JP2013132123A - 回転電機のステータ - Google Patents
回転電機のステータ Download PDFInfo
- Publication number
- JP2013132123A JP2013132123A JP2011279632A JP2011279632A JP2013132123A JP 2013132123 A JP2013132123 A JP 2013132123A JP 2011279632 A JP2011279632 A JP 2011279632A JP 2011279632 A JP2011279632 A JP 2011279632A JP 2013132123 A JP2013132123 A JP 2013132123A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- wedge
- stator
- opening
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000696 magnetic material Substances 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 9
- 238000004804 winding Methods 0.000 claims description 8
- 238000005452 bending Methods 0.000 claims description 4
- 230000004907 flux Effects 0.000 abstract description 46
- 230000002093 peripheral effect Effects 0.000 abstract description 5
- 238000010030 laminating Methods 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000004080 punching Methods 0.000 description 10
- 230000008859 change Effects 0.000 description 7
- 230000000750 progressive effect Effects 0.000 description 7
- 238000003475 lamination Methods 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000009191 jumping Effects 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images










Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】磁束の短絡及び渦電流損を低減する磁性ウェッジを低コストで提供すること。
【解決手段】磁性ウェッジ3を、ステータ4の径方向に複数枚積層させる。ステータ4は、磁性ウェッジ3により開口部1bが閉塞される。磁性ウェッジ3を径方向に積層することにより、周方向における磁気抵抗を低減するとともに、径方向における電気抵抗を増加させることができる。これにより、ロータ5との間で周回する磁束のうち周方向成分の磁束のための磁路を確保することができると共に、この磁束に伴う渦電流損を減少させることができ、電流―トルク特性を向上させることができる。
【選択図】図2
【解決手段】磁性ウェッジ3を、ステータ4の径方向に複数枚積層させる。ステータ4は、磁性ウェッジ3により開口部1bが閉塞される。磁性ウェッジ3を径方向に積層することにより、周方向における磁気抵抗を低減するとともに、径方向における電気抵抗を増加させることができる。これにより、ロータ5との間で周回する磁束のうち周方向成分の磁束のための磁路を確保することができると共に、この磁束に伴う渦電流損を減少させることができ、電流―トルク特性を向上させることができる。
【選択図】図2
Description
本発明は、回転電機のスロット開口部を塞ぐ磁性ウェッジを備えた回転電機のステータに関するものである。
従来から、回転電機では、スロット内に巻装されるコイルを固定封止するために、ウェッジを挿入してスロット開口部を塞ぐ技術が開示されている。ウェッジには様々な種類があるが、ウェッジを磁性材料で成型し、ウェッジも磁束の磁路として、磁路を拡大し、電流―トルク特性を改善するものがある。
その一例として、特許文献1に開示された磁性ウェッジがある。この磁性ウェッジは、オーステナイト系ステンレス鋼の圧延鋼板を材料とし、冷間加工により所定厚さに圧延し、所定幅に切断して磁性ウェッジを成型するとともに、幅方向に細長い孔を所定間隔置きに打ち抜いて成型される。そして幅方向の中央部に、レーザービームを照射して、局所的に高温に加熱する熱処理を行うことにより、幅方向の中央部が変態して、非磁性組織が形成されるというものである。
前記熱処理を施して局所的に非磁性組織が形成された磁性ウェッジで、スロットの開口部を塞ぐことにより、鉄心歯部間が橋絡されてスロットの開口部が塞がれる。橋絡する鉄心歯部間の略中央には非磁性組織が位置することから、磁性ウェッジを貫いて鉄心歯部間に流れる磁束の短絡に対しては、磁性ウェッジの幅方向の略中央に局所的に形成された非磁性組織のため、磁気抵抗が非常に大きくなり、磁束が遮断される。
しかしながら、上述の磁性ウェッジでは、スロットの開口部に固定した時の鉄心の径方向の厚みが大きいことから、ロータとの間で周回する磁束のうち周方向に沿った成分が通る磁路の面積が大きく、磁性ウェッジでの磁束による渦電流損が大きいという課題があった。
また、上述の磁性ウェッジでは、製造工程が複雑であり、磁性ウェッジを製造するコストが高いという課題もあった。
また、上述の磁性ウェッジでは、製造工程が複雑であり、磁性ウェッジを製造するコストが高いという課題もあった。
本発明は、前記課題に鑑みてなされたものであり、磁束の短絡及び渦電流損を低減する磁性ウェッジを低コストで提供することを目的とする。
本願に係る回転電機のステータは、ロータに対向する周面に開口部を有するスロットを備えたステータと、スロットに巻回される巻線と、開口部を閉塞するウェッジとを備えている。ウェッジは磁性材料で成形されており、開口部の端部から巻線に向かって積層されて開口部が閉塞される。
更に、ウェッジは、開口部を閉塞した状態での周方向の一部を残して該周方向に沿って切断されて短冊状に分断された短冊部を備えていてもよい。
更に、ウェッジは、開口部を閉塞した状態での軸方向の一部を残して該軸方向に沿って長尺状に切除された切除部を備えていてもよい。
更に、ウェッジは、開口部を閉塞した状態で、短冊部の一部がロータに向かって折り曲げられていてもよい。
更に、ウェッジは、開口部を閉塞した状態での周方向の中央部がロータに向かって凸状に成形されていてもよい。
更に、ウェッジを成形する磁性材料は、ステータと同じ材料であって同じ板厚を有していてもよい。なお、本明細書において、開口部を「閉塞する」あるいは「塞ぐ」という表現は、開口部を完全に覆ってしまう意味ではなく、スロットに巻回されたコイルが開口部から飛び出さない程度に覆うことを意味する。
本願に係る回転電機のステータによれば、磁性材料で成型されたウェッジでロータに対向する周面に開口されるスロットの開口部を閉塞する。この時、ウェッジは、開口部から巻回されてなる巻線に向かって積層して設置される。ウェッジが磁性材料で成型されていることより、巻線の開口部からの脱落を防止することの他、スロットの開口部の領域も周回磁束の磁路として利用することができる。この場合、ウェッジが、開口部から巻線に向かって積層されているのでウェッジを通過する周回磁束のうち周方向に通過する磁束にとって十分な磁路断面積が確保される。また、ウェッジの積層によりウェッジ間の磁束の変化に伴う渦電流が抑制される。周方向に磁気抵抗と渦電流損が低減された磁路を確保することができる。ウェッジを介して開口部においても、周回磁束を有効に通過させることができる磁路を確保することができる。
また、ウェッジが、開口部を閉塞した状態で周方向に沿って短冊状に分断される短冊部を備えていれば、短冊部間を通過する磁束の変化に伴う渦電流が抑制される。径方向に渦電流損が低減された磁路を確保することができる。ウェッジを介して開口部においても、周回磁束を有効に通過させることができる磁路を確保することができる。
また、ウェッジが、開口部を閉塞した状態で軸方向に沿って長尺状に切除された切除部を備えていれば、切除部によりウェッジの周方向に磁性材料が欠落した領域を形成することができ、周方向での磁気抵抗を大きなものとすることができる。ステータとロータとの間を周回せず、ウェッジを周方向に短絡する短絡磁束を防止することができる。回転電機の回転力に利用されない無効な短絡磁束を抑止して磁束を有効に周回させることができ、回転電機の動作効率の向上に資することができる。
また、ウェッジが、開口部を閉塞した状態で、短冊部の一部がロータに向かって折り曲げられ、あるいは周方向の中央部がロータに向かって凸状に成形されていれば、短冊部の先端部あるいは凸状の中央部は、ロータに近接して配置されることとなる。ステータを構成するウェッジの先端部あるいは中央部とロータとの空隙を狭幅にすることができ、周回磁束にとってステータとロータとの間の空隙による磁気抵抗の増大を抑制して効率よく磁束を周回させることができる。
また、ウェッジを成型する磁性材料が、ステータと同じ材料であって同じ板厚を有するものとすれば、ウェッジをステータと同じ磁性鋼板からプレスによる打ち抜き加工で成型することができる。例えば、順送金型により構成されるステータの製造工程において、ウェッジ用のプレス金型を1ステージ追加することで、ステータとウェッジとを共に成型することができ好都合である。
本発明の一実施形態における磁性ウェッジ3を、図1から4を参照に説明する。
本発明の一実施形態における磁性ウェッジ3を使用した回転電機は、中央部が円環状に開口された筒状のステータ4と、ステータ4に装着される磁性ウェッジ3と、ステータ4の内方に配置されステータ4と相互作用して回転モーメントを発生させるロータ5と、ロータ5の回転を外部に伝えるロータ5の中心に配置される回転軸(不図示)と、回転軸を支える軸受(不図示)から構成される。
本発明の一実施形態における磁性ウェッジ3を使用した回転電機は、中央部が円環状に開口された筒状のステータ4と、ステータ4に装着される磁性ウェッジ3と、ステータ4の内方に配置されステータ4と相互作用して回転モーメントを発生させるロータ5と、ロータ5の回転を外部に伝えるロータ5の中心に配置される回転軸(不図示)と、回転軸を支える軸受(不図示)から構成される。
図1は、本発明の一実施形態におけるステータ4及びロータ5を径方向に切断した断面図である。
ステータ4及びロータ5は、それぞれ、板状の磁性材料よりなるステータコア、ロータコア(不図示)を積層することにより形成される。本実施形態では、ステータ4、ロータ5、及び磁性ウェッジ3は同一材料、同一板厚の磁性材料から製造されるものとする。
ステータ4及びロータ5は、それぞれ、板状の磁性材料よりなるステータコア、ロータコア(不図示)を積層することにより形成される。本実施形態では、ステータ4、ロータ5、及び磁性ウェッジ3は同一材料、同一板厚の磁性材料から製造されるものとする。
スロット1aは、ステータ4の内周側が開口されており、周方向に沿って所定間隔置きにステータ歯部4bを挟んで形成される。1対のスロット1aに架け渡されてその間にあるステータ歯部4bを挟んでコイル2が巻装される。このコイル2は、あらかじめ巻回されたものをスロット1aの内周側に開口された開口部1bから挿入することにより巻装される。あらかじめ巻回されたコイル2の挿入の便宜のため、開口部1bはスロット1a内の周方向の幅と略同じ幅を有する幅広に開口される。ステータ4のスロット1a内であって開口部1bの近傍には、開口部1b及びスロット1aの幅よりもわずかに広い幅を有する固定部1cがある。圧入された磁性ウェッジ3は固定部1cに固定される。
磁性ウェッジ3は、幅広の開口部1bを閉塞するために用いられる。スロット1aに収納されたコイル2が開口部1bから飛び出さないように、また、ステータ4とロータ5との間を周回する磁束の磁路を開口部1b及びその近傍においても十分に確保するために、磁性材料により成型されてなり、開口部1bからスロット1aに圧入されて開口部1bを塞ぐ。また、磁性ウェッジ3は、スロット1a当たり複数枚が径方向に積層されて挿入される。
図2は、本発明の一実施形態における磁性ウェッジ3を取り付けたスロット1aの具体例を示す断面図である。
図2では、3枚の磁性ウェッジ3が、スロット1aの開口部1bに圧入により固定される場合を示す。スロット1aの内部には、あらかじめ巻回されたコイル2が3セット巻装される場合を例示している。
図2では、3枚の磁性ウェッジ3が、スロット1aの開口部1bに圧入により固定される場合を示す。スロット1aの内部には、あらかじめ巻回されたコイル2が3セット巻装される場合を例示している。
ステータ4は、磁性ウェッジ3により開口部1bが橋絡されている。そのため、ステータ歯部4bとロータ5とを貫く磁束は、ギャップを介して直接周回することに加えて、磁性ウェッジ3を介して周回することになる。ステータ4とロータ5とが対向する部分に加えて、スロット1aの開口部1bに当たる部分も磁路として形成されるので、磁路が拡大されることとなる。
ここで、本実施形態における磁性ウェッジ3は、ステータ4やロータ5をプレス加工により打ち抜く順送金型の製造ラインにおいて、ステータ4やロータ5と同じ磁性材料から共取りで打ち抜かれて成型される。よって、ステータ4やロータ5と同一材料、同一板厚で成型することができる。
磁性ウェッジ3は、ステータ4及びロータ5と同一の磁性材料を用いるので、ステータ歯部4bだけでなく、スロット1aの開口部1bを塞ぐ磁性ウェッジ3も磁路として拡大することができると共に、拡大された磁路はステータ歯部4bと同じ磁性特性を有する磁路とすることができる。さらに、磁性ウェッジ3は径方向に積層して備えられるので、径方向の断面積が大きくなり、磁性ウェッジ3に沿った周方向の磁路を拡大することができる。この時、径方向に磁性ウェッジ3が積層されるので、磁性ウェッジ3を通過する磁束の変化に起因して発生する渦電流が低減され、渦電流損を減少させることができる。これにより、電流―トルク特性を向上させることができる。
なお、磁性ウェッジ3をスロット1aの開口部1bに圧入することにより、巻装したコイル2を確実に保持することができ、コイル2のスロット1aからの脱落を防止することができる。
また、磁性ウェッジ3は、ステータ4及びロータ5をプレス加工により打ち抜く順送金型の製造ラインに磁性ウェッジ3の打ち抜き用の金型を1ステージ追加するだけで同一の磁性材料から共取りで打ち抜かれて成型される。このため、既存の順送金型の製造ラインをそのまま利用することができ、材料費の追加、設備の改変などを最小限とすることができ、製造コストを削減することができる。また、同じ磁性材料により成型されるので、ステータ4及びロータ5との間の磁路の特性を、磁性ウェッジ3を介する部分と介さない部分とで同等とすることができる。磁性ウェッジ3の介在の有無にかかわらず、ステータ4とロータ5との間で周回する磁束の連続性を保つことができる。また、ステータ4及びロータ5と同等の高透磁率、低渦電流損の磁性ウェッジ3を製造することができる。
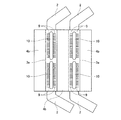
図3は、具体例の磁性ウェッジ3aの斜視図である。
磁性ウェッジ3aは、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板であり、ステータ4及びロータ5と同一の磁性材料から共取りで打ち抜かれて製造される。
磁性ウェッジ3aは、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板であり、ステータ4及びロータ5と同一の磁性材料から共取りで打ち抜かれて製造される。
磁性ウェッジ3aの短辺方向の中央部には長辺方向に沿って、細長い長穴部10が、長辺方向のほぼ中央部にあるブリッジ部8を挟んで一列に並んで2つ開口されている。また、ブリッジ部8を除く磁性ウェッジ3aの短辺方向には、長辺端部を残して、長穴部10の両側に所定ピッチの切り込みが施されてスリット部9が形成されており、スリット部9の間に長尺状の短冊部19が長辺方向に沿って並んで形成される。
ブリッジ部8は、磁性ウェッジ3aの形状を維持するためのものである。ブリッジ部8が長穴部10を二分するため、磁性ウェッジ3aが長辺方向に沿って分断されることはなく形状を維持することができる。ブリッジ部8は磁束が通過する磁路になるが、幅が制限された狭幅な磁路であるため磁気飽和を生じやすく磁束密度が制限される。このため、磁性ウェッジ3aにおいてブリッジ部8を介する磁束の短絡は小さなものとすることができる。磁気抵抗の大きな長穴部10により磁束が遮断されることと合わせ磁束の短絡は抑制される。
磁性ウェッジ3aでは、スリット部9により、磁性ウェッジ3aを通過する磁束の変化に起因して発生する渦電流が低減され、渦電流損を減少させることができる。これにより、電流―トルク特性を向上させることができる。
また、長穴部10は、磁性ウェッジ3aを形成する磁性材料が欠落する領域であり磁気抵抗が大きい。このため、磁性ウェッジ3aの短辺方向に磁性ウェッジ3aを横切って磁路が形成されることはない。磁気飽和の起こりやすさから磁束密度が制限されるブリッジ部8と合わせ、磁性ウェッジ3aの短辺を介して一方のステータ歯部4bから他方のステータ歯部4bに磁束が短絡することを防止することができる(図4を参照)。ステータ4内でスロット1aを周回して短絡する磁束を抑制して、ロータ5との間で磁束を確実に周回させることができ、電流―トルク特性を向上させることができる。
図4は、磁性ウェッジ3aを取り付けたステータ4を、回転軸から径方向に見た図である。
磁性ウェッジ3aが、スロット1aの開口部1bに圧入により固定された状態を示す。スロット1aの内部には、あらかじめ巻回されたコイル2が巻装されている。ステータ4は、磁性ウェッジ3aにより開口部1bが橋絡されている。
磁性ウェッジ3aが、スロット1aの開口部1bに圧入により固定された状態を示す。スロット1aの内部には、あらかじめ巻回されたコイル2が巻装されている。ステータ4は、磁性ウェッジ3aにより開口部1bが橋絡されている。
第1の別例の磁性ウェッジ3bを、図5及び6を参照に説明する。
図5は、磁性ウェッジ3bの斜視図である。
磁性ウェッジ3bは、磁性ウェッジ3aと同様に、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板である。また、ブリッジ部8及び長穴部10を備える。また、短冊部19も同様に備えられる。磁性ウェッジ3bでは、磁性ウェッジ3aと異なり、短冊部19が一本置きに板面から立ち上がるように同方向に折り曲げられている。
図5は、磁性ウェッジ3bの斜視図である。
磁性ウェッジ3bは、磁性ウェッジ3aと同様に、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板である。また、ブリッジ部8及び長穴部10を備える。また、短冊部19も同様に備えられる。磁性ウェッジ3bでは、磁性ウェッジ3aと異なり、短冊部19が一本置きに板面から立ち上がるように同方向に折り曲げられている。
磁性ウェッジ3bは、磁性ウェッジ3、3aと同様に、ステータ4及びロータ5をプレス加工により打ち抜く順送金型の製造ラインにおいて、同一の磁性材料から共取りで打ち抜かれて製造される。また、打ち抜きの際に短冊部19の折り曲げも同時に行われる。更に、打ち抜かれた磁性ウェッジ3bは順次積層される。この場合、短冊部19が一本置きに折り曲げられているので、積層の際、隣り合う短冊部19の間で形成される凹凸を重ねて圧入することができ、積層された磁性ウェッジ3bを互いに固定をすることができる。
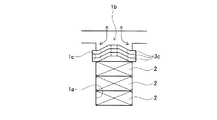
図6は、磁性ウェッジ3bを取り付けたスロット1aの断面図である。
図6では3枚の磁性ウェッジ3bが積層されてスロット1aの開口部1bに圧入される。磁性ウェッジ3bの開口部1bへの圧入は、折り曲げられている短冊部19がロータ5に対向する向きでなされる。スロット1aの内部には、あらかじめ巻装されたコイル2が挿入されている。
図6では3枚の磁性ウェッジ3bが積層されてスロット1aの開口部1bに圧入される。磁性ウェッジ3bの開口部1bへの圧入は、折り曲げられている短冊部19がロータ5に対向する向きでなされる。スロット1aの内部には、あらかじめ巻装されたコイル2が挿入されている。
磁性ウェッジ3bにより、ステータ4は開口部1bにも磁路が拡大されること、積層およびスリット部9により、磁束の変化による渦電流損が抑制されること、スリット部9により径方向に貫く磁束による渦電流損が抑制されること、長穴部10及びブリッジ部8により周方向の磁路が切断されステータ4内での磁束の短絡が抑制されることなどは、磁性ウェッジ3aの場合と同様である。
磁性ウェッジ3bでは、ロータ5に向かって短冊部19が折り曲げられるので、短冊部19の先端部をロータ5に近づけることができる。ロータ5とのギャップを狭くすることができ、より効率的に磁路(図6の矢印)を形成することができる。この際、長穴部10の短辺方向の幅を短くしスリット形状とすることにより折り曲げられた短冊部19の長さを長くすれば、よりロータ5に近づけることができる。
磁性ウェッジ3bでは、短冊部19により形成された凹凸を重ねて積層された磁性ウェッジ3bを互いに固定された状態とすることができる。この状態で開口部1bに圧入すれば1回の圧入で積層された複数の磁性ウェッジ3bを圧入することが可能であり、磁性ウェッジ3bの圧入の手間を軽減することができる。
第2の別例の磁性ウェッジ3cを、図7及び8を参照に説明する。
図7は、磁性ウェッジ3cの斜視図である。
磁性ウェッジ3cは、磁性ウェッジ3aと同様にブリッジ部8、スリット部9、長穴部10、および短冊部19を有し、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板の短辺方向の中央部を、長辺方向に沿って、台形形状に突出させた突出部11を有する。つまり、開口部1bを閉塞した状態で中央部がロータ5に向かって凸状に形成されている。
図7は、磁性ウェッジ3cの斜視図である。
磁性ウェッジ3cは、磁性ウェッジ3aと同様にブリッジ部8、スリット部9、長穴部10、および短冊部19を有し、ステータコアやロータコアと同じ板厚を有する細長い長方形状の薄板の短辺方向の中央部を、長辺方向に沿って、台形形状に突出させた突出部11を有する。つまり、開口部1bを閉塞した状態で中央部がロータ5に向かって凸状に形成されている。
磁性ウェッジ3cは、磁性ウェッジ3、3a、3bと同様に、ステータ4及びロータ5をプレス加工により打ち抜く順送金型の製造ラインにおいて、同一の磁性材料から共取りで打ち抜かれて製造される。打ち抜きの際に、磁性ウェッジ3cの中央部の突出も同時に行われる。更に、打ち抜かれた磁性ウェッジ3cは順次積層する際、突出部11を重ねて積層することにより、積層される磁性ウェッジ3cを互いに固定をすることができる。
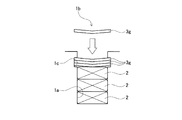
図8は、磁性ウェッジ3cを取り付けたスロット1aの断面図である。
図8では3枚の磁性ウェッジ3cが積層されて、スロット1aの開口部1bに圧入される。磁性ウェッジ3cの開口部1bへの圧入は、突出部11がロータ5に対向する向きでなされる。スロット1aの内部には、あらかじめ巻装されたコイル2が挿入されている。
図8では3枚の磁性ウェッジ3cが積層されて、スロット1aの開口部1bに圧入される。磁性ウェッジ3cの開口部1bへの圧入は、突出部11がロータ5に対向する向きでなされる。スロット1aの内部には、あらかじめ巻装されたコイル2が挿入されている。
磁性ウェッジ3cにより、ステータ4は開口部1bにも磁路が拡大されること、積層およびスリット部9により、磁束の変化による渦電流損が抑制されることは、磁性ウェッジ3a、3bの場合と同様である。
磁性ウェッジ3cでは、ロータ5に向かって突出部11が突出されるので、突出部11をロータ5に近づけることができる。ロータ5とのギャップを狭くすることができ、より効率的に磁路(図8の矢印)を形成することができる。
図9乃至11は、第3乃至第5の別例の磁性ウェッジ3d乃至3fの斜視図である。磁性ウェッジ3d乃至3fは、磁性ウェッジ3aの変形例を示すものである。作用効果はそれぞれに同様であるのでここでの説明は省略する。
図9に示される磁性ウェッジ3dでは、磁性ウェッジ3aの長穴部10に代えて、長穴部10の長辺方向の外方端部が切り欠かれた切欠部12を備える構成である。
図9に示される磁性ウェッジ3dでは、磁性ウェッジ3aの長穴部10に代えて、長穴部10の長辺方向の外方端部が切り欠かれた切欠部12を備える構成である。
図10に示される磁性ウェッジ3eでは、磁性ウェッジ3aの長穴部10に代えて、磁性ウェッジ3eの長辺端部に長辺方向に沿って切り欠かれた切欠部13を備え、スリット部9に代えてスリット部9aを備える構成である。
図11に示される磁性ウェッジ3fでは、磁性ウェッジ3eのスリット部9aに代えて、長尺状のスリット部9bが磁性ウェッジ3fの長辺方向に対して交互に反対側の長辺端部を残して切り込まれる構成である。
図12は、第6の別例の磁性ウェッジ3gのスロット1aへの取り付け方法を示した断面図である。
磁性ウェッジ3gは、磁性ウェッジ3a乃至3fの何れかと同様の材料で成型され、同様の構成を有している。更に、磁性ウェッジ3gは、磁性ウェッジ3a乃至3fとは異なり、短辺方向の中央部が長辺方向に沿ってV字状に折り曲げられて成型されている。
磁性ウェッジ3gは、磁性ウェッジ3a乃至3fの何れかと同様の材料で成型され、同様の構成を有している。更に、磁性ウェッジ3gは、磁性ウェッジ3a乃至3fとは異なり、短辺方向の中央部が長辺方向に沿ってV字状に折り曲げられて成型されている。
図12では、3枚の磁性ウェッジ3gが積層されて、スロット1aの固定部1cに圧入される状態を示す。V字状の屈曲先端部がスロット1aの内方に対向する方向で圧入される。
磁性ウェッジ3gは、V字状に屈曲して成型されているので、開口部1bへ圧入する際に、屈曲の弾性力により短辺の長さが短くなるように撓められるので、開口部1bへの圧入が容易となる。また、圧入後も屈曲の弾性力により、磁性ウェッジ3gの長辺がスロット1a内の固定部1cを押圧することにより確実に固定される。
図13は、第7の別例の磁性ウェッジを示す。第7の別例では2種類の磁性ウェッジを備えている。外方端に備えられる磁性ウェッジ3xは磁性ウェッジ3a乃至3gの何れかである。磁性ウェッジ3xの内方には複数枚の磁性ウェッジ3hを備えている。
ここで、磁性ウェッジ3hは、外方端磁性ウェッジ3xに比して短辺方向の幅が短く成型される構成である。これにより、磁性ウェッジ3hは圧入等の外圧を加えることなくスロット1aの開口部1bに挿入することができる。
ここで、磁性ウェッジ3hは、外方端磁性ウェッジ3xに比して短辺方向の幅が短く成型される構成である。これにより、磁性ウェッジ3hは圧入等の外圧を加えることなくスロット1aの開口部1bに挿入することができる。
磁性ウェッジ3hを複数枚積層した後、開口部1bの外方端が磁性ウェッジ3xにより塞がれる。磁性ウェッジ3xは前述の磁性ウェッジ3a乃至3gの何れかであるため、圧入により開口部1bに挿入され、固定部1cに固定される。これにより、内方に挿入される磁性ウェッジ3hの挿入には外力は不要であり、外方端の磁性ウェッジ3xのみを圧入すればよい。磁性ウェッジによる開口部1bの閉塞を容易に行うことができる。
ここで、磁性ウェッジ3、3a乃至3h、及び3xはウェッジの一例であり、コイル2は巻線の一例である。また、短冊部19は短冊部の一例であり、長穴部10、切欠部12、13は、切除部の一例である。
以上、詳細に説明したように、本実施形態によれば、ステータ4の開口部1bを閉塞する磁性ウェッジ3、3aないし3h、および3xは磁性材料で成型されている。この時、磁性ウェッジ3、3aないし3h、および3xは、開口部1bからコイル2に向かって積層して設置される。これにより、1つには、コイル2が開口部1bから飛び出して脱落してしまうことを防止することができる。また他方、磁性材料で成型されているので、開口部1bを塞ぐ磁性ウェッジ3、3aないし3h、および3xの領域も周回磁束の磁路として利用することができる。この場合、積層されているので、周回磁束のうち周方向に通過する磁束にとって十分な磁路断面積が確保されると共に、積層により渦電流の発生も抑制される。周方向に磁気抵抗と渦電流損が低減された磁路を確保することができる。
また、磁性ウェッジ3aないし3fは、開口部1bを閉塞した状態で周方向に沿って短冊状に分断するスリット部9、9a、9bを備えているので、磁性ウェッジ3、3aないし3h、および3xを通過する磁束の変化に伴う渦電流が抑制される。径方向に渦電流損が低減された磁路を確保することができる。
また、磁性ウェッジ3aないし3fは、開口部1bを閉塞した状態で軸方向に沿って長穴部10あるいは切欠部12、13を備えているので、周方向に大きな磁気抵抗とすることができ、周方向に短絡する短絡磁束を防止することができる。
また、開口部1bを閉塞した状態で、磁性ウェッジ3bは短冊部19が1本置きに外方に折り曲げられ、磁性ウェッジ3cは周方向の中央部に突出部11が成型されているので、短冊部19の先端部および突出部11は、ロータに近接して配置され、ロータコアとの空隙を狭幅にすることができる。磁性ウェッジとロータコアとの間の空隙による磁気抵抗の増大を抑制して効率よく磁束を周回させることができる。
また、磁性ウェッジ3、3aないし3h、および3xは、順送金型により構成されるステータコアの製造工程にウェッジ用のプレス金型を1ステージ追加することで、ステータコアとウェッジとを共に成型することができる。
尚、本発明は上記の実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲内での種々の改良、変更が可能であることは言うまでもない。
例えば、本実施形態では、ステータ4、ロータ5、及び磁性ウェッジ3は同一材料、同一板厚の磁性材料から製造されるものとするが、これに限定されるものではなく、磁性ウェッジ3及びステータ4、ロータ5は、それぞれ異なる材料、板厚で製造してもよい。
また、本実施形態では、スロット1aの内部には、あらかじめ巻回されたコイル2が3セット巻装される場合を例示したが本願はこれに限定されるものではなく、巻装されるコイル2の本数は何本でもよい。
また、本実施形態では、磁性ウェッジは3枚積層される場合を例示したが本願はこれに限定されるものではなく、積層の枚数は何枚でもよい。
また、本実施形態では、磁性ウェッジを積層後、スロット1aの開口部1bに圧入する場合を例示したが本願はこれに限定されるものではなく、積層の前に、一枚ずつ磁性ウェッジ3を開口部1bに圧入してもよい。
また、磁性ウェッジの積層は、ワニスを滴下して互いに固着する等の方法でもよい。
また、本実施形態では、磁性ウェッジがスロット1aの開口部1bに圧入により固定される場合を例示したがこれに限定されるものではなく、開口部1bへの装着後、接着することにより固定してもよい。
また、磁性ウェッジにおいて、長穴部10やブリッジ部8の数は適宜変更することができることは言うまでもない。また、スリット部9の成型は、打ち抜きによるものの他、レーザーカット等の方法で成型することもできる。
例えば、本実施形態では、ステータ4、ロータ5、及び磁性ウェッジ3は同一材料、同一板厚の磁性材料から製造されるものとするが、これに限定されるものではなく、磁性ウェッジ3及びステータ4、ロータ5は、それぞれ異なる材料、板厚で製造してもよい。
また、本実施形態では、スロット1aの内部には、あらかじめ巻回されたコイル2が3セット巻装される場合を例示したが本願はこれに限定されるものではなく、巻装されるコイル2の本数は何本でもよい。
また、本実施形態では、磁性ウェッジは3枚積層される場合を例示したが本願はこれに限定されるものではなく、積層の枚数は何枚でもよい。
また、本実施形態では、磁性ウェッジを積層後、スロット1aの開口部1bに圧入する場合を例示したが本願はこれに限定されるものではなく、積層の前に、一枚ずつ磁性ウェッジ3を開口部1bに圧入してもよい。
また、磁性ウェッジの積層は、ワニスを滴下して互いに固着する等の方法でもよい。
また、本実施形態では、磁性ウェッジがスロット1aの開口部1bに圧入により固定される場合を例示したがこれに限定されるものではなく、開口部1bへの装着後、接着することにより固定してもよい。
また、磁性ウェッジにおいて、長穴部10やブリッジ部8の数は適宜変更することができることは言うまでもない。また、スリット部9の成型は、打ち抜きによるものの他、レーザーカット等の方法で成型することもできる。
1a スロット
1b 開口部
1c 固定部
2 コイル
3、3a、3b、3c、3d、3e、3f、3g、3h、3x 磁性ウェッジ
4 ステータ
4b ステータ歯部
5 ロータ
6 ギャップ
8 ブリッジ部
9 スリット部
10 長穴部
11 突出部
12、13 切欠部
19 短冊部
1b 開口部
1c 固定部
2 コイル
3、3a、3b、3c、3d、3e、3f、3g、3h、3x 磁性ウェッジ
4 ステータ
4b ステータ歯部
5 ロータ
6 ギャップ
8 ブリッジ部
9 スリット部
10 長穴部
11 突出部
12、13 切欠部
19 短冊部
Claims (6)
- ロータに対向する周面に開口部を有するスロットを備えたステータコアと、
前記スロットに巻回される巻線と、
前記開口部を閉塞するウェッジとを備え、
前記ウェッジは、磁性材料で成形され、前記開口部の端部から前記巻線に向かって積層されて前記開口部が閉塞されることを特徴とする回転電機のステータ。 - 前記ウェッジは、前記開口部を閉塞した状態での周方向の一部を残して該周方向に沿って切断されて短冊状に分断された短冊部を備えることを特徴とする請求項1に記載の回転電機のステータ。
- 前記ウェッジは、前記開口部を閉塞した状態での軸方向の一部を残して該軸方向に沿って長尺状に切除された切除部を備えることを特徴とする請求項1または2に記載の回転電機のステータ。
- 前記ウェッジは、前記開口部を閉塞した状態で、前記短冊部の一部が前記ロータに向かって折り曲げられてなることを特徴とする請求項2または3に記載の回転電機のステータ。
- 前記ウェッジは、前記開口部を閉塞した状態での周方向の中央部が前記ロータに向かって凸状に成形されてなることを特徴とする請求項1ないし4の何れか1項に記載の回転電機のステータ。
- 前記ウェッジを成形する前記磁性材料は、前記ステータコアと同じ材料であって同じ板厚を有することを特徴とする請求項1ないし5の何れか1項に記載の回転電機のステータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011279632A JP2013132123A (ja) | 2011-12-21 | 2011-12-21 | 回転電機のステータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011279632A JP2013132123A (ja) | 2011-12-21 | 2011-12-21 | 回転電機のステータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013132123A true JP2013132123A (ja) | 2013-07-04 |
Family
ID=48909293
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011279632A Pending JP2013132123A (ja) | 2011-12-21 | 2011-12-21 | 回転電機のステータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013132123A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017200140A1 (ko) * | 2016-05-18 | 2017-11-23 | 전자부품연구원 | 고정자 및 이를 갖는 모터 |
| EP3309934A1 (de) * | 2016-10-11 | 2018-04-18 | Baumüller Nürnberg GmbH | Elektrische maschine |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380506A (en) * | 1976-12-24 | 1978-07-17 | Mitsui Mfg | Magnetic wedge for rotary electric machine |
| JPS54159006U (ja) * | 1978-04-27 | 1979-11-06 | ||
| JPS6173534A (ja) * | 1984-09-17 | 1986-04-15 | Matsushita Electric Ind Co Ltd | モ−タ |
| JPH06311683A (ja) * | 1993-04-20 | 1994-11-04 | Nippondenso Co Ltd | 回転電機 |
| JPH08172742A (ja) * | 1994-12-19 | 1996-07-02 | Toshiba Corp | 永久磁石界磁方式回転電機 |
| JP2000060036A (ja) * | 1998-08-18 | 2000-02-25 | Denso Corp | 回転電機の固定子コア |
| JP2006191788A (ja) * | 2004-11-22 | 2006-07-20 | Minebea Co Ltd | 電気機械のステータ構造及びその製造方法、並びに、直流モータ |
-
2011
- 2011-12-21 JP JP2011279632A patent/JP2013132123A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5380506A (en) * | 1976-12-24 | 1978-07-17 | Mitsui Mfg | Magnetic wedge for rotary electric machine |
| JPS54159006U (ja) * | 1978-04-27 | 1979-11-06 | ||
| JPS6173534A (ja) * | 1984-09-17 | 1986-04-15 | Matsushita Electric Ind Co Ltd | モ−タ |
| JPH06311683A (ja) * | 1993-04-20 | 1994-11-04 | Nippondenso Co Ltd | 回転電機 |
| JPH08172742A (ja) * | 1994-12-19 | 1996-07-02 | Toshiba Corp | 永久磁石界磁方式回転電機 |
| JP2000060036A (ja) * | 1998-08-18 | 2000-02-25 | Denso Corp | 回転電機の固定子コア |
| JP2006191788A (ja) * | 2004-11-22 | 2006-07-20 | Minebea Co Ltd | 電気機械のステータ構造及びその製造方法、並びに、直流モータ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017200140A1 (ko) * | 2016-05-18 | 2017-11-23 | 전자부품연구원 | 고정자 및 이를 갖는 모터 |
| KR101815851B1 (ko) * | 2016-05-18 | 2018-01-09 | 전자부품연구원 | 고정자 및 이를 갖는 모터 |
| EP3309934A1 (de) * | 2016-10-11 | 2018-04-18 | Baumüller Nürnberg GmbH | Elektrische maschine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6627784B2 (ja) | 回転電機ロータ | |
| US10404114B2 (en) | Rotary electric machine rotor | |
| JP6512060B2 (ja) | 回転電機のロータ | |
| JP5774255B1 (ja) | かご型回転子の製造方法およびかご型回転子 | |
| US20130106234A1 (en) | Rotor for permanent magnet type rotating electrical machine, permanent magnet type rotating electrical machine, and method for manufacturing rotor | |
| JP6444497B2 (ja) | 回転電機およびその製造方法 | |
| CN100414813C (zh) | 旋转电机 | |
| WO2016136384A1 (ja) | 電機子および回転電機 | |
| GB2511421A (en) | Electrical machines | |
| JP6110062B2 (ja) | 回転電機 | |
| US10158265B2 (en) | Embedded permanent magnet type rotating electric machine | |
| JP2015177706A (ja) | 回転電機のロータ構造 | |
| JP2016005419A (ja) | 永久磁石電動機 | |
| JP2015061328A (ja) | 回転電機のロータ | |
| JP6076179B2 (ja) | 分割固定子鉄心とこの分割固定子鉄心を備えた固定子およびこの固定子を備えた回転電機ならびに分割固定子鉄心の製造方法 | |
| JP2010130885A (ja) | 回転電機 | |
| JP2013132123A (ja) | 回転電機のステータ | |
| CN114342215B (zh) | 旋转电机用的定子及其制造方法、旋转电机及其制造方法 | |
| JP2013143805A (ja) | 回転電機のロータ、およびこれを備えた回転電機 | |
| JP5528164B2 (ja) | 回転電機のステータ及びその製造方法 | |
| CN111146882A (zh) | 旋转电机的电枢 | |
| JP2015012763A (ja) | ステータ | |
| JP2015006110A (ja) | モータ装置 | |
| JP5729090B2 (ja) | ロータ及び回転電気機械 | |
| JP2012147589A (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150331 |