JP2012127060A - 目隠し蓋及びその製造方法 - Google Patents
目隠し蓋及びその製造方法 Download PDFInfo
- Publication number
- JP2012127060A JP2012127060A JP2010277206A JP2010277206A JP2012127060A JP 2012127060 A JP2012127060 A JP 2012127060A JP 2010277206 A JP2010277206 A JP 2010277206A JP 2010277206 A JP2010277206 A JP 2010277206A JP 2012127060 A JP2012127060 A JP 2012127060A
- Authority
- JP
- Japan
- Prior art keywords
- hollow member
- blindfold
- hollow
- lid
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Floor Finish (AREA)
Abstract
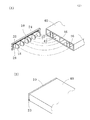
【解決手段】長手方向の端面57が開口する中空部材40の端面57を覆う目隠し蓋10であって、木粉とプラスチックの複合材からなり、端面57に接する裏面24の一方の長辺側周縁部(下端部)が表面21側にセットバックした段差部28とされ、中空部材40の端面57が覆われた際、段差部28を介して中空部材40の中空部43が外気と連通する。目隠し蓋10は、木粉とプラスチックを加熱混合した材料を用いて射出成形により形成される。
【選択図】図2
Description
そこで、特許文献2では、中空部と連通するスリットを底面に形成した中空部材の発明が開示されている。
上記目的を達成するため、第1の発明は、長手方向の端面が開口する中空部材の該端面を覆う目隠し蓋であって、木粉とプラスチックの複合材からなり、前記端面に接する裏面の周縁部の一部が表面側にセットバックした段差部とされ、前記中空部材の端面が覆われた際、前記段差部を介して該中空部材の中空部が外気と連通することを特徴としている。
当該構成では、中空部に挿入される突起部を目隠し蓋の裏面に設けることにより、目隠し蓋と中空部材との接合性を高めることができる。
当該構成では、接着剤が充填される凹部を目隠し蓋の裏面に設けているので、目隠し蓋を中空部材に貼着した際に、接着剤が中空部材又は目隠し蓋の表面に溢れ出ることがない。
第3の発明は、第1及び第2の発明に係る目隠し蓋の製造方法であって、木粉とプラスチックを加熱混合した材料を用いて、射出成形により前記目隠し蓋を形成することを特徴としている。
また、段差部もしくは溝を有する目隠し蓋は、木粉とプラスチックを加熱混合した材料を用いて射出成形により一体成形するので、製作に手間が掛からず製造も容易である。
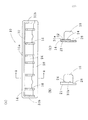
本発明の第1の実施の形態に係る目隠し蓋10を図1(A)、(B)、(C)及び図2(A)、(B)に、目隠し蓋10が使用される中空部材40を図2(A)、(B)に示す。目隠し蓋10は、木粉とプラスチックの複合材を射出成形により成形したものであって、中空部材40の長手方向の開口する端面57を覆う(目隠しする)矩形状の板状体14と、板状体14の裏面24から突出し、中空部材40の中空部43に挿入される複数の突起部18とを備えている。
一方、板状体14の表面21はフラットになっている。
続いて、目隠し蓋10の製造方法について説明する。
木粉は、住宅解体時に出る廃材、パレットに使われていた木材及び間伐材などを粉砕したものである。一方、プラスチックは、工場廃棄物のトレーや自動車のバンパー、農業用ビニールなどをフレーク状に砕いたものである。プラスチックの材質としては、例えば、塩化ビニル樹脂、発泡塩化ビニル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ABS樹脂、ポリカーボネイト樹脂、ポリスチレン樹脂等の熱可塑性樹脂が用いられるが、中でも塩化ビニル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂が好適である。
ペレットはホッパー(図示省略)からシリンダ(図示省略)内に投入され、シリンダ内で加熱溶融された後、シリンダ先端のノズルから金型(図示省略)内に射出される。金型は雄型と雌型から構成されており、加熱溶融された成形材料は、雄型と雌型の間に設けられた窪みに流し込まれ、圧力が加えられる。そして、金型内で冷却固化された後、成型品として金型から取り出される。
次に、目隠し蓋10の施工方法について説明する。
(1)目隠し蓋10の裏面24及び中空部材40の端面57をウエス等で拭いて接着面に付着している異物を除去する。
(2)板状体14の裏面24に接着剤を塗布する。塗布する箇所は、凹部32及び中空部材40の仕切り壁46が当接する箇所である。接着剤としては、変性アクリル樹脂接着剤(例えば、住友スリーエム(株)製 Scotch−Weld)などを使用することができる。
(4)目隠し蓋10を貼り付けた後、接着剤が硬化するまで粘着テープ等で目隠し蓋10が動かないように仮止めする。目隠し蓋10貼着後4時間以上経過した時点で、粘着テープを除去する。
図3は、変形例に係る目隠し蓋11及び目隠し蓋11が使用される中空部材41を示している。目隠し蓋11は、中空部材41の端面58を覆う板状体15の裏面25に形成された突起部19の形状が、前述した目隠し蓋10の突起部18と異なっている。
また、板状体15の裏面25の一方の長辺側周縁部(下端部)は、表面側にセットバックした段差部29とされている。
なお、目隠し蓋10と同様、板状体15の裏面25の周縁部(段差部29を除く。)に、接着剤が充填される凹部を設けても良い。
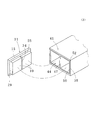
本発明の第2の実施の形態に係る目隠し蓋12を図4に示す。目隠し蓋12は、目隠し蓋10、11の段差部28、29に替えて、十字状の溝54が板状体16の裏面26に形成されている。
板状体16の裏面26には、板状体16の中心部を通り板状体16の裏面26を縦断する縦溝54a及び裏面26を横断する横溝54bからなる溝54が形成され、中空部材の端面が覆われた際、周縁部まで延びる溝54を介して該中空部材の中空部が外気と連通する。
なお、目隠し蓋10と同様、板状体16の裏面26の周縁部(溝54を除く。)に、接着剤が充填される凹部を設けても良い。
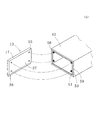
本発明の第3の実施の形態に係る目隠し蓋13及び目隠し蓋13が使用される中空部材42を図5に示す。目隠し蓋13は、前述した目隠し蓋10、11、12と異なり、ネジ(図示省略)で中空部材42の端面59に接合される。
また、板状体17の周縁部(段差部30を除く。)には、ネジ孔55が形成されている。
Claims (5)
- 長手方向の端面が開口する中空部材の該端面を覆う目隠し蓋であって、
木粉とプラスチックの複合材からなり、前記端面に接する裏面の周縁部の一部が表面側にセットバックした段差部とされ、前記中空部材の端面が覆われた際、前記段差部を介して該中空部材の中空部が外気と連通することを特徴とする目隠し蓋。 - 長手方向の端面が開口する中空部材の該端面を覆う目隠し蓋であって、
木粉とプラスチックの複合材からなり、前記端面に接する裏面に周縁部まで延びる溝が形成され、前記中空部材の端面が覆われた際、前記溝を介して該中空部材の中空部が外気と連通することを特徴とする目隠し蓋。 - 請求項1又は2記載の目隠し蓋において、前記中空部材の中空部に挿入される突起部が前記裏面に形成されていることを特徴とする目隠し蓋。
- 請求項1〜3のいずれか1項に記載の目隠し蓋において、接着剤が充填される凹部が前記裏面に形成されていることを特徴とする目隠し蓋。
- 請求項1〜4のいずれか1項に記載の目隠し蓋の製造方法であって、木粉とプラスチックを加熱混合した材料を用いて、射出成形により前記目隠し蓋を形成することを特徴とする目隠し蓋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277206A JP5558328B2 (ja) | 2010-12-13 | 2010-12-13 | 目隠し蓋及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277206A JP5558328B2 (ja) | 2010-12-13 | 2010-12-13 | 目隠し蓋及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012127060A true JP2012127060A (ja) | 2012-07-05 |
| JP5558328B2 JP5558328B2 (ja) | 2014-07-23 |
Family
ID=46644393
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010277206A Active JP5558328B2 (ja) | 2010-12-13 | 2010-12-13 | 目隠し蓋及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5558328B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014125745A (ja) * | 2012-12-25 | 2014-07-07 | Lixil Corp | デッキ材用小口キャップ |
| JP2015017416A (ja) * | 2013-07-11 | 2015-01-29 | 倉敷紡績株式会社 | 端部キャップ |
| JP2015017417A (ja) * | 2013-07-11 | 2015-01-29 | 倉敷紡績株式会社 | 端部キャップ |
| JP2015183422A (ja) * | 2014-03-24 | 2015-10-22 | 倉敷紡績株式会社 | 端部キャップ |
| JP7506584B2 (ja) | 2020-11-27 | 2024-06-26 | 三協立山株式会社 | 簡易構造物 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11280237A (ja) * | 1998-03-30 | 1999-10-12 | National House Ind Co Ltd | 屋外床の構造 |
| JP2000345693A (ja) * | 1999-06-03 | 2000-12-12 | Inax Corp | 板状水硬化床敷面材 |
| JP2003227225A (ja) * | 2002-02-05 | 2003-08-15 | Tootec:Kk | 床下地材のレベル調整台座 |
| JP3140775U (ja) * | 2008-01-28 | 2008-04-10 | 笹本石材株式会社 | 墓の芝台構造 |
| JP2009091717A (ja) * | 2007-10-03 | 2009-04-30 | Shin Nikkei Co Ltd | デッキ材用小口キャップ |
| JP2009102923A (ja) * | 2007-10-25 | 2009-05-14 | Ecowood Co Ltd | 床材 |
-
2010
- 2010-12-13 JP JP2010277206A patent/JP5558328B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11280237A (ja) * | 1998-03-30 | 1999-10-12 | National House Ind Co Ltd | 屋外床の構造 |
| JP2000345693A (ja) * | 1999-06-03 | 2000-12-12 | Inax Corp | 板状水硬化床敷面材 |
| JP2003227225A (ja) * | 2002-02-05 | 2003-08-15 | Tootec:Kk | 床下地材のレベル調整台座 |
| JP2009091717A (ja) * | 2007-10-03 | 2009-04-30 | Shin Nikkei Co Ltd | デッキ材用小口キャップ |
| JP2009102923A (ja) * | 2007-10-25 | 2009-05-14 | Ecowood Co Ltd | 床材 |
| JP3140775U (ja) * | 2008-01-28 | 2008-04-10 | 笹本石材株式会社 | 墓の芝台構造 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014125745A (ja) * | 2012-12-25 | 2014-07-07 | Lixil Corp | デッキ材用小口キャップ |
| JP2015017416A (ja) * | 2013-07-11 | 2015-01-29 | 倉敷紡績株式会社 | 端部キャップ |
| JP2015017417A (ja) * | 2013-07-11 | 2015-01-29 | 倉敷紡績株式会社 | 端部キャップ |
| JP2015183422A (ja) * | 2014-03-24 | 2015-10-22 | 倉敷紡績株式会社 | 端部キャップ |
| JP7506584B2 (ja) | 2020-11-27 | 2024-06-26 | 三協立山株式会社 | 簡易構造物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5558328B2 (ja) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5558328B2 (ja) | 目隠し蓋及びその製造方法 | |
| US20080295414A1 (en) | Automotive weather strip | |
| CN102938986A (zh) | 壳体及其制备方法 | |
| EP2669460B1 (de) | Dämmkeil zur Wärmedämmung einer Fensterbank sowie Fensterbank für einen Fensterrahmen eines Gebäudes | |
| KR20110120781A (ko) | 콘크리트를 이용한 블럭 데크 | |
| JP2017218799A (ja) | 浴室床パネル | |
| EP2060217A2 (de) | Duschwannenaufbau sowie Verfahren zur Erstellung eines Duschwannenaufbaus | |
| KR20110099468A (ko) | 강도가 우수한 합성목재 제품 및 그 제조방법 | |
| KR101333940B1 (ko) | 합성목재를 이용한 방음패널 | |
| DE202010007462U1 (de) | Formteil zur Wärmedämmung einer Leibung in einer Wandöffnung | |
| KR100894014B1 (ko) | 조립식 내장패널 | |
| JP3816768B2 (ja) | 建築用柱材 | |
| EP2004925A1 (fr) | Panneau sandwich | |
| JP5501558B2 (ja) | 床材 | |
| JP6170768B2 (ja) | 端部キャップ | |
| JP2004270405A (ja) | ドア構造 | |
| KR101478637B1 (ko) | 황토를 이용한 그린패널 및 그린패널 제조방법 | |
| KR101663487B1 (ko) | 욕실 시공용 방수판 | |
| JP4578293B2 (ja) | 外壁材および外壁構造 | |
| JP2005082190A (ja) | 側板および側板の接合構造 | |
| JP6204236B2 (ja) | 端部キャップ | |
| JP2005264667A (ja) | 化粧枠の取付構造 | |
| KR101819101B1 (ko) | 건축물 지붕 내장용 발포 패널 및 그의 제작 방법 | |
| KR200373632Y1 (ko) | 발포폴리스티렌을 이용한 바닥재 | |
| JP6286144B2 (ja) | 端部キャップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5558328 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |