JP2012171006A - ホットプレス装置及びホットプレス成形方法 - Google Patents
ホットプレス装置及びホットプレス成形方法 Download PDFInfo
- Publication number
- JP2012171006A JP2012171006A JP2011038108A JP2011038108A JP2012171006A JP 2012171006 A JP2012171006 A JP 2012171006A JP 2011038108 A JP2011038108 A JP 2011038108A JP 2011038108 A JP2011038108 A JP 2011038108A JP 2012171006 A JP2012171006 A JP 2012171006A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- hot press
- die
- bubbles
- press apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
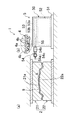
【解決手段】加熱された鋼板10を金型2の型閉じ動作により絞り成形して得られた成形体9を型閉じ状態で冷却して焼き入れする。気泡吐出機5は、起泡剤に高圧ガス又は高圧空気を混合することにより気泡4を生成し、生成した気泡4を型開き状態の上型21及び下型22の各成形面21a、22aに吐出する。
【選択図】図2
Description
《発明の実施形態1》
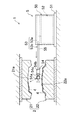
図1は、本発明の実施形態1に係るホットプレス装置1を示す。該ホットプレス装置1は、上型21及び下型22からなる金型2を備えていて、図示しない昇降手段で上記金型2の上型21を下型22に対して上下動させることにより、ホットプレスによる鋼板10の成形を行えるようになっている。
《発明の実施形態2》
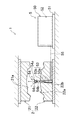
図6は、本発明の実施形態2に係るホットプレス装置1を示す。この実施形態2では、気泡吐出機5のアーム部53及び吐出部54が金型2内部に収められるようになっている点が実施形態1と異なるだけでその他は実施形態1と同じであるため、以下、実施形態1と異なる部分のみを詳細に説明する。
2 金型
4 気泡
5 気泡吐出機(気泡吐出手段)
9 成形体
10 鋼板
21 上型
21a 上側成形面
22 下型
22a 下側成形面
53 アーム部
54 吐出部
Claims (4)
- 上型及び下型からなる金型を備え、
加熱された鋼板を上記金型の型閉じ動作により絞り成形して得られた成形体を型閉じ状態で冷却して焼き入れするホットプレス装置であって、
起泡剤に高圧ガス又は高圧空気を混合することにより生成した気泡を型開き状態の上型及び下型の各成形面に吐出する気泡吐出手段を備えていることを特徴とするホットプレス装置。 - 請求項1に記載のホットプレス装置であって、
上記気泡吐出手段は、上記金型の側方と上記型開き状態の上型と下型との間とで伸縮するアーム部と、該アーム部先端に設けられ、上記気泡を吐出する吐出部とを備えていることを特徴とするホットプレス装置。 - 請求項1に記載のホットプレス装置であって、
上記気泡吐出手段は、上記上型及び下型の少なくとも一方の型内部から上記型開き状態の上型と下型との間に出没するアーム部と、該アーム部先端に設けられ、上記気泡を吐出する吐出部とを備えていることを特徴とするホットプレス装置。 - 加熱された鋼板を上型及び下型からなる金型の型閉じ動作により絞り成形して成形体を得た後、型閉じ状態で上記成形体を冷却して焼き入れするホットプレス成形方法であって、
起泡剤に高圧ガス又は高圧空気を混合して生成した気泡を型開き状態の上型及び下型の成形面に吐出して付着させた後、加熱された鋼板を上記金型の型閉じ動作により絞り成形することを特徴とするホットプレス成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038108A JP5719632B2 (ja) | 2011-02-24 | 2011-02-24 | ホットプレス装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038108A JP5719632B2 (ja) | 2011-02-24 | 2011-02-24 | ホットプレス装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014215287A Division JP5805840B2 (ja) | 2014-10-22 | 2014-10-22 | ホットプレス装置及びホットプレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012171006A true JP2012171006A (ja) | 2012-09-10 |
| JP5719632B2 JP5719632B2 (ja) | 2015-05-20 |
Family
ID=46974400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011038108A Expired - Fee Related JP5719632B2 (ja) | 2011-02-24 | 2011-02-24 | ホットプレス装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5719632B2 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63250421A (ja) * | 1987-04-06 | 1988-10-18 | Nippon Steel Corp | 線材の冷却方法 |
| JPH0184840U (ja) * | 1987-11-20 | 1989-06-06 | ||
| JPH06228656A (ja) * | 1993-02-04 | 1994-08-16 | Nippon Steel Corp | 鋼線材の直接熱処理方法 |
| JPH079538U (ja) * | 1993-07-07 | 1995-02-10 | 本田技研工業株式会社 | プレス金型用塗布装置 |
| JPH0899114A (ja) * | 1994-09-30 | 1996-04-16 | Nippon Steel Corp | 高温鋼材の泡沫冷却方法 |
