JP2012161814A - 溶接装置および炭酸ガスアーク溶接方法 - Google Patents
溶接装置および炭酸ガスアーク溶接方法 Download PDFInfo
- Publication number
- JP2012161814A JP2012161814A JP2011023957A JP2011023957A JP2012161814A JP 2012161814 A JP2012161814 A JP 2012161814A JP 2011023957 A JP2011023957 A JP 2011023957A JP 2011023957 A JP2011023957 A JP 2011023957A JP 2012161814 A JP2012161814 A JP 2012161814A
- Authority
- JP
- Japan
- Prior art keywords
- arc
- welding
- period
- circuit
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/06—Arrangements or circuits for starting the arc, e.g. by generating ignition voltage, or for stabilising the arc
- B23K9/073—Stabilising the arc
- B23K9/0731—Stabilising of the arc tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/09—Arrangements or circuits for arc welding with pulsed current or voltage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/095—Monitoring or automatic control of welding parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/164—Arc welding or cutting making use of shielding gas making use of a moving fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding Control (AREA)
Abstract
【解決手段】溶接装置は、トーチと母材との間に電圧を与えるための電源回路と、電源回路の電圧を制御する電源制御装置とを備える。電源制御装置は、短絡期間Tsの後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路を制御する。電源制御装置は、ハイレベル電流に一定周波数かつ一定振幅で増減する波形を重畳してハイレベル電流が発生されるように電源回路を制御する。波形の重畳により、溶滴がアーク反力によってせり上がることを防止して、溶滴の形成を安定させることができる。
【選択図】図2
Description
好ましくは、制御部は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
好ましくは、短絡状態を発生させるステップは、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう。
図1は、実施の形態1に係る溶接装置のブロック図である。
(1)三角波の0〜1/2周期
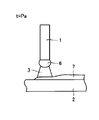
図3は、図2の点Paにおける溶接部分の状態を示した図である。点Paは、三角波の重畳が開始された点である。
この期間は、電源制御装置104によって溶接電流が振幅中心電流Ihcよりも減少され、溶滴に対するアーク反力が更に下げられる。
三角波の3/4〜1周期では、三角波の下側ピーク値から振幅中心電流Ihcまで再び溶接電流を増加させる。
再び図2を参照して、時刻t2において、第1アーク期間Ta1が終了して第2アーク期間Ta2に移行する。第2アーク期間Ta2では、電源制御装置104は、電源回路102のインダクタンス値を大きくして、アーク長制御のために制御を定電流制御から定電圧制御に切り替える。この切替は、図1では、SWを端子aから端子bに切り替えることに相当する。インダクタンスが大きいので、溶接電流波形はアーク負荷に応じて緩やかに減少する。また、溶接電圧も緩やかに減少する。
第1アーク期間Ta1で形成された溶滴は、図6に示すように、せり上がることなく、第2アーク期間Ta2において少し大きくなりながら、溶融池の方へ近づいていく。せり上がりによるアーク長の変化が防止されかつ定電圧制御によってアーク長が調整され、アーク力の変化が緩やかになるので、溶融池を振動させることが少ない。さらに溶接電流が緩やかに減少するので、母材への入熱が十分行われ、ビードの止端部のなじみが良くなる。
実施の形態2では、実施の形態1で説明した溶接方法に加え、アークが発生する前に溶滴のくびれを検出することによって、アークが発生する前に電流を下げてスパッタを低減させる。
Claims (6)
- 炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう溶接装置であって、
トーチと母材との間に電圧を与えるための電源回路と、
前記電源回路の電圧を制御する制御部とを備え、
前記制御部は、短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流が出力され、アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、前記電源回路を制御し、
前記制御部は、ハイレベル電流に一定周波数かつ一定振幅で増減する波形を重畳してハイレベル電流が発生されるように前記電源回路を制御する、溶接装置。 - 一定振幅で増減する前記波形は、三角波または正弦波である、請求項1に記載の溶接装置。
- 前記制御部は、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう、請求項1または2に記載の溶接装置。
- 炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法であって、
短絡期間の後に続くアーク期間の初期の第1アーク期間にハイレベル電流を出力するステップと、
前記アーク期間の後期の第2アーク期間に定電圧制御された溶接電圧に対応したアーク電流を出力するステップとを備え、
前記ハイレベル電流を出力するステップは、ハイレベル電流に一定周波数かつ一定振幅で増減する波形を重畳してハイレベル電流を発生する、炭酸ガスアーク溶接方法。 - 前記波形は、三角波または正弦波である、請求項4に記載の炭酸ガスアーク溶接方法。
- 前記短絡状態を発生させるステップは、短絡期間中に溶滴のくびれを検出した場合には短絡電流を減少させるくびれ検出制御を行なう、請求項4または5に記載の炭酸ガスアーク溶接方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011023957A JP5801058B2 (ja) | 2011-02-07 | 2011-02-07 | 溶接装置および炭酸ガスアーク溶接方法 |
| US13/360,111 US9296057B2 (en) | 2011-02-07 | 2012-01-27 | Welding device and carbon dioxide gas shielded arc welding method |
| CN201210020860.2A CN102626814B (zh) | 2011-02-07 | 2012-01-30 | 焊接装置以及二氧化碳气体弧焊方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011023957A JP5801058B2 (ja) | 2011-02-07 | 2011-02-07 | 溶接装置および炭酸ガスアーク溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012161814A true JP2012161814A (ja) | 2012-08-30 |
| JP5801058B2 JP5801058B2 (ja) | 2015-10-28 |
Family
ID=46585308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011023957A Active JP5801058B2 (ja) | 2011-02-07 | 2011-02-07 | 溶接装置および炭酸ガスアーク溶接方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9296057B2 (ja) |
| JP (1) | JP5801058B2 (ja) |
| CN (1) | CN102626814B (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013013920A (ja) * | 2011-07-05 | 2013-01-24 | Daihen Corp | 溶接装置 |
| JP2013043213A (ja) * | 2011-08-25 | 2013-03-04 | Daihen Corp | 溶接装置 |
| JP2013059793A (ja) * | 2011-09-14 | 2013-04-04 | Daihen Corp | 溶接装置 |
| WO2013145569A1 (ja) * | 2012-03-27 | 2013-10-03 | パナソニック株式会社 | アーク溶接制御方法およびアーク溶接装置 |
| CN104625333A (zh) * | 2014-12-12 | 2015-05-20 | 杭州凯尔达电焊机有限公司 | 一种新型dc/ac弧焊装置 |
| US12208473B2 (en) | 2020-01-06 | 2025-01-28 | Panasonic Intellectual Property Management Co., Ltd. | Arc welding control method and arc welding device |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI528481B (zh) * | 2014-02-13 | 2016-04-01 | 新川股份有限公司 | 球形成裝置、打線裝置以及球形成方法 |
| EP3147064B1 (en) * | 2014-05-19 | 2020-12-09 | Daihen Corporation | Arc welding control method |
| WO2017135080A1 (ja) * | 2016-02-04 | 2017-08-10 | パナソニックIpマネジメント株式会社 | パルスアーク溶接制御方法およびパルスアーク溶接装置 |
| US11897059B2 (en) * | 2018-02-26 | 2024-02-13 | Illinois Tool Works Inc. | Current limiting secondary contact |
| JP7289043B2 (ja) * | 2018-10-12 | 2023-06-09 | パナソニックIpマネジメント株式会社 | アーク溶接制御方法 |
| CN111975174B (zh) * | 2020-07-21 | 2021-12-21 | 华南理工大学 | 一种双丝脉冲mig焊熔滴共振过渡控制方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01299769A (ja) * | 1988-05-24 | 1989-12-04 | Sansha Electric Mfg Co Ltd | ガスシールドアーク溶接用電源の出力制御方法 |
| WO2011013321A1 (ja) * | 2009-07-29 | 2011-02-03 | パナソニック株式会社 | アーク溶接方法およびアーク溶接装置 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60108179A (ja) | 1983-11-17 | 1985-06-13 | Kobe Steel Ltd | 消耗電極式ア−ク溶接方法 |
| US4546234A (en) * | 1983-08-11 | 1985-10-08 | Kabushiki Kaisha Kobe Seiko Sho | Output control of short circuit welding power source |
| CN85100692B (zh) * | 1985-04-01 | 1987-03-11 | 机械工业部郑州机械研究所 | 推拉短路过渡焊接的电流调幅方法及其装置 |
| JPH0259176A (ja) | 1988-08-26 | 1990-02-28 | Sansha Electric Mfg Co Ltd | 消耗電極式アーク溶接用電源の出力制御方法 |
| JPH0747473A (ja) | 1993-08-09 | 1995-02-21 | Kobe Steel Ltd | 炭酸ガスパルスアーク溶接方法 |
| JP3300157B2 (ja) | 1994-04-25 | 2002-07-08 | 株式会社神戸製鋼所 | 炭酸ガスパルスアーク溶接方法 |
| JPH08318375A (ja) | 1995-05-26 | 1996-12-03 | Kobe Steel Ltd | 消耗電極式ガスシールドパルスアーク溶接用電源の出力制御方法 |
| JPH09182961A (ja) | 1995-12-28 | 1997-07-15 | Kobe Steel Ltd | 炭酸ガスシールドパルスアーク溶接方法 |
| JP3120142B2 (ja) * | 1996-01-31 | 2000-12-25 | 松下電器産業株式会社 | 消耗電極式パルスアーク溶接機の出力制御装置 |
| CN1158777A (zh) * | 1996-03-05 | 1997-09-10 | 郑宝英 | 低飞溅二氧化碳保护焊接装置 |
| JP3528715B2 (ja) * | 1999-11-04 | 2004-05-24 | Jfeスチール株式会社 | C02ガスシールドパルスアーク溶接機 |
| AUPQ528400A0 (en) * | 2000-01-27 | 2000-02-17 | Crc For Welded Structures Limited | A welding control system |
| JP2001246470A (ja) * | 2000-03-01 | 2001-09-11 | Yaskawa Electric Corp | 高速炭酸ガス溶接方法 |
| JP2003236668A (ja) | 2002-02-19 | 2003-08-26 | Jfe Steel Kk | ガスシールドアーク溶接方法 |
| US7049545B2 (en) * | 2003-09-23 | 2006-05-23 | Illinois Tool Works Inc. | MIG welding machine having 115V inverter |
| JP4498263B2 (ja) | 2005-11-08 | 2010-07-07 | 株式会社神戸製鋼所 | パルスアーク溶接方法 |
| JP5036197B2 (ja) | 2006-03-10 | 2012-09-26 | 株式会社神戸製鋼所 | パルスアーク溶接方法 |
| CN200951483Y (zh) * | 2006-07-18 | 2007-09-26 | 成都汇力达焊接技术有限公司 | 自适应脉冲逆变co2熔化极弧焊机 |
| CN101821048A (zh) * | 2007-10-16 | 2010-09-01 | 株式会社大亨 | 引弧控制方法 |
| JP5061007B2 (ja) * | 2008-03-28 | 2012-10-31 | 株式会社神戸製鋼所 | 溶接制御装置、溶接制御方法およびそのプログラム |
| CN101406983A (zh) * | 2008-11-19 | 2009-04-15 | 上海沪工电焊机制造有限公司 | Co2焊焊机控制方法 |
| JP5199910B2 (ja) * | 2009-02-12 | 2013-05-15 | 株式会社神戸製鋼所 | 消耗電極式パルスアーク溶接の溶接制御装置およびそのアーク長制御方法、並びにその溶接制御装置を備えた溶接システム |
| CN101513690A (zh) * | 2009-03-12 | 2009-08-26 | 陈小敏 | 降低co2焊机飞溅量的控制系统及xm波形控制方法 |
| EP2368661B1 (en) | 2009-04-17 | 2017-07-12 | Panasonic Intellectual Property Management Co., Ltd. | Arc welding control system |
| EP2335857B1 (en) | 2009-07-29 | 2016-08-31 | Panasonic Intellectual Property Management Co., Ltd. | Arc welding method and arc welding device |
-
2011
- 2011-02-07 JP JP2011023957A patent/JP5801058B2/ja active Active
-
2012
- 2012-01-27 US US13/360,111 patent/US9296057B2/en active Active
- 2012-01-30 CN CN201210020860.2A patent/CN102626814B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01299769A (ja) * | 1988-05-24 | 1989-12-04 | Sansha Electric Mfg Co Ltd | ガスシールドアーク溶接用電源の出力制御方法 |
| WO2011013321A1 (ja) * | 2009-07-29 | 2011-02-03 | パナソニック株式会社 | アーク溶接方法およびアーク溶接装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013013920A (ja) * | 2011-07-05 | 2013-01-24 | Daihen Corp | 溶接装置 |
| JP2013043213A (ja) * | 2011-08-25 | 2013-03-04 | Daihen Corp | 溶接装置 |
| JP2013059793A (ja) * | 2011-09-14 | 2013-04-04 | Daihen Corp | 溶接装置 |
| WO2013145569A1 (ja) * | 2012-03-27 | 2013-10-03 | パナソニック株式会社 | アーク溶接制御方法およびアーク溶接装置 |
| US10518348B2 (en) | 2012-03-27 | 2019-12-31 | Panasonic Intellectual Property Management Co., Ltd. | Arc welding control method and arc welding device |
| CN104625333A (zh) * | 2014-12-12 | 2015-05-20 | 杭州凯尔达电焊机有限公司 | 一种新型dc/ac弧焊装置 |
| CN104625333B (zh) * | 2014-12-12 | 2016-06-01 | 杭州凯尔达电焊机有限公司 | 一种新型dc/ac弧焊装置 |
| US12208473B2 (en) | 2020-01-06 | 2025-01-28 | Panasonic Intellectual Property Management Co., Ltd. | Arc welding control method and arc welding device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5801058B2 (ja) | 2015-10-28 |
| US20120199560A1 (en) | 2012-08-09 |
| CN102626814B (zh) | 2016-03-16 |
| CN102626814A (zh) | 2012-08-08 |
| US9296057B2 (en) | 2016-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5801058B2 (ja) | 溶接装置および炭酸ガスアーク溶接方法 | |
| JP5912356B2 (ja) | 溶接装置 | |
| JP5770047B2 (ja) | 溶接装置 | |
| JP5822539B2 (ja) | 溶接装置 | |
| JP5557238B2 (ja) | 交流パルスアーク溶接制御方法 | |
| JP2011073022A (ja) | 炭酸ガスパルスアーク溶接方法 | |
| WO2012046411A1 (ja) | アーク溶接方法およびアーク溶接装置 | |
| WO2013068818A1 (en) | Apparatus and method for short circuit welding with ac waveform | |
| JP5840921B2 (ja) | 消耗電極アーク溶接のくびれ検出制御方法 | |
| JP2012006020A (ja) | アーク溶接制御方法 | |
| JP6524412B2 (ja) | アーク溶接制御方法 | |
| JP2011088209A (ja) | 炭酸ガスパルスアーク溶接方法 | |
| JP5622230B2 (ja) | 交流パルスアーク溶接制御方法 | |
| JP5822565B2 (ja) | 溶接装置 | |
| JP6596675B2 (ja) | アーク溶接制御方法 | |
| JP2014083571A (ja) | 短絡期間の溶接電流制御方法 | |
| JP2015027683A (ja) | 短絡期間の溶接電流制御方法 | |
| JP2010075983A (ja) | 交流パルスアーク溶接制御方法 | |
| JP5851798B2 (ja) | 消耗電極アーク溶接のくびれ検出時電流制御方法 | |
| JP5871360B2 (ja) | 消耗電極アーク溶接のくびれ検出制御方法 | |
| WO2020075791A1 (ja) | アーク溶接制御方法 | |
| JP7329299B2 (ja) | アーク溶接制御方法 | |
| JP2019093403A (ja) | アーク溶接方法 | |
| JP2017205794A (ja) | アーク溶接制御方法 | |
| JP2011121057A (ja) | プラズマミグ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150826 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5801058 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |