JP2013202607A - ノズル装置およびスプレー装置 - Google Patents
ノズル装置およびスプレー装置 Download PDFInfo
- Publication number
- JP2013202607A JP2013202607A JP2012078387A JP2012078387A JP2013202607A JP 2013202607 A JP2013202607 A JP 2013202607A JP 2012078387 A JP2012078387 A JP 2012078387A JP 2012078387 A JP2012078387 A JP 2012078387A JP 2013202607 A JP2013202607 A JP 2013202607A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- flux
- injection port
- liquid
- nozzle device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Nozzles (AREA)
- Spray Control Apparatus (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
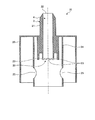
【解決手段】液体を噴霧する第1の噴射口が形成された第1ノズル部と、前記第1の噴射口を囲むとともに、当該第1の噴射口の後方から先方まで延在し、先端には液体を噴射する第2の噴射口が設けられた筒状の第2ノズル部とを備え、前記第2ノズル部の基端に、前記第1の噴射口からの液体の噴霧に伴って外気が引き込まれる吸気口が形成された構成とした。
【選択図】図2
Description
次に、変形例に係るノズル装置10について説明する。図4は第1の変形例に係るノズル装置10の説明図である。なお、構成要素に付す符号については、図2に示したノズル装置10と同じ構成要素には同符号を用い、詳細な説明は省略する。
次に、図6を参照しながら、他の実施形態に係るノズル装置50について説明する。図6は、他の実施形態に係るノズル装置50の説明図である。
2 第2ノズル部
3 固定ビス
11 第1の噴射口
22 第2の噴射口
23 吸気口
24 連結部
25 外気連通口
26 鍔部
30 移動装置
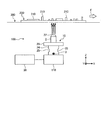
100 フラックススプレー装置
110 基台
Claims (7)
- 液体を噴霧する第1の噴射口が形成された第1ノズル部と、
前記第1の噴射口を囲むとともに、当該第1の噴射口の後方から先方まで延在し、先端には前記液体を噴射する第2の噴射口が設けられた筒状の第2ノズル部と
を備え、
前記第2ノズル部の基端に、前記第1の噴射口からの液体の噴霧に伴って外気が引き込まれる吸気口が形成されていること
を特徴とするノズル装置。 - 前記第2ノズル部の中途に、当該第2ノズル部の軸心に対して垂直な面を有する鍔部を備えること
を特徴とする請求項1に記載のノズル装置。 - 前記第1ノズル部と前記第2ノズル部とが別体であり、
前記第2ノズル部は、当該第2ノズル部を前記第1ノズル部に着脱自在に取付可能とする連結部を備えること
を特徴とする請求項1または2に記載のノズル装置。 - 前記連結部は、
前記鍔部に基端が連接され、前記第1ノズル部の外周に当接させて取付可能な筒状体であり、
当該筒状体の中途に、前記吸気口と連通する外気連通口が形成されていること
を特徴とする請求項3に記載のノズル装置。 - 前記連結部を構成する筒状体の直径と前記鍔部の直径との比を1:2としたこと
を特徴とする請求項4に記載のノズル装置。 - 前記第1ノズル部と前記第2ノズル部とが一体的に設けられていること
を特徴とする請求項1または2に記載のノズル装置。 - 請求項1〜6のいずれか1つに記載のノズル装置と、
当該ノズル装置を、前記第2の噴出口を上向きにしてセットする基台と、
当該基台ごと前記ノズル装置を水平移動自在に駆動する移動装置と
を備えることを特徴とするスプレー装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012078387A JP5579219B2 (ja) | 2012-03-29 | 2012-03-29 | ノズル装置およびスプレー装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012078387A JP5579219B2 (ja) | 2012-03-29 | 2012-03-29 | ノズル装置およびスプレー装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013202607A true JP2013202607A (ja) | 2013-10-07 |
| JP5579219B2 JP5579219B2 (ja) | 2014-08-27 |
Family
ID=49522304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012078387A Active JP5579219B2 (ja) | 2012-03-29 | 2012-03-29 | ノズル装置およびスプレー装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5579219B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017225947A (ja) * | 2016-06-23 | 2017-12-28 | 株式会社デンソーテン | スプレー装置及びスプレー装置を用いた霧状体の噴射方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2645528A (en) * | 1950-11-30 | 1953-07-14 | Fairbanks Morse & Co | Air nozzle device |
| JPS51120414A (en) * | 1975-04-15 | 1976-10-21 | Toyo Noki Kk | Spray nozzle |
| JPS52152410U (ja) * | 1976-05-17 | 1977-11-18 | ||
| JPS6439926A (en) * | 1987-08-06 | 1989-02-10 | Shinto Paint Co Ltd | Method for sprinkling termite controlling agent |
| JPH057365U (ja) * | 1991-07-10 | 1993-02-02 | 関東自動車工業株式会社 | マスキングツール |
| JPH0691207A (ja) * | 1992-09-11 | 1994-04-05 | Nippon Shiika Kk | 粘性材噴霧装置 |
| JPH07336031A (ja) * | 1994-06-06 | 1995-12-22 | Nippon Dennetsu Keiki Kk | フラックス塗布装置 |
| JPH08215614A (ja) * | 1995-02-13 | 1996-08-27 | Nippondenso Co Ltd | 液滴微粒化装置 |
| JPH1126923A (ja) * | 1997-06-30 | 1999-01-29 | Matsushita Electric Ind Co Ltd | 導電性ボールの移載方法 |
| JP2004223328A (ja) * | 2003-01-20 | 2004-08-12 | Tamura Seisakusho Co Ltd | フラックス塗布方法およびその装置 |
| JP2009226392A (ja) * | 2008-02-26 | 2009-10-08 | Air Water Sol Kk | ガス噴射ノズル |
-
2012
- 2012-03-29 JP JP2012078387A patent/JP5579219B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2645528A (en) * | 1950-11-30 | 1953-07-14 | Fairbanks Morse & Co | Air nozzle device |
| JPS51120414A (en) * | 1975-04-15 | 1976-10-21 | Toyo Noki Kk | Spray nozzle |
| JPS52152410U (ja) * | 1976-05-17 | 1977-11-18 | ||
| JPS6439926A (en) * | 1987-08-06 | 1989-02-10 | Shinto Paint Co Ltd | Method for sprinkling termite controlling agent |
| JPH057365U (ja) * | 1991-07-10 | 1993-02-02 | 関東自動車工業株式会社 | マスキングツール |
| JPH0691207A (ja) * | 1992-09-11 | 1994-04-05 | Nippon Shiika Kk | 粘性材噴霧装置 |
| JPH07336031A (ja) * | 1994-06-06 | 1995-12-22 | Nippon Dennetsu Keiki Kk | フラックス塗布装置 |
| JPH08215614A (ja) * | 1995-02-13 | 1996-08-27 | Nippondenso Co Ltd | 液滴微粒化装置 |
| JPH1126923A (ja) * | 1997-06-30 | 1999-01-29 | Matsushita Electric Ind Co Ltd | 導電性ボールの移載方法 |
| JP2004223328A (ja) * | 2003-01-20 | 2004-08-12 | Tamura Seisakusho Co Ltd | フラックス塗布方法およびその装置 |
| JP2009226392A (ja) * | 2008-02-26 | 2009-10-08 | Air Water Sol Kk | ガス噴射ノズル |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017225947A (ja) * | 2016-06-23 | 2017-12-28 | 株式会社デンソーテン | スプレー装置及びスプレー装置を用いた霧状体の噴射方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5579219B2 (ja) | 2014-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5506991B1 (ja) | ノズル装置 | |
| JP2015192141A (ja) | 基板乾燥装置及び基板乾燥方法 | |
| WO2009091461A3 (en) | Liquid cleaning apparatus for cleaning printed circuit boards | |
| KR100644785B1 (ko) | 땜납분류장치 및 납땜방법 | |
| JP2017070904A (ja) | 除塵ノズル及び除塵装置 | |
| JP5579219B2 (ja) | ノズル装置およびスプレー装置 | |
| KR101874714B1 (ko) | 대면적 기판의 건식 세정 장치용 노즐 어셈블리 | |
| JP5198826B2 (ja) | 洗浄装置 | |
| JP6013807B2 (ja) | スプレー塗装システム | |
| JP2017154111A (ja) | 基板処理装置及び基板処理方法 | |
| JP3180385U (ja) | 基板のエッチング装置 | |
| JP7218098B2 (ja) | 塗布装置および塗布方法 | |
| KR20020084121A (ko) | 반송식 기판 처리 장치 | |
| CN103552377A (zh) | 喷墨印刷装置及涂覆配向膜的方法 | |
| TWI351317B (en) | Flux spraying system and method therefor | |
| JP5132230B2 (ja) | 回転霧化式洗浄ノズル | |
| JP2017087195A (ja) | スプレーガン及び溝の塗装方法 | |
| KR100684048B1 (ko) | 유체분사장치 | |
| TWI583818B (zh) | 成膜裝置 | |
| US20170368628A1 (en) | Spray apparatus and method of ejecting mist using spray apparatus | |
| JP2005296884A (ja) | 超音波洗浄装置および超音波洗浄方法 | |
| JP2007117959A (ja) | 建築板の塗装装置 | |
| KR20140128045A (ko) | 삼중 홀 방식의 노즐 및 이를 이용한 노즐 세정 방법 | |
| JP6931987B2 (ja) | フラックス塗布装置およびフラックス塗布方法 | |
| JP2017109171A (ja) | 二液混合スプレーガン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130723 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130723 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20130723 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20130806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5579219 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |