JP2014100736A - 引上式連続鋳造装置及び引上式連続鋳造方法 - Google Patents
引上式連続鋳造装置及び引上式連続鋳造方法 Download PDFInfo
- Publication number
- JP2014100736A JP2014100736A JP2012256030A JP2012256030A JP2014100736A JP 2014100736 A JP2014100736 A JP 2014100736A JP 2012256030 A JP2012256030 A JP 2012256030A JP 2012256030 A JP2012256030 A JP 2012256030A JP 2014100736 A JP2014100736 A JP 2014100736A
- Authority
- JP
- Japan
- Prior art keywords
- defining member
- shape defining
- molten metal
- continuous casting
- type continuous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Continuous Casting (AREA)
Abstract
【課題】保持溶湯の変形を抑制することにより、精度の高い鋳物を製造することが可能な引上式連続鋳造装置及び引上式連続鋳造方法を提供すること。
【解決手段】本発明の一態様に係る引上式連続鋳造装置は、溶湯M1を保持する溶湯保持炉101と、溶湯保持炉101に保持された溶湯M1の湯面近傍に設置され、通過する保持溶湯M2に外力が印加されることにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材102a及び外部形状規定部材102bと、内部形状規定部材102a及び外部形状規定部材102bを通過した保持溶湯M2を外側から冷却する冷却ガスノズル106と、を備え、内部形状規定部材102aの鉛直方向の長さは、外部形状規定部材102bの鉛直方向の長さよりも長い。
【選択図】図1
【解決手段】本発明の一態様に係る引上式連続鋳造装置は、溶湯M1を保持する溶湯保持炉101と、溶湯保持炉101に保持された溶湯M1の湯面近傍に設置され、通過する保持溶湯M2に外力が印加されることにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材102a及び外部形状規定部材102bと、内部形状規定部材102a及び外部形状規定部材102bを通過した保持溶湯M2を外側から冷却する冷却ガスノズル106と、を備え、内部形状規定部材102aの鉛直方向の長さは、外部形状規定部材102bの鉛直方向の長さよりも長い。
【選択図】図1
Description
本発明は引上式連続鋳造装置及び引上式連続鋳造方法に関する。
特許文献1には、発明者らにより、鋳型を要しない画期的な連続鋳造方法として、自由鋳造方法が提案されている。特許文献1に示したように、溶融金属(溶湯)の表面(すなわち湯面)にスタータを浸漬させた後、当該スタータを引き上げると、溶湯の表面膜や表面張力によりスタータに追従して溶湯も導出される。ここで、湯面近傍に設置された形状規定部材を介して、溶湯を導出し、冷却することにより、所望の断面形状を有する鋳物を連続鋳造することができる。
通常の連続鋳造方法では、鋳型によって断面形状とともに長手方向の形状も規定される。とりわけ、連続鋳造方法では、鋳型内を凝固した金属(すなわち鋳物)が通り抜ける必要があるため、鋳造された鋳物は長手方向に直線状に延びた形状となる。
これに対し、自由鋳造方法における形状規定部材は、鋳物の断面形状のみを規定し、長手方向の形状は規定しない。そして、形状規定部材は、湯面に平行な方向(すなわち水平方向)に移動可能であるから、長手方向の形状が様々な鋳物が得られる。例えば、特許文献1には、長手方向に直線状でなく、ジグザグ状あるいは螺旋状に形成された中空鋳物(すなわちパイプ)が開示されている。
これに対し、自由鋳造方法における形状規定部材は、鋳物の断面形状のみを規定し、長手方向の形状は規定しない。そして、形状規定部材は、湯面に平行な方向(すなわち水平方向)に移動可能であるから、長手方向の形状が様々な鋳物が得られる。例えば、特許文献1には、長手方向に直線状でなく、ジグザグ状あるいは螺旋状に形成された中空鋳物(すなわちパイプ)が開示されている。
発明者は以下の課題を見出した。
特許文献1に記載の自由鋳造方法では、中空鋳物を鋳造する場合、湯面から導出された溶湯(保持溶湯)が外側から吹き付けられる冷媒(冷却ガス)の圧力により変形してしまうため、精度の高い鋳物(中空鋳物)を鋳造することができない、という問題があった。
特許文献1に記載の自由鋳造方法では、中空鋳物を鋳造する場合、湯面から導出された溶湯(保持溶湯)が外側から吹き付けられる冷媒(冷却ガス)の圧力により変形してしまうため、精度の高い鋳物(中空鋳物)を鋳造することができない、という問題があった。
本発明は、上記を鑑みなされたものであって、保持溶湯の変形を抑制することにより、精度の高い鋳物を製造することが可能な引上式連続鋳造装置及び引上式連続鋳造方法を提供することを目的とする。
本発明の一態様に係る引上式連続鋳造装置は、溶湯を保持する保持炉と、前記保持炉に保持された前記溶湯の湯面近傍に設置され、通過する前記溶湯に外力が印加されることにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材及び外部形状規定部材と、前記内部形状規定部材及び前記外部形状規定部材を通過した前記溶湯を外側から冷却する冷却部と、を備え、前記内部形状規定部材の略鉛直方向の長さは、前記外部形状規定部材の略鉛直方向の長さよりも長いものである。それにより、冷却ガスの吹き付け圧による保持溶湯の変形を抑制することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材は、略鉛直上方向に凸となる所定の曲率の湾曲面を有していることが好ましい。それにより、所定の曲率の曲がり形状を有する中空鋳物を鋳造する場合に、冷却ガスの吹き付け圧や重力による保持溶湯の変形を抑制して当該保持溶湯の曲がり形状を所定の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材は、平面視上、略円形状かつ円周方向に回動可能であって、平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面を有していることが好ましい。それにより、任意の曲率の曲がり形状を有する中空鋳物を鋳造する場合に、冷却ガスの吹き付け圧や重力による保持溶湯の変形を抑制して当該保持溶湯の曲がり形状を任意の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材は、前記湯面に対して傾動可能であることが好ましい。それにより、保持溶湯を湯面に対して傾ける場合に、冷却ガスの吹き付け圧や重力による当該保持溶湯の変形を抑制して当該保持溶湯の傾きを維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材は、内部に冷却媒体が循環する内側冷却部を有していることが好ましい。それにより、鋳物の鋳造速度を短縮することができる。
本発明の一態様に係る引上式連続鋳造方法は、保持炉に保持された溶湯を導出して外力を印加することにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材及び外部形状規定部材を通過させるステップと、前記内部形状規定部材及び前記外部形状規定部材を通過した前記溶湯を外側から冷却するステップと、を備え、前記内部形状規定部材の略鉛直方向の長さを前記外部形状規定部材の略鉛直方向の長さよりも長くするものである。それにより、冷却ガスの吹き付け圧による保持溶湯の変形を抑制することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材に、略鉛直上方向に凸となる所定の曲率の湾曲面を設けることが好ましい。それにより、所定の曲率の曲がり形状を有する中空鋳物を鋳造する場合に、冷却ガスの吹き付け圧や重力による保持溶湯の変形を抑制して当該保持溶湯の曲がり形状を所定の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材を、平面視上、略円形状かつ円周方向に回動可能にし、前記内部形状規定部材に、平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面を設けることが好ましい。それにより、任意の曲率の曲がり形状を有する中空鋳物を鋳造する場合に、冷却ガスの吹き付け圧や重力による保持溶湯の変形を抑制して当該保持溶湯の曲がり形状を任意の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材を、前記湯面に対して傾動可能にすることが好ましい。それにより、保持溶湯を湯面に対して傾ける場合に、冷却ガスの吹き付け圧や重力による当該保持溶湯の変形を抑制して当該保持溶湯の傾きを維持することができるため、精度の高い鋳物を鋳造することができる。
前記内部形状規定部材の内部に、冷却媒体が循環する内側冷却部を設けることが好ましい。それにより、鋳物の鋳造速度を短縮することができる。
本発明により、保持溶湯の変形を抑制することにより、精度の高い鋳物を製造することが可能な引上式連続鋳造装置及び引上式連続鋳造方法を提供することができる。
以下、本発明を適用した具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、本発明が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
<実施の形態1>
まず、図1を参照して、実施の形態1に係る自由鋳造装置(引上式連続鋳造装置)について説明する。図1は、実施の形態1に係る自由鋳造装置の断面図である。図1に示すように、実施の形態1に係る自由鋳造装置は、溶湯保持炉(保持炉)101、内部形状規定部材102a、外部形状規定部材102b、支持ロッド103、104、アクチュエータ105、及び、冷却ガスノズル(冷却部)106を備えている。
まず、図1を参照して、実施の形態1に係る自由鋳造装置(引上式連続鋳造装置)について説明する。図1は、実施の形態1に係る自由鋳造装置の断面図である。図1に示すように、実施の形態1に係る自由鋳造装置は、溶湯保持炉(保持炉)101、内部形状規定部材102a、外部形状規定部材102b、支持ロッド103、104、アクチュエータ105、及び、冷却ガスノズル(冷却部)106を備えている。
溶湯保持炉101は、例えばアルミニウムやその合金などの溶湯M1を収容し、所定の温度に保持する。図1の例では、鋳造中に溶湯保持炉101へ溶湯を補充しないため、鋳造の進行とともに溶湯M1の表面(つまり湯面)は低下する。他方、鋳造中に溶湯保持炉101へ溶湯を随時補充し、湯面を一定に保持するような構成としてもよい。なお、当然のことながら、溶湯M1は他のアルミニウム以外の金属や合金であってもよい。
内部形状規定部材102a及び外部形状規定部材102bは、例えばセラミックスやステンレスなどからなり、湯面近傍に配置されている。図1の例では、内部形状規定部材102a及び外部形状規定部材102bが湯面に接触するように配置されている。しかしながら、内部形状規定部材102a及び外部形状規定部材102bは、それらの下側(湯面側)の主面が湯面に接触しないように設置されてもよい。具体的には、内部形状規定部材102a及び外部形状規定部材102bの下側の主面と湯面との間に所定の(例えば0.5mm程度の)ギャップを設けてもよい。
さらに、内部形状規定部材102aの厚みは、外部形状規定部材102bの厚みよりも厚い。換言すると、内部形状規定部材102aの上下方向(略鉛直方向)の長さは、外部形状規定部材102bの上下方向(略鉛直方向)の長さよりも長い。そのため、内部形状規定部材102aの上側(湯面と反対側)の主面は、外部形状規定部材102bの上側の主面よりも、湯面から高い位置に位置している。
内部形状規定部材102aは、鋳造する鋳物M3の内部形状を規定し、外部形状規定部材102bは、鋳造する鋳物M3の外部形状を規定する。図1に示した鋳物M3は、水平方向の断面(以下、横断面と称す)の形状が管状の中空鋳物(つまりパイプ)である。すなわち、より具体的には、内部形状規定部材102aは、鋳物M3の横断面の内径を規定し、外部形状規定部材102bは、鋳物M3の横断面の外径を規定する。
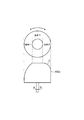
図2は、内部形状規定部材102a及び外部形状規定部材102bの平面図である。ここで、図1の内部形状規定部材102a及び外部形状規定部材102bの断面図は、図2のI−I断面図に相当する。図2に示すように、外部形状規定部材102bは、例えば矩形状の平面形状を有し、中央部に円形状の開口部を有している。内部形状規定部材102aは、円形状の平面形状を有し、外部形状規定部材102bの開口部の中央部に配置されている。内部形状規定部材102aと外部形状規定部材102bとの間の間隙が、溶湯が通過する溶湯通過部102cとなる。このように、内部形状規定部材102a、外部形状規定部材102b、溶湯通過部102cから形状規定部材102が構成されている。
図1に示すように、溶湯M1は、その表面膜や表面張力により外形を維持したままスタータ(導出部材)ST又は鋳物M3に追従して引き上げられ、溶湯通過部102cを通過する。ここで、溶湯の表面膜や表面張力によって、スタータST又は鋳物M3に追従して湯面から引き上げられた溶湯を保持溶湯M2と呼ぶ。また、鋳物M3と保持溶湯M2との界面が凝固界面である。
支持ロッド103は、内部形状規定部材102aを支持し、支持ロッド104は、外部形状規定部材102bを支持する。支持ロッド103、104により、内部形状規定部材102aと外部形状規定部材102bとの位置関係を維持することができる。ここで、支持ロッド103をパイプ構造とし、これに冷却ガスを流し、さらに内部形状規定部材102aに吹出孔を設ければ、内側からも鋳物M3を冷却することができる。
アクチュエータ105には、支持ロッド103、104がともに連結されている。アクチュエータ105によって、支持ロッド103、104は、内部形状規定部材102a及び外部形状規定部材102bの位置関係を維持したまま、上下方向(鉛直方向)及び水平方向に移動可能である。このような構成により、鋳造の進行による湯面の低下とともに、内部形状規定部材102a及び外部形状規定部材102bを下方向に移動させることができる。また、内部形状規定部材102a及び外部形状規定部材102bを水平方向に移動させることができるため、鋳物M3の長手方向の形状を自由に変化させることができる。
冷却ガスノズル(冷却部)106は、スタータSTや鋳物M3に冷却ガス(空気、窒素、アルゴンなど)を吹き付け、冷却するためのものである。スタータSTに連結された引上機(不図示)により鋳物M3を引き上げつつ、冷却ガスによりスタータSTや鋳物M3を冷却することにより、凝固界面近傍の保持溶湯M2が順次凝固し、連続的に鋳物M3が形成されていく。
図3は、本実施の形態にかかる自由鋳造装置の一部を示す拡大断面図である。ここで、図3に示すように、保持溶湯M2は、冷却ガスの吹き付け圧により外側から内側に向けて変形しようとする。しかしながら、上記したように、本実施の形態では、内部形状規定部材102aの厚みが外部形状規定部材102bの厚みよりも厚い。それにより、保持溶湯M2が内部形状規定部材102aによって内側から支えられるため、保持溶湯M2の外側から内側への変形は抑制される。その結果、精度の高い鋳物の鋳造が可能となる。
次に、図1を参照して、本実施の形態にかかる自由鋳造方法について説明する。
まず、スタータSTを降下させ、内部形状規定部材102aと外部形状規定部材102bとの間の溶湯通過部102cを通して、スタータSTの先端部を溶湯M1の湯面に接触させる。
次に、所定の速度でスタータSTの引き上げを開始する。ここで、スタータSTが湯面から離間しても、溶湯M1は、スタータSTに追従して湯面から引き上げられ(導出され)保持溶湯M2を形成する。図1に示すように、保持溶湯M2は、内部形状規定部材102aと外部形状規定部材102bとの間の溶湯通過部102cに形成される。つまり、内部形状規定部材102aと外部形状規定部材102bとによって保持溶湯M2に外力が印加されることにより、当該保持溶湯M2に形状が付与される。
次に、スタータST(及び鋳物M3)は、冷却ガスノズル106から吹き出される冷却ガスにより冷却されているため、保持溶湯M2が上側から下側に向かって順に凝固し、鋳物M3が成長していく。このようにして、鋳物M3を連続鋳造することができる。
ここで、冷却ガスによる冷却中、保持溶湯M2は、冷却ガスの吹き付け圧により外側から内側に向けて変形しようとする。しかしながら、上記したように、本実施の形態では、内部形状規定部材102aの厚みが外部形状規定部材102bの厚みよりも厚い。それにより、保持溶湯M2が内部形状規定部材102aによって内側から支えられるため、保持溶湯M2の外側から内側への変形は抑制される。その結果、精度の高い鋳物の鋳造が可能となる。
なお、内部形状規定部材102aの厚みは、少なくとも外部形状規定部材102bの厚みよりも厚ければよいが、内部形状規定部材102aの上側の主面が凝固界面付近となる程度にまで厚いことが好ましい。それにより、保持溶湯M2の内側を広範囲に支えることが可能となる。
このように、本実施の形態にかかる自由鋳造装置では、内部形状規定部材102aの厚みが外部形状規定部材102bの厚みよりも厚い。それにより、本実施の形態にかかる自由鋳造装置は、冷却ガスの吹き付け圧による保持溶湯M2の変形を抑制することができるため、精度の高い鋳物を鋳造することができる。
なお、本実施の形態に係る自由鋳造装置は、冷却ガスの吹き付け圧による保持溶湯M2の外側から内側への変形を抑制する場合に限られず、他の媒体による保持溶湯M2の外側から内側への変形を抑制することも可能である。
<実施の形態2>
次に、図4を参照して、実施の形態2に係る自由鋳造装置について説明する。図4は、実施の形態2に係る自由鋳造装置の一部を示す拡大断面図である。本実施の形態にかかる自由鋳造装置では、図4に示すように、内部形状規定部材102aが湯面に対して傾動可能に構成されている。
次に、図4を参照して、実施の形態2に係る自由鋳造装置について説明する。図4は、実施の形態2に係る自由鋳造装置の一部を示す拡大断面図である。本実施の形態にかかる自由鋳造装置では、図4に示すように、内部形状規定部材102aが湯面に対して傾動可能に構成されている。
本実施の形態に係る自由鋳造装置は、保持溶湯M2を湯面に対して傾ける場合に、その傾きに応じて内部形状規定部材102aを傾動させる。それにより、本実施の形態に係る自由鋳造装置は、重力による保持溶湯M2の外側から内側への変形を抑制して当該保持溶湯M2の傾きを維持することができるため、精度の高い鋳物を鋳造することができる。
なお、本実施の形態に係る自由鋳造装置は、実施の形態1の場合と同様に、冷却ガスの吹き付け圧による保持溶湯M2の外側から内側への変形を抑制することもできる。
<実施の形態3>
次に、図5を参照して、実施の形態3に係る自由鋳造装置について説明する。図5は、実施の形態3に係る自由鋳造装置の一部を示す拡大断面図である。本実施の形態にかかる自由鋳造装置では、図5に示すように、内部形状規定部材102aが略鉛直上方向に凸となる所定の曲率の湾曲面Cを有している。
次に、図5を参照して、実施の形態3に係る自由鋳造装置について説明する。図5は、実施の形態3に係る自由鋳造装置の一部を示す拡大断面図である。本実施の形態にかかる自由鋳造装置では、図5に示すように、内部形状規定部材102aが略鉛直上方向に凸となる所定の曲率の湾曲面Cを有している。
本実施の形態に係る自由鋳造装置は、所定の曲率の曲がり形状を有する中空鋳物を鋳造する場合に、冷却ガスの吹き付け圧や重力による保持溶湯M2の外側から内側への変形を抑制して当該保持溶湯M2の曲がり形状を所定の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
なお、内部形状規定部材102aの湾曲面Cの曲率は、鋳造する鋳物M3の曲がり形状の曲率と同じであることが好ましい。しかしながら、少なくとも内部形状規定部材102aの湾曲面Cの曲率が鋳造する鋳物M3の曲がり形状の曲率より大きければ、保持溶湯M2の外側から内側への変形を抑制することは可能である。
<実施の形態4>
次に、図6及び図7を参照して、実施の形態4に係る自由鋳造装置について説明する。図6は、実施の形態4に係る自由鋳造装置の一部を示す拡大断面図である。図7は、実施の形態4に係る内部形状規定部材102aを示す断面図及び平面図である。
次に、図6及び図7を参照して、実施の形態4に係る自由鋳造装置について説明する。図6は、実施の形態4に係る自由鋳造装置の一部を示す拡大断面図である。図7は、実施の形態4に係る内部形状規定部材102aを示す断面図及び平面図である。
本実施の形態にかかる自由鋳造装置では、図6及び図7に示すように、内部形状規定部材102aが、平面視上、略円形状かつ円周方向に回動可能に構成され、かつ、平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面Cを有している。
例えば、内部形状規定部材102aは、平面視上の第1半径方向に、斜め上方に凸となる第1曲率の湾曲面Cを有し、平面視上の第1半径方向と異なる第2半径方向に、斜め上方に凸となる第1曲率と異なる第2曲率の湾曲面Cを有している。
本実施の形態に係る自由鋳造装置は、ある曲率の曲がり形状を有する中空鋳物を鋳造する場合に、その曲率に応じて内部形状規定部材102aを回動させる。具体的には、本実施の形態に係る自由鋳造装置は、ある曲率の曲がり形状を有する中空鋳物を鋳造する場合に、その曲率と同じ曲率の湾曲面Cが当該曲がり形状部分と合致するように内部形状規定部材を回動させる。それにより、本実施の形態に係る自由鋳造装置は、冷却ガスの吹き付け圧や重力による保持溶湯M2の外側から内側への変形を抑制して当該保持溶湯M2の曲がり形状を所望の曲率に維持することができるため、精度の高い鋳物を鋳造することができる。
<実施の形態5>
次に、図8を参照して、実施の形態5に係る自由鋳造装置について説明する。図8は、実施の形態5にかかる自由鋳造装置の断面図である。図8に示す自由鋳造装置は、図1に示す自由鋳造装置と比較して、内部形状規定部材102aの内部に冷却部(内側冷却部)109を備えるとともに、支持ロッド103の内部に冷媒配管108を備える。図8に示す自由鋳造装置のその他の構成については、図1に示す自由鋳造装置と同様であるため、その説明を省略する。
次に、図8を参照して、実施の形態5に係る自由鋳造装置について説明する。図8は、実施の形態5にかかる自由鋳造装置の断面図である。図8に示す自由鋳造装置は、図1に示す自由鋳造装置と比較して、内部形状規定部材102aの内部に冷却部(内側冷却部)109を備えるとともに、支持ロッド103の内部に冷媒配管108を備える。図8に示す自由鋳造装置のその他の構成については、図1に示す自由鋳造装置と同様であるため、その説明を省略する。
内部形状規定部材102aは、内部に設けられた冷却部109に冷却媒体を循環させることにより、保持溶湯M2を内側から冷却する(図9の拡大断面図参照)。
冷媒配管108は、冷却部109に冷却媒体を導入するとともに、冷却部109内を循環して保持溶湯M2の熱を奪った冷却媒体を導出する。冷却媒体は特に限定されないが、安全上の観点から、冷却ガス(空気、窒素、アルゴン等)が好ましい。
本実施の形態に係る自由鋳造装置は、実施の形態1に係る自由鋳造装置と同等の効果を奏することができる。さらに、本実施の形態に係る自由鋳造装置は、内部形状規定部材102aの内部に冷却部109を備え、冷却部109により保持溶湯M2を内側から冷却することにより、鋳物M3の鋳造速度を短縮することができる。
(実施の形態5にかかる自由鋳造装置の第1変形例)
図10は、実施の形態5に係る自由鋳造装置の第1変形例の一部を示す拡大断面図である。図10に示す自由鋳造装置では、実施の形態2の場合と同様に、内部形状規定部材102aが湯面に対して傾動可能に構成されている。
図10は、実施の形態5に係る自由鋳造装置の第1変形例の一部を示す拡大断面図である。図10に示す自由鋳造装置では、実施の形態2の場合と同様に、内部形状規定部材102aが湯面に対して傾動可能に構成されている。
本実施の形態に係る自由鋳造装置の第1変形例は、実施の形態2に係る自由鋳造装置と同等の効果を奏することができる。さらに、本実施の形態に係る自由鋳造装置の第1変形例は、内部形状規定部材102aの内部に冷却部109を備え、冷却部109により保持溶湯M2を内側から冷却することにより、鋳物M3の鋳造速度を短縮することができる。
(実施の形態5にかかる自由鋳造装置の第2変形例)
図11は、実施の形態5に係る自由鋳造装置の第2変形例の一部を示す拡大断面図である。図11に示す自由鋳造装置では、実施の形態3の場合と同様に、内部形状規定部材102aが略鉛直上方向に凸となる所定の曲率の湾曲面Cを有している。
図11は、実施の形態5に係る自由鋳造装置の第2変形例の一部を示す拡大断面図である。図11に示す自由鋳造装置では、実施の形態3の場合と同様に、内部形状規定部材102aが略鉛直上方向に凸となる所定の曲率の湾曲面Cを有している。
本実施の形態に係る自由鋳造装置の第2変形例は、実施の形態3に係る自由鋳造装置と同等の効果を奏することができる。さらに、本実施の形態に係る自由鋳造装置の第2変形例は、内部形状規定部材102aの内部に冷却部109を備え、冷却部109により保持溶湯M2を内側から冷却することにより、鋳物M3の鋳造速度を短縮することができる。
なお、保持溶湯M2の領域のうち内部形状規定部材102a側に曲がる保持溶湯M2の領域A1では、引き上げ速度が速いため凝固界面が高い。一方、それに対向する領域A2では、引き上げ速度が遅いため凝固界面が低い。仮に、もともと凝固界面の低い領域A2の凝固界面が冷却部109の影響でさらに低下して湯面にまで達してしまうと、鋳造する鋳物M3の表面が荒くなってしまう(つまり、精度の高い鋳物M3の鋳造が困難になってしまう)。
ここで、内部形状規定部材102aは、保持溶湯M2の内側領域のうち内部形状規定部材102aに接する内側領域のみを冷却する。具体的には、内部形状規定部材102aは、保持溶湯M2の内側領域のうち内部形状規定部材102a側に曲がる保持溶湯M2の内側領域(領域A1の内側領域)を広範囲に冷却し、それに対向する内側領域(領域A2の内側領域)をほとんど冷却しない。それにより、領域A2の凝固界面の低下が抑制される。
(実施の形態5にかかる自由鋳造装置の第3変形例)
図12は、実施の形態5に係る自由鋳造装置の第3変形例の一部を示す拡大断面図である。図12に示す自由鋳造装置では、実施の形態4の場合と同様に、内部形状規定部材102aが、平面視上、略円形状かつ円周方向に回動可能に構成され、かつ、平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面Cを有している。
図12は、実施の形態5に係る自由鋳造装置の第3変形例の一部を示す拡大断面図である。図12に示す自由鋳造装置では、実施の形態4の場合と同様に、内部形状規定部材102aが、平面視上、略円形状かつ円周方向に回動可能に構成され、かつ、平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面Cを有している。
本実施の形態に係る自由鋳造装置の第3変形例は、実施の形態4に係る自由鋳造装置と同等の効果を奏することができる。さらに、本実施の形態に係る自由鋳造装置の第3変形例は、内部形状規定部材102aの内部に冷却部109を備え、冷却部109により保持溶湯M2を内側から冷却することにより、鋳物M3の鋳造速度を短縮することができる。
なお、保持溶湯M2の領域のうち内部形状規定部材102a側に曲がる保持溶湯M2の領域A1では、引き上げ速度が速いため凝固界面が高い。一方、それに対向する領域A2では、引き上げ速度が遅いため凝固界面が低い。仮に、もともと凝固界面の低い領域A2の凝固界面が冷却部109の影響でさらに低下して湯面にまで達してしまうと、鋳造する鋳物M3の表面が荒くなってしまう(つまり、精度の高い鋳物M3の鋳造が困難になってしまう)。
ここで、内部形状規定部材102aは、保持溶湯M2の内側領域のうち内部形状規定部材102aに接する内側領域のみを冷却する。具体的には、内部形状規定部材102aは、保持溶湯M2の内側領域のうち内部形状規定部材102a側に曲がる保持溶湯M2の内側領域(領域A1の内側領域)を広範囲に冷却し、それに対向する内側領域(領域A2の内側領域)をほとんど冷却しない。それにより、領域A2の凝固界面の低下が抑制される。
なお、本発明は上記実施の形態に限られたものではなく、趣旨を逸脱しない範囲で適宜変更することが可能である。
101 溶湯保持炉
102 形状規定部材
102a 内部形状規定部材
102b 外部形状規定部材
102c 溶湯通過部
103 支持ロッド
104 支持ロッド
105 アクチュエータ
106 冷却ガスノズル
108 冷媒配管
109 冷却部
A1,A2 保持溶湯M2の領域
C 湾曲面
M1 溶湯
M2 保持溶湯
M3 鋳物
ST スタータ
102 形状規定部材
102a 内部形状規定部材
102b 外部形状規定部材
102c 溶湯通過部
103 支持ロッド
104 支持ロッド
105 アクチュエータ
106 冷却ガスノズル
108 冷媒配管
109 冷却部
A1,A2 保持溶湯M2の領域
C 湾曲面
M1 溶湯
M2 保持溶湯
M3 鋳物
ST スタータ
Claims (10)
- 溶湯を保持する保持炉と、
前記保持炉に保持された前記溶湯の湯面近傍に設置され、通過する前記溶湯に外力が印加されることにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材及び外部形状規定部材と、
前記内部形状規定部材及び前記外部形状規定部材を通過した前記溶湯を外側から冷却する冷却部と、を備え、
前記内部形状規制部材の略鉛直方向の長さは、前記外部形状規定部材の略鉛直方向の長さよりも長い、引上式連続鋳造装置。 - 前記内部形状規定部材は、
略鉛直上方向に凸となる所定の曲率の湾曲面を有している、請求項1に記載の引上式連続鋳造装置。 - 前記内部形状規定部材は、平面視上、略円形状かつ円周方向に回動可能であって、
平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面を有している、請求項1又は2に記載の引上式連続鋳造装置。 - 前記内部形状規定部材は、前記湯面に対して傾動可能である、請求項1〜3の何れか一項に記載の引上式連続鋳造装置。
- 前記内部形状規定部材は、
内部に冷却媒体が循環する内側冷却部を有している、請求項1〜4の何れか一項に記載の引上式連続鋳造装置。 - 保持炉に保持された溶湯を導出して外力を印加することにより、鋳造する鋳物の内部及び外部のそれぞれの断面形状を規定する内部形状規定部材及び外部形状規定部材を通過させるステップと、
前記内部形状規定部材及び前記外部形状規定部材を通過した前記溶湯を外側から冷却するステップと、を備え、
前記内部形状規定部材の略鉛直方向の長さを前記外部形状規定部材の略鉛直方向の長さよりも長くする、引上式連続鋳造方法。 - 前記内部形状規定部材に、
略鉛直上方向に凸となる所定の曲率の湾曲面を設ける、請求項6に記載の引上式連続鋳造方法。 - 前記内部形状規定部材を、平面視上、略円形状かつ円周方向に回動可能にし、
前記内部形状規定部材に、
平面視上の半径方向に応じて異なる曲率をもつことで斜め上方に凸となる湾曲面を設ける、請求項6又は7に記載の引上式連続鋳造方法。 - 前記内部形状規定部材を、前記湯面に対して傾動可能にする、請求項6〜8の何れか一項に記載の引上式連続鋳造方法。
- 前記内部形状規定部材の内部に、
冷却媒体が循環する内側冷却部を設ける、請求項6〜9の何れか一項に記載の引上式連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012256030A JP2014100736A (ja) | 2012-11-22 | 2012-11-22 | 引上式連続鋳造装置及び引上式連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012256030A JP2014100736A (ja) | 2012-11-22 | 2012-11-22 | 引上式連続鋳造装置及び引上式連続鋳造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014100736A true JP2014100736A (ja) | 2014-06-05 |
Family
ID=51023759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012256030A Pending JP2014100736A (ja) | 2012-11-22 | 2012-11-22 | 引上式連続鋳造装置及び引上式連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014100736A (ja) |
-
2012
- 2012-11-22 JP JP2012256030A patent/JP2014100736A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014144484A (ja) | 引上式連続鋳造装置 | |
| JP2014057980A (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP2014100736A (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP6616343B2 (ja) | 引上式連続鋳造装置 | |
| EP3122493B1 (en) | Up-drawing continuous casting method and up-drawing continuous casting apparatus | |
| US20150122451A1 (en) | Up-drawing continuous casting apparatus and up-drawing continuous casting method | |
| JP2014104468A (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP5742867B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP5926161B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP6020712B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP2015027693A (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP6100708B2 (ja) | 引上式連続鋳造装置 | |
| JP5892078B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| US20150251243A1 (en) | Up-drawing continuous casting method | |
| JPWO2014167600A1 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP6737689B2 (ja) | 引上式連続鋳造装置 | |
| JP2016028830A (ja) | 引上式連続鋳造装置 | |
| JP5849926B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP2015226915A (ja) | 引上式連続鋳造装置 | |
| JP6100707B2 (ja) | 引上式連続鋳造装置 | |
| WO2015015684A1 (ja) | 引上式連続鋳造方法、引上式連続鋳造装置及び連続鋳造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160223 |