外側に位置する高抵抗層6の内部に、内部導体層80と同様な取り出し電極100が形成される。この取り出し電極100は、素子4の第1端部4aに接続する第1端子部100aと、第2端部4b側に形成され、高抵抗層6の外側に露出する第2端子部100bとを有する。第2端子部100bに配線が接続される。
X軸方向の両端に位置する半導体素子4の他方には、半導体素子4の第1端部4aに接続してある内部導体層80の第1端子部80aと対を成すために、その半導体素子4の第2端部4bに接続するようなパターンで取り出し電極120が形成してある。
図5に示す熱電モジュール2aを製造するには、たとえば図6(A)〜図6(F)に示すようにして行う。すなわち、まず図6(A)に示すように、図示省略してある支持シートの上に、ドクターブレード法などで、図5に示す半導体素子4となる半導体素子グリーンシートを形成し、これらを所定厚みとなるように複数枚積層してプレスし、積層体4”を形成する。
また、同様にして、図5に示す高抵抗層6となる抵抗体グリーンシート6”をドクターブレード法などで形成する。各抵抗体グリーンシート6”には、レーザまたはパンチなどで、スルーホール7を必要箇所に形成する。その後に、図6(B)および図6(C)に示すように、半導体素子グリーンシートの積層体4”の両面に、抵抗体グリーンシート6”を積層加圧して接合する。
さらに、図6(D)に示すように、抵抗体グリーンシート6”の表面に、それぞれ内部導体層80となる電極ペースト層80’を印刷法により形成し、積層ユニット11を得る。電極ペースト層80’は、スルーホール7に入り込み、半導体素子グリーンシートの積層体4”に接続する。
また、同様にして、一方の抵抗体グリーンシート6”の表面にのみ、内部導体層80となる電極ペースト層80’を印刷法により形成し、他方の抵抗体グリーンシート6”にはスルーホールを形成していない積層ユニット11aを得る。
次に、図6(E)に示すように、積層ユニット11を必要枚数重ね、一番下に積層ユニット11aを積層し、所定圧力でプレスする。このプレス後の積層体を所定のサイズに切断し、図6(F)に示すように、焼成前モジュール2a’を得る。この焼成前モジュール2a’の両側端部には、高抵抗層6となる抵抗体ペースト層6’が塗布法により形成され、図5に示す取り出し電極100および120となる電極ペースト層を形成する。その後に、この焼成前モジュール2a’に、前述した実施形態と同様にして、脱バインダ処理および焼成処理を行う。
図7および図8は、さらに別の実施形態に係る製造方法を示す。まず図7(A)に示すように、図示省略してある支持シートの上に、ドクターブレード法などで、図5に示す半導体素子4となる半導体素子グリーンシートを形成し、これらを所定厚みとなるように複数枚積層してプレスし、積層体4”を形成する。
次に、この半導体素子グリーンシートの積層体4”の表面に、図7(B)に示すように、図5に示す高抵抗層6となる抵抗体ペースト層6’をスクリーン印刷法などで形成する。抵抗体ペースト層6’には、所定パターンでスルーホール7が必要箇所に形成してある。
その後に、図7(C)に示すように、抵抗体ペースト層6’の表面に、内部導体層80となる電極ペースト層80’を印刷法により形成する。電極ペースト層80’は、スルーホール7に入り込み、半導体素子グリーンシートの積層体4”に接続される。
次に、図7(C)に示す一次積層ユニット13を、図7(D)および図7(E)に示すように、一対準備し、一方の一次積層ユニット13を反転させ、半導体素子グリーンシートの積層体4”相互が接触するように、プレス成形して、二次積層ユニット15が得られる。
また、同様にして、一方の抵抗体ペースト層6’の表面にのみ、内部導体層80となる電極ペースト層80’を印刷法により形成し、他方の抵抗体ペースト層6’にはスルーホールを形成していない積層ユニット15aを得る。
次に、図7(F)および図8(A)に示すように、積層ユニット15を必要枚数重ね、一番下に積層ユニット15aを積層し、所定圧力でプレスする。このプレス後の積層体を所定のサイズに切断し、図8(B)に示すように、焼成前モジュール2a”を得る。この焼成前モジュール2a”の両側端部には、高抵抗層6となる抵抗体ペースト層6’が塗布法により形成され、図5に示す取り出し電極100および120となる電極ペースト層を形成する。その後に、この焼成前モジュール2a”に、前述した実施形態と同様にして、脱バインダ処理および焼成処理を行えば、図5に示す熱電モジュール2aが得られる。
第3実施形態
図9に示す実施形態に係る熱電モジュール2bは、図1に係る熱電モジュール2に比較して、以下に示す以外は、同様な構成を有し、同様な作用効果を奏し、重複する説明は省略する。
図9に示すように、本実施形態の熱電モジュール2bは、図1に係る半導体素子4がX軸方向およびY軸方向に行列状に配置してあり、全体として、平板ブロックを成している。そして、これらの全ての素子4を、第1端部4a側に位置する熱源に対して直列に接続するために、内部導体層8の配置位置を工夫してある。すなわち、素子4の対向する二側面に内部導体層8を配置する素子4と、素子4の隣接する二側面に内部導体層8を配置する素子4とを組み合わせている。
第4実施形態
図10に示す実施形態に係る熱電モジュール2cは、図1に係る熱電モジュール2に比較して、以下に示す以外は、同様な構成を有し、同様な作用効果を奏し、重複する説明は省略する。
図10に示すように、本実施形態の熱電モジュール2cでは、図1に係る半導体素子4に対応する半導体素子40を、リング分割片の形状とし、リング分割片40の内周側および外周側が、第1端部40aおよび第2端部40bとなり、これらの半導体素子40が組み合わされて、円柱リングとなるようにしてある。
円柱リングの中央部に熱源が配置される。円柱リングの中央部に位置する熱源は、たとえば煙突や配管などであっても良い。この実施形態では、図1に示す内部導体層80に対応する内部導体層280の両端には、隣接する半導体素子40の第1端部40aと第2端部40bとにそれぞれ接続される第1端子部280aおよび第2端子部280bが形成してある。
図10に示す実施形態では、内部導体層280と同様な構造を持つ取り出し電極220が、図1に示す取り出し電極12に対応し、取り出し電極200が、図1に示す取り出し電極10に対応する。
図10に示す熱電モジュール2cは、リング状に一体に形成しても良いが、図11または図12に示すように、リングを複数に分割して構成された分割型熱電モジュール2dまたは2eを組み合わせて構成しても良い。図11に示す例では、分割型熱電モジュール2dを組み合わせた後には、図10に示す熱電モジュール2cと同じになるが、図12に示す例では、分割型熱電モジュール2e単体でも使用することができる。
図12に示す熱電モジュール2eでは、リングの周方向の端部に位置する半導体素子40の高抵抗層6の内部に、それぞれ取り出し電極300および320が内蔵して形成してある。これらの取り出し電極300および320が、図1に示す取り出し電極10および12に対応する。
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
たとえば、上述した実施形態では、熱電効果を有する半導体素子4,40として、n型半導体素子を用いたが、大気中など、酸化雰囲気での焼成が可能な熱電効果を有する半導体素子であれば、特に限定されない。たとえば半導体素子4,40として、MnとCoとを主成分とし、Cuを添加成分として含有するp型半導体素子を用いることもできる。
以下、本発明を、さらに詳細な実施例に基づき説明する。
実施例1
n型熱電素子用組成物の原料として、市販の四酸化マンガンおよび炭酸カルシウムを準備し、これらをMnとCaのモル比が50モル対50モルとなるように秤量配合し、さらに、CaとMnとの合計が100モルになるCaMnO3 に対して、ZnOを10モルの割合で、添加成分として秤量配合した。これらをボールミルで16時間湿式混合し、得られた原料混合物を脱水および乾燥させた後、乳鉢および乳棒を用いて粉体にした。次に、この粉体について、800〜1200°Cで2時間の仮焼成を行った。
次に、この仮焼成体をボールミルにより微粉砕化した後に、脱水して乾燥した。得られた微粉砕粉(第3成分粉)に、有機バインダー、有機溶剤、可塑剤等を加えボールミル等を用い、20時間程度混合粉砕し、素子ペーストを作製した。素子ペーストは、図1に示す半導体素子4を形成するためのペーストである。
また、図1に示す高抵抗層6となる抵抗体ペーストを、以下のようにして作製した。すなわち、市販の四酸化マンガンおよび炭酸カルシウムを準備し、これらをMnとCaのモル比が66モル対34モルとなるように秤量配合し、これらをボールミルで16時間湿式混合し、得られた原料混合物を脱水および乾燥させた後、乳鉢および乳棒を用いて粉体にした。次に、この粉体について、800〜1200°Cで2時間の仮焼成を行った。
次に、この仮焼成体をボールミルにより微粉砕化した後に、脱水して乾燥した。得られた微粉砕粉(第2成分粉)に、有機バインダー、有機溶剤、可塑剤等を加えボールミル等を用い、20時間程度混合粉砕し、抵抗体ペーストを作製した。
さらに、図1に示す内部電極層8となる電極ペーストを、以下のようにして作製した。平均粒径0.8μmのPd粉と、平均粒径が2.0μmの上記第2成分粉とを、体積比で、50:50の割合で混合し、これらに有機バインダーと有機溶剤を混合し、電極ペーストを作製した。
これらの素子ペースト、抵抗体ペーストおよび電極ペーストを用いて、図2(A)〜図2(C)に示すように、PETフィルムなどの支持シート14の上に、電極ペースト層10a’,8a’、抵抗体ペースト層6’、電極ペースト層8’、素子ペースト層4’を、スクリーン印刷などで所定パターンで形成した。電極ペースト層10a’,8a’のZ軸方向の厚みは、50μmであった。素子ペースト層4’のX軸方向の幅は、2000μm、抵抗体ペースト層6’のX軸方向の幅は、100μm、電極ペースト層8’のX軸方向の幅は50μmであった。
それらの印刷をZ軸方向の高さが3mmとなるまで繰り返し、最後に、図1に示す第2端子部8bおよび取り出し電極12となる電極ペースト層8b’,12’を、50μmの厚みでスクリーン印刷などで所定パターンで形成した。印刷ペーストの乾燥は、150°C30分であった。
得られた積層体を、積層プレス機で、積層方向に49MPa(500kg/cm2 )の圧力で1分間加圧した後、脱バインダ処理および焼成処理を行った。脱バインダ処理時の加熱温度および加熱時間は、それぞれ250〜500°Cおよび2時間であった。また、焼成時の加熱温度および加熱時間は、大気中にて、1100〜1350°Cおよび2時間であった。
得られた熱電モジュール2の素子断面を研磨し、電子顕微鏡で、半導体素子4と高抵抗層6との界面、高抵抗層6と内部導体層8との界面、端子部8a,8bと半導体素子4との界面で、クラックの有無を調べたが、10個の試料中で、一つもクラックが観察されなかった。
また、電子顕微鏡写真の観察結果より、導体層6では、金属成分からなる第1成分が三次元的に連結して接続してある第1成分のマトリックス中に、高抵抗層である第2成分が分散していることが確認された。さらに、導体層6の電気抵抗は、金属成分のみからなる導体層とほぼ変わらないことが確認できた。さらに、導体層6の熱絶縁性を示す熱伝導率は、金属成分のみからなる導体層に比較して、1/4程度以下に小さくなり、熱絶縁性が向上し、熱電効率の向上が期待できることが確認できた。
実施例2
以下に示す以外は、実施例1と同様にして、熱電モジュール2を作製した。この実施例では、図3に示すシート法を用いた。すなわち、図示省略してある支持シートの上に、ドクターブレード法で、図1に示す半導体素子4となる半導体素子グリーンシート(80mm×80mm)を形成し、これらを1.2mmとなるように複数枚積層してプレスし、図3(A)に示す積層体4”を形成した。
また、同様にして、図1に示す高抵抗層6となる抵抗体グリーンシート6”をドクターブレード法で形成し、図3(B)および図3(C)に示すように、半導体素子グリーンシートの積層体4”の両面に、抵抗体グリーンシート6”を積層加圧して接合する。抵抗体グリーンシート6”の厚みは30μmであった。
さらに、図3(D)に示すように、抵抗体グリーンシート6”の表面に、それぞれ内部導体層8または取り出し電極10となる電極ペースト層8’,10’を塗布法により形成し、150°Cおよび30分で乾燥させて積層ユニット9を得た。また、同様にして、一方の抵抗体グリーンシート6”の表面にのみ、内部導体層8となる電極ペースト層8’を塗布法により形成し、積層ユニット9aを得た。
次に、図3(E)に示すように、積層ユニット9を必要枚数重ね、一番上に積層ユニット9aを積層し、得られた積層体を、積層プレス機で、積層方向に49MPa(500kg/cm2 )の圧力で1分間加圧した。その後に、積層体を10mm×6mmの大きさに切断し、図3(F)に示すように、焼成前モジュール2’の両側端部に、端子部8a,8bおよび取り出し電極10および12となる電極ペースト層8a’,8b’,10’,12’を形成した。その後に、この焼成前モジュール2’に、実施例1と同様にして、脱バインダ処理および焼成処理を行った。
得られた熱電モジュール2について実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例3
以下に示す以外は、実施例1と同様にして、熱電モジュール2を作製した。この実施例では、図4に示す印刷法を用いた。すなわち、図4(A)に示すように、まず、外周を覆う高抵抗層6となる抵抗体ペースト層6’を100μmの厚みでスクリーン印刷法により形成した。図4(B)および図4(C)に示す工程は、電極ペースト層10’の外側にも抵抗体ペースト層6’が形成される以外は、実施例1と同様にして行った。
最後に、図4(D)に示すように、取り出し電極12となる電極ペースト層12’が露出するように、抵抗体ペースト層6’を形成した。その後の工程は、実施例1と同様にして行った。
得られた熱電モジュール2について実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例4
以下に示す以外は、実施例1と同様にして、図5に示す熱電モジュール2aを作製した。この実施例では、図6に示すように、シート法と印刷法とを用いて熱電モジュール2aを作製した。
すなわち、まず図6(A)に示すように、図示省略してある支持シートの上に、ドクターブレード法で、図5に示す半導体素子4となる半導体素子グリーンシートを形成し、これらを所定厚みとなるように複数枚積層してプレスし、厚み1.2mmの積層体4”を形成した。
また、同様にして、図5に示す高抵抗層6となる抵抗体グリーンシート6”をドクターブレード法などで厚さ30μmで形成した。各抵抗体グリーンシート6”には、レーザで、スルーホール7を必要箇所に形成した。スルーホール7の内径は、50μmであった。その後に、図6(B)および図6(C)に示すように、半導体素子グリーンシートの積層体4”の両面に、抵抗体グリーンシート6”を積層加圧して接合した。
さらに、図6(D)に示すように、抵抗体グリーンシート6”の表面に、それぞれ内部導体層80となる電極ペースト層80’を印刷法により厚さ15μmで形成し、150°Cおよび30分で乾燥させ、積層ユニット11を得た。電極ペースト層80’は、スルーホール7に入り込み、半導体素子グリーンシートの積層体4”に接続できた。
また、同様にして、一方の抵抗体グリーンシート6”の表面にのみ、内部導体層80となる電極ペースト層80’を印刷法により厚さ15μmで形成し、他方の抵抗体グリーンシート6”にはスルーホールを形成していない積層ユニット11aを得た。
次に、図6(E)に示すように、積層ユニット11を必要枚数重ね、一番下に積層ユニット11aを積層し、所定圧力でプレスした。プレス条件は実施例1と同様であった。その後に、図6(F)に示すように、積層体を10mm×6mmの大きさに切断し、焼成前モジュール2a’を得た。
この焼成前モジュール2a’の両側端部に、高抵抗層6となる抵抗体ペースト層6’を塗布法により形成し、図5に示す取り出し電極100および120となる電極ペースト層を形成した。その後に、この焼成前モジュール2a’に、実施例1と同様にして、脱バインダ処理および焼成処理を行った。
得られた熱電モジュール2aについて実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例5
以下に示す以外は、実施例1と同様にして、図5に示す熱電モジュール2aを作製した。この実施例では、図7および図8に示すように、シート法と印刷法とを用いて熱電モジュール2aを作製した。
すなわち、まず図7(A)に示すように、図示省略してある支持シートの上に、ドクターブレード法で、図5に示す半導体素子4となる半導体素子グリーンシートを形成し、これらを1.2mmの厚みとなるように複数枚積層してプレスし、積層体4”を形成した。
次に、この半導体素子グリーンシートの積層体4”の表面に、図7(B)に示すように、図5に示す高抵抗層6となる抵抗体ペースト層6’をスクリーン印刷法で形成した。抵抗体ペースト層6’の厚みは、20μmであった。抵抗体ペースト層6’には、内径が50μmのスルーホール7を必要箇所に形成した。
その後に、図7(C)に示すように、抵抗体ペースト層6’の表面に、内部導体層80となる電極ペースト層80’を印刷法により形成し、150°Cおよび30分の条件で乾燥させた。電極ペースト層80’は、スルーホール7に入り込み、半導体素子グリーンシートの積層体4”に接続した。電極ペースト層80’の厚みは10μmであった。
その後に、図7(C)に示す一次積層ユニット13を、図7(D)および図7(E)に示すように、一対準備し、一方の一次積層ユニット13を反転させ、半導体素子グリーンシートの積層体4”相互が接触するように、プレス成形して、二次積層ユニット15が得た。
また、同様にして、一方の抵抗体ペースト層6’の表面にのみ、内部導体層80となる電極ペースト層80’を印刷法により形成し、他方の抵抗体ペースト槽6’にはスルーホールを形成していない積層ユニット15aを得た。
次に、図7(F)および図8(A)に示すように、積層ユニット15を必要枚数重ね、一番下に積層ユニット15aを積層し、49MPa(500kg/cm2 )の圧力で1分間加圧した後、このプレス後の積層体を10mm×6mmのサイズに切断し、図8(B)に示すように、焼成前モジュール2a”を得た。この焼成前モジュール2a”の両側端部には、高抵抗層6となる抵抗体ペースト層6’が塗布法により形成され、図5に示す取り出し電極100および120となる電極ペースト層を形成した。その後に、この焼成前モジュール2a”に、前述した実施例1と同様にして、脱バインダ処理および焼成処理を行い、図5に示す熱電モジュール2aを得た。
得られた熱電モジュール2aについて実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例6
Pdの粉に代えて、Pt,Au,Agのいずれかの粉、あるいは、Pt,Au,Ag,Pdのいずれかの合金の粉を用いて、内部電極層8となる電極ペーストを形成した以外は、実施例1と同様にして、熱電モジュール2を作製した。
得られた熱電モジュール2について実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例7
Pd粉と、第2成分粉とを、体積比で、1:99〜99:1の範囲で変化させて混合した以外は、実施例1と同様にして、熱電モジュール2を作製した。
得られた熱電モジュール2について実施例1と同様な評価を行ったが、同様な結果が得られた。
実施例8
Pd粉と、第3成分粉とを、体積比で、1:99〜99:1の範囲で変化させて混合した以外は、実施例1と同様にして、熱電モジュール2を作製した。
得られた熱電モジュール2について実施例1と同様な評価を行ったが、同様な結果が得られた。