| JPH08176681A (ja) * | 1994-12-28 | 1996-07-09 | Nippon Steel Corp | 圧延線材の直接焼入れ方法 |
| JPH08197128A (ja) * | 1995-01-23 | 1996-08-06 | Nippon Steel Corp | 熱間圧延鋼材のスケール抑制方法 |
| JP2007275937A (ja) * | 2006-04-07 | 2007-10-25 | Nippon Steel Corp | 鋼板熱間プレス方法及びプレス成形品 |
| JP2009050885A (ja) * | 2007-08-27 | 2009-03-12 | Aisin Takaoka Ltd | ダイクエンチ方法およびダイクエンチ用成形型 |
-
2011
- 2011-02-24 JP JP2011038108A patent/JP5719632B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63250421A (ja) * | 1987-04-06 | 1988-10-18 | Nippon Steel Corp | 線材の冷却方法 |
| JPH0184840U (ja) * | 1987-11-20 | 1989-06-06 | ||
| JPH06228656A (ja) * | 1993-02-04 | 1994-08-16 | Nippon Steel Corp | 鋼線材の直接熱処理方法 |
| JPH079538U (ja) * | 1993-07-07 | 1995-02-10 | 本田技研工業株式会社 | プレス金型用塗布装置 |
| JPH0899114A (ja) * | 1994-09-30 | 1996-04-16 | Nippon Steel Corp | 高温鋼材の泡沫冷却方法 |
| JPH08176681A (ja) * | 1994-12-28 | 1996-07-09 | Nippon Steel Corp | 圧延線材の直接焼入れ方法 |
| JPH08197128A (ja) * | 1995-01-23 | 1996-08-06 | Nippon Steel Corp | 熱間圧延鋼材のスケール抑制方法 |
| JP2007275937A (ja) * | 2006-04-07 | 2007-10-25 | Nippon Steel Corp | 鋼板熱間プレス方法及びプレス成形品 |
| JP2009050885A (ja) * | 2007-08-27 | 2009-03-12 | Aisin Takaoka Ltd | ダイクエンチ方法およびダイクエンチ用成形型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5719632B2 (ja) | 2015-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8671729B2 (en) | Fluid-assisted non-isothermal stamping of a sheet blank | |
| JP6429009B2 (ja) | ブロー成形方法及びブロー成形装置 | |
| CN103608134A (zh) | 热压装置 | |
| TW201306962A (zh) | 熱軋成形方法及熱軋成形模 | |
| CN102059287A (zh) | 图案化设备和使用该设备的图案化方法 | |
| JP4616737B2 (ja) | 熱間プレス成形用金型及び熱間プレス成形装置並びに熱間プレス成形方法 | |
| JP5805840B2 (ja) | ホットプレス装置及びホットプレス成形方法 | |
| CN109789467A (zh) | 热冲压法以及热冲压系统 | |
| JP2011000617A (ja) | 金属管の熱間プレス成形装置およびその方法 | |
| JP5719632B2 (ja) | ホットプレス装置 | |
| US10100380B2 (en) | Rail cooling device | |
| JP2004050665A (ja) | 中空成形方法及び装置並びに金型装置及び針吹きノズル | |
| JP2016108592A (ja) | 焼入れ鋼材の製造装置および製造方法と、熱間三次元加工装置 | |
| CN108237181B (zh) | 成形装置 | |
| TWI577448B (zh) | Manufacturing method of low-temperature rapid manufacturing support structure and manufacturing method of low-temperature rapid manufacturing support structure | |
| JP6443270B2 (ja) | 発泡金属の製造方法 | |
| CN204450997U (zh) | 可自动排气的保温管成型用封头 | |
| TWM519021U (zh) | 金屬板材成型系統 | |
| Tian et al. | Numerical study on nozzle-field cooling of heated aluminium blanks for hot-stamping | |
| JP2009275248A (ja) | ワークの冷却方法及びワークの冷却装置 | |
| JPH04123828A (ja) | 熱交換器用フィンの製造金型 | |
| KR101763569B1 (ko) | 복합 성형 장치 | |
| JP5606733B2 (ja) | ガラス製品成形装置 | |
| CN203869402U (zh) | 一种模具生产快速冷却装置 | |
| CN105149448A (zh) | 金属板材成型系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131206 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20131206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140911 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5719632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |