JP2012000702A - 切削加工装置 - Google Patents
切削加工装置 Download PDFInfo
- Publication number
- JP2012000702A JP2012000702A JP2010136478A JP2010136478A JP2012000702A JP 2012000702 A JP2012000702 A JP 2012000702A JP 2010136478 A JP2010136478 A JP 2010136478A JP 2010136478 A JP2010136478 A JP 2010136478A JP 2012000702 A JP2012000702 A JP 2012000702A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- rotation
- rotating
- nozzle
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Dicing (AREA)
Abstract
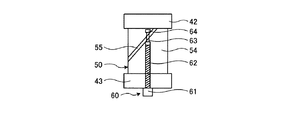
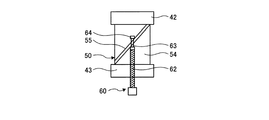
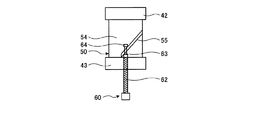
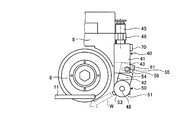
【解決手段】図示しないブレードカバーに装着される第1の外周切削液供給手段12をノズル体回転支持軸48と雌ネジ部49を有する本体ブロック40と、噴射部53および、カム穴56が形成されたカム板55を周面に有する回転調整ノズル体50と、雌ネジ部49に螺合してカム板55との位置関係とにより回転調整ノズル体50の回転位置を調整する調整用ネジ60とを備える。
【選択図】図3
Description
以上、この発明の実施の形態について説明したが、上記の実施の形態の開示の一部をなす論述および図面はこの発明を限定するものではない。この開示から当業者に様々な代替実施の形態、実施例および運用技術が明らかとなろう。
2 ワーク
3 チャックテーブル(保持手段)
4 第1の切削加工手段
5 第2の切削加工手段
6 第1の切削ブレード
8 第1のブレードカバー
12 第1の外周切削液供給手段
13 第2の外周切削液供給手段
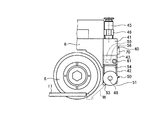
40 本体ブロック
42 ノズル支持板部(ノズル支持部)
43 調整用ネジ支持板部(シャフト支持部)
48 ノズル体回転支持軸
49 雌ネジ部
50 回転調整ノズル体(ノズル)
51 回転部
53 噴射部
55 カム板(板部)
56 カム穴(貫通部)
60 調整用ネジ(シャフト)
62 雄ネジ部
63 貫通部
64 フランジ部
Claims (1)
- ワークを保持する保持手段と、該保持手段に保持されたワークを、Y方向を回転軸として回転する円盤状の切削ブレードで加工する切削加工手段と、該切削ブレードに切削液を供給する切削液供給手段と、を含む切削装置であって、
該切削液供給手段は、
該切削ブレードの半径方向外周側から該切削ブレードへ向けて該切削液を噴射する噴出部、および該噴出部が形成された回転部を有するノズルと、
該ノズルの該回転部をY方向を回転軸として回転可能に支持するノズル支持部と、
該回転部の回転角度を調整する角度調整部と、を有し、
該角度調整部は、
該回転部の外周に形成された、該回転部の回転に対する半径方向外側へ高さを有し、該回転部の回転軸に対して螺旋を描くように形成された板部と、
該板部上に、該回転部の回転軸に対して円弧状に形成された貫通穴と、
該板部材の該貫通穴に貫通する貫通部、および該貫通部の両端に形成され該貫通部が該貫通穴に貫通した状態で該板部を両側から挟むフランジ、およびY方向を回転軸とする雄ネジ部が形成されたシャフトと、
該雄ネジ部に螺合する雌ネジ部が該貫通穴へ対応する位置に形成されたシャフト支持部と、
を有し、
該シャフト支持部の該雌ネジ部に螺合された該雄ネジ部を回転させ、該フランジ部を該Y方向に進退移動させることによって該フランジと該板部が摺動し、該回転部がY方向を回転軸として回動する切削加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010136478A JP5496787B2 (ja) | 2010-06-15 | 2010-06-15 | 切削加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010136478A JP5496787B2 (ja) | 2010-06-15 | 2010-06-15 | 切削加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012000702A true JP2012000702A (ja) | 2012-01-05 |
| JP5496787B2 JP5496787B2 (ja) | 2014-05-21 |
Family
ID=45533299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010136478A Active JP5496787B2 (ja) | 2010-06-15 | 2010-06-15 | 切削加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5496787B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102886833A (zh) * | 2012-09-21 | 2013-01-23 | 中国电子科技集团公司第四十八研究所 | 一种用于蓝宝石切片的冷却液喷射装置 |
| JP2017144510A (ja) * | 2016-02-17 | 2017-08-24 | 株式会社ディスコ | ノズル調整治具 |
| CN110223937A (zh) * | 2018-03-02 | 2019-09-10 | 株式会社迪思科 | 刀具罩 |
| CN110435023A (zh) * | 2019-08-14 | 2019-11-12 | 郑州光力瑞弘电子科技有限公司 | 刀具主冷却喷头及刀具冷却装置、划片机 |
| CN110435017A (zh) * | 2019-08-14 | 2019-11-12 | 郑州光力瑞弘电子科技有限公司 | 一种刀具主冷却喷头及刀具冷却装置、划片机 |
| KR20200001979A (ko) | 2018-06-28 | 2020-01-07 | 가부시기가이샤 디스코 | 초음파수 분사 장치 |
| CN110893574A (zh) * | 2018-09-12 | 2020-03-20 | 株式会社迪思科 | 边缘修剪装置 |
| JP2021000706A (ja) * | 2019-06-24 | 2021-01-07 | シチズン時計株式会社 | クーラント供給装置および工作機械 |
| KR102857957B1 (ko) * | 2024-12-05 | 2025-09-09 | 박지민 | 다기능 웨이퍼 절단장치 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60255349A (ja) * | 1984-05-31 | 1985-12-17 | Enshu Ltd | ク−ラントノズルの遠隔操作装置 |
| JPS642550U (ja) * | 1987-06-22 | 1989-01-09 | ||
| JPH0727203A (ja) * | 1993-07-09 | 1995-01-27 | Toyota Motor Corp | 位相可変カム装置 |
| JP2003175484A (ja) * | 2001-12-13 | 2003-06-24 | Japan Science & Technology Corp | 人型ロボットアーム |
| JP2006187849A (ja) * | 2005-01-07 | 2006-07-20 | Disco Abrasive Syst Ltd | ブレードカバー装置 |
| JP2007214201A (ja) * | 2006-02-07 | 2007-08-23 | Disco Abrasive Syst Ltd | 切削装置 |
-
2010
- 2010-06-15 JP JP2010136478A patent/JP5496787B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60255349A (ja) * | 1984-05-31 | 1985-12-17 | Enshu Ltd | ク−ラントノズルの遠隔操作装置 |
| JPS642550U (ja) * | 1987-06-22 | 1989-01-09 | ||
| JPH0727203A (ja) * | 1993-07-09 | 1995-01-27 | Toyota Motor Corp | 位相可変カム装置 |
| JP2003175484A (ja) * | 2001-12-13 | 2003-06-24 | Japan Science & Technology Corp | 人型ロボットアーム |
| JP2006187849A (ja) * | 2005-01-07 | 2006-07-20 | Disco Abrasive Syst Ltd | ブレードカバー装置 |
| JP2007214201A (ja) * | 2006-02-07 | 2007-08-23 | Disco Abrasive Syst Ltd | 切削装置 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102886833A (zh) * | 2012-09-21 | 2013-01-23 | 中国电子科技集团公司第四十八研究所 | 一种用于蓝宝石切片的冷却液喷射装置 |
| JP2017144510A (ja) * | 2016-02-17 | 2017-08-24 | 株式会社ディスコ | ノズル調整治具 |
| CN110223937A (zh) * | 2018-03-02 | 2019-09-10 | 株式会社迪思科 | 刀具罩 |
| CN110223937B (zh) * | 2018-03-02 | 2023-08-18 | 株式会社迪思科 | 刀具罩 |
| KR20200001979A (ko) | 2018-06-28 | 2020-01-07 | 가부시기가이샤 디스코 | 초음파수 분사 장치 |
| CN110653202A (zh) * | 2018-06-28 | 2020-01-07 | 株式会社迪思科 | 超声波水喷射装置 |
| CN110893574A (zh) * | 2018-09-12 | 2020-03-20 | 株式会社迪思科 | 边缘修剪装置 |
| CN113874162A (zh) * | 2019-06-24 | 2021-12-31 | 西铁城时计株式会社 | 冷却液供给装置以及机床 |
| JP2021000706A (ja) * | 2019-06-24 | 2021-01-07 | シチズン時計株式会社 | クーラント供給装置および工作機械 |
| JP7399635B2 (ja) | 2019-06-24 | 2023-12-18 | シチズン時計株式会社 | クーラント供給装置および工作機械 |
| CN113874162B (zh) * | 2019-06-24 | 2024-03-05 | 西铁城时计株式会社 | 冷却液供给装置以及机床 |
| CN110435017A (zh) * | 2019-08-14 | 2019-11-12 | 郑州光力瑞弘电子科技有限公司 | 一种刀具主冷却喷头及刀具冷却装置、划片机 |
| CN110435023A (zh) * | 2019-08-14 | 2019-11-12 | 郑州光力瑞弘电子科技有限公司 | 刀具主冷却喷头及刀具冷却装置、划片机 |
| KR102857957B1 (ko) * | 2024-12-05 | 2025-09-09 | 박지민 | 다기능 웨이퍼 절단장치 |
| KR102896417B1 (ko) * | 2024-12-05 | 2025-12-04 | 박지민 | 정렬 기능이 구비된 다기능 웨이퍼 절단장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5496787B2 (ja) | 2014-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5496787B2 (ja) | 切削加工装置 | |
| JP5437034B2 (ja) | 切削装置 | |
| KR102182562B1 (ko) | 블레이드 커버 장치 | |
| US9455175B2 (en) | Conveying apparatus | |
| CN105382625B (zh) | 凸缘机构以及切削装置 | |
| JP2015000441A (ja) | サファイア基板の加工方法 | |
| JP5947605B2 (ja) | ノズル調整治具 | |
| US10692766B2 (en) | Method of cutting workpiece | |
| US10847398B2 (en) | Chuck table correction method and cutting apparatus | |
| CN103921357A (zh) | 切削装置 | |
| JP6713195B2 (ja) | チャックテーブル | |
| JP6008548B2 (ja) | ノズル調整治具 | |
| JP2012064617A (ja) | 切削方法 | |
| JP6209047B2 (ja) | 円形板状物の分割方法 | |
| CN1824482B (zh) | 切削装置 | |
| JP5291403B2 (ja) | 切削加工装置 | |
| JP2010118426A (ja) | 保持テーブルおよび加工装置 | |
| CN104616972A (zh) | 切削装置以及切削方法 | |
| JP5291178B2 (ja) | 切削装置 | |
| JP2012080029A (ja) | 切削装置 | |
| US20220005725A1 (en) | Processing apparatus | |
| KR102631705B1 (ko) | 블레이드 커버 | |
| JP6125357B2 (ja) | ウエーハの加工方法 | |
| JP2011249375A (ja) | 切削加工装置 | |
| JP6345981B2 (ja) | 支持治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120903 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5496787 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |