JP2012196828A - 射出装置と成形機および射出装置の制御方法 - Google Patents
射出装置と成形機および射出装置の制御方法 Download PDFInfo
- Publication number
- JP2012196828A JP2012196828A JP2011061539A JP2011061539A JP2012196828A JP 2012196828 A JP2012196828 A JP 2012196828A JP 2011061539 A JP2011061539 A JP 2011061539A JP 2011061539 A JP2011061539 A JP 2011061539A JP 2012196828 A JP2012196828 A JP 2012196828A
- Authority
- JP
- Japan
- Prior art keywords
- injection
- force
- ball screw
- side frame
- force detector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002347 injection Methods 0.000 title claims abstract description 208
- 239000007924 injection Substances 0.000 title claims abstract description 208
- 238000000465 moulding Methods 0.000 title claims description 38
- 238000000034 method Methods 0.000 title claims description 13
- 230000007246 mechanism Effects 0.000 claims abstract description 70
- 238000001125 extrusion Methods 0.000 claims abstract description 6
- 230000005540 biological transmission Effects 0.000 claims description 57
- 238000004364 calculation method Methods 0.000 abstract description 6
- 239000000243 solution Substances 0.000 abstract 1
- 210000004027 cell Anatomy 0.000 description 25
- 238000006073 displacement reaction Methods 0.000 description 22
- 238000001746 injection moulding Methods 0.000 description 14
- 239000000463 material Substances 0.000 description 13
- 238000012937 correction Methods 0.000 description 10
- 230000005483 Hooke's law Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 238000012423 maintenance Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 4
- 238000004590 computer program Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 238000005303 weighing Methods 0.000 description 3
- 229910000639 Spring steel Inorganic materials 0.000 description 2
- 229910001069 Ti alloy Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 210000005056 cell body Anatomy 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5008—Drive means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5008—Drive means therefor
- B29C2045/5032—Drive means therefor using means for detecting injection or back pressures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5008—Drive means therefor
- B29C2045/5056—Drive means therefor screws axially driven by a rotatable screw shaft cooperating with a fixed nut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76013—Force
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
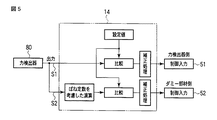
【解決手段】射出装置13は、射出部の一例であるバレル41を支持する固定側フレーム40と、押出し部材の一例であるスクリュー42を回転可能に支持する移動側フレーム43と、一対のボールねじと、これらボールねじを回転させるサーボモータを有する射出用駆動機構とを備えている。第1のボールねじと移動側フレーム43との間に、ロードセル等の力検出器が設けられている。第2のボールねじと移動側フレーム43との間にダミー部材81が設けられている。制御部14は、力検出器の出力に基いて第1の射出用駆動機構を制御するとともに、力検出器の出力と、力検出器およびダミー部材81のそれぞれのばね定数を考慮した演算とに基いて、第2の射出用駆動機構を制御する。
【選択図】図1
Description
図1は、成形機の一例である電動式の射出成形機10を示している。これ以降、射出成形機10を単に成形機10と称する。
[1]駆動機構のサーボモータ等によってボールナットを回転させ、このボールナットの相対回転によってボールねじ軸が軸線方向に前後進するように構成されたものにおいて、ボールナットの相対回転によって発生する推力を伝える位置に第1および第2の力伝達部が設けられていてもよいし、
[2]駆動機構のサーボモータ等によってボールねじ軸を回転させ、ボールナットを固定フレームに設けることにより、ボールねじ軸が移動側フレームと共に軸線方向に前後進するように構成されたものにおいて、ボールねじ軸の相対回転によって発生する推力を伝える位置に第1および第2の力伝達部が設けられていてもよい。要するに力伝達部は、ボールねじ軸とボールナットとの相対的な回転によって発生する推力を伝える位置に設けられていればよい。
FL=KM・LM
LM=FL/KM
となる。
FL=KS・LS
LS=FL/KS
となる。よって、力検出器80側の力伝達部77とダミー部材81側の力伝達部78との偏差ΔLは、
ΔL=LM−LS=(FL/KM)−(FL/KS)=FL・{(1/KM)−1/KS)}となる。
X−FL・{(1/KM)−1/KS)}となる。
図7は、成形機の一例である電動式のダイキャスト成形機100を示している。これ以降、ダイキャスト成形機100を単に成形機100と称する。この成形機100は、基台111と、型締装置112と、射出装置113と、制御部14と、入力部15などを備えている。型締装置112の一例は、固定盤120と、可動盤121と、リンク機構122を介して可動盤121を前進後退させる開閉駆動機構123などを含んでいる。固定型125aと可動型125bとが合わさることにより、金型125の内部にキャビティ125cが形成される。
FL=KM・LM
LM=FL/KM
となる。
FL=KS・LS
LS=FL/KS
となる。よって、力検出器80側の力伝達部77とダミー部材81側の力伝達部78との偏差ΔLは、
ΔL=LM−LS=(FL/KM)−(FL/KS)=FL・{(1/KM)−1/KS)}となる。
X−FL・{(1/KM)−1/KS)}となる。
(1)第1のボールねじ61のボールねじ軸70とボールナット71の相対回転によって生じる推力を、第1の力伝達部77に設けられた力検出器80を介して移動側フレーム43,143に伝えること。
Claims (7)
- 射出部を支持する固定側フレームと、
前記固定側フレームに対し移動可能でかつ前記射出部に挿入された押出し部材を支持する移動側フレームと、
前記固定側フレームに対して前記移動側フレームを前後方向に移動させるためのボールねじ軸およびボールナットをそれぞれ有する第1および第2のボールねじと、
前記第1のボールねじのボールねじ軸とボールナットとを相対的に回転させる第1のサーボモータを有する第1の射出用駆動機構と、
前記第2のボールねじのボールねじ軸とボールナットとを相対的に回転させる第2のサーボモータを有する第2の射出用駆動機構と、
前記第1のボールねじのボールねじ軸とボールナットとの相対的な回転によって生じる推力を前記移動側フレームに伝える第1の力伝達部と、
前記第1の力伝達部に設けられ、前記第1の力伝達部に加わる力に応じた出力を発生する力検出器と、
前記第2のボールねじのボールねじ軸とボールナットとの相対的な回転によって生じる推力を前記移動側フレームに伝える第2の力伝達部と、
前記第2の力伝達部に設けられ、前記第2の力伝達部に加わる力に応じて変形する特性を有したダミー部材と、
前記力検出器の前記出力に基いて前記第1のサーボモータを制御するとともに、前記力検出器の前記出力と前記ダミー部材の前記特性に基いて前記第2のサーボモータを制御する制御手段と、
を具備したことを特徴とする射出装置。 - 請求項1に記載された射出装置において、
前記制御手段は、前記力検出器のばね定数と前記ダミー部材のばね定数とに基いて、前記第1および第2の力伝達部に加わる力が均等化するよう前記第1および第2のサーボモータを制御することを特徴とする射出装置。 - 請求項1または2に記載された射出装置において、
前記制御手段は、前記第1および第2の力伝達部に加わる力が許容値を越えない範囲で射出速度を制御することを特徴とする射出装置。 - 請求項1から3のいずれか1項に記載された射出装置と、
固定盤と可動盤と該可動盤を型締方向と型開方向に移動させるための開閉駆動機構とを有する型締装置と、
を具備したことを特徴とする成形機。 - 射出部を支持する固定側フレームと、前記射出部に挿入された押出し部材を支持する移動側フレームと、前記固定側フレームに対して前記移動側フレームを移動させるためのボールねじ軸およびボールナットをそれぞれ有する第1および第2のボールねじと、これらボールねじを回転させる第1および第2の射出用駆動機構とを具備した射出装置、を制御する方法であって、
前記第1のボールねじのボールねじ軸とボールナットとの相対回転によって生じる推力を、第1の力伝達部に設けられた力検出器を介して前記移動側フレームに伝えること、
前記第2のボールねじのボールねじ軸とボールナットとの相対回転によって生じる推力を、第2の力伝達部に設けられたダミー部材を介して前記移動側フレームに伝えること、
前記力検出器に加わる力に応じた信号を該力検出器が出力すること、
前記ダミー部材に加わる力に応じて該ダミー部材が変形すること、
前記力検出器の前記出力に基いて前記第1の射出用駆動機構を制御するとともに、前記力検出器の前記出力と前記ダミー部材の変形量とに基いて前記第2の射出用駆動機構を制御すること、
を具備したことを特徴とする射出装置の制御方法。 - 請求項5に記載された制御方法において、
前記力検出器のばね定数と前記ダミー部材のばね定数とに基いて、前記第1および第2の力伝達部に加わる力が均等化するよう前記第1および第2の射出用駆動機構を制御することを特徴とする射出装置の制御方法。 - 請求項5または6に記載された制御方法において、
前記第1および第2の力伝達部に加わる力が許容値を越えない範囲で射出速度を制御することを特徴とする射出装置の制御方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061539A JP5043210B1 (ja) | 2011-03-18 | 2011-03-18 | 射出装置と成形機および射出装置の制御方法 |
| CN201280013825.6A CN103429414B (zh) | 2011-03-18 | 2012-03-15 | 注塑装置、成型机及注塑装置的控制方法 |
| PCT/JP2012/056746 WO2012128185A1 (ja) | 2011-03-18 | 2012-03-15 | 射出装置と成形機および射出装置の制御方法 |
| US14/029,316 US9446545B2 (en) | 2011-03-18 | 2013-09-17 | Injection device, molding machine, and method for controlling injection device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061539A JP5043210B1 (ja) | 2011-03-18 | 2011-03-18 | 射出装置と成形機および射出装置の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5043210B1 JP5043210B1 (ja) | 2012-10-10 |
| JP2012196828A true JP2012196828A (ja) | 2012-10-18 |
Family
ID=46879335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011061539A Active JP5043210B1 (ja) | 2011-03-18 | 2011-03-18 | 射出装置と成形機および射出装置の制御方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9446545B2 (ja) |
| JP (1) | JP5043210B1 (ja) |
| CN (1) | CN103429414B (ja) |
| WO (1) | WO2012128185A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9517580B2 (en) * | 2012-07-05 | 2016-12-13 | Toshiba Kikai Kabushiki Kaisha | Nozzle touch mechanism and injection molding machine |
| JP5624113B2 (ja) * | 2012-12-11 | 2014-11-12 | ファナック株式会社 | 射出成形機のノズルタッチ機構 |
| CN103182769A (zh) * | 2013-03-24 | 2013-07-03 | 北京化工大学 | 一种全电动超高速注塑机 |
| JP6412053B2 (ja) * | 2016-05-13 | 2018-10-24 | ファナック株式会社 | 射出成形機 |
| JP6457572B2 (ja) * | 2017-03-13 | 2019-01-23 | ファナック株式会社 | 射出装置 |
| JP6557296B2 (ja) * | 2017-07-27 | 2019-08-07 | ファナック株式会社 | 射出成形機 |
| CN115666897B (zh) | 2020-05-28 | 2025-11-04 | 发那科株式会社 | 注射成型机 |
| JP7585727B2 (ja) * | 2020-11-16 | 2024-11-19 | セイコーエプソン株式会社 | 射出成形機管理システム |
| CN116572464A (zh) * | 2023-06-27 | 2023-08-11 | 克劳斯玛菲机械(中国)有限公司 | 一种注射机构及注塑机 |
| CN119261042B (zh) * | 2024-10-29 | 2025-12-26 | 南通金韦尔智能装备有限公司 | 高速胶膜流延成型机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002321264A (ja) * | 2001-04-25 | 2002-11-05 | Mitsubishi Heavy Ind Ltd | 電動射出成形機の背圧制御装置 |
| JP2003200469A (ja) * | 2002-01-09 | 2003-07-15 | Mitsubishi Heavy Ind Ltd | 電動射出成形機における射出駆動部の制御装置 |
| JP2005178285A (ja) * | 2003-12-22 | 2005-07-07 | Mitsubishi Heavy Ind Ltd | 多軸駆動装置 |
| JP2007136961A (ja) * | 2005-11-21 | 2007-06-07 | Sumitomo Heavy Ind Ltd | 射出装置及び射出装置に備えられた複数の軸の軸力差調整方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3219268B2 (ja) * | 1998-03-31 | 2001-10-15 | 住友重機械工業株式会社 | 型締制御装置 |
| JP2000108175A (ja) * | 1998-10-06 | 2000-04-18 | Mitsubishi Heavy Ind Ltd | 射出成形機の電動射出駆動装置 |
| JP4249650B2 (ja) * | 2004-04-14 | 2009-04-02 | ファナック株式会社 | 射出成形機の射出装置 |
| JP4249653B2 (ja) * | 2004-04-28 | 2009-04-02 | ファナック株式会社 | 射出成形機の制御装置 |
| JP4914189B2 (ja) * | 2006-11-27 | 2012-04-11 | 東洋機械金属株式会社 | 射出成形機 |
| JP5401078B2 (ja) * | 2008-11-06 | 2014-01-29 | 東芝機械株式会社 | 射出成形機、及びその制御方法 |
-
2011
- 2011-03-18 JP JP2011061539A patent/JP5043210B1/ja active Active
-
2012
- 2012-03-15 CN CN201280013825.6A patent/CN103429414B/zh active Active
- 2012-03-15 WO PCT/JP2012/056746 patent/WO2012128185A1/ja not_active Ceased
-
2013
- 2013-09-17 US US14/029,316 patent/US9446545B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002321264A (ja) * | 2001-04-25 | 2002-11-05 | Mitsubishi Heavy Ind Ltd | 電動射出成形機の背圧制御装置 |
| JP2003200469A (ja) * | 2002-01-09 | 2003-07-15 | Mitsubishi Heavy Ind Ltd | 電動射出成形機における射出駆動部の制御装置 |
| JP2005178285A (ja) * | 2003-12-22 | 2005-07-07 | Mitsubishi Heavy Ind Ltd | 多軸駆動装置 |
| JP2007136961A (ja) * | 2005-11-21 | 2007-06-07 | Sumitomo Heavy Ind Ltd | 射出装置及び射出装置に備えられた複数の軸の軸力差調整方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5043210B1 (ja) | 2012-10-10 |
| CN103429414A (zh) | 2013-12-04 |
| US9446545B2 (en) | 2016-09-20 |
| US20140088757A1 (en) | 2014-03-27 |
| CN103429414B (zh) | 2015-04-01 |
| WO2012128185A1 (ja) | 2012-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5043210B1 (ja) | 射出装置と成形機および射出装置の制御方法 | |
| JP5031867B2 (ja) | 射出成形方法、およびその装置 | |
| JP2018079485A (ja) | 成形機 | |
| JP6746686B2 (ja) | 射出成形機 | |
| JP2011183705A (ja) | 射出成形機及び射出成形方法 | |
| EP3135455A1 (en) | Injection unit | |
| JP2014140891A (ja) | 射出成形機 | |
| EP3202549B1 (en) | Injection molding machine | |
| EP2749391B1 (en) | Injection molding machine | |
| JP2013224011A (ja) | 射出成形機 | |
| EP2261001B1 (en) | Vertical microinjection machine | |
| CN102756465B (zh) | 注射成型机的模开闭速度的控制方法及装置 | |
| JP4829522B2 (ja) | 射出成形機の制御装置 | |
| JP4842645B2 (ja) | 射出成形機及び射出成形機に設けられた圧力検出器の異常を検出する方法 | |
| JP5823210B2 (ja) | 射出成形機、および射出成形機の設定支援装置 | |
| EP2993024B1 (en) | Injection molding machine | |
| JP5714838B2 (ja) | 射出成形機用の消費電力算出装置及び消費電力算出方法 | |
| JP2010188563A (ja) | 金型の中子制御装置 | |
| JP5485192B2 (ja) | 型締力の適否判定方法および型締力調整方法 | |
| JP3198800B2 (ja) | 型圧縮成形方法および装置 | |
| EP2960040B1 (en) | Injection molding machine | |
| JP3277490B2 (ja) | 射出成形機の制御方法 | |
| JP6716154B2 (ja) | 射出成形機 | |
| Wang et al. | Design and fabrication of an all-electric tiebarless injection molding machine | |
| KR20170001019A (ko) | 사출 성형기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120711 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5043210 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